Техническое обслуживание систем искроулавливания
Как и любой, самый простейший механизм искрогаситель нуждается в проведении регламентных работ, которые заключаются в следующем:
- Осмотр на целостность всей конструкции. Не реже 1 раза в год.
- Очистка основных компонентов и узлов от сажевых и иных отложений. Два раза в год.
- Внеплановые осмотр и очистка. Например, в местностях с обилием тополя обыкновенного, пух этого дерева, в состоянии забить сетку искрогасителя до состояния плотного волокна. Помимо ухудшения тяги такая насадка еще и пожароопасна. Проводить такие работы необходимо по мере возникновения объективной необходимости и конкретными сроками не регламентируются.
Что понадобится для работы
После приобретения листа с необходимыми характеристиками, следует запастись нужным инвентарем.
Необходимые инструменты:
- Ножницы по металлу. Выбирайте удобный инструмент для резки широкого листа металла;
- Молоток ручной отбойный (он же киянка) с резиновым или деревянным наконечником. Киянка должна быть твердой, тяжелой, но без острых краев;
- Стальная трубная заготовка для формовки тела трубы («пушка»). Длина ее — не менее 1 метра, диаметр — зависит от необходимого диаметра готового изделия;
- Линейка;
- Инструмент для разметки оцинковки (острый металлический стержень);
- Верстак. На углу стола-верстака должен располагаться металлический уголок, длиной не менее 1м. Он будут использоваться для загиба краев трубы, поэтому закреплен должен быть очень надежно;
- Плоскогубцы.
Простой дымогенератор для холодного копчения: делаем сами
Как правильно собрать самодельный дымогенератор, детально описывают инструкции, и демонстрируют чертежи.
Есть и общие принципы, которые должны соблюдаться, независимо от выбранной технологии. Это будет залогом надежного и безопасного функционирования устройства.
Материалы и инструменты
В зависимости от выбранной технологии, подготавливается емкость, которая станет корпусом дымогенератора. Также потребуются трубы, лучше из нержавейки. Болты, гайки, уплотняющие прокладки помогут сделать все крепления надежными. Сгоны и водопроводные тройники обеспечат правильное соединение всех деталей.

Из инструментов пригодятся гаечные ключи различного размера для фиксации метизов. Нарезка труб и других деталей выполняется болгаркой. В отдельных случаях потребуется сварочный аппарат.
Камера сгорания
За счет тления щепы образуется необходимый для копчения дым
Происходит это в камере сгорания, поэтому важно, чтобы при ее изготовлении использовались исключительно качественные материалы. Лучший вариант – нержавеющая пищевая сталь
Это исключит попадание опасных для организма веществ в дым. В качестве камеры сгорания можно взять готовую трубу или старый огнетушитель.
![]()
Высота емкости варьируется от 0,5 до 1 метра. Диаметр должен быть не менее 9 см. Это позволит предотвратить застревание щепы. В специализированных магазинах продают готовые трубы, которые идеально подходят для камеры сгорания.
Колосниковая решетка и зольник
Колосниковая решетка располагается в нижней части. На нее укладывается щепа и подпаливается. Для поджига проделывается отверстие чуть выше колосниковой решетки. Можно сделать два отверстия для циркуляции воздуха и поджига. Так тяга будет лучше.

Решетку можно сделать своими руками из листового металла. Дырочки просверливаются на расстоянии 4-6 см. Такого расстояния достаточно, чтобы щепа не просыпалась, а решетка освобождалась от золы. Внизу устанавливается зольник – нижняя крышка. Ее можно приварить, но чтобы не было проблем с очисткой, лучше сделать эту часть съемной.
Дымопровод
Входная труба должна соединяться с камерой сгорания на 5-7 см выше зольника. Такое расположение позволит дыму сразу проникать в дымовод, не проходя через все другие элементы дымогенератора. Должны быть созданы надлежащие условия для охлаждения дыма. Чем длиннее труба, тем ниже температуру будет иметь дым при попадании в коптильную камеру. На выходе не нужно устанавливать сетку для предотвращения попадания золы и щепы в дымовод. Это приведет к засорению.
![]()
Процесс монтажа дымопровода выполняется по следующей схеме:
- Крепится сгон из трубы ¾.
- Устанавливается крестовина ¾.
- В торец помещается заглушка для ревизии.
- Фиксируется труба дымовода, которая будет соединяться с коптильней.
Для лучшего охлаждения в некоторых случаях берут трубу большого диаметра, по размеру равную диаметру камеры сгорания.
Сборник для конденсата и смолы

Когда дым поднимается по трубопроводу тяжелые вещества, конденсат и канцерогены оседают, поэтому необходимо организовать специальный сборник. Для этого в нижней части трубы, где присоединена крестовина, крепится банка с резьбой. Такое приспособление способствует быстрой и комфортной очистке.
Эжектор
![]()
Один из ключевых компонентов установки – эжектор, поэтому ему следует уделить должное внимание. Крепится он в верхней части дымовода
Он включает в себя 2 компонента: штуцер и тонкая трубка. Трубка должна выступать из емкости, поэтому ее необходимо брать с запасом, чтобы в тестовом режиме определить оптимальную длину.
