Классификация станков
Шип — достаточно трудоемкий в исполнении элемент. Кроме надежного соединения комплектующих, он способствует удлинению готовой конструкции. Выполнить на двух заготовках шип и паз вручную для создания герметичного соединения практически невозможно. В этих целях используется специализированное оборудование.

По типу профиля шип бывает:
- ящичным (одинарным, двойным, многократным);
- круглым;
- овальным;
- типа «ласточкин хвост» в виде равнобедренной трапеции;
- зубчатым;
- проушинным;
- в потемок;
- в полупотемок.
Станки подразделяются по типу изготавливаемых шипов на три группы:

- Оборудование для производства шипов на оконные, рамные, дверные конструкции.
Шипы в данном случае подразделяются на:
- односторонние,
- двусторонние,
- возвратные,
- проходные.
Рабочим органом станка выступают пилы или фрезы (горизонтальные или вертикальные). Фрезерно-шипорезный станок производит прямой шип либо проушины, которые соединяют сегменты каркасных или рамочных конструкций.
- Станки для шипов типа «ласточкин хвост». Применяются в массовом производстве мебели и столярных изделий. Отличаются от ранее названых более надежной фиксацией сегментов.

- Автоматические станки с ЧПУ. С их помощью делают сложные соединения — круглые и овальные. К шипам предъявляют строгие требования относительно точности, поэтому большую часть работы выполняет техника, а вмешательство человека сведено к минимуму.

Ключевое требование к станку — высокая точность исполнения элементов соединения. Если его не соблюсти, комплектующие не смогут корректно состыковаться между собой. Соединение окажется невозможным или, как минимум, не герметичным, что повлечет за собой дополнительные затраты на сырье.
Шипорезный станок по дереву: устройство, характеристики, изготовление своими руками
С давних пор при сборке ящиков, дверей, окон и других рамных конструкций используется соединение «в шип». Чтобы точно и быстро получить такие непростые элементы в деревянных конструкциях, применяется шипорезный станок по дереву.
Данное оборудование используется как в предпринимательской деятельности, так и в широкомасштабном производстве. Оно незаменимо при изготовлении мебели, а также в домостроении и на предприятиях, занимающихся деревообработкой.
Технические характеристики
Функции оператора при работе на автоматическом станке сводятся к загрузке и переворачиванию заготовок, запуску либо остановке цикла. Важными показателями шипорезных агрегатов являются:
- наибольший размер шпенька;
- наименьшая толщина;
- высота паза;
- ширина;
- максимальный размер заготовки;
- обороты шпинделя;
- мощность двигателя.
Кроме характеристики для классификации станка, указываются параметры режущего инструмента: диаметр пилы, вид и размер фрезы.
Часто на больших поточных линиях такое оборудование устанавливается к потолку. Станки дополнительно фиксируются прижимными устройствами, где заготовки обрабатываются подрезными пилами с последующим формированием шипов на фрезерных суппортах.
Подача регулируется плавно за счет вариатора. Для создания качественной поверхности сопрягаемых элементов скорость шпинделя должна быть около 700 об/мин.
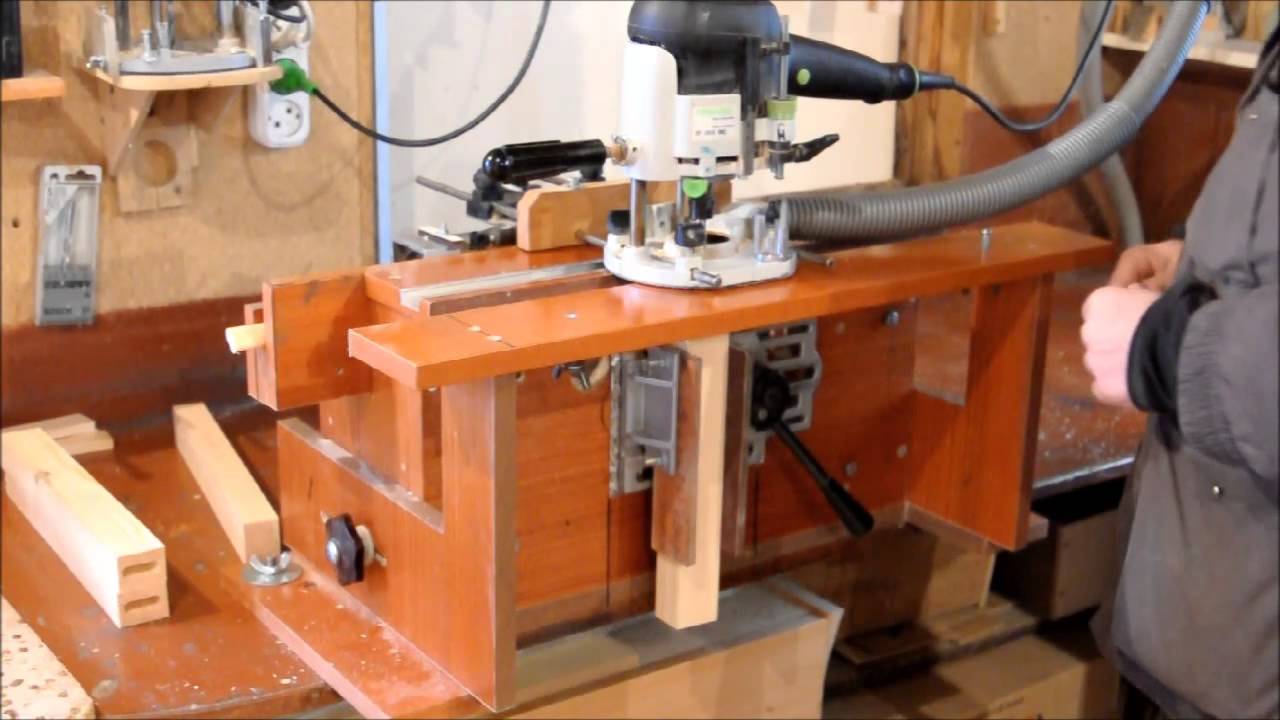
Самодельный шипорезный станок
Сегодня есть все возможности для предпринимательской деятельности, при этом многие занимаются изготовлением мебели, деревянных дверей и окон, где без соединительных шипов при сборке изделия не обойтись. И поскольку шипорезные станки стоят недешево, на первых порах для получения фиксирующих элементов вполне подойдет самодельный агрегат.
Его несложно изготовить своими силами, что сэкономит большие средства во время организации производства. Причем существуют разные варианты для изготовления таких станков, где базовым элементом может служить стационарный двигатель, болгарка, электролобзик и даже электрическая дрель.
