
Отверстие в зацепе
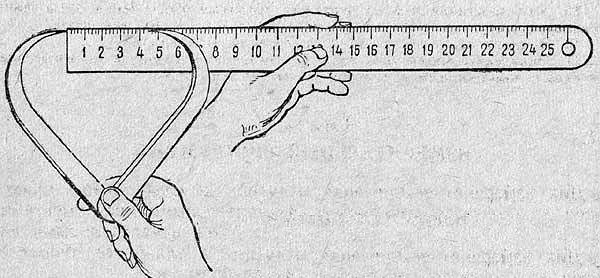
На многих зацепах рулетка имеет небольшое отверстие. Этим отверстием удобно зацепиться за шуруп или гвоздь. После этого зацеп уже никуда не соскочит.
Особенно это полезно, когда вы в одиночку проводите измерения на больших расстояниях. Погрешность измерения при этом будет не более 1-2мм, так как центр шурупа находится практически на нулевой отметке ленты.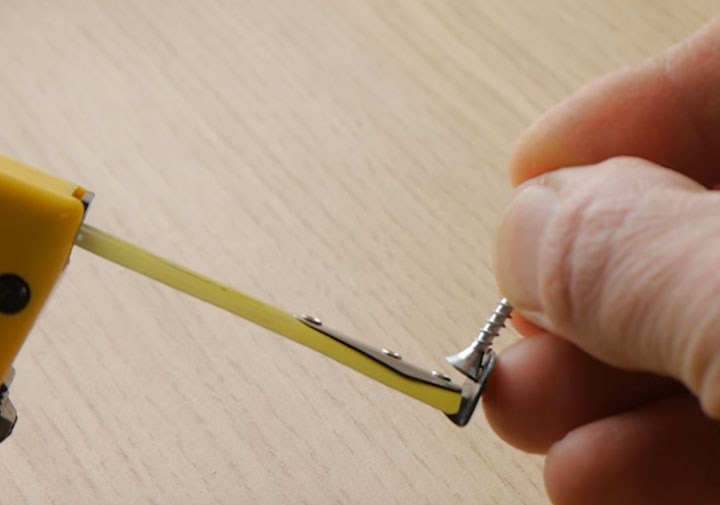
Еще при помощи этого разъема в зацепе очень удобно рисовать окружности. Не нужно при себе иметь ни циркуля, ни транспортира.
В некоторых моделях зацепы выполняют магнитными.  Помимо прямого их назначения, такими зацепами удобно поднимать упавшие предметы не слезая со стремянки.
Помимо прямого их назначения, такими зацепами удобно поднимать упавшие предметы не слезая со стремянки.
Особенности плотницкой черты
Работа с плотницкой чертой требует аккуратности, так как царапину нельзя стереть, как карандашную отметку. Другой работой, которую делают при помощи плотницкой черты, является выборка продольного паза для плотного соединения бревен в стеновом срубе, чашу бревна, перед тем как подвергнуть ее последней обработке. Черта используется для отбивки и прочерчивания ровной черты на плахе при строгании, обработки досок для их плотного прилегания. Инструмент применяется для отметки соединительных мест и разнообразных пометок в плотницком деле. Одновременно используется циркуль плотника.
Впоследствии в отделке древесины на смену черте приходит рейсмус, что в переводе с немецкого означает приспособление для вычерчивания параллельных прямых или извилистых линий. Этот инструмент применяют для копирования размеров с одной формы на другую деталь. Отличие двух приспособлений состоит в том, что вместо клина и кольца черты у рейсмуса устанавливается двигающаяся колодка с винтовым фиксатором.
Принцип причерчивания
Процесс причерчивания венцов во время установки стен требует особого мастерства специалиста, ведь от его точной работы зависит качество построенного сруба. Отклонения по вертикали и горизонтали при ведении черты недопустимы, больше того, в процессе работы делают сначала черновую разметку, затем окончательное чистое причерчивание. Для изготовления качественного сруба плотнику требуется много времени. В настоящее время плотницкая черта усовершенствовалась, и возник почти новый инструмент, который носит название скрайбера. Причерчивание содержит в себе такие этапы:
Делаем кернер, шило и чертилку (разметочный кернер) из обломков свёрл
Имелась в стратегическом запасе небольшая кучка обломков свёрл преимущественно трёх-миллиметрового диаметра. И вот, возникла на досуге парочка идей, что с ними можно сделать. Например, усовершенствовать с их помощью имевшееся под рукой шило, которое использовалось по совместительству и как кернер, и как чертилка (она же чертяга, она же разметочный кернер).

Нужно заточить свёрла на нужную остроту и вставить в подходящие рукоятки. Как это было и что в итоге вышло в этом видео:
Для тех, кому неохота смотреть 10 минут всякие неудачные потуги и мелкие подробности, имеем сокращённый вариант, без комментирования и на 4.5 минуты: .
Самая глупая возня вышла с попыткой расточить цанговый зажим хорошей грушевидной рукоятки с 2.5 мм на 3.0 мм,
Мини скрайбер из чертёжного циркуля

Я снова рад вас приветствовать, преемники дела Кулибина и иже с ними. На этот раз хочу рассказать о ещё одном разметочном инструменте- скрайбере. Немного поясню, что это за инструмент и откуда такое название:
Для информации- предложения о продаже плотницкого скрайбера начинаются от 3 000 р. Вот как выглядит инструмент фабричного производства:

Срубы я рубить не собираюсь, покупать такой инструмент для разовой работы- тем более, по этому стал искать выход, как сконструировать такой прибор с наименьшими затратами. Решение нашлось до смешного простое- в принципе скрайбер представляет собой разметочный циркуль, к которому приделана планка с двумя пузырьковыми уровнями для выдерживания вертикальности. Для моих целей большой раствор циркуля не нужен, 60 мм. вполне достаточно, два пузырьковых уровня- это вообще излишество, хватит и одного кругового, тем более за ним следить удобнее, по этому циркуль из готовальни подошел как нельзя лучше, при минимальных дополнениях и неизменном функционале.