Компрессор или вентилятор для дымогенератора

К штуцеру крепится нагнетатель. Для этого можно использовать магазинный компрессор или сделать устройство своими руками. Подойдет и обычный компьютерный кулер
При сборке важно обеспечить наличие регулятора интенсивности и позаботиться о блоке питания на 12 Вольт. Не всегда обязателен электрический источник питания
Можно использовать автономные зарядные устройства от телефона – PowerBank. Это позволит сделать аппарат мобильным и без проблем его перевозить.
Разметка посредством листа бумаги
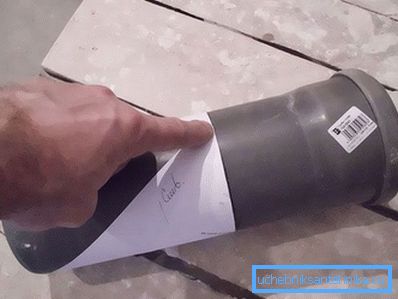
Один из самых несложных способов пребывает в разметке угла посредством листа бумаги. Квадратный лист складываем строго по диагонали. Берем трубу и оборачиваем ее сложенным страницей так, дабы края диагоналей были друг против друга. Так, на меньшей стороне страницы у нас оказался угол 45 градусов. Берем любой разметочный инструмент и размечаем по линии страницы место будущего разреза трубы. Дабы разметка случайно не стерлась, возможно применять узкий скотч. Данный способ разметки удобен для долгой трубы громадного диаметра, и место разреза которой находится где-то посередине.
Что потребуется для врезки в металлический водопровод
Для того чтобы врезать отвод в металлический (стальной, чугунный) внутренний водопровод, потребуется такое приспособление, как седельный хомут со сверлом. Хомут разборный — его части для закрепления на участке трубы фиксируются при помощи болтов. В зависимости от модификации седелки, хомут может продаваться в сборе с трещоткой, блокировочными болтами и промывочным краном.
Данные блоки присоединяются к хомуту с использованием уплотнительных прокладок из резины. Кроме того, уплотнители толщиной до 12 миллиметров используются в местах прилегания хомута к поверхности трубы. В случае необходимости резина приклеивается непосредственно к прижимному устройству, что даст возможность контролировать точное положение прокладки во время монтажа седельного хомута.
Совет по выбору хомута: при покупке приспособления изучите состояние сварного шва в месте присоединения штуцера. Некачественный шов может привести к образованию свища.
Некоторые мастера-профессионалы и вовсе советуют выбирать не сварной, а клёпаный хомут. Кроме того, постарайтесь подобрать хомут соответствующего диаметра, в противном случае придётся подкладывать толстый слой уплотнителей.
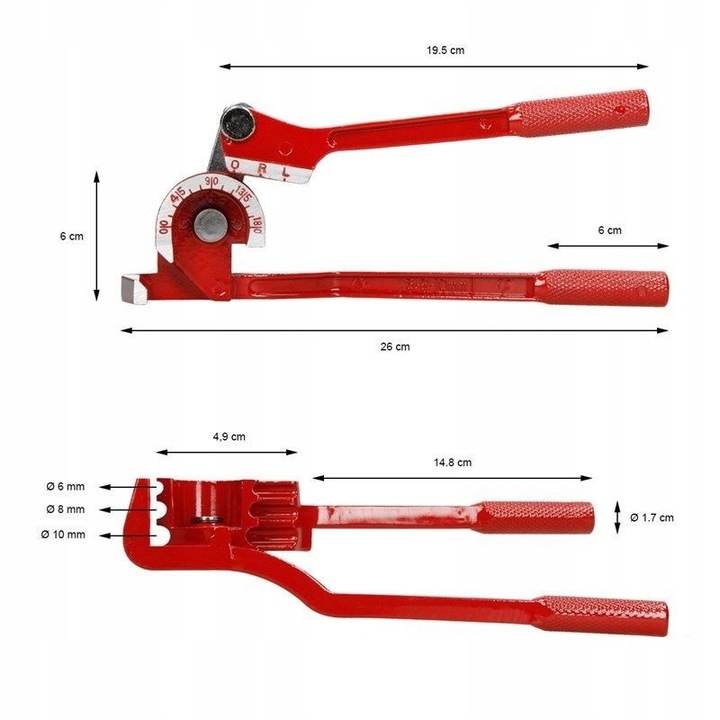
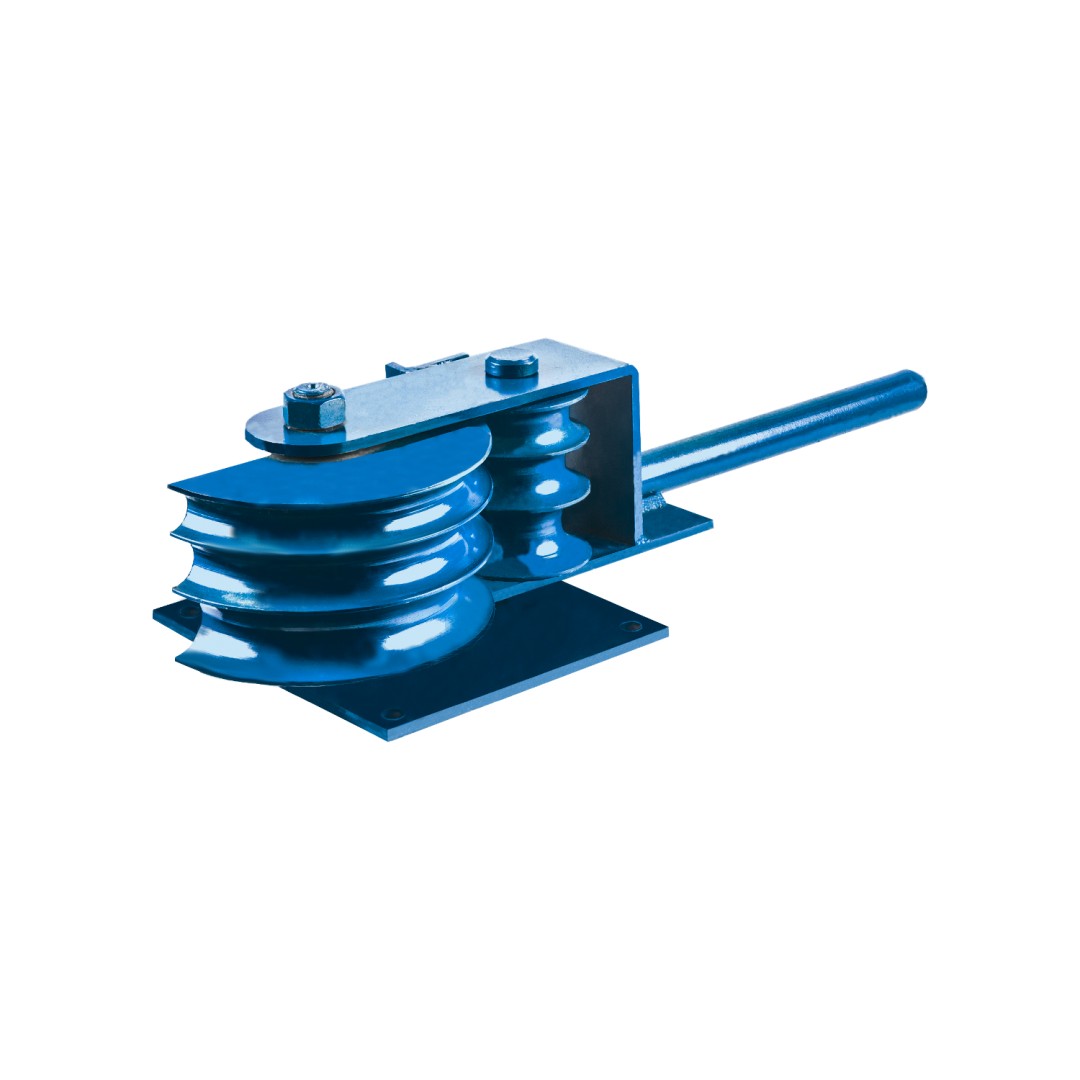
Приспособа для корзинок