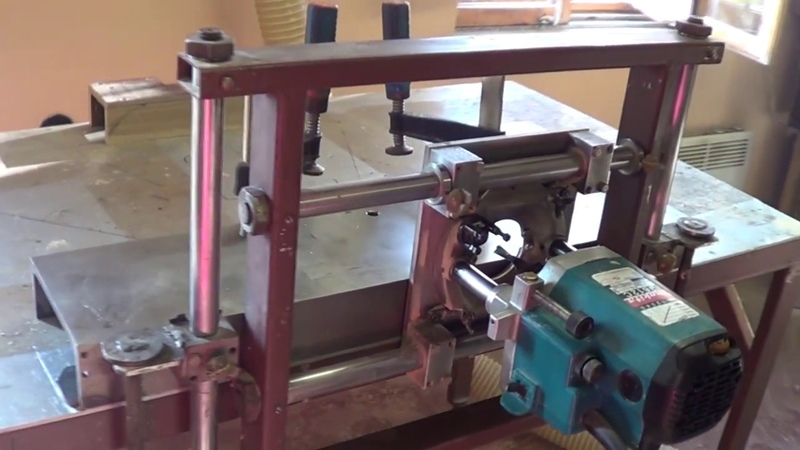
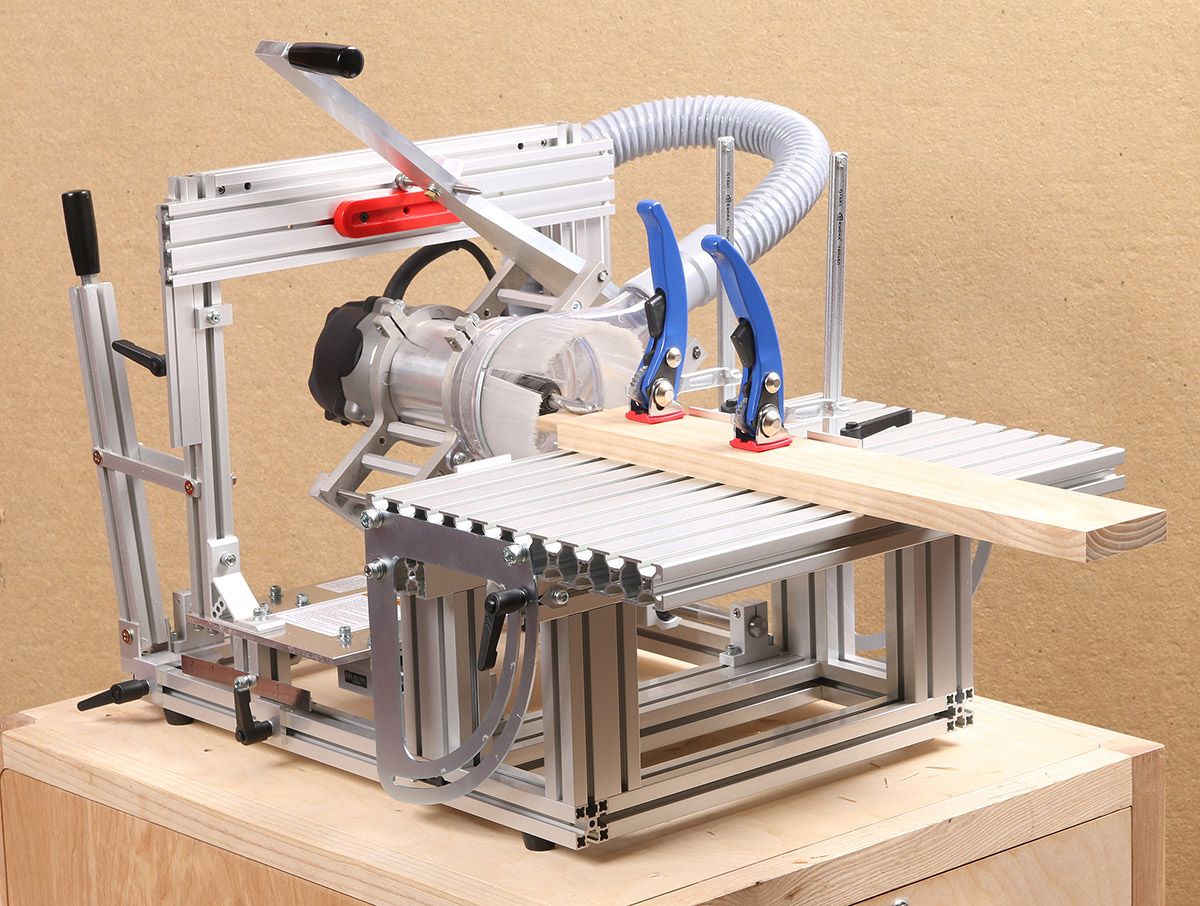
Рассмотрим изготовление шипорезного станка своими руками на основе болгарки с расположением дисковой фрезы в горизонтальном положении.
Как и в заводском станке, здесь, кроме двигателя и режущего инструмента, существуют два комплектующих узла:
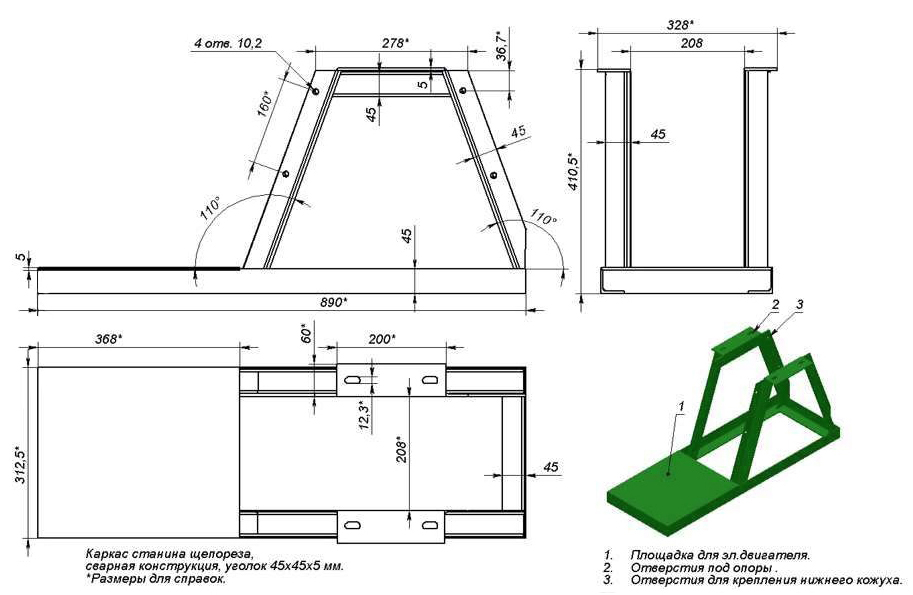
Станина должна быть прочной и устойчивой, поскольку это базовая часть агрегата, на которой установлены устройство для крепления заготовки и болгарка с фрезой. Эта составляющая часть шипорезного станка может различаться по конструкции и изготавливаться без чертежей. Например, ее можно сделать из металлических уголков, а на них зафиксировать лист ДСП.
Размер столешницы должен соответствовать предполагаемой заготовке. На ней также располагаются струбцины и контрольная линейка.
Направляющие станины должны быть строго перпендикулярны движению столешницы при фрезеровании соединительных элементов. От этого зависит качество соединения шипов и проушин.
Сборка станка
На поверхности стола определяется место выхода вала и делается отверстие чуть большего диаметра. Болгарка фиксируется с помощью хомутов, при этом нужно проследить за тем, чтобы головки болтов были заподлицо с плоскостью столешницы.
В качестве режущего инструмента используются дисковые фрезы. При этом применяется одна фреза для выборки проушины и два режущих диска, если нужно обработать шип. Соответственно, расстояние между фрезами равно ширине паза.
Важно! В случае использования двух дисковых фрез посадка на болгарке должна быть через переходник со шпоночными пазами. При такой сборке процесс фрезерования проушины или шипа происходит за счет движения заготовки
Для этого она крепится струбцинами к столешнице и затем вручную двигается по направляющим станины к вращающейся фрезе. При этом размеры шипа и проушины достигаются за счет упоров и толщины шайбы между дисками
При такой сборке процесс фрезерования проушины или шипа происходит за счет движения заготовки. Для этого она крепится струбцинами к столешнице и затем вручную двигается по направляющим станины к вращающейся фрезе. При этом размеры шипа и проушины достигаются за счет упоров и толщины шайбы между дисками.