Производим разметку для соединения уголков между собой и отверстия под пузырьковый уровень.

Сверлим уголки 6989
И соединяем между собой с помощью заклёпок вот таким образом:

Отверстие для установки пузырькового уровня сначала сверлим 1.6 мм сверлом, затем рассверливаем до 8 мм и уже окончательно доводим до нужного диаметра расточкой круглым напильником, а в заключении- надфилем.
Центр отверстия крепления головки циркуля размечаем следующим образом: измеряем ширину кольцевой пружины и делим результат пополам, из полученного размера вычитаем расстояние от торца кольца пружины до торца оси циркуля и прибавляем длину 3-х мм втулки. Полученный размер откладываем на размеченной оси малого уголка, отсчёт ведём от внутренней поверхности большого. Отверстие в этом месте сверлим 3-х мм. сверлом (для большей точности я сначала просверлил 1,6 мм, а затем рассверлил до трёшки).
Собираем нашу конструкцию воедино. Винтиком М2, через отверстие в оси циркуля и втулку, крепим полку большого уголка
Уровень (тоже магнитный) я использовал в качестве ещё одной плоскости.
Сводим кончики циркуля вместе и выравниваем их.
Источник
Из чего изготовить заготовки для станины циркуля
Здесь также всё крайне просто. В качестве материала понадобится уголок (50 мм), от которого нужно отрезать 2 части шириной 2,5 см. Для того чтобы впоследствии эту основу было легче закрепить на УШМ, рёбра потребуется немного разогнуть.
 ФОТО: YouTube.comЗаготовки сделаны, пора приступить к сварочным работам
ФОТО: YouTube.comЗаготовки сделаны, пора приступить к сварочным работам
На болгарке имеются отверстия для установки рукоятки. Именно на них и будет фиксироваться циркуль. Готовые уголки примеряются, после чего с них обрезаются излишки, а сами элементы свариваются между собой так, чтобы получилась деталь П-образной формы. В боковых рёбрах необходимо просверлить отверстия, через которые основа и будет крепиться к УШМ на болты.
 ФОТО: YouTube.comОснова должна крепиться к болгарке при помощи обычных болтов
ФОТО: YouTube.comОснова должна крепиться к болгарке при помощи обычных болтов
Как лобзиком вырезать круг в металле
Лобзиком можно вырезать круг в листе металла малой или средней толщины. Процесс выглядит так.
С учетом толщины металла подберите подходящее полотно для лобзика.
Оснастите электроинструмент приспособлением.
Перед тем, как вырезать в листе металла круг, разметьте заготовку.
Просверлите электродрелью отверстие, с которого начнется вырезание круга.
Включите электролобзик и приступайте к работе. Вырезайте круг в металле строго по контуру.



Важно! Учтите следующие особенности использования лобзиков для вырезания кругов в металле. Чем меньше зубья на полотнах, тем лучше
Линия разреза будет более точной
Чем меньше зубья на полотнах, тем лучше. Линия разреза будет более точной.
Вырезание кругов в листах металла лобзиком проводится в возвратно-поступательном режиме.
Тщательно контролируйте угол наклона полотна во избежание ошибок и неточностей.
При вырезании круга в металле вероятность поломки полотна значительно увеличивается. На всякий случай купите несколько режущих приспособлений.

Фотография №3: вырезание круга в металле лобзиком
Еще один момент! Не забывайте о необходимости использования смазывающе-охлаждающей жидкости.
Как сделать циркуль из карандашей. Самодельный кронциркуль. Материалы для циркуля
| Чем заменить циркуль | Описание |
| Если радиус не имеет значение | В таких случаях подходит любой подручный предмет округлой формы. Это могут быть монеты, стакан, тарелка. Прикладываете и обводите их. |
| Транспортир | Обводите сначала одну полукруглую сторону, затем прикладываете ее с другой стороны и также обводите, чтобы получился круг. |
| Имитация циркуля | Можно скрепить между собой два карандаша при помощи резинок, пластилина и применять как циркуль. При этом есть возможность регулировать радиус окружности. Также скрепить можно 3 карандаша в виде буквы «А» или карандаш с ножницами. |
| Линейка | Прямая линейка – это еще один вариант для замены циркуля. Ее длина зависит лишь от необходимого радиуса окружности. Один край линейки нужно закрепить в центре, поставить карандаш на подходящей отметке и вращать линейку, рисуя круг. |
| Расческа | Сделайте отверстие в одном из краев расчески, вставьте туда иголку, булавку и закрепите на бумаге. В один из разъемов между зазубринами вставьте карандаш и поворачивайте его образуя круг необходимого размера. |
| Скрепка | Размер скрепки в этом случае зависит лишь от требуемого размера окружности. В один из внутренних краев скрепки поместите карандаш и зафиксируйте его в центре будущего круга. Во второй также вставьте карандаш/ручку и поворачивайте ее рисуя окружность. Главный недостаток такого аналога – радиус ограничен размерами скрепки. |
| Иголка и веревка | Привяжите к иголке кусочек нити (длина зависит от радиуса круга). На второй конец нити привяжите карандаш. Вставьте иглу в бумагу, придерживайте ее одной рукой, а второй вращайте карандаш по кругу. |
Всем известно, что циркуль – это инструмент для черчения окружностей. Иногда случаются ситуации, когда его не оказывается под рукой и приходится искать чем заменить циркуль.