Закрутка-1оборот. Квадрат 6мм., длинна 180мм. Диаметр стержня 20мм. Крутиться легко. Можно помазать стержень маслом. Втулки сварил из кусочков того же квадрата. После закрутки 4 детали по краям обвязываешь резинками для купюр, расправляешь и по торцам делаешь прихватки.
2 втулки сделаны из кусочков квадрата 6х6. Одна втулка зафиксирована на столе, ко второй приварены ручки. Пруток толщиной 30мм. Толщина прутка влияет на диаметр корзинки. Толщина 30мм-корзинка 60-65мм.
Во втулках пазы для заготовки не сквозные. Они заглушены так чтобы заготовка входила в паз на глубину примерно 20мм.

на фотографии видно что пазы во втулках не сквозные, заглушены. пруток во втулку входит на 20мм.


Процесс изготовления 1 корзинки у меня занимает не больше 5мин.
Также можно крутить и круглый пруток.
Центральный пруток (30мм.) лучше зашкурить или, кому не лень, смазывать маслом для уменьшения трения об него заготовки. Чем меньше трение тем равномернее и легче будет закрутка.
Вступление
При сварке угловыми струбцинами конфигурации фиксируют под нужным углом. Правда, самое простое приспособление, что используют в этих целях, угольник.
Однако угловая струбцина гораздо комфортней в работе. Ведь угольника хватает лишь на состыковку конструкций, их зафиксировать он не сможет.
Для угловой струбцины не столь важно, из какого материала и с каким сечением. Главное — варить можно под разными углами
Для работы не ограничиваются покупкой одного изделия.
Не родился еще изобретатель, который запатентует универсальный зажим, подходящий для всех видов сварки да еще по сходной цене.
Приспособления с магнитами
Очень удобными сборочно-сварочными устройствами являются магнитные приспособления для сварки, соединяющие и удерживающие детали в определенном положении силой притяжения встроенных в них магнитов.
Магнитные угольники. Устройства этого типа распространены очень широко. Производится большое количество всевозможных магнитных угольников, различающихся формой, наличием или отсутствием дополнительных крепежных деталей и возможностью или невозможностью изменения угла. С их помощью очень удобно соединять под нужным углом листовые детали, рамные конструкции, стойки и т.п.
Магнитный угольник Strong Hand Tools
Магнитный угольник Strong Hand Tools
Магнитный угольник Strong Hand Tools
Магнитный угольник Strong Hand Tools
Универсальные магнитные приспособления. Кроме угольников есть и другие магнитные устройства, обладающие гораздо большей функциональность и универсальностью. Насколько удобно и легко с ними работать, можно понять, познакомившись поближе с приспособлением, носящим название MagTab (Strong Hand Tools).