Оценка статьи:
Загрузка…
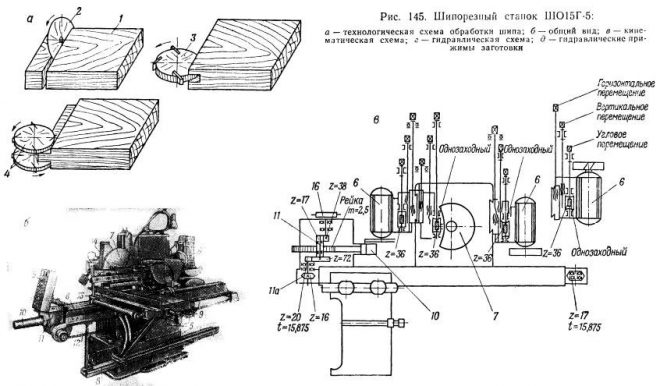
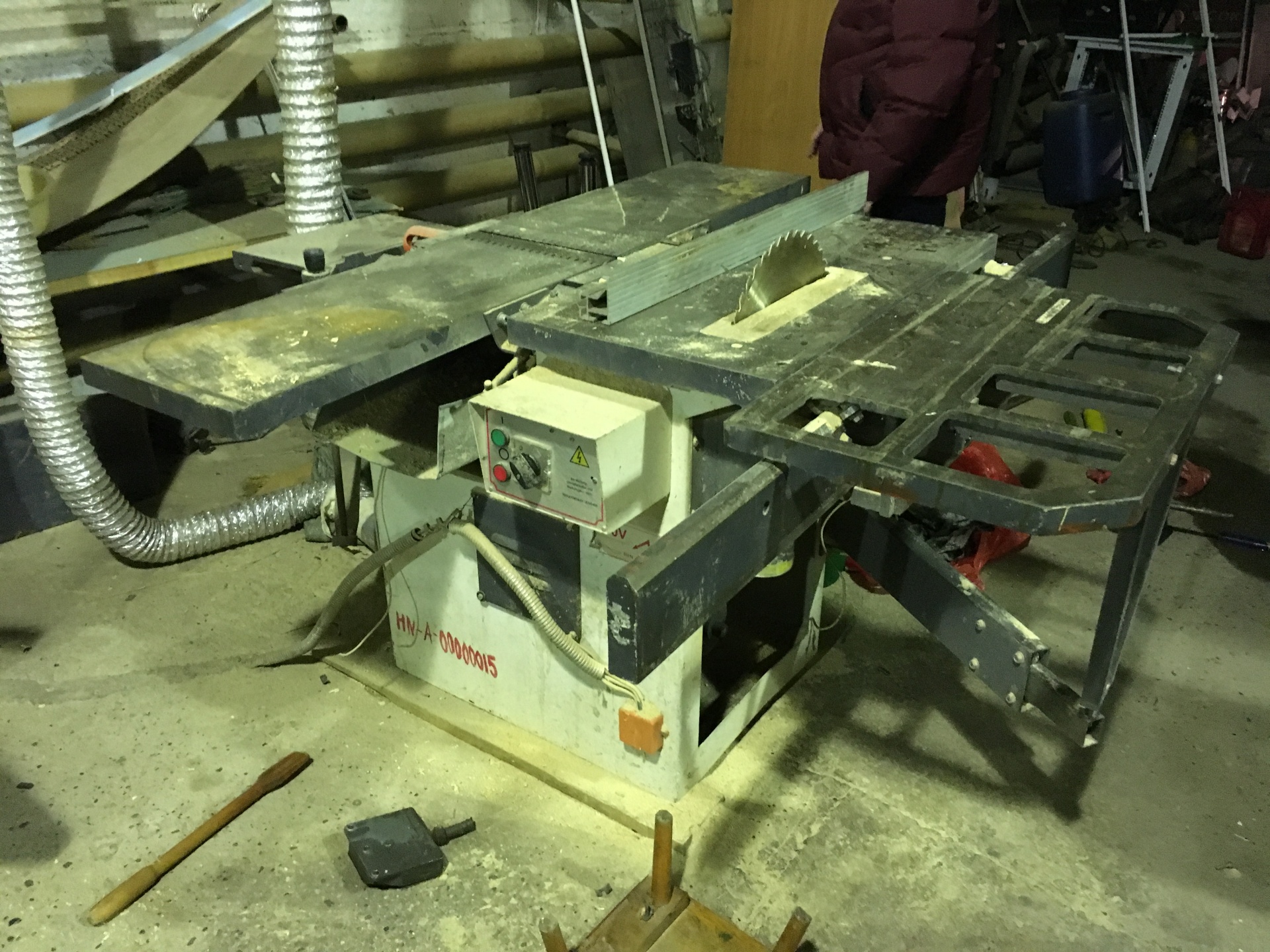
Ящичные шипорезные станки
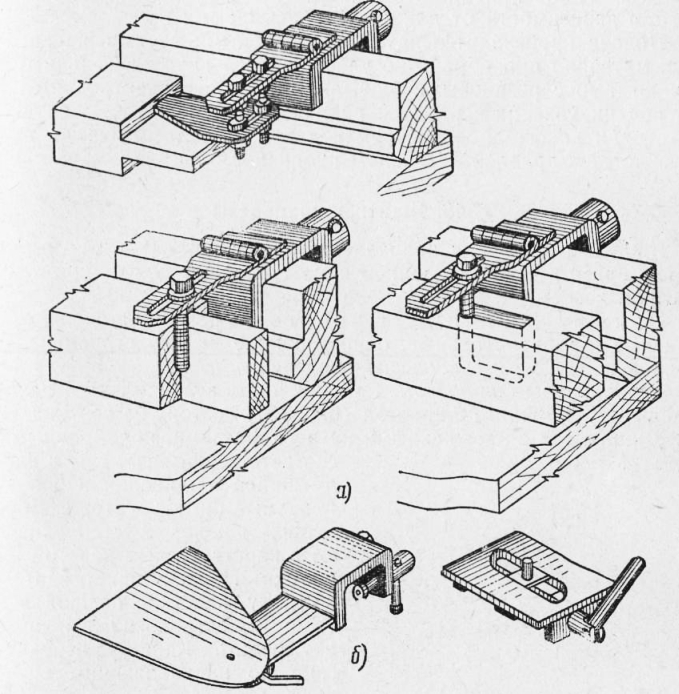
Прямые ящичные шипы создают, как при помощи односторонних, так и при помощи шипорезных станков
Шпиндель в подобных устройствах находится в горизонтальном положении, а ящичные дощечки складывают пачкой на рабочем столе и подают в вертикальной плоскости в направлении касательной к окружности режущей системы таких станков.
Устройство имеет в своем составе станину, в верхней части которой находятся подшипники. В них вмонтирован шпиндель, который связан через шкив и ременную передачу с электрическим двигателем. Один из трех подшипников, в которых монтирован шпиндель, в процессе установки режущего инструмента нужно снять. На станине станка находятся элементы гидропривода подачи стола. Стол отличается подвижным креплением на полозьях в направляющих устройства. Пульт управления содержит пусковую аппаратуру электродвигателя (кнопочная станция и магнитный пускатель). Движение стола вертикально происходит за счет механизма гидравлической подачи.
Задача двусторонних ящичных шипорезных станков заключается в создании прямых ящичных шипов одновременно на обоих концах детали.
Плюсы таких устройств:
- простота управления и регулировки, а также автоматическая подача инструмента. Все это гарантирует максимальный уровень производительности станка
- устройство способно осуществлять обработку обеих частей соединения типа «ласточкин хвост» отдельно или одновременно
- фиксацию заготовки осуществляют вручную при помощи пневматических прижимов
- все настройки контролируются с панели управления
- благодаря ЧПУ можно менять шаг шипа, число пазов, глубину шипа, габариты заготовки, скорость подачи.
Также оборудование может быть дополнительно оснащено специальной полкой для укладки заготовок. Это очень помогает в процессе фрезерования шипов типа «ласточкин хвост» на гнутых и фасонных выдвижных ящиков.
Что нужно учитывать при проектировании соединения?