Технология обработки труб и арматуры
Рассмотрим два примера графического построения развертки.
Пример 1. Графическое построение развертки линии косого реза трубы под углом для изготовления шаблонов сектора сварного отвода.
На разметочной ленте или на листе картона в натуральную величину выполняют вспомогательный чертеж, по которому определяют все размеры, образующие сектор. Для этого из произвольно выбранной точки Ох как из центра циркулем проводят полуокружность, радиус которой равен половине наружного диаметра трубы R. Полуокружность трубы разбивают на n равных частей. Из точек 1, 2, 3 и т. д. проводят прямые, параллельные оси цилиндра, до пересечения с линией косого реза в точках 2′, 3′ и т. д. Далее из точки О проводят прямую, перпендикулярную оси трубы. Пересечение этой прямой с проведенными параллельными прямыми обозначают 10, 20, 30 и т. д. Полученные длины отрезков 10—1, 20—2, 30—3 и т. д. соответствуют значению высот развертки.
После построения вспомогательного чертежа на материале, используемом для изготовления шаблона, наносят прямую, равную длине окружности трубы и разбивают ее на п равных частей (точки 10, 20, 30 и т. д.). Восстановив перпендикуляры в каждой точке деления, откладывают на них соответствующие значения высоты развертки. Полученные точки 2″, 3″ и т. д. соединяют с помощью лекала плавной кривой, являющейся кривой развертки. Вторую половину развертки выполняют аналогично первой.
Вырезанный и свернутый шаблон надевают на прямую трубу и производят разметку.
Пример 2. Графическое построение развертки линии реза при пересечении двух труб разных диаметров под прямым углом, т. е. разметка установки штуцера.
До начала изготовления штуцера из листа картона или толя делают шаблон. Для этого мелом вычерчивают в натуральную величину проекции тройника. Радиусом, равным половине наружного диаметра штуцера, вычерчивают вспомогательную полуокружность, которую делят на равных частей. Из точек 1′, 2′, 3′ и т. д. проводят прямые, параллельные осн штуцера. На пересечении этих прямых с окружностью большой трубы диаметром D получают точки 1″, 2″, 3″ и т. д., через которые проводят линии построения, параллельные оси большой трубы, до пересечения с соответствующими перпендикулярными линиями на первой проекции. Искомые значения высот развертки будут равны длине соответствующих отрезков 1—10, 2—20, 3—З0 и т. д.
Для построения линии развертки штуцера на листе картона, жести или толя проводят прямую, длиной, равной длине окружности трубы диаметром D, и делят на п равных частей. В точках деления прямой 1, 2, 3 восстанавливают перпендикуляры, на которых откладывают соответствующие высоты. Полученные точки с помощью лекала соединяют плавной кривой. Затем вырезают шаблон, надевают его на трубу и по нему делают разметку для последующей вырезки.
Графическое построение развертки линии реза при пересечении двух труб одинаковых диаметров под прямым углом производят аналогично предыдущему примеру. Отверстие в трубе размечают по готовому штуцеру.
Для разметки на наружной поверхности трубы осевых линий, а также линий или точек, расположенных под любым углом к плоскости перпендикулярного сечения трубы, пользуются специальным приспособлением. Приспособление состоит из корпуса с опорной призмой, делительного диска, уровня и кернера. Диск может поворачиваться на 90° в обе стороны от вертикальной риски, нанесенной на корпусе. При разметке осевой линии приспособление устанавливают на трубу так, чтобы уровень находился в горизонтальном положении (делительный диск установлен на отметке 0). Перемещая приспособление трубы и следя за тем, чтобы уровень сохранял горизонтальное положение, кернером наносят на трубе ряд точек, через которые проводят осевую линию. При разметке линии под углом диск устанавливают на заданный угол и приспособление перемещают по окружности изделия до тех пор, пока уровень вновь не примет горизонтальное положение.
Разметка является трудоемкой операцией и, как правило, ее выполняют только в единичных случаях. В условиях трубозаготовительных баз и заводов трубы обрабатывают без разметки с помощью специальных приспособлений и станков, не требующих предварительной разметки.
Источник
Разметка изделий и заготовок из металла: инструмент, способы, правила | Строительный вестник
При производстве изделий из металла исходный материал — отливки, листовой и профильный прокат — не соответствует по размерам и форме чертежу конструктора. Чтобы отрезать лишний металл, высверлить, отштамповать, сварить или другим образом обработать заготовку, на нее наносят ключевые точки чертежа. Применяясь к этим точкам и линиям, и проводят обработку.
Основное понятие и типы разметки
Как правило, размечают уникальные детали и изделия, производимые малыми и сверхмалыми сериями. Для крупносерийного и массового производства заготовки не размечают, вместо этого используют специальную оснастку и управляющие программы.