Магнитное приспособление MagTab для сварки (Strong Hand Tools)
Устройство состоит из двух опорных плоскостей (1) с встроенными магнитами. Угол между ними может меняться в зависимости от того, к какому по форме основанию их предстоит крепить. Это может быть цилиндрическая поверхность, плоскость или угол. Кроме опорных, имеются еще две плоскости (2), к которым крепятся детали, которые необходимо приварить к основанию. Они расположены под углом 90° друг к другу и имеют степень свободы по отношению к опорной поверхности, благодаря чему привариваемые детали можно смещать относительно основания. Известно, сколько времени и старания при сварке требует иногда установка и закрепление неудобной и неустойчивой детали в нужном месте. Применение устройства, подобного MagTab (Strong Hand Tools) позволяет быстро и легко приварить к различному по форме основанию любую деталь. Достаточно установить приспособление на основание и приложить привариваемый элемент в нужном месте к одной из двух его крепежных поверхностей. Сила магнита обеспечивает достаточную прочность крепления детали и ее неподвижность во время сварки.
Магнитное приспособление MagTab для сварки (Strong Hand Tools)
Магнитное приспособление MagTab для сварки (Strong Hand Tools)
Магнитное приспособление MagTab для сварки (Strong Hand Tools)
Есть варианты и проще:
Магнитное приспособление V-Pads для сварки (Strong Hand Tools)
Приспособления сборочно-сварочные магнитного действия очень удобны. Они позволяют в несколько раз сократить время на сборку конструкций и обеспечить их должное качество. Простые, удобные в использовании и относительно недорогие они наравне со струбцинами и зажимами, заслуживают того, чтобы находиться в домашней мастерской. Раздобыв постоянные магниты или сделав электромагнит, подобные приспособления можно сделать своими руками
Только важно помнить, что под воздействием высоких температур (некоторые магниты — под воздействием не очень высоких температур) постоянные магниты размагничиваются
В случае если труба профильная

А вот, к примеру, у нас профильная труба, а не круглая. Ручная разметка профильной трубы может привести к громадной погрешности. Наилучший выход из данной ситуации, будет изготовленный шаблон из для того чтобы же профиля большего диаметра. Возьмем маленькой отрезок профильной трубы и посредством угломера отметим угол 45 градусов. Отрезаем по разметке болгаркой и шлифуем края, дабы при работе не пораниться об заусеницы. Дальше нам остается лишь вставить профиль меньшего диаметра в шаблон и, сделав разметку, отрезать его.
 В данной статье мы рассмотрели, как разрезать трубу под 45 градусов. Воспользовавшись одним из перечисленных выше способов, сделайте разметку и делайте разрез. Для более ровного разреза лучше применять болгарку. При резке сваркой потребуется опыт, в противном случае на срезах окажутся неровности. В крайнем случае возможно воспользоваться ножовкой по металлу. В настоящее время в продаже имеется большое количество разных приспособлений для разреза труб под углом, но их приобретение требует лишних затрат. Несложнее и дешевле один раз изготовить себе шаблон, и применять его по мере необходимости.
В данной статье мы рассмотрели, как разрезать трубу под 45 градусов. Воспользовавшись одним из перечисленных выше способов, сделайте разметку и делайте разрез. Для более ровного разреза лучше применять болгарку. При резке сваркой потребуется опыт, в противном случае на срезах окажутся неровности. В крайнем случае возможно воспользоваться ножовкой по металлу. В настоящее время в продаже имеется большое количество разных приспособлений для разреза труб под углом, но их приобретение требует лишних затрат. Несложнее и дешевле один раз изготовить себе шаблон, и применять его по мере необходимости.
Преимущества и недостатки такой трубы
Оцинковка – это в первую очередь сталь, материал, имеющий много неоспоримых достоинств.
К ним относятся:
- Прочность;
- Способность выдерживать высокие температуры;
- Превосходная теплопроводность;
- Низкая стоимость по сравнению с другими материалами.
Но без защитного покрытия черный металл подвержен коррозии, быстро ржавеет и приходит в негодность. Цинкование с успехом решило эту проблему. И, несмотря на то, что трубы из оцинковки и стали по форме одинаковы, оцинкованное изделие имеет ряд преимуществ.
Дополнительные плюсы оцинкованного изделия:
- Коррозионностойкость, способность противостоять негативным воздействиям окружающей среды;
- Увеличенный срок службы;
- Повышенная прочность;
- Широкий диапазон рабочих температур;
- Высокая сопротивляемость механическим воздействиям;
- Оцинкованная труба выдерживает высокое внутреннее и наружное давление;
- Простота и удобство монтажа;
- Высокая стойкость к возгоранию;
- Цинк убивает все патогенные микроорганизмы;
- Оцинковка практически не уступает в качестве низколегированной нержавейке, но стоит на порядок дешевле.
Но, как любое инженерное решение, трубопровод из оцинкованного железа неидеален.
- Не очень привлекательный дизайн;
- Дороговизна по сравнению с обычной сталью;
- Цинк усложняет процесс сварки;
- В отличие от пластика, при наличии выступов на стенах, обеспечить плавный переход в конструкции из оцинкованных труб, практически невозможно.
Секторные сварные отводы. Изготовление отводов из рыбок.