При проектировании ласточкиного хвоста учитывают ряд моментов, которые будут влиять как на его прочность, так и на внешний вид.
Интервал между шипами. Расстояние между шипами и их размер определяют прочность соединения.
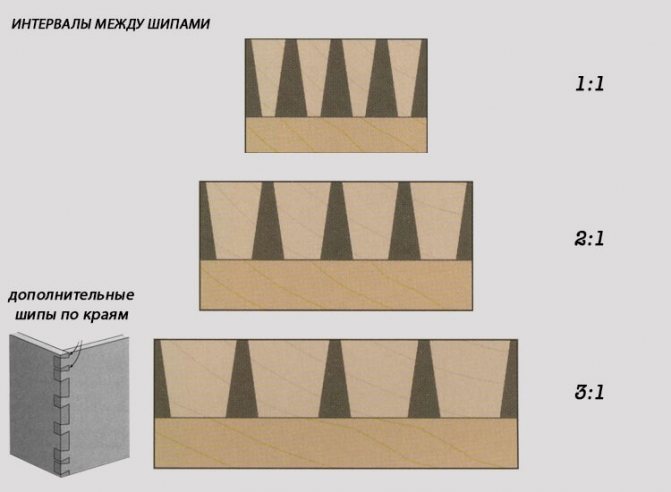
При равных промежутках (соотношение 1:1) механическая прочность наиболее высокая. Но такую конфигурацию используют редко. Поскольку из-за большего количества элементов изготовление детали занимает соответствующее время. Вероятность допустить ошибки, которые станут причиной неплотной подгонки, также выше. Обычно используют соотношение 2:1 или 3:1. В этих случаях прочность соединения остается такой же высокой.
При сочленении широких деталей по краям делают дополнительные шипы с небольшими промежутками. Такое решение помогает эффективно бороться с короблением древесины.
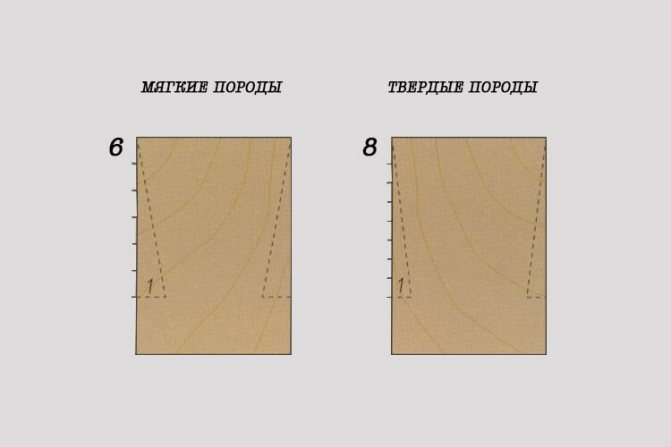
Угол ласточкиного хвоста — это важный параметр, определяющий механические характеристики соединения. При слишком маленьком угле, замок не будет запираться и крепление превратиться в обычное шиповое соединение. Если угол слишком большой, при сборке зауженная часть «ласточкиного хвоста» может расколоться и шип отпадет.
Для древесины мягких пород угол «ласточкиного хвоста» делают более крутым, так как она в большей степени подвержена смятию и деформациям под воздействием нагрузок. Оптимальное соотношение 1:6. Для древесины твердых пород угол делают менее крутым — 1:8.






Принцип проектирования формы «ласточкиного хвоста» отображен на чертеже.
Где брать чертежи с размерами?
На некоторых форумах (в частности приведенных в этой статье) пользователи предлагают уже готовые чертежи роторно-барабанного щепореза для производства щепы для арболита или копчения за небольшую оплату, но их можно найти и бесплатно.
Поэтому любой, кто знает, как сделать веткоруб или щепорез для дальнейшего производства арболита или другого применения изготавливаемой им щепы своими руками, и уверен, что способен сам собрать такое устройство, без проблем сможет сделать и его чертеж.
Тем более, что изготовление деталей и общий монтаж самодельной щепорезки по чертежу гораздо проще, чем без него, даже если есть вспомогательное видео.
Направляющая шина
Имея схожее назначение с параллельным упором, шина ответственна за аккуратный ход фрезы по прямой. Время, затраченное на работу, за счёт применения шины заметно сокращается. Она также позволяет направлять инструмент на столе под любым углом к краю.

Некоторые шины серийного производства имеют в комплекте отдельный компонент – башмак. Он соединяется с фрезером штангами и, проходя по шине, двигает фрезерную головку по заданной траектории.
Лучше всего шина сочетается с инструментом, чья база стоит на выдвижных ножках. Это позволяет устранить разность высоты между шиной и фрезером.

Бывает, функциональность шин, выпускаемых серийно, не подходит пользователю. Можно всегда создать индивидуальный вариант направляющих для фрезера своими руками. Самый элементарный представляет собой длинный ровный брус, – проще говоря, линейку. Мастеру нужно только обеспечить её креплениями, и шина, по сути, готова. Для изготовления простого приспособления даже не требуется чертёж.

Конечно, такая самодельная версия не будет отличаться устойчивостью. Более стабильным в работе окажется сочетание фанерной основы с прибитой к ней доской. Край фрезерной базы будет упираться в доску, а край основы обозначит зону обработки. Такая конструкция применяется в случае использования фрез одинакового диаметра.
Другой вариант работает, когда фрезы по дереву могут быть разного размера. Здесь доска, выступающая линейкой, не прибита к основе, а укреплена зажимами. Благодаря этому она может корректировать расстояние от рабочей зоны соответственно диаметру фрезы.