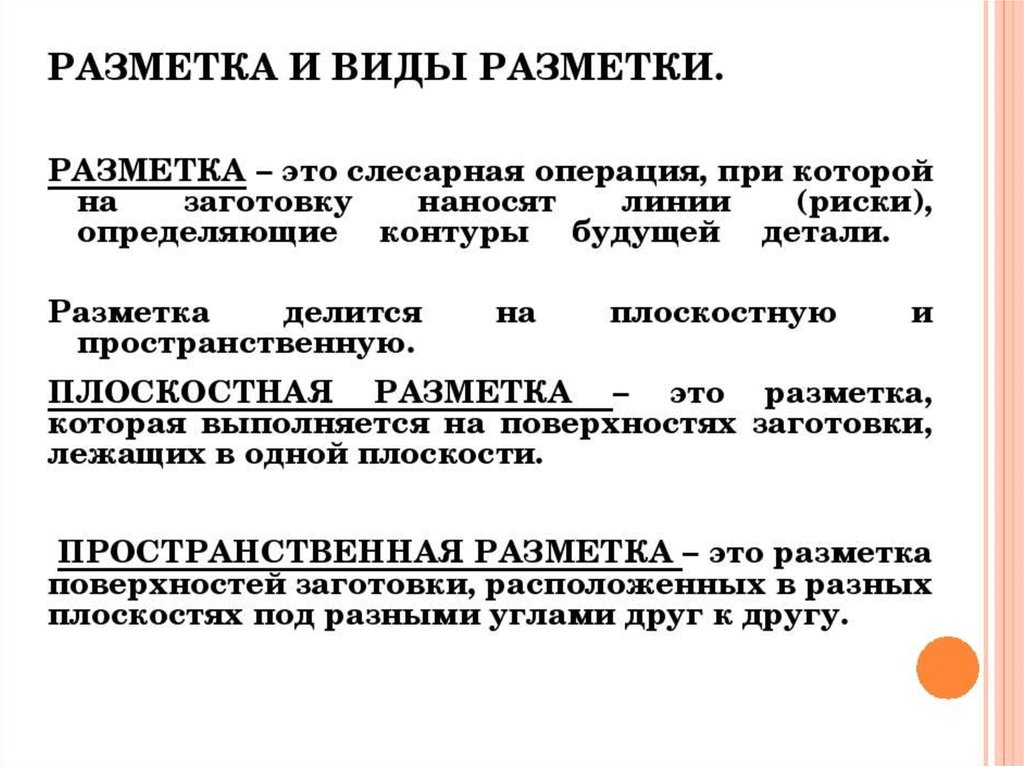
Что такое разметка
Операция нанесения размеров и формы изделия на заготовки называют разметкой. Цель операции — обозначить места, в которых следует обрабатывать деталь, и границы этих действий: точки сверления, линии загиба, линии сварных швов, обозначение маркировки и т.п.
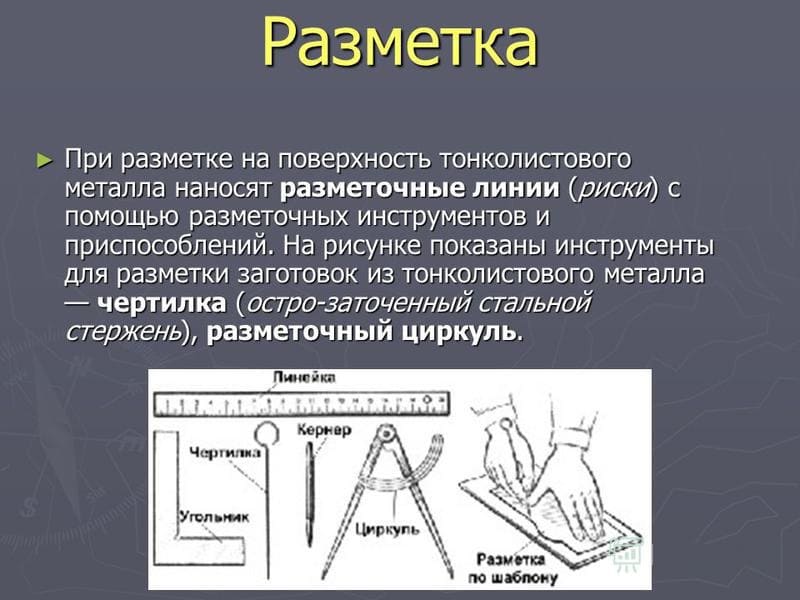
Разметку производят точками, которые называют кернами и линиями, которые называют рисками.
Риски процарапываются в поверхности металла острым инструментом или наносятся маркером. Керны набиваются специальным инструментом — кернером.
По способу выполнения различают такие виды разметки, как:
- Ручная. Ее делают слесари.
- Механизированная. Выполняется с использованием средств механизации и автоматизации.