В этой статье речь пойдет о секторных отводах, о их изготовлении и разметке труб на сектора с помощью таблиц. В одной из своих статей я уже писал общую статью про отводы, в том числе про секторные. Но она скорее всего вводная и в ней не приведены конкретные цифры и таблицы про разметку секторных отводов, или как их еще называют сварные отводы, на сегменты.
Для того, чтобы изготовить такие отводы изготавливают специальные шаблоны, по которым размечают трубу, а затем и режут ее на отдельные части (сектора и полусектора). Эти шаблоны называются «рыбками» (Рис. 2,3). Для простоты разметки такого шаблона (рыбки) используют обычную бумагу.
Сначала необходимо выбрать угол поворота отвода, который нам нужен (30˚, 45˚, 60 ˚, 90 ˚). Затем из рис.1. собрать наш отвод из секторов и полусекторов.
Рис.1. Сектора и полусектора сварных отводов.
Полусектор — это часть секторного отвода, которая с одной своей стороны имеет прямой, а с другого конца скошенный угол
Сектор — это деталь без прямых углов скоса, является соединительной частью полусекторов в середине отвода.
Если есть возможность порезки трубы под углом, пользуются таблицей 1. Размеры сварных отводов, секторов и полусекторов., но она также необходима для размеров для справки, сверки порезанных частей, при сборке и расчете веса отводов.
Как сделать копию сварного отвода?
Для ремонта трубопроводов часто необходима замена отвода. Для его изготовления в условиях мастерской необходимо знать его характеристики:
- D — диаметр отвода (равен наружному диаметру соединяемых труб).
- R — радиус отвода (определяется специалистом-проектантом, исходя из местных условий).
- Y — угол отвода (определяется специалистом-проектантом, исходя из местных условий).
- N — количество элементов отвода (крайние включительно). Определяет плавность изменения направления.
Если эти данные Вам предоставят, делаем отвод по чертежам. Если каких-либо данных нет — делаем копию отвода.
Шаблоны можно распечатать в натуральную величину
Как сделать копию сварного отвода?
Если неизвестны диаметр, радиус и угол отвода поступаем следующим образом:
1. Если диаметр трубы не ГОСТовский (что маловероятно) и штангелем или скобой измерить его не получается, определяем длину окружности любым доступным способом. Наматываем бечёвку, полоску и т.д., а затем рулеткой её замеряем. Делим длину окружности на 3,14 — получаем диаметр.





2. Тщательно измеряем наименьшую (2h) и наибольшую (2H) шейки у звеньев отвода (если звеньев много, производим усреднение замеров).
3.Подсчитываем количество звеньев отвода (крайние включительно). Крайними звеньями могут быть магистральные трубы. Это не отразится на точности изготовления развёрток средних звеньев.
4. Монтажные размеры АВ и CD понадобятся для вырезки демонтируемого отвода (их расчитывает программа).
Полученных данных достаточно для изготовления копии отвода и демонтажа старого.
Введите их в жёлтые ячейки таблицы.
Если введённые данные не корректны, программа остановит работу и выдаст предупреждение об ошибке (см. рис. 3).
Если введённые данные корректны, программа рассчитает все характеристики отвода (см. рис. 4).
Если в результате расчётов центральный угол и радиус отвода будут дробными числами (вряд ли проектирование велось с такой точностью), программа предложит заменить их на целые (см. рис.5).
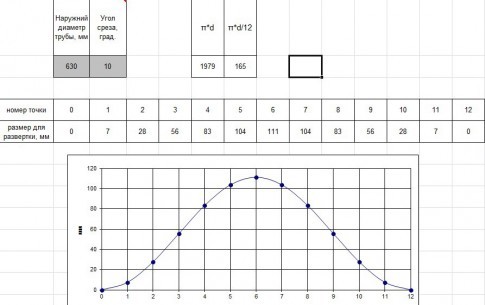
Для этого в синих ячейках выбираем значение «Да» — соглашаемся на замену; «Нет» — не соглашаемся. После выбранного решения программа показавает длину лекала, количество точек построения на горизонтальной оси, расстояние между точками и ординаты этих точек.
Перенесите эти точки на паронит или картон и плавно соедините их между собой. Лекало для разметки крайнего полузвена отвода готово.
Зеркально отображаем развёртку крайнего полузвена относительно горизонтальной оси и получаем всем известную «рыбку». С её помощью размечают средние элементы отвода.
Шаблоны можно распечатать в натуральную величину
Ну вот, шаблоны готовы, металл есть, можно быстренько всё делать. Не торопитесь, все операции вы должны представлять в теории. Ищите «подводные камни», максимально грамотно и комфортно организуйте рабочее место, сделайте кондуктор для сборки — тогда работа будет в радость, а её результаты принесут удовлетворение. Для начала ознакомьтесь с правилами разметки, резки и сварки отводов.
Посмотрите демонстрационный ролик
(Рисунки, описания, формулы были взяты из книги И.Х. Бродянского «Разметка сварных фасонных частей трубопроводов», 1963 г.)