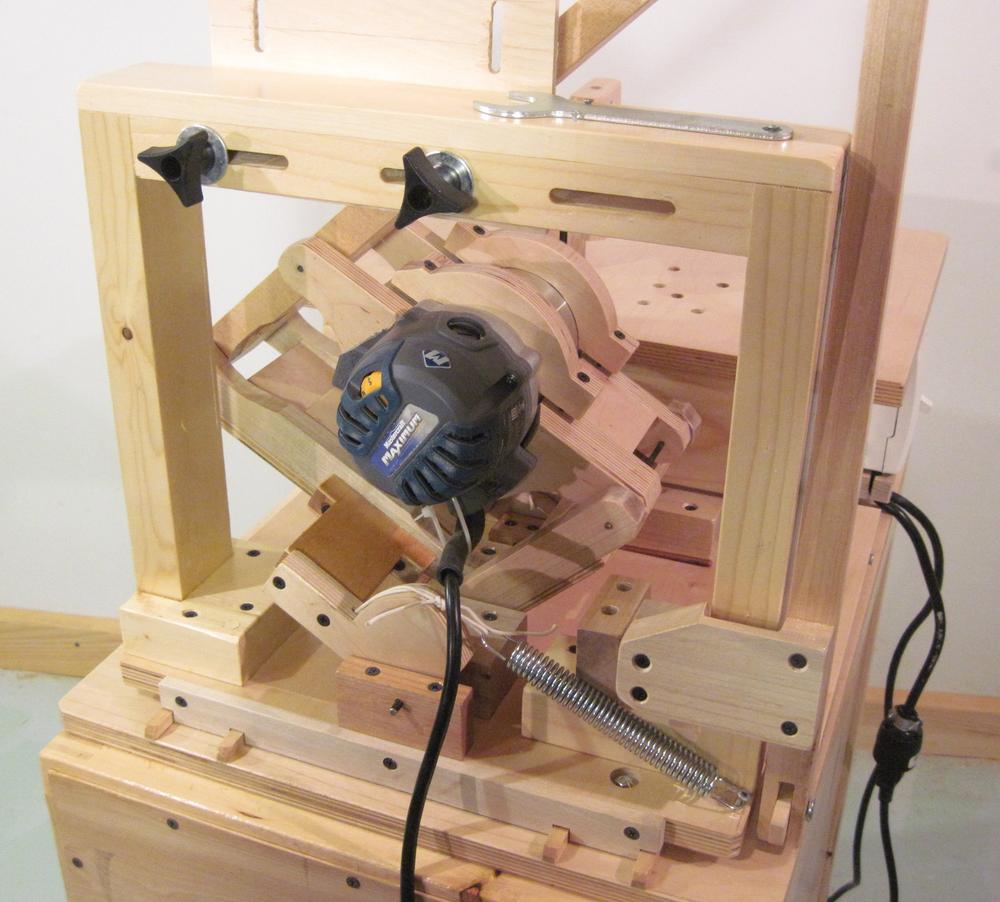
Опорная доска
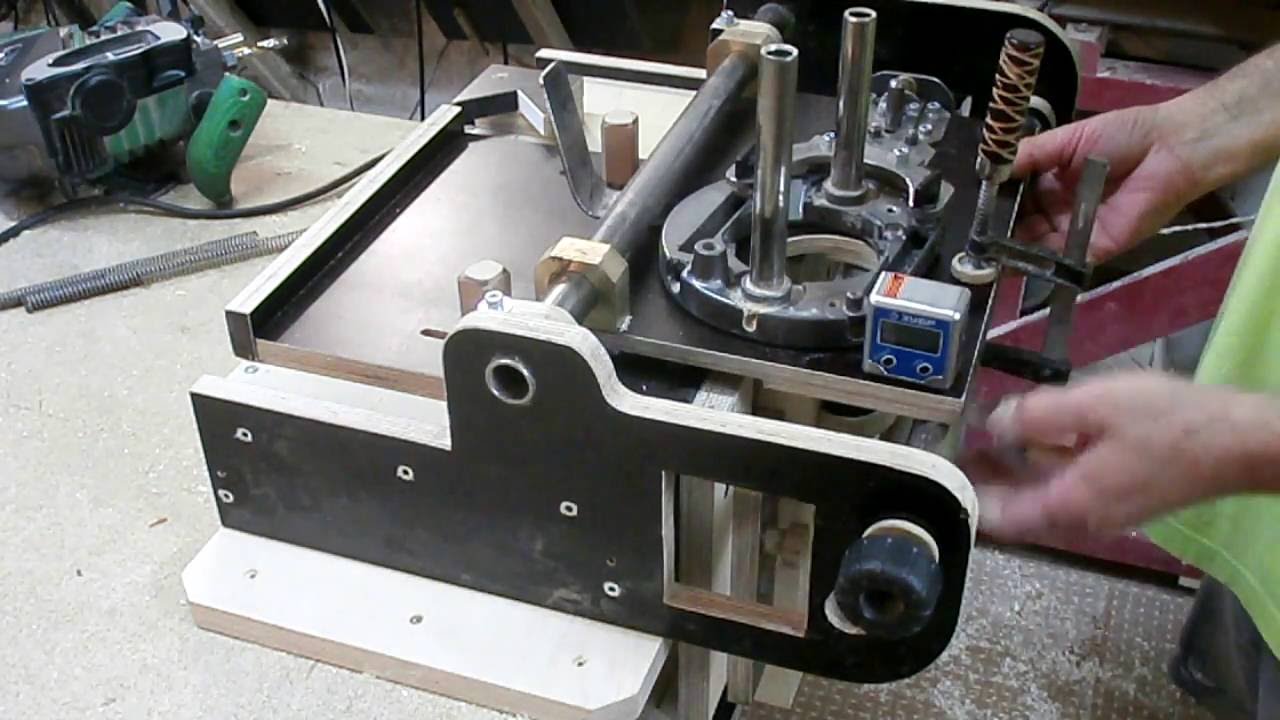
Заготовки ящиков в моей конструкции крепятся струбцинами к опорной доске. Чтобы она прослужила дольше и не сминалась от струбцин, для её изготовления я использовал террасную доску из лиственницы, которую выровнял на рейсмусе.
Сначала я планировал сделать опору единой доской, но она потребовала бы фиксатора снизу и, кроме того, нижняя кромка повреждалась бы пилой при резке шипов. Если бы я поднял опорную доску выше уровня шипов, то возникла бы проблема сколов на заготовках, особенно из фанеры. Поэтому опорную доску я сделал из двух частей.
4. Нижнюю, более узкую и короткую часть опорной доски жёстко прикрепип к упору основания шипорезки, а верхнюю оставил подвижной. Она перемещается с помощью деревянного блока с гайкой и шпильки по пазу в нижней части опорной доски.
5. В нижней части установил сменную противоскольную накладку из MDF. На подвижной части опорной доски установил боковой упор — строго перпендикулярно как к доске, так и к плите основания. Затем прикрепил на край основания брусок в качестве дополнительного крепления и сделал разрез основания для прохода диска.
6. Для безопасности в передней части, где выходит диск, вклеил защитный брусок. По бокам от этого бруска осталось место, куда будут установлены ручки для удобства перемещения шипорезки по полозьям стола пилы.
7. Для контроля над положением диска установил два указателя. Первый показывает, когда опорная доска установлена в «нулевое» положение, то есть когда диск плотно соприкасается своей плоскостью с боковым упором. Второй помогает считать обороты при вращении шпильки. В качестве второго счётчика использовал деревянный «бочонок», жёстко закреплённый на шпильку, на который нанес риски с шагом в 1/4 оборота.
8. Чтобы обеспечить более быструю работу, я использовал «бутерброд» из двух одинаковых дисков и прокладки между ними. Существуют специальные наборы для установки точной ширины паза, но они дороги, и у меня такого нет. Чтобы получить прокладку нужной толщины, я вырезал дюралевую шайбу толщиной чуть меньше необходимой и доводил до нужных размеров с помощью самоклеящейся алюминиевой ленты. Хочу отметить, что лучше использовать новые одинаковые диски. У меня один был новый, а второй — уже немного пользованный, в результате при резке в основании шипа появляется небольшая ступенька.
9. После множества проб и подгонов я получил «бутерброд» с шириной реза 5,25 мм, что соответствует 3 оборотам шпильки (1,75 мм х 3 = 5,25 мм). Это дало возможность делать шипы шириной 5,25 мм, поворачивая шпильку между резами на 6 полных оборотов. Если нужно было делать более крупные шипы, то количество оборотов пропорционально увеличивал.
10. Шипорезка готова к работе.
Разновидности шипорезных станков и их применение
Как уже говорилось, все деревообрабатывающие агрегаты делятся на односторонние и двухсторонние, проходные и возвратные. Это деление – по технологии обработки дерева. Для конкретных целей существуют множество разновидностей и исполнений тех или других устройств. Наибольшим спросом пользуются шипорезы для изготовления оконных рам, дверных конструкций. В качестве рабочих органов используются вертикальные и горизонтальные фрезы, специальные пилы.
Простые шипорезы отрабатывают прямые шипы и проушины в заготовках из дерева. Сложные – «ласточкин хвост». Ящичные отрабатываются на специальных больших машинах, предназначенных для выпуска крупных серийных партий деталей. Круглые и овальные шипы и проушины изготавливаются на машинах, имеющих числовое программное управление и работающих в любой заданной плоскости.
Шипорезный станок по дереву оценивается по следующим характеристикам:

- диаметр пилы и размеры фрезы;
- максимальные размеры обрабатываемых деталей;
- тип, максимальные ширина и поперечник шипа;
- тип, максимальные ширина и глубина проушины;
- мощность;
- количество шпинделей;
- частота вращения шпинделя;
- скорость подачи;
- габариты и вес.