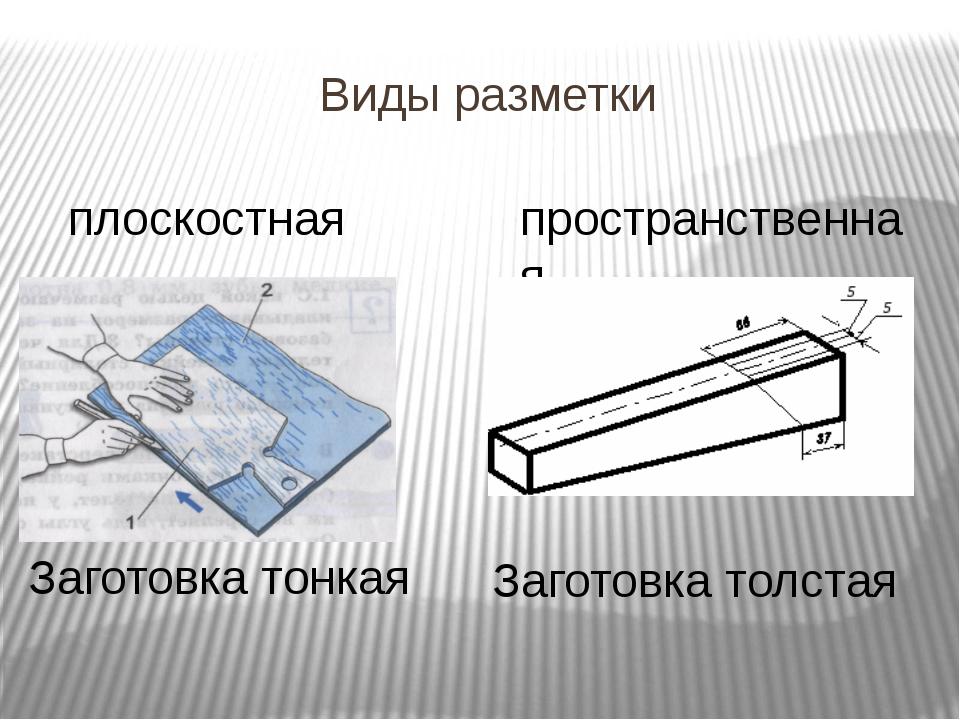
По поверхности нанесения различают
- Поверхностная. Наносится на поверхность заготовки в одной плоскости и не связана с линиями и точками разметок, наносимых на другие плоскости.
- Пространственная. Проводится в единой трехмерной системе координат.
Замечания по правке и разметке для тонколистового металла
Выбор между поверхностной и пространственной разметкойопределяется, прежде всего, сложностью пространственной конфигурации детали.
Требования к разметке
Слесарная разметка должна отвечать следующим требованиям:
- точно передавать ключевые размеры чертежа;
- быть ясно видимой;
- не стираться и не смазываться в ходе операций механической и термической обработки;
- не ухудшать внешний вид готового изделия.
Разметка деталей должна проводиться качественным инвентарным инструментом и приспособлениями, подлежащими периодической поверке.
Проверка работоспособности приспособления, нюансы использования
При работе с болгаркой, тем более оснащённой различными приспособлениями, требуется точное соблюдение правил техники безопасности. Не стоит игнорировать необходимость использования спецодежды, рукавиц, респиратора и защитных очков или масок. Следует помнить, что правила техники безопасности написаны не просто так. Их цель – защитить здоровье, а порой и жизнь мастера.
Включив болгарку необходимо внимательно следить за центром, чтобы рабочий штырёк не выскочил из отверстия. Не стоит торопиться, лучше выполнять работу медленнее, но аккуратнее. Сначала может показаться, что работать таким циркулем неудобно, однако уже через пару минут мастер приноровится, и резка металла пойдёт веселее.
 ФОТО: YouTube.comК подобному приспособлению на болгарке необходимо приноровиться
ФОТО: YouTube.comК подобному приспособлению на болгарке необходимо приноровиться
Нанесение разметки на сруб
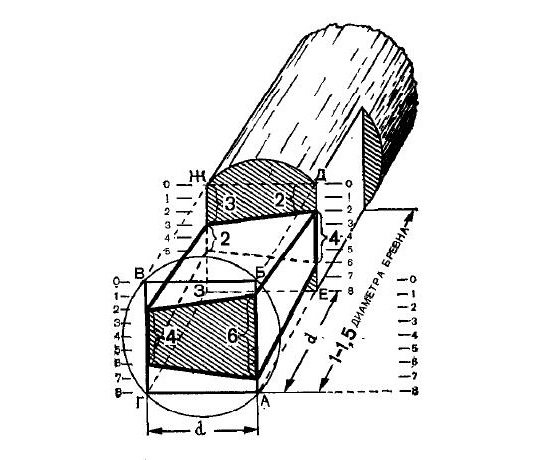
Изготовить пазы довольно просто, однако сделать качественную рубку в лапу можно лишь при грамотной разметке торцов брёвен и бруса. Если использовать брус, то материал всегда должен иметь одинаковую толщину, чем бревно массивнее, тем меньше станет количество соединительных пазов по углам, благодаря этому постройка будет намного теплее. Для образца рубки из брёвен следует брать бревно меньшего размера, а уже по нему сопоставлять другие.






Рассматривая диаметр балки, габариты лапы можно установить по нижеприведённой таблице размеров:
При разметке бруса, легче всего будет сделать шаблонный вариант, чем обрабатывать каждый по отдельности. Чаще всего шаблоны делаются из плотного картона. Нанесение меток производится простой накладкой на торцы брёвен. Для качественного спила сруба вам потребуется:
- ножовка;
- топор;
- стамеска;
- электро или обычный рубанок;
- рулетка;
- уровень;
- отвес;
- молоток;
- киянка.
Рубанком обрабатывается область, смотрящая в будущее помещение. Другую сторону бруса следует обработать только с торцов, длинна участка обрабатывается с соблюдением размеров примерно в 2-2,5 диаметра бревна. Остальные стороны обрабатываются с концов на 1-1,5 каждая.
Сборка устройства
Такой вариант станка используется для примера по причине его простоты. Зная основные принципы и последовательность конструирования оборудования, его можно модернизировать по своему желанию. Чтобы собрать все части оборудования в единое целое, необходимо будет воспользоваться:
- дрелью с твердосплавным типом сверл;
- аппаратом для сварки;
- пилой, разрезающей металл, либо ножовкой;
- металлическим полотном выбранного размера;
- круглой трубой из металла;
- прутом металлическим;
- разной величины подшипниками;
- болтами размером м8.
Чтобы собрать станок для холодной ковки своими руками необходимо воспользоваться проверенной последовательностью действий:
- Изначально необходимо собрать стойку, которая будет служить опорой. Для этого все ее составляющие (отрезы трубы одинакового размера и сочленения между ними с верхнего и нижнего краев) необходимо соединить в единое целое. Конструкция по внешнему виду может напомнить табуретку. Соединение проводить при помощи аппарата для сварки, а нарезаются отрезки пилой.
- Следующим шагом является нарезка листов из металла. Должны получиться круги равных диаметров и четыре треугольника, имеющих равные стороны. Элементы треугольной формы необходимо приварить на низ соединенной конструкции труб таким образом, чтобы подучилось нечто подобное пирамиде. Основание, которое имеет более широкую площадь необходимо приварить в центральной точке вырезанной окружности.
- Четыре планки, которые расположены горизонтально необходимо присоединить к кругу с уже приваренным элементом. Произвести это следует, используя болты, для этого понадобится дрель, чтобы проделать отверстия.
- Следующий шаг – сооружение рукояти. Чтобы это сделать нужно воспользоваться двумя прутьями различной длины. Определить их размеры можно, соотнеся их с диаметром круга. Один прут должен быть соизмерим с диаметром, другой немного превышать его размер. Сгибая первый прут, следует соблюдать угол в 30 градусов при этом. Оба прута после этого приварить друг к другу, после чего в нижнюю часть вварить еще один прут. Также должна быть перемычка между первыми двумя отрезками, к которой присоединяется сваркой рычаг, который должен сохранять направление в сторону сооружения из прутьев.
Подшипник для будущей вариабельности направлений в устройстве необходимо прикрепить к концу присоединенного рычага, а также к отрезку, находящемуся внизу конструкции. Верхний отрез служит креплением для катушки из металла, устанавливать которую необходимо горизонтально – она дает возможность загибать металл. С нижней стороны отрезка, где имеется свободный конец, следует проделать отверстие, равное по диаметру размеру сечения трубы.
Последнее действие в алгоритме действий при сооружении станка для холодной ковки своими руками будет соединение сконструированной рукояти с частью устройства похожей на «пирамиду». Фиксация этих элементов после одевания рукояти производится гайкой широкого диаметра, к которой предварительно необходимо приварить металлический круг, который позволит крепить сам шаблон для станка. Далее «улитка»-шаблон присоединяется сваркой.
Заключение
Кто решил всерьез заняться ковкой и сделать станок для холодной ковки своими руками, следует быть очень скрупулезными на этапе создания чертежей и расчетов. В остальном процесс создания достаточно прост, а разобравшись в принципе конструкции оборудования, можно придумывать ему различного рода вариации, которые помогут совершенствовать изделия.
Примечания и комментарии[править]
- У герметиков их соединение круга (Небо) с квадратом (Земля) равно совершенству.
- Бытие 1: 1—8
- Библия, как проводница веры и советница во всех делах, деяниях.
- EMSY § 106
- EMSY § 108
- EMSY § 111
- EMSY § 112
- EMSY § 117
- EMSY § 119
- EMSY § 86
- EMSY § 122
- EMSY § 327
- EMSY § 327
- В «Idea …» Сааведры в аналогичной эмблеме речь идёт о государевом секретаре, который не просто записывает его повеления, но должен «всё рассчитать и измерить». Поэтому и был изображен циркуль, а не перо. Некая же «тайна» появилась, вероятно, из неверной интерпретации испанского secretus, означающего секретаря как «секрета».
- EMSI 60-2
1Простейший самодельный циркуль
Сегодня можно найти огромное количество самых различных циркулей – циркуль для учеников, профессиональный циркуль, чертежный и т.д. Такими циркулями очень удобно рисовать небольшие окружности, но если вдруг кому-то понадобится сделать какую-нибудь глобальную круглую заготовку, то здесь обычный циркуль не помощник.
Это совсем не значит, что нужно бежать и покупать столярный циркуль, потому как его стоимость очень высокая, а ради одного раза крайне глупо тратить огромную сумму. Если в вашем доме нет большого циркуля, а вам он необходим, нужно использовать подручные средства и предметы.
Самый простой вариант – найти предмет круглой формы:
- В данном случае вам очень повезет, если вы найдете такой предмет нужного вам размера. Этот вариант используется в том случае, когда другого выхода нет, к тому же, может понадобиться искать центр такой окружности, а это тоже будет задача не из простых.
- Чтобы не париться по воду поисков круглого предмета нужного размера, легче сделать простой самодельный циркуль, которым можно будет нарисовать окружность большого размера. Давайте рассмотрим самый простой вариант изготовления циркуля:
- Наобходимо найти не слишком широкую доску, в один конец которой забит гвоздь, так называемая рейка.
- На другом конце необходимо проделать отверстие для карандаша (диаметр карандаша должен соответствовать диаметру отверстия). Сделать то можно обычным сверлом.
- Всего в два шага вы сделаете себе отличный самодельный циркуль, которым можно будет вычерчивать окружности разной величины (необходимо просто просверливать дырки на разном расстоянии от гвоздика).
- Для того чтобы такой самодельный циркуль вычерчивал окружности параллельные плоскости, необходимо в обязательном порядке к одной из сторон, на которой расположен будет карандаш, нужно прикрепить брусок из дерева, который будет иметь высоту идентичную размерам гвоздика на другом конце изделия.