Скачать ознакомительную версию таблицы
toolspipeline.ru
Разметка и обрезание трубы
Инструмент для резки труб под углом
Сам процесс разметки обрезаемой заготовки кажется достаточно несложным делом. Но следует отметить, что допущенные закругления в процессе разметки вручную создадут непоправимую погрешность после обрезания, что повлечет к нестыковке и образованию бракованных изделий. С целью исключения таких дефектов требуется сделать несложный инструмент для четкой разметки профильных деталей. При этом резка изделий под углом 450 намного упрощается. Обычный отрезок из стального профиля п-образной формы, выполненный под углом 45 градусов, станет надежным инструментом для точного разрезания труб. При этом размер профиля для линейки необходимо подобрать так, чтобы появилась возможность легкого расположения в нем разрезаемой профильной трубы.

Инструмент для резки труб вручную
Для выполнения такого отмечающего правильный угол инструмента необходимо иметь еще следующий дополнительный инструмент:
- Угломер;
- Чертилка для металла;
- Болгарка;
- Диск для резки;
- Напильник.

Приспособление для резки труб под углом

Как правильно резать трубу под углом
Выполнить отмеряющий инструмент для резки труб несложно. Для этого из профильной заготовки необходимо вырезать отрезок длиной 20-30 см. Посредством угломера на любом торце отрезка отметит угол в 45 градусов. Далее, болгаркой отрезать профиль. Полученный шаблон требуется испытать на точность.
В случае отклонений обработать отмеряющее приспособление напильником. Используя такой отмечающий инструмент, сделанный собственными руками, намного упрощается процесс резки труб, особенно при большом их объеме. Для отметки необходимо только расположить в сделанном приспособлении разрезаемую профильную трубу отчертить посредством чертилки правильный угол. В процессе разметки контролируется длина изделий. Далее, необходимо отрезать трубу четко по линиям разметки, используя болгарку. Стоит отметить, что вначале труба надрезается по диагональным отметкам с обеих сторон, далее прорезаются прямые отмеченные линии. Такие шаблоны для обрезки труб под углом 45 градусов достаточно сэкономят время и средства.

Разметка и обрезание труб круглого сечения
Лекало для резки труб под углом
лекало трубы под углом 45 В случае разрезания круглых труб под углом 45 градусов инструмент, изготовленный для прямоугольных труб, не совсем подходит. Для более точного – обтекаемого вычерчивания линии отреза под углом рекомендуется использовать бумажное лекало, которое наматывается на заготовку.
Лекала разрабатываются в современном мире с помощью компьютерных программ.
Линия отреза меняется в зависимости от заданного в программе угла и диаметра трубы. Распространенные лекала можно найти в интернете или вспомнить про наши разрисованные линейки со школьной скамьи.
Как варить трубы под любым углом, а не только 45 и 90 градусов
- Разметка труб для сварки под углом
- Использование уголка для разметки трубы
Как варить трубы под разным углом в 45 и 90 градусов Сварка труб дело непростое, да ещё, если нужно сделать так, чтобы они не текли в процессе эксплуатации. Но даже если это и не нужно, то нередко возникают определенные сложности, если требуется вварить одну трубу в другую под некоторым углом.
Сделать это неподготовленному сварщику достаточно сложно. Для этого сначала нужно произвести разметку трубы, после чего ровно отрезать её болгаркой и вварить в другую трубу. Какие хитрости при этом существуют? Как быстро и правильно отрезать трубу под углом?
Разметка труб для сварки под углом
Очень часто осуществляя монтаж водопровода, требуется вварить трубу под определенным углом. При этом нужно подогнать трубу таким образом, чтобы она села максимально точно, что в большинстве случаев будет гарантировать отсутствие протечек.
Наиболее просто вварить трубу под 45 и 90 градусом, а разметить её для сварки можно при помощи обычного листа бумаги. Для этих целей потребуется квадратный лист бумаги, который нужно будет сложить по диагонали. Таким образом, можно получить простенький шаблон для разметки труб под углом.
Можно для разметки труб использовать и небольшую емкость с водой, однако этот способ подходит для разметки труб не слишком большого диаметра. Сделав на емкости требуемый угол и наклонив её, можно опускать трубу в воду. После этого потребуется достать трубу и аккуратно обвести полученную метку. Ну а о том, как варить швеллера, вы можете прочесть на сайте mmasvarka.ru.
Использование уголка для разметки трубы
Не менее простым способом разметки труб под сварку от предыдущего, отличается и тот вариант, при использовании которого применяется небольшой металлический уголок. Он немного прихватывается сваркой в том месте, где нужно будет приварить трубу под углом, и уже затем по нему обводится мелом ввариваемая труба.
Отличный способ, который позволяет быстро разметить трубу под любым углом, связан и с использованием длинных шпажек с резинками. Можно взять и электроды для этих целей, однако они слишком большой длины, поэтому работать с ними будет не совсем удобно.
Для разметки труб, таким образом, необходимо приставить ввариваемую трубу к другой трубе, надеть на неё две резинки, а затем вставлять электроды, один к одному и очень плотно. Выставив трубу под нужным углом, необходимо вытягивать или убирать электроды, образуя тем самым требуемый угол, по которому нужно будет обрезать трубу.
Когда разметка будет в точности готова, достаточно будет взять карандаш или кусочек мела с острыми краями, и набросать черту на трубе по краям электрода. Обрезав трубу ровно по разметке, получится добиться правильного угла для сварки.
Существуют и другие способы разметки труб под углом для сварки, например, с использованием компьютерных программ. Однако, как правило, в рабочих условиях, далеко не до компьютера, а чаще всего, и вовсе, приходится изворачиваться всевозможными способами.