Изготавливаем щепорез для арболита своими руками
Для изготовления щепореза из арболита нужно приготовить все необходимые детали, после чего можно начать сборку агрегата. Некоторые детали стоит поискать, другие вполне возможно сделать самостоятельно.
Диск с ножами
Диаметр диска должен быть до 30-35 сантиметров, толщина – 2 сантиметра. Для исключения вероятности заклинивания твердых/больших кусков сырья диск должен работать по принципу маховика, поэтому его делают тяжелым.
Можно взять металлическую заготовку или вырезать ее из куска листовой стали, потом в детали пропиливают одно центральное отверстие (чтобы посадить вал, с учетом шпоночного крепления), также делают несколько монтажных отверстий, 3 паза, посредством которых отрезанные куски дерева будут отправляться под вращающие молотки.
Чтобы сделать ножи, берут автомобильные рессоры, проделывают 2 отверстия в каждом из ножей с последующим их зенкованием (нужно максимально утопить головки винтов), крепят их к диску с помощью болтов со специальной потайной головкой для шестигранника, за счет которых удается создать надежное и плотное соединение. Кроме того, болты в таком случае не смогут поворачиваться при обжатии гаек с другой стороны.
Молотки
Эта деталь представляет собой плоскую пластину толщиной до 5 миллиметров, находящуюся в роторе. Молотки отвечают за дополнительное измельчение сырья, их лучше купить готовыми. Между самими молотками непосредственно в дробилке расстояние должно равняться 24 миллиметрам.
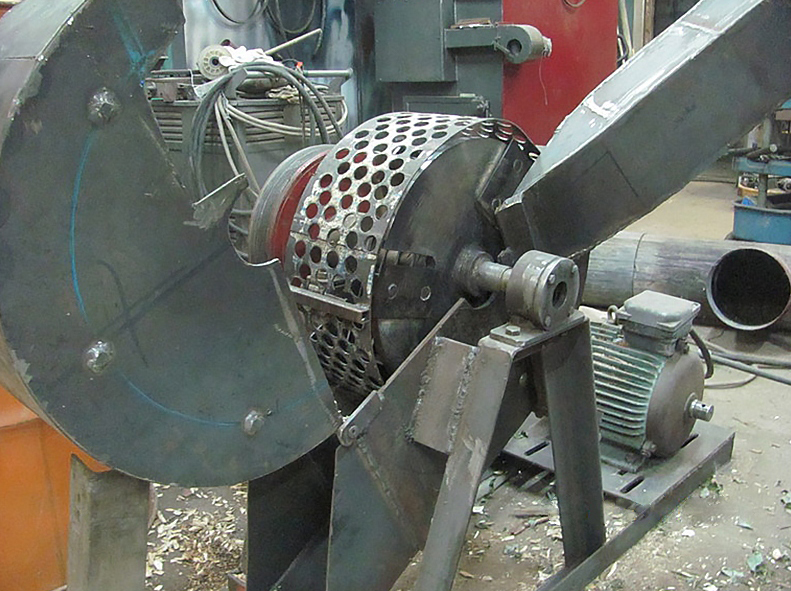
Сито для щепореза
Чтобы сделать сито, внутри которого расположится растирочная камера, берут металлический цилиндр диаметром 30-35 сантиметров, сделанный из листа металла длиной 94.2-100 сантиметров.
В самом цилиндре делают ячейки сечением 8-12 миллиметров, лучше с использованием керна или пробойника (не сверлить), чтобы края ячеек были рваными или острыми.
Защитный кожух, воронка, приемный бункер и рама
Для создания защитного кожуха, приемочной воронки бункера приема может использоваться листовое железо толщиной 8-12 миллиметров. Листы режут в размер, сваривают по чертежу. Детали режут по заранее известным размерам и «выкройкам» (их можно подготовить заранее, используя плотный картон). Ребра жесткости делают из труб, швеллеров либо уголков.
Сам режущий узел даже минимально цепляться за стенки корпуса агрегата на должен, желательно его свободное размещение в корпусе, поэтому оптимальный диаметр маховика делают по величине меньше размера корпуса примерно на 3-5 сантиметров.
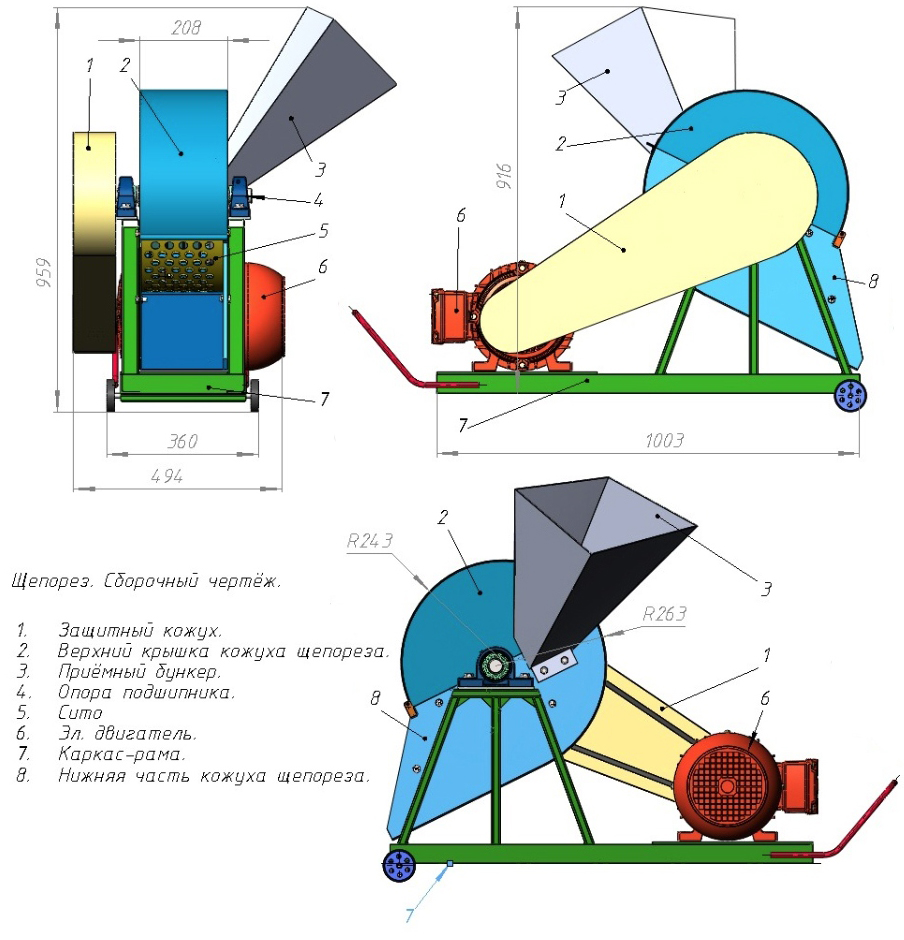
Основные детали дробильного узла: это цапфы вала, на которые насаживают опорные подшипники, молотки и режущий диск. Для формирования рабочего вала достаточно вырезать отверстия, входные/выходные раструбы, предназначенные для подачи сырья, выхода щепки.
Бункер для приема сырья приваривают под углом к корпусу. Электрический или механический приводы монтируют на завершающем этапе: крепят на раму электродвигатель, потом шкивы нужного размера, соединяют ременной передачей все узлы. Обычно для этой цели берут обыкновенные автомобильные ремни соответствующего диаметра.
Двигатель
Именно от типа двигателя будут зависеть объемы затрат в эксплуатации, производительность щепореза. Электродвигатель считается наиболее экологичным вариантом, он легче ДВС, издает меньше шума, но и мощность демонстрирует более низкую. Стоит помнить, что щепорез на электротяге будет зависеть от скачков уровня напряжения в сети.