- Нужно подбирать такой гвоздик, чтобы он не слишком сильно торчал из рейки, потому как придется делать большие отверстия для карандашей. Оптимальный вариант это когда карандаш выглядывает из рейки на полсантиметра. В том случае, если тонкой рейки не найдется, и вам придется для циркуля брать толстую рейку, тогда отверстие для карандаша нужно будет делать немного меньше чем его диаметр, чтобы вставлялся в рейку он с силой (чтобы не выпал).
- Для того чтобы рассматриваемый циркуль сделать немного посовременнее, можно не делать много отверстий, а сделать по середине рейки длинное продолговатое отверстие, в которое можно будет вставлять карандаш на расстоянии, которое необходимо для черчения окружности нужного диаметра.
- В данном случае не стоит забывать, что для такого циркуля вам понадобится какой-нибудь элемент крепления. Отличным вариантом в данном случае станет подвижная рамка.
Способы разметки по эскизам
Разметка по шаблону
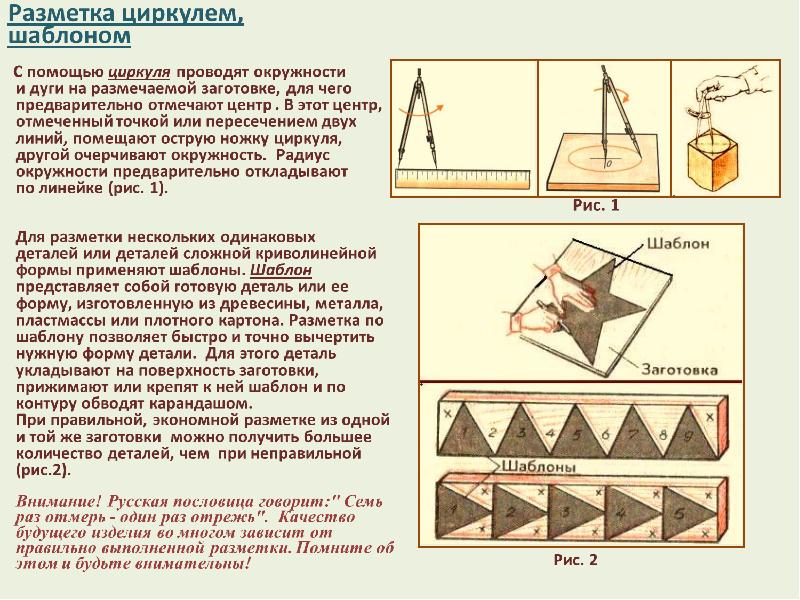
Разметка по шаблону представляет собой наиболее распространенный и простой способ разметки;
этот способ применяют при изготовлении больших партий деталей, одинаковых по форме и размерам.
При разметке по шаблону (рис. 63, а) очерчивают контур детали на размечаемом материале по ранее изготовленному шаблону, форма и размеры которого точно соответствуют чертежу детали. Успех разметки по шаблону зависит от правильности заточки чертилки и ее установки по отношению к ребру шаблона, от неподвижности шаблона и плотности его прилегания к размечаемому материалу. Чертилка должна быть зато-
чена остро под углом около 15° и установлена так, чтобы образующая конуса чертилки скользила по контуру шаблона, а ее острие при врезании в металл оставляло риски (рис. 63, б).
Шаблон на размечаемом материале может быть установлен свободно или неподвижно. При свободной установке шаблон прижимают рукой к материалу. В тех случаях, когда шаблон нельзя удержать рукой, его крепят к размечаемому материалу струбцинами и грузом. Разметка производится по установленному шаблону чертилкой, одинарным прочерчиванием.
Брак при разметке по шаблону чаще всего получается из-за плохого крепления шаблона на размечаемом материале, что приводит к потере точности. Брак может образоваться, если
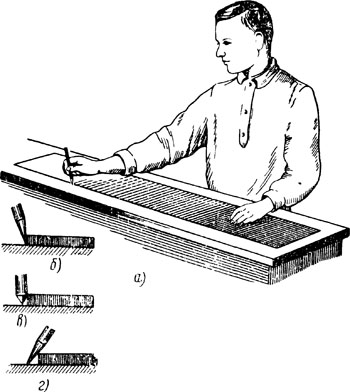
Рис. 63. Разметка по шаблону: а — приемы разметки, б — правильная установка чертилки, в — чертилка заточена неправильно (большой угол заострения), г — чертилка поставлена неправильно
чертилка заточена неправильно, а также если образующая ее конуса скользит не по контуру шаблона (рис. 63, в, г).
Разметка по образцу
Разметка по образцу отличается от разметки по шаблону лишь тем, что в этом случае не приходится изготовлять шаблон, так как его заменяет образец готовой детали. Этот способ разметки широко применяется при ремонтных работах, когда размеры снимают непосредственно с готовой детали и переносят на размечаемый материал.
Разметка по месту
Разметка по месту обычно производится при сборке деталей больших размеров. В этом случае одна деталь размечается по другой в таком положении, в каком они должны быть соединены.
Чаще всего брак при разметке как по образцу, так и по месту получается из-за плохой установки деталей относительно размечаемого материала, что приводит к потере точности.
Источник
Пресс
Его задача – сформировать наконечники («листик» и «гусиная лапка»). По сути, он расплющивает торец заготовки, придавая ей ту или иную форму. Самая сложная из конструкций, комплектующие для которой (особенно боёк) придется приобретать отдельно.
Художественная холодная ковка – это искусство. В основном оно приобрело чисто декоративный окрас, не потеряв при этом практичность и целесообразность. Из прутов металла, арматуры и прочего материала можно изготовлять удивительные вещи.




Главное, приобрести или смастерить своими руками все необходимые станки и оборудование, чтобы воплотить свои мечты о прекрасном в жизнь.
Приемы разметки
В слесарном деле применяют следующие приемы:
- По шаблону. Используется в случае мелкосерийного производства. Шаблон изготавливают из металлопроката, всю партию размечают (или даже обрабатывают) через единожды размеченные прорези и отверстия в этом листе. Для деталей сложной формы может быть сделано несколько шаблонов для разных плоскостей.
- По образцу. Размеры переносят с детали — образца. Применяется при изготовлении новой детали взамен сломанной.
- По месту. Используется при производстве сложных многокомпонентных изделий и конструкций. Заготовки размещаются на плоскости или в пространстве в том порядке, в котором они входят в конечное изделие и размечаются совместно.
- Карандашом (или маркером). Используется для заготовок из сплавов алюминия, чтобы чертилка не разрушала пассированный защитный слой.
- Точная. Делается теми же методами, но применяются измерительные и особой точности.
Выбор приемов проводят в соответствии с конструкторскими и технологическими указаниями.
Прежде всего, при разметке всплывает брак, допущенный на предыдущих стадиях изготовления. Продукция заготовительных участков или цехов, а также материалы, приобретенные на других предприятиях, обнаруживают:
- нарушение размеров
- искажение формы
- коробление.
Такие отливки или прокат дальнейшим разметочным операциям не подлежат, а возвращаются в подразделение или организацию, допустившую брак, для его исправления.
На этапе собственно разметки брак может быть вызван следующими факторами:
- Неточность чертежа. Слесарь, не задумываясь, отображает неправильные размеры на детали, и в ходе дальнейшей обработки выходит бракованная продукция.
- Неточность или неисправность инструментов. Все разметочные инструменты подлежат обязательной периодической поверке в метрологической службе предприятия или в авторизованном метрологическом центре.
- Неправильное использование инструмента или вспомогательных разметочных принадлежностей. Известны случаи, когда вместо мерных калиброванных подкладок для выставления уровня использовались обычные подкладки. В этом случае также возможна ошибочное нанесение углов и уклонов.
- Неточность установки заготовки на разметочный стол или плазу. Приводят к перекосам при откладывании размеров, нарушению параллельности и соосности.
- Неправильный выбор базовых плоскостей. Возможно также, что часть размеров наносилась от базовых плоскостей, а часть — от черновых поверхностей заготовки.
Отдельно в ряду причин брака стоят ошибки разметчика. К ним относится:
- Неправильно прочитанный чертеж. Возможно нанесение радиуса вместо диаметра и наоборот, неточное нанесение центров отверстий относительно центровых рисок и т.п. В случае возникновения затруднений слесарь обязан обратиться за разъяснениями к бригадиру или мастеру.
- Неаккуратность и невнимательность при кернении и нанесении линий.
Халатность может допустить как сам слесарь, так и его руководители, не поверившие вовремя инструмент или выдавшие неподходящие разметочные приспособления.
Обычно разметочные операции поручают наиболее опытным и ответственным работникам, рассчитывая на то, что они не будут механически переносить размеры с чертежа на заготовку, а отнесутся к делу вдумчиво и вовремя заметят и устранят причины возможного брака самостоятельно или обратившись к своим руководителям.
Модели кронциркуля по функциональности
Чертежный инструмент используют, чтобы изображать окружности малого диаметра (от 0,5 до 80 миллиметров). Он устроен следующим образом: внутри втулки, имеющей цилиндрическую форму, находится стальной стержень, он может свободно двигаться вверх и вниз, а также вращаться. На один конец стержня крепится шляпка, а на другом конце – острая игла. К втулке с помощью пластины, имеющей возможность сгибаться под разными углами, крепится инструмент для проведения линий – рейсфедер. В зависимости от модели, для черчения может использоваться грифель, тушь или чернила. Микрометрический винт служит для уменьшения или увеличения расстояния между рейсфедером и стержнем.
Измерительный вариант кронциркуля служит для вычисления наружных длин частей и деталей механизмов, а также для сравнения их размеров с эталонными (взятыми из масштабной линейки). Но не только такой показатель, как длина, измеряется с помощью данного приспособления. Им можно обмерять и другие параметры машин, например диаметр деталей. Данный инструмент, как измерительный прибор, не нуждается в поверке, потому что он не внесён в государственный реестр. Чтобы сравнить размеры деталей какого-либо объекта с образцовыми размерами, используют как раз этот вид кронциркуля. Так, измерив столь специфическим методом деталь, полученные данные сравнивают с данными образцов, из чего делают выводы.
Образцовые (эталонные) размеры могут быть представлены масштабной линейкой (эталонный образец, на который опираются при сравнении размеров в заданном масштабе), концевыми мерами длины (керамическая или металлическая доска с измерительными плоскостями от 0,5 до 1000 миллиметров) или калибрами (заранее определенный размер части, детали).

Разметочная модель служит для разбивки на отрезки планов в картографии, линий и прочего. Этот инструмент сконструирован так, что с помощью микрометрического винта величина взятого раствора сохраняется неподвижной сколь угодно долго. Раствор – это расстояние от одной ножки кронциркуля до другой, когда они раздвинуты. Кстати, раствор – это понятие, характерное не только для циркулей. Раствор бывает также и у лезвий ножниц, и у других инструментов, имеющих концы, которые раздвигаются. Предельно допустимая величина раствора – это максимальное расстояние между ножками, оно зависит от длины винта, но в целом, микрометрический винт, как понятно из его названия, не позволяет отложить большой диаметр. Для измерения больших расстояний требуется другой инструмент.