Промышленные модели (на примере BSM)
Существуют специальные станки промышленного назначения для выполнения точных операций резки под углом. Хороший пример: аппараты, выпускаемые под брендом «BSM». Производителем станков является немецкая компания Rexinger.
Правда станки серии «BSM» предназначены исключительно для работы с полипропиленовыми трубами достаточно больших диаметров. Поддерживается обработка изделий типа ПП, ПВХ, ПЭ, ПВДФ.
Режущим инструментом станка является ленточная пила, благодаря которой и выполняется рез под углами от 0 до 67,5º. Точность процесса обеспечивает лазерный распознаватель резки.
Несмотря на конфигурацию устройства под изделия больших диаметров, можно применять специальный стол, при помощи которого также успешно режутся трубы малых диаметров (50 – 200 мм), которые проще раскроить с помощью трубореза. Выпускается широкий модельный ряд устройств «BSM».
Разметка труб, конусов, переходов
Разметка труб в основном сводится к разметке длины детали. Обычно детали из труб в судовых конструкциях (пиллерсы, стойки и др.) располагают вертикально и их торцы обрезают перпендикулярно образующей, т. е. оси трубы. При этом на трубе указывают ее длину и по этим рискам размечают места обрезки верхней и нижней кромок.






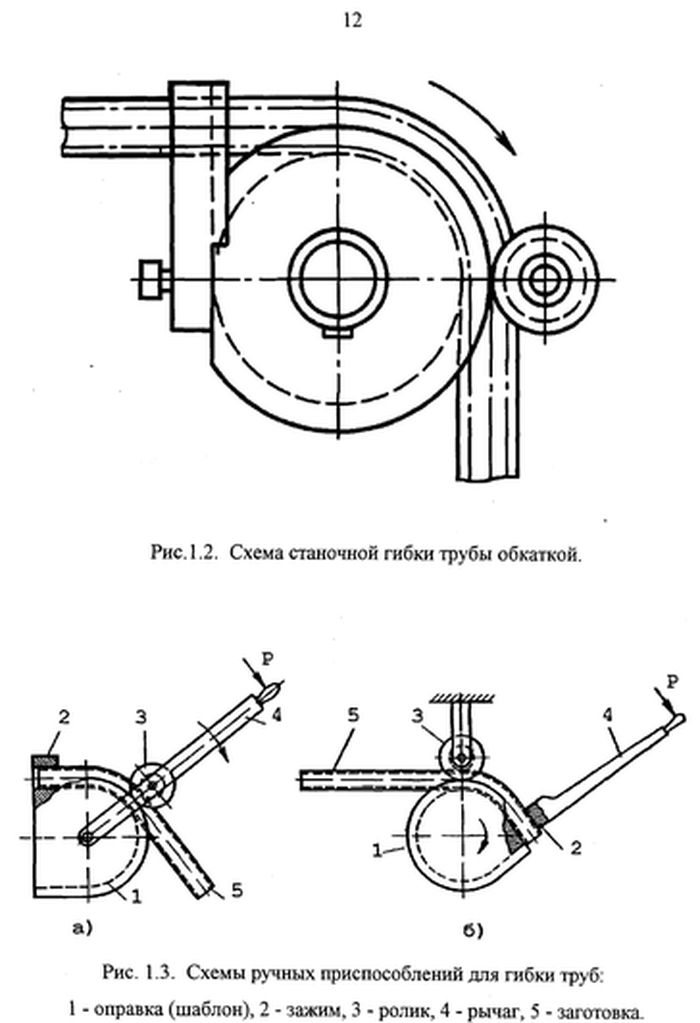
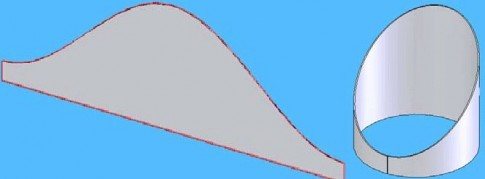
Если плоскость реза неперпендикулярна образующей трубы, то необходимо сделать развертку. Кромки обреза на развертке в этом случае получают с помощью построения развертки усеченного цилиндра. Разметка для изготовления труб, состоящих из двух цилиндров одинакового сечения, соединенных друг с другом под прямым углом и лежащих своими осями в одной плоскости, сводится к развертке прямых цилиндров, усеченных наклонной плоскостью (рис. 64).
Рис. 64. Развертка колен трубы, соединенных под прямым углом
Построение развертки боковой поверхности усеченного кругового цилиндра выполняют следующим образом: проводят окружность основания цилиндра диаметром D и делят ее на 8 (12) равных частей; точки деления окружности проектируют на усеченную часть цилиндра и получают ряд образующих: 1 — I,2 — II,3 — III, 4 — IV, 3′ — III’, 2 — II’, 1′ — I’. В стороне проводят прямую линию 0 — 0′, равную длине развертки цилиндра пDн. Линию 0 — 0′ делят на 8 (12) равных частей, наносят на ней точки 1, 2, 5, 4, 3′, 2′, 1′ и через них проводят перпендикуляры к прямой 00′.