Устройство на более мощном бензиновом двигателе будет работать дольше, производительнее, не требует наличия сети и розетки. Но ДВС издает много шума, существенно загрязняет воздух, предполагает постоянный уход и регулярную заправку.
При условии, что собранный щепорез для арболита спроектирован точно и нет разбега в соосности, можно использовать вместо ременного соединения соосную схему, монтируя подключение вала через муфту.
Технические характеристики
Функции оператора при работе на автоматическом станке сводятся к загрузке и переворачиванию заготовок, запуску либо остановке цикла. Важными показателями шипорезных агрегатов являются:
- наибольший размер шпенька;
- наименьшая толщина;
- высота паза;
- ширина;
- максимальный размер заготовки;
- обороты шпинделя;
- мощность двигателя.
Кроме характеристики для классификации станка, указываются параметры режущего инструмента: диаметр пилы, вид и размер фрезы.
Часто на больших поточных линиях такое оборудование устанавливается к потолку. Станки дополнительно фиксируются прижимными устройствами, где заготовки обрабатываются подрезными пилами с последующим формированием шипов на фрезерных суппортах.










Подача регулируется плавно за счет вариатора. Для создания качественной поверхности сопрягаемых элементов скорость шпинделя должна быть около 700 об/мин.
Модернизация молотка
Распространенное явление — деревянная рукоять, выпадающая из-под удара молотка. Один из способов надежно удерживать ручку — сделать надрез на верхнем конце ручки. Держатель вставляется в гнездо молотка. Разрез заполнен клеем «Момент». В паз вбивается деревянный клин.
Чтобы при работе не искать гвозди, а тем более не удерживать их зубами, в рукоятку молотка снизу вклеен круглый магнит. Магнитные гвозди всегда под рукой.
опасно случайно упасть с руки на высоте. Чтобы этого не произошло, в ручке проделывается отверстие, через которое продевается трос. Ремень сотрудника заправлен в петлю.
Циркуль
Этот вспомогательный инструмент предназначен для создания круглых и овальных вырезов. В схему базового циркуля входит штанга с штифтовым креплением на конце. Вставив крепление в дырку по центру круга, по которому делается паз, можно менять размер круга простым смещением штанги.
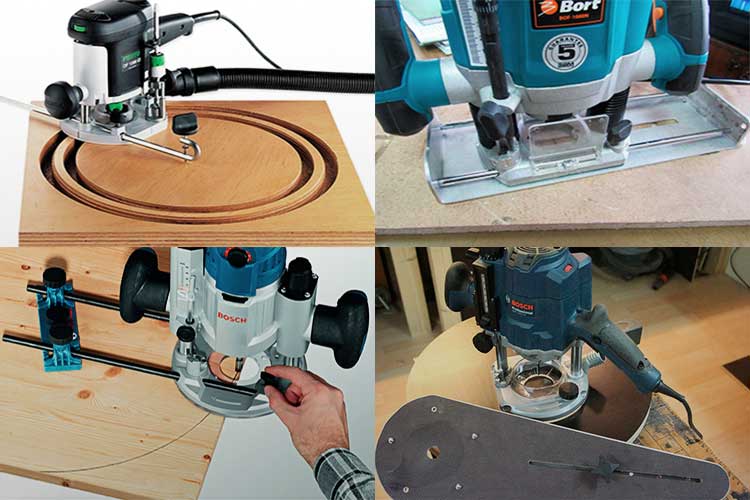
Существуют разные подсобные элементы, работающие на циркульном принципе. Они дают преимущество в создании разного радиуса круговых пазов. Обязательный компонент таких вспомогательных устройств – штифт с винтом для регулировки длины радиуса.
Если вырезается отверстие малого размера, циркульная конструкция должна быть приспособлена для крепления на основании фрезера. Штифт при обработке детали находится непосредственно под инструментом.

Фрезер по дереву, помимо круглых, способен вырезать и эллиптические отверстия. Приспособление для этого можно собрать своими руками из следующих частей:
- база с фиксацией на материале из винтов или присосок;
- перемещаемые на скрещивающихся направляющих башмаки – 2 шт.;
- штанги для монтажа – 2 шт.;
- кронштейн для соединения конструкции с инструментом.

Скрепляющий кронштейн благодаря предназначенным для этого пазам позволяет станине конструкции находиться в той же плоскости, что и основа фрезера. Резка круглых проёмов идёт с использованием одного башмака. Если отверстие нужно овальное – задействуются оба. Подобная вспомогательная конструкция даёт возможность выполнять отверстия точнее и быстрее других инструментов, таких как ленточная пила или лобзик.
Изготовление прибора
Перед тем, как приступить непосредственно к процедуре сборки, нужно позаботиться о специальной подставке – фрезерный стол. Этот элемент можно собрать из толстой фанеры или ДСП панелей.
Раздобудьте подходящие детали:
- листы фанеры или ДСП толщиной не менее двенадцати миллиметров;
- четыре опорных бруска;
- хомут для закрепления дрели на столе;.
Приступаем к процессу сборки. В основной вертикальной стенке проделайте отверстия для болтов и закрепите направляющий хомут.
После этого проделайте круглое отверстие в середине упорного листа. Профессионалы советуют использовать для этих целей электрический лобзик, но подойдет и простая ножовка. Завершающим этапом становится соединение всех деталей в единую конструкцию при помощи саморезов или суперклея. Столик готов, осталось самое главное – изготовить сам фрезер.
Основные элементы устройства
В основе хорошего фрезерного станка лежит электрический привод. Мощность его не должна быть ниже 500 Ватт. Рассчитывайте этот показатель в зависимости от толщины деревянных деталей, которые планируете обработать. Самым подходящим вариантом становятся дрель, перфоратор или болгарка мощностью от 500 до 1100 Ватт. Оптимальным выбором, с точки зрения цены и надежности, считается дрель.
Для сборки всей системы вам пригодятся следующие комплектующие:
хорошая электродрель;
фреза – элемент который покупается отдельно в специализированном магазине;
особый патрон для закрепления.
Последняя деталь подключается к дрели посредством переходника, который придется подбирать отдельно, в зависимости от типа фрезы. Устанавливать такой переходник проблематично, но вполне возможно в домашних условиях.
Последовательность сборки
Изготавливая фрезеровочный станок, необходимо придерживаться некоторых указаний, которые позволят избежать ошибок
Особое внимание стоит обратить на лифт для регулировки — его закрепляют на крышке стола, для компенсации силы оборотов. Для изготовления этой детали используют плотную фанеру
Очень важно добиться монолитности в конструкции, избегайте использования ремешков, тросиков, мелких гвоздей и реек
Саму фрезу после этого устанавливают на моторном валу
Очень важно добиться монолитности в конструкции, избегайте использования ремешков, тросиков, мелких гвоздей и реек. Саму фрезу после этого устанавливают на моторном валу. В итоге лифт будет включать:
В итоге лифт будет включать:
- каретки;
- корпус, на который будет приходится основная нагрузка;
- резьбовую ось;
- крепление для фиксирования;
- полозья скользящего типа.
При вращении оси с резьбой происходит перемещение каретки вместе с двигателем. Она перемещает его вверх или вниз по линии оси. Полозья предназначены для ограничения и направления движения.
Крайне важно следить за ровным перемещением каретки. Добейтесь максимально устойчивого положения, чтобы исключить возникновения брака и неровностей при обработке древесины. Опытные мастера изготавливают особые шестерни и поворотные рычаги, которые потом включают в общую систему для управления
Опытные мастера изготавливают особые шестерни и поворотные рычаги, которые потом включают в общую систему для управления.