На каждом перпендикуляре откладывают соответствующую длину, равную образующей усеченной части цилиндра 1 — I, 2 — II, 3 — III, 4 — II’, 3′ —III’, 2′ —II’, 1′ — I’. Соединяя концы образующих плавной кривой, получают развертку боковой поверхности усеченного цилиндра (трубы).
Разметка конической трубы с различными диаметрами (рис. 65, а) сводится к построению развертки усеченного конуса с диаметрами большего основания D и малого основания d и высоты Н. По разметкам D, d и Н строят боковую проекцию конуса AC BE. Продолжая образующие конуса АЕ и С В до пересечения, находят центр 0, лежащий на средней осевой линии, и из него проводят две дуги через точки А и Е. От произвольной точки Л, лежащей на верхней дуге, при помощи тонкой рейки откладывают длину окружности большого основания пD, отмечают точку C1 и соединяют точки A1 и C1 с точкой 0. Проведенные линии пересекают малую дугу в точках Е1 и В1. Фигура A1C1B1E1 и является полной разверткой усеченного конуса.
Для разметки перехода с прямоугольного сечения на круглое (рис. 65,6) строят развертку усеченного конуса, у которого диаметр верхнего основания (окружности) d, условный диаметр нижнего основания (прямоугольника) D и высота Н. Величину D определяют, предполагая, что длина его окружности равна периметру прямоугольного перехода, т. е. 2 (А + В). Приравнивая 3,14D = 2(А + В) находят величину
Строят боковой вид конуса acbd по размерам d1D и Н и определяют центр развертки 0 и из нее через точки а и с проводят дуги оснований конуса. На верхней дуге откладывают длину окружности диаметром d(пd), а на нижней дуге — стороны прямоугольного основания А и В. Чтобы обеспечить плавность перехода при гибке, на развертке наносят линии рассечки 1, 2, З, 4, которые направлены в точку 0, а по длине они равны 2/3H.
Рис. 65. Развертка патрубков с разными основаниями: а — при переходе с одного диаметра на другой, б — при переходе с прямоугольного сечения на круглое
Устройство
Калитка состоит из опорных столбов и дверного полотна на раме, которое крепится к столбам при помощи петель. Столбы могут быть кирпичные (каменные), деревянные или металлические. В кирпичные при кладке замуровывают небольшие куски толстого металла или толстый металлический прут, к которым впоследствии приваривают раму.
Необычные калитки с деревянным каркасом и оригинальным заполнением
Металлические столбы делают из круглой или профилированной трубы с толстыми стенками. Круглые трубы используют все реже: к ним сложнее приваривать, крепить что-либо. Профилированная труба при том же сечении (диагональ по сравнению с диаметром) и толщине стенки выдерживает большие ветровые нагрузки, к плоским граням проще приваривать или крепить при помощи саморезов, болтов. Поэтому именно ее все чаще используют при устройстве калиток. Еще один вариант — к каркасу из профильной трубы приварить металлический уголок. В этом случае заполнение получится как бы в рамке.
Устройство калиток с деревянной и металлической рамой одинаково
Деревянные столбы обычно используют если забор деревянный. Чаще всего столбы — это сосновый брус, обработанный защитными пропитками. Они предотвращают (или замедляют) разрушение древесины. Но бывают и такие случаи, когда столбы ставят металлические, а калитка и ограда при этом деревянные. Это потому что древесина в земле быстро сгнивает, даже после защитной обработки.
Немного о конструкции опорной рамы. Это может быть просто два столба вкопанных в землю — вариант подходит, если грунт не склонен к пучению (пески, супеси, плодородные, но не глинистые почвы).
Столбы повело. Если вверху и внизу будут перемычки, вероятность такой неприятности намного снизится
Для пучинистых грунтов (глина, суглинки) желательно чтобы столбы были соединены вверху и внизу. В таком случае вероятность перекоса калитки после зимы очень мала. Если вы не хотите делать порожек в проеме, нижнюю перемычку можно опустить ниже уровня земли (на штык–полтора). Ее надо будет тщательно покрыть антикоррозионным составом, прогрунтовать, и покрасить в несколько слоев. А еще чтобы избежать перекоса, следует закапывать столбы ниже уровня промерзания хотя бы на 15-20 см.
Каркас калитки делают из металлической трубы или деревянных брусков. Древесина используется для деревянных заборов, металл — во всех остальных случаях.
Как правильно резать трубы из разного металла
Точный распил и обрезка труб зависит не только от грамотно выполненной разметки. Большое значение имеет и материал — металл разной толщины и твердости режется с разными усилиями и побочными эффектами. Чтобы правильно отрезать чугунную трубу, ее не следует пилить на всю глубину насквозь. Чугун — хрупкий металл, поэтому обычно делается несколько надпилов, а потом специалист одним точным ударом зубила отбивает по ним кусок.
Для работы с тонкостенными трубами придется очень точно выверять положение болгарки. При этом мастеру должен правильно подобрать . В промышленных условиях для выполнения тех же задач можно использовать специальные труборезы, газорезку и сварочные аппараты.
ВАЖНО ЗНАТЬ: Стальная водогазопроводная труба

Безопасность при обрезке газовой трубы
При работе с газовыми трубами, подключенными к магистрали, важно соблюдать меры безопасности. Сначала перекрыть кран подачи газа, потом убедиться в том, что в трубе ничего нет
Для этого достаточно открыть конфорки плиты и зажечь газ — когда он кончится, пламя погаснет.