Вот так, соблюдая простые советы, можно собрать фрезер из обычной дрели. Тщательно подгоняйте детали и используйте только качественные материалы. Не пытайтесь сэкономить на дрели, помните, когда закончится стройка, вы сможете разобрать станок и использовать ее по прямому назначению. Не спешите выбрасывать столик и лифт после — их можно разобрать на отдельные элементы и компактно упаковать в коробку до следующего ремонта. Именно поэтому профессионалы используют для соединения только строительные саморезы.
Как сделать фрезу
Фреза – общее название для обширной группы режущих инструментов. Различают два основных вида:
Существует множество типов конструкции фрез, используемых для выполнения разных технологических операций:
- Цельные.
- Составные (сборные).
- Концевые.
- Торцовые.
- Фасонные.
- Со сменными пластинами и другие.
Производство режущего инструмента является высокотехнологичным и требовательным к качеству материала процессом. Например, изготовление концевых фрез состоит из нескольких этапов:
- Токарная обработка заготовки (придание формы).
- Фрезеровка зубьев.
- Обработка режущих кромок (заточка и затылование).
- Термическая обработка материала (закалка, отпуск, иные операции, дающие в результате качественную структуру металла).
Для изготовления других разновидностей производятся подобные или иные операции, определяемые типом и конструкцией инструмента. Самодельные фрезы представляют собой лишь доработку готовых образцов.
Необходимость применения того или иного вида, получения определенного профиля или размера режущего органа, заставляет решать вопрос самостоятельно. Рассмотрим, как сделать фрезу своими руками в домашних условиях.
Самодельные фрезы по дереву
Изготовление фрезы по дереву своими руками возможно при наличии соответствующей заготовки и станка, куда она будет устанавливаться. В домашних условиях обычно используются электродрель или ручной фрезерный станок. Наиболее доступный вариант – изменение формы обычного сверла по металлу, но могут применяться и другие способы.





Рассмотрим, как из сверла сделать фрезу по дереву. В зависимости от назначения инструмента, понадобится заготовка (сверло по металлу) определенного размера. Если планируется изготовление фасонной фрезы, то диаметр заготовки должен равняться максимальному диаметру конечного изделия. Изготовление состоит из двух этапов:
- Придание профиля.
- Создание хвостовика.
Обе операции требуют использования промышленного оборудования. Во всяком случае, для изготовления хвостовика потребуется участие токарного станка. Цанга ручного фрезера рассчитана на диаметр 8 мм (есть варианты на 6 и 7 мм). Поэтому для больших диаметров сверл перед созданием профиля следует подготовить хвостовик. Это позволит исключить биения, опасные при обработке древесины. Профиль проще всего придать методом шлифования. Предварительно следует изготовить шаблон, по которому надо постоянно проверять состояние профиля. Для работы понадобится шлифовальный станок (наждак), болгарка или отрезной круг, закрепленный в патроне электродрели.
Для создания сменных пластин для фрезерной головки используются либо готовые образцы, которым придается нужная форма, либо заготовки из качественного металла. Профиль придается путем шлифования на имеющемся под рукой станке.
Завершающей операцией является затылование. Это процесс установки определенного угла режущей кромки, обеспечивающего отсутствие контакта задней части кромки и детали.
Важно! Затылование – процесс довольно трудоемкий, но необходимый, только он придает фрезе способность нормально работать
Фреза по металлу своими руками
Изготовление фрез по металлу в домашних условиях ограничивается перешлифовкой имеющихся инструментов, изменением профиля или диаметра режущей части. Более активное вмешательство потребует использования промышленного оборудования, так как понадобится выполнить сложные процедуры:
- Отпуск металла (процедура, обратная закалке).
- Станочная обработка, включающая придание формы, заточку, затылование).
- Закалка фрезы.
Качественное выполнение этих действий в домашних условиях практически невозможно. Кроме того, для работ подобного рода требуется немалая профессиональная подготовка и опыт, что имеется не у всех. Поэтому ограничиваются лишь доступными процедурами, предполагающими незначительное вмешательство в исходное состояние заготовки.
Изготовление режущего инструмента в домашних условиях требует наличия необходимого оборудования и подходящих заготовок. Кроме того, надо иметь навыки и опыт, иначе можно получить весьма опасное изделие, способное испортить обрабатываемую поверхность и навредить самому мастеру. Неподготовленному человеку производить такие работы не рекомендуется, лучше обратиться за помощью к специалисту.
Как сделать щепорез
Когда все детали по отдельности подготовлены, можно приступать к сборке всей машины. Делают это в следующей последовательности:
Собираются элементы рубильного блока. На вал одеваются подшипники, маховик (диск с ножами), молотки.
Далее проверяется рама на наличие всех необходимых отверстий: для вала, выгрузки щепы, приемного бункера, для болтов.
К раме приваривается воронка для приемного бункера. Делается это под углом.
Следующий этап подразумевает подготовку привода. На раме монтируется мотор, шкивы, одеваются ремни.
К раме монтируется рубильный блок в сборе.
Последним этапом на рубильный блок одевается защитный кожух для обеспечения безопасности.
После полной сборки щепореза производится его пробный запуск. Делается он вхолостую. Первое время после начала работы (примерно 5-7 дней) щепорез рекомендуется эксплуатировать в щадящем режиме, не перегревая его. За это время все детали «притрутся» друг к другу. Благодаря этому снизится риск их «заклинивания». Уже через несколько дней работы самодельная машина готова к частому использованию при обычных условиях.
Выбор подходящего оборудования
Ручной фрезерный станок подбирается по типу работ и планируемой нагрузке. Различают основные виды оборудования для работы по дереву:
- вертикальный – верхнего типа;
- ламельный;
- кромочный.
Ламельный фрезер горизонтальный. Диск с зубьями по кромке перемещается параллельно подошве и вырезает пазы в боковой поверхности под плоские шпонки в сопрягаемых деталях без разметки. Использование инструмента узкое. Ламельный тип инструмента востребован в производстве мебели и строительных деревянных конструкций. Для домашней мастерской приобретается редко, если хозяин серьезно увлекается изготовлением мебели и имеет в наличии модели универсальных ручных фрезеров.
Фрезер верхнего типа универсальный для обработки дерева. Именно он способен выполнять практически все операции. В его комплект входит несколько приспособлений, позволяющих обрабатывать торцы и работать по плоскости доски. В основном это параллельный упор со штангами, фрезерные втулки и набор фрез различного типа. Первые направляют станок точно по прямой линии реза или помогают сделать ровный круг. Втулки ведут станок вдоль шаблона, повторяя его формы любой сложности.
Для выполнения пазов, выборок под замки и навесы, создание красивых кромок любой конфигурации в дереве подойдет фрезер верхнего типа.
Параллельный упор
Это устройство используется для создания фигурных или ровных прорезей. Параллельный упор считается распространённым предметом, который включается в стандартный комплект к большинству устройств. В его конструкции включены следующие детали:
- Направляющие в форме штанг. Они используются для ниш на поверхности фрезера.
- Стопорный винт, который помогает зафиксировать необходимую позицию устройства.
- Винт, который создаёт необходимое пространство между болванкой и осью инструмента.
- Контактные губы. Они помогают получить упор для фрезера на поверхности материала.
Параллельный упор применяется для совершения множества задач. Для его подготовки действуют по схеме:
- На корпусе упора находятся небольшие дырки, где следует зафиксировать специальную штангу. При использовании стопорного винта она надёжно закрепляется.
- После фиксации стопорный винт слегка раскручивается, а при помощи винта для настройки изменяется положение упора до необходимого уровня.
Если знать все конструктивные элементы и способ работы, то параллельный упор создают своими руками. Для его производства пригодятся детали из металла, бруски, а также несколько винтов. В магазинах продаётся огромное число видов параллельных упоров. Подбирают их в соответствии с особенностями фрезера, используемого для фрезерования древесины.
Пример чертежа упора: