
Классификация пильных дисков
К сожалению, нет таких полотен, которые справляются с одними и теме же задачами, могут работать с одинаковым материалом, устанавливаются на любой инструмент.
Предприятия-производители выпускают два вида конструкций:
- твердосплавные;
- монолитные.
 Твердосплавными они называются, потому что на зубьях диска есть пластины из твёрдых сплавов металла. Это придаёт им большую надёжность. Пластины могут быть из кобальта или карбида вольфрама. Именно эти приспособления приобрели большую популярность у покупателей. Несмотря на их далеко не бюджетную стоимость, они оправдывают себя продолжительностью работы и возможностью заточки. Эта оснастка широко используется при работе с ламинатом и металлом.
Твердосплавными они называются, потому что на зубьях диска есть пластины из твёрдых сплавов металла. Это придаёт им большую надёжность. Пластины могут быть из кобальта или карбида вольфрама. Именно эти приспособления приобрели большую популярность у покупателей. Несмотря на их далеко не бюджетную стоимость, они оправдывают себя продолжительностью работы и возможностью заточки. Эта оснастка широко используется при работе с ламинатом и металлом.
Монолитные — это диски, изготовленные из одного материала. Часто оснастка состоит из большого количества зубьев, которые периодически нужно затачивать и разводить. Затачивать зубья можно самостоятельно, что не требует особых приспособлений, в отличие от твердосплавных полотен. Для их переточки необходим специальный станок.
Монолитные бывают двух конфигураций:
- с изогнутыми зубьями;
- с острыми зубьями.
Полотна с изогнутыми зубьями имеют широкую спинку и предназначены для быстрой работы с мягкой древесиной.
По интенсивности использования диски классифицируются по трём группам:
- промышленные;
- профессиональные;
- бытовые.
 Названия этих групп говорят за себя. Для тех, кто не является заядлым столяром, подойдут бытовые приспособления. Профессиональные диски используют те, кто занимается столярными работами изо дня в день. На производстве используются полотна, которые качественно справляются с работой на протяжении длительного времени.
Названия этих групп говорят за себя. Для тех, кто не является заядлым столяром, подойдут бытовые приспособления. Профессиональные диски используют те, кто занимается столярными работами изо дня в день. На производстве используются полотна, которые качественно справляются с работой на протяжении длительного времени.
Все пильные диски имеют разную стоимость, износостойкость и качество реза.
Необходимые инструменты
Своими руками диски для циркулярной плиты можно заточить только при наличии специальных инструментов. Также есть станок, который позволяет автоматизировать процесс, сделать его более эффективным.
Для проведения работы по заточке диска своими руками можно использовать нижеприведенные инструменты:
- монтажные тиски;
- напильник;
- брусок из дерева.
Также можно использовать заточной станок для дисковых пил, для которого не нужны вышеприведенные инструменты.
Когда нужно проводить работу по восстановлению дисковых пил?
Довольно важным вопросом можно назвать определение того, когда должна быть проведена заточка дисковых пил. Сильный износ может привести к отсутствию возможности проведения подобной работы. Можно выделить три четких сигнала, которые определяют необходимость проведения заточки диска циркулярной пилы:
- Появление дыма, нагревание защитного кожуха. Приспособление, как правило, имеет специальный защитный кожух, который может нагреваться, если диск затупился. Также следует отметить, что в особых случаях происходит появление дыма вследствие сильного нагрева зоны резания.
- Также при механической подаче, когда нажим регулируется своими руками, следует придавать большое усилие для получения необходимого результата.
- При обработке древесины или другого материала в зоне резания появляются следы нагара и соответствующий запах.
В вышеприведенных ситуациях рекомендуется проводить заточку диска циркулярной пилы.
Как узнать, что пора заточить диск
При работе с дисковой пилой, независимо от ее назначения, следует понимать — при длительном использовании будет изнашиваться режущая кромка. Процесс этот будет происходить независимо от того, из чего сделана пила и какие напайки на зубьях имеются.
Индикатором того, что режущую часть пора затачивать будут такие признаки:
- При работе потребуется больше усилий для перемещения инструмента — заточенный диск режет материал словно масло, а вот тупому для распила требуется прилагать больше усилий.
- Поперечный и продольный срез получается неровный, имеет рваные края — из-за того что пилу необходимо затачивать зубья не режут, а буквально рвут волокна. Из-за этого даже сильная рука не в состоянии ровно удерживать инструмент и вместо ровной линии будет получаться синусоида.
- Спил дерева будет иметь ярко выраженный обугленный вид — из-за того что зубья не режут, а рвут волокна, устройство будет обугливать срез.
- Опилки получаются мелкими, больше похожими на пыль с оттенком ржаного хлеба — у острого инструмента опилки более крупные с острыми краями.
- Во время работы появляется характерный запах костра — во время обугливания волокон появляется дымок, сам диск сильно нагревается.
- Даже после кратковременной работы чувствуется, что сильно нагревается электродвигатель, требуется больше времени для его охлаждения.
- Визуально можно определить, что зубчики потеряли остроту, а разводка потеряла точность, отдельные элементы имеют разную степень отклонения.

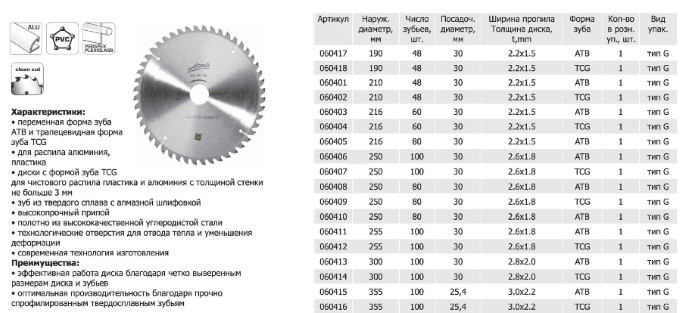
Дисковая пила с твердосплавными напайками разной формы
Устройство и параметры пильных дисков
По своему устройству рабочие органы для циркулярных станков делятся на монолитные и твердосплавные. Диски обоих устройств можно использовать как отрезные, и для продольного пиления по дереву.
Монолитные диски изготавливаются из высокоуглеродистой стали. Они применяются при работе с любыми сортами древесины, но наиболее предпочтительной для них будет работа с мягкими породами. Хорошие результаты показывает пиление такой режущей оснасткой не древесных материалов (пластик, гипсокартон).

Твердосплавными называются режущие органы, зубья которых имеют специальные твердосплавные напайки. Самым распространенным материалом для изготовления твердосплавных напаек является карбид вольфрама, более известный под названием «победит».
Основными параметрами инструмента являются:
- посадочный диаметр;
- рабочий, наружный диаметр;
- число резцов, их наклон;
- рекомендуемая рабочая скорость;
- наличие термокомпенсации;
- материал, который можно пилить этим инструментом.
Немаловажным критерием являются соответствие оснастки виду машины, для установки на которую он рассчитан: стационарная циркулярная пила или ручной инструмент. Выбор определяется скоростью подачи материала к инструменту (циркулярка), или скоростью подачи инструмента к материалу (ручная пила).
Подбирается по диаметру вала циркулярной пилы. Основными являются посадочные размеры от 16 мм до 32 мм.
Наружный диаметр
Необходим для того, чтобы правильно использовать инструмент. Рабочий орган большего диаметра, чем указано в паспорте циркулярной пилы по дереву, может просто не подойти по размеру. Наружный диаметр определяет глубину внутреннего или несквозного пропила.
Число зубьев инструмента
Определяет скорость пиления и является одним из условий получения «чистого» реза, без сколов и торчащих волокон. Небольшое число резцов (до 40-45) позволяет пилить быстро, но без особого качества реза. Подходит для первоначального и поперечного резания невысокого качества. Среднее число (45 — 85 шт.) характерно для продольных пропилов среднего качества. Если резцов больше 85 шт, то это свидетельствует о высоком качестве будущего реза. Такие инструменты являются профессиональными, стоят дорого, требуют опыта пиления.
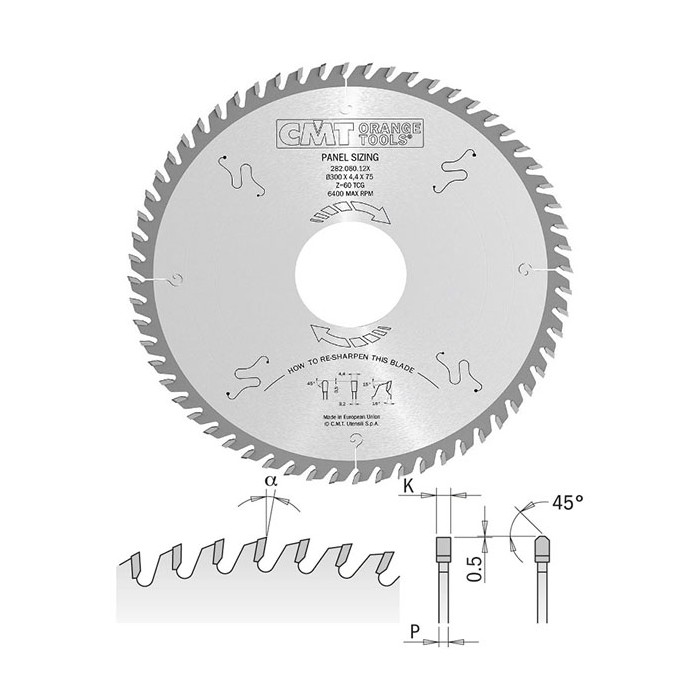
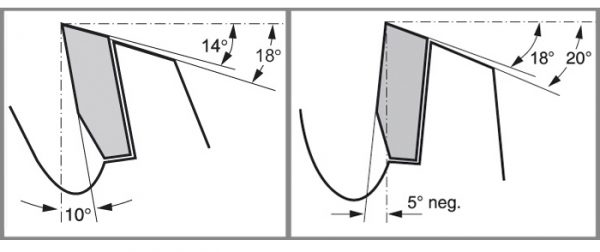
Наклон зубьев
Так же как их количество, напрямую влияет на качество реза. Наклон резцов может быть отрицательным (до «- 5°»), нейтральным (0°) или положительным (15-20°). Отрицательный наклон зуба используют при грубой обработке дерева, при поперечном распиле. Нейтральный наклон предпочтителен при работе с твердыми породами дерева. Резец такого наклона как бы сцарапывает стружку, тем самым дольше сохраняя заточку. Положительный наклон зубьев является самым распространенным. Он обеспечивает ровный рез, при работе лучше «захватывает» сырье, снижая нагрузку на руки станочника.

Рекомендуемая рабочая скорость
Параметр является еще одним фактором чистого реза. Оснастка, рассчитанная на определенную скорость, может стать причиной различных неудобств, при установке ее на циркулярную пилу с большей скоростью. Она может перегреваться, может «вязнуть» в материале. При значительном (кратном) превышении допустимой скорости, оснастка может расколоться на части и нанести станочнику очень серьезные травмы.










Термокомпенсация
Небольшие прорези от наружного края к середине на определенную глубину, заканчивающиеся круглым отверстием называются пазами термокомпенсациии. Чаще всего выполняется у инструмента с большим числом резцов и высокой рабочей скоростью по дереву. При работе, термокомпенсационный паз, как бы забирает на себя возможный нагрев рабочего органа. При перегреве сталь пильного рабочего органа деформируется, его вращение напоминает «восьмерку», что приводит к порче пиломатериала, оснастки, самого станка.
Особенности
Одним приобретением мощной циркулярной пилы вопрос эксплуатации инструмента для бытовых и профессиональных целей не заканчивается, поскольку устройству для выполнения поставленных задач потребуются хорошие расходники. Это касается дисков, которые помогут выполнить качественную резку или распил древесины и деревосодержащих материалов. Одного круга для эксплуатации циркулярной пилы будет недостаточно, поскольку каждая разновидность режущего элемента имеет определенную функцию. Дерево считается довольно востребованным сырьем, которое используется во многих ремонтных, производственных и строительных работ, поэтому диски для циркулярной пилы по дереву могут быть использованы для разных сортов древесины.



Круги для циркулярных пил разнятся по своей производительности, ресурсным особенностям, а также по допустимому числу переточек. Кроме того, диски могут иметь разный внутренний и внешний диаметры, а также разное количество и конфигурацию зубьев. Обслуживание дисков, как правило, проводится в специализированных мастерских, в обычных условиях данные манипуляции будут неэффективны. Стоит отметить, что любой даже самый прочный круг для пилы можно испортить, если использовать инструмент не по назначению, поэтому в ходе эксплуатации следует выполнять работу только с рекомендованным типом сырья, кроме того, основательно подойти к вопросу интенсивности использования.

Разновидности заточки режущих зубьев
Для лучшего понимания того, как производится заточка дисковых пил, нужно изучить особенности и строение тех частей инструмента, посредством которых осуществляется распиливание материала. Режущие зубья представляют собой основной элемент, участвующий в распиливании древесины.
Выполняются они из твердосплавного металла. Режущие зубья состоят из 4-х рабочих плоских поверхностей: передней (а), задней (б) и двух боковых плоскостей (в), у которых вспомогательная роль. Посредством одной главной (1) и двух дополнительных (2 и 3) режущих кромок образовываются линии пересечения, каждой указанной рабочей плоскости.
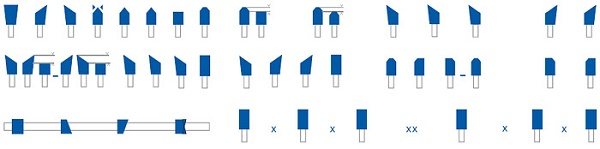
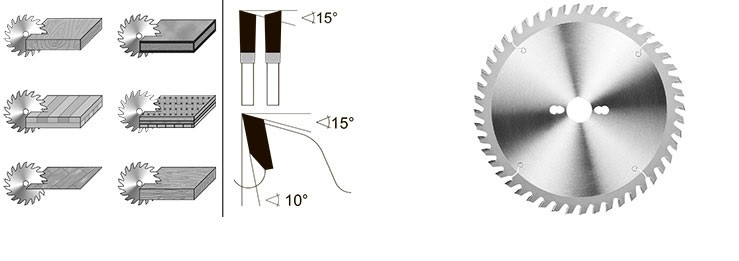
В зависимости от своей конфигурации дисковая пила может иметь различные виды режущих зубьев:
- Прямой тип зубьев. Зачастую используется при ускоренном продольном пропиливании. Не обладают идеальным качеством распила.
- Скошенный (косой) тип зубьев. Имеют характерный угловой обрез на правых и левых задних поверхностях. В некоторых случаях диски имеют зубья с разной стороной скоса, которые чередуются по всей окружности пилы. Используя такие диски можно распиливать древесину, ДСП и различную пластмассу. Большой угол скоса обеспечивает качественный пропил без скола на режущей кромке.
- Трапециевидный тип зубьев. По сечению режущих поверхностей обладают трапециевидной формой. Такая конфигурация позволяет работать без затупления на протяжении длительного периода времени. Нередко диск имеет прямые зубья, которые чередуются с трапециевидными. В таких случаях трапециевидный элемент играет основную роль при черновом распиливании, тогда как при помощи прямого типа зубьев выполняется чистовая обработка.
- Конический тип зубьев. Обладают конусообразным видом. Как правило, выполняют вспомогательную функцию для предварительных надрезов на ламинате. Коническим типом зубьев осуществляется обработка указанного напольного покрытия. Такая пила позволяет не допустить сколы на материале, как это часто случается при использовании основной пилы.
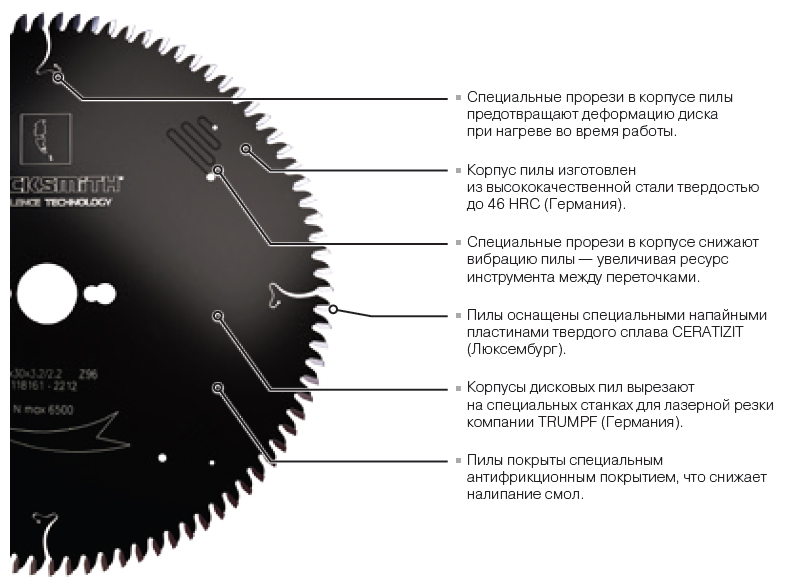
Качество изготовления диска
Имеется несколько признаков, по которым можно почти точно определить, является ли изделие качественным или сделано «на коленке»:
- На диске обязательно должна быть выполнена маркировка, причём надпись наносится посредством лазерного инструмента, а не краской.
- Полотно должно быть подвергнуто процедуре шлифовки и полировки – чистоту обработки видно взглядом, если «поиграть» диском на свету.
- Диск режущего инструмента подвергают процедурам балансировки и калибровки – операция условно напоминает балансировку автомобильного колеса. Режущий инструмент после такой обработки не будет «бить», при работе не возникнет вибрация.
- Для компенсации возможных температурных расширений на диске выполняются специальные прорези, заканчивающиеся небольшими разгрузочными отверстиями.
- Некоторые производители усиливают диск несколькими круговыми кольцами жёсткости.
- Ещё один показатель качества – это имя производителя, его торговая марка. На сегодняшний день это европейские, американские, южноазиатские, российские и китайские производители (перечислены по убыванию качества). К слову, часть российских производителей выпускает продукцию, сопоставимую по некоторым параметрам с европейской или американской.
В общем, правильно выбрать диск для циркулярной пилы – это почти наука. Если нет опыта, то лучше за консультацией обратиться к профессионалам, причём тем, кто имеет навык работы на циркулярной пиле не менее 2-3 лет.
Видео о замене диска циркулярной пилы.
Циркуляционные пилы – какими они бывают
Существует несколько видов режущих полотен для циркуляционной пилы:
 Пила циркулярная твердосплавная — характеристика
Пила циркулярная твердосплавная — характеристика
- Диски с основой и режущей областью из цельного металла;
- Диски с основой из цельного металла и напылением материалов твердой структуры на зубьях;
- Металлические полотна с твердосплавными напайками.
Качественный распил заготовок невозможен, когда зубья выработались или затупились. Сопутствующим явлением работы тупым инструментом будет чрезмерная нагрузка на двигатель, риск заклинивания, небезопасность проведения режущих операций. Необходимо делать заточку циркулярных пил.
Для раскроя твердых пород древесины допустимо применять только диски, имеющие специальные пазы. Технологические разрывы на полотне предотвращают общую деформацию инструмента при возможном нагреве в процессе работы. Это исключает появление вибрационного фона, ухудшение линии распила.
Выбор диска для продольной резки дерева
диск для продольной распиловки с твердосплавными зубцами
Исчерпывающую информацию о дисках можно получить только в специализированном магазине. Здесь, в отличие от рынков и мелких торговых точек, товар снабжается каталогами с детальным описанием.
Внимательное прочтение информации, изложенной на самом диске, также поможет разобраться. В виде символов указан материал, по которому может работать полотно, направление резки обозначают стрелкой (вдоль или поперек). Всегда определяют наибольшую скорость пиления в оборотах и во многих случаях угол наклона зубцов. Отрицательный угол обозначается как «neg», положительный — «pos». Впереди цифра — показатель в градусах. Чтобы назначение диска было понятно сразу — рисуют торцовочную или циркулярную пилу.
Качество диска можно оценить даже визуально, изучив его поверхность. Если затупившиеся зубцы можно подправить, то слабый корпус — это неисправимый дефект. Тщательно изучите качество шлифовки.
Дешевые круги не подвергаются индивидуальной доработке. Шлифуется в лучшем случае целый лист. Понятно, что первый экземпляр лучше сбалансирован, напряжение металла во время пиления будет распределяться равномерно. На грубо отшлифованный, шероховатый диск сильно пристает смола и стружка, серьезно мешая работе.
Особенности продольного пиления
размещение пильного диска при продольном распиле
Продольным называется пиление параллельно естественным древесным волокнам. Для него оптимальны циркулярные диски с наклонным профилем резцов. Острые края наклоненных резцов разрезают волокна, которые отслаиваются вдоль волокон и срезаются, формируя опилки.
В процессе пиления на поверхности появляются выколы, мшистость, неровности, которые объясняются различием свойств волокон, сформированных в разные годы.
На профиль поверхности влияет метод расширения пропила, формы зубцов, величина развода. Зубцы затачиваются в форме треугольника таким образом, что работать диском можно лишь в одну сторону.
Характеристики дисков по дереву
 Рассматривая различные модели дисковых пил и полотен для распила, необходимо решить, для работы с каким материалом планируется их использовать, какую работу планируется выполнять с их помощью. На текущий момент в продаже представлено большое количество разнообразных моделей этих устройств. Однако следует помнить о том, что подходить к выбору следует с максимальной серьезностью.
Рассматривая различные модели дисковых пил и полотен для распила, необходимо решить, для работы с каким материалом планируется их использовать, какую работу планируется выполнять с их помощью. На текущий момент в продаже представлено большое количество разнообразных моделей этих устройств. Однако следует помнить о том, что подходить к выбору следует с максимальной серьезностью.






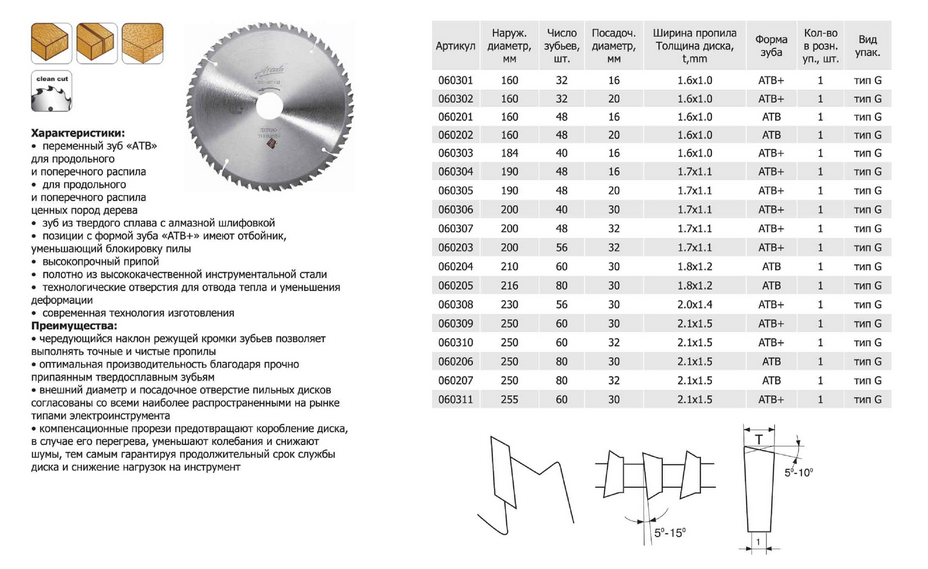

Скажем, на частоту вращения может оказать существенное влияние тип сырья, с которым планируется работать. Чистота же определяет и подходящий диаметр полотна. Помимо них, значение приобретают и иные параметры.
Диаметр рабочего диска
Эта характеристика может определять оптимальную частоту вращения инструмента:
- при диаметре не более 80 мм – частота вращения 23 800 об/мин.;
- при диаметре не более 100 мм – частота 19 100 об/ мин. ;
- при диаметре 120 мм – частота15 900 об/ мин. ;
- при диаметре 250 мм – частота 7 600 об/ мин. ;
- при диаметре 300 мм – частота 6300 об/ мин.
С увеличением размера пильного полотна уменьшается частота вращения пилы. Об этой особенности всегда необходимо помнить, выбирая рабочий инструмент и комплектующие к нему.
Скорость распила
Помимо этого, подготовленный для работы материал будет оказывать влияние на скорость распила:
- если используется мягкая древесина, то рабочую скорость следует устанавливать на уровне 50-90 метров в секунду;
- при работе с твердой древесиной — 50-80 метров в секунду;
- при использовании ламинатных панелей с различным покрытием — 40-60 метров в секунду;
- при работе с экзотическими породами древесины рабочая скорость должна находиться на уровне 50-85 метров в секунду;
- при работе с панелями МДФ уровень скорости должен составить 30-60 метров в секунду;
- во время выполнения столярных работ скорость нужно устанавливать на уровне 60-80 метров в секунду;
- если возникла задача по резке плит ДСП, то оптимальной будет считаться скорость 60-80 метров секунду.
Рассматривая различные модели пильных дисков, необходимо принимать во внимание форму, которую имеют зубья пилы, а также размеры и рабочие скорости. Для наглядности можно рассмотреть следующие рабочие параметры:
- Если производителем были заложены в пильные диски следующие характеристики n= 1500 оборотов в минуту, u = 10 метров минуту, z= 60, Sz = 0,11 мм, то они подходят для распила плит ДСП, а также твердой и мягкой древесины. Обработка материала может выполняться поперек или вдоль волокон.
- Если производитель определил для пильного полотна характеристики n= 3000 оборотов в минуту, u = 5 метров в минуту, z = 40, Sz = 0,04, то с его помощью можно обрабатывать плиты ДСП, характеризующиеся наличием полимерного наружного покрытия. Также их можно применять и для резки алюминия, ламинированных плит и фанеры разного типа.
Важным моментом является то, что пильные диски в обязательном порядке содержат необходимые параметры, которые должны быть выдержаны при их использовании. Это упрощает процедуру подбора инструмента, который можно будет использовать для выполнения той или иной работы
Сравнивая пильные диски по количеству оборотов, толщине, скорости и иным параметрам, важно иметь в виду, что в продаже можно встретить пилы разного типа. По этой причине важно понять, для работы с каким инструментом предназначен определенный пильный диск
Маркировка пильных дисков и ее расшифровка
На всех изделиях, производящихся в настоящее время, как правило, изображен логотип и бренд предприятия изготовителя. Это обычно самый крупный и самый броский элемент маркировки, который важен только для того, чтобы облегчить запоминание марки понравившегося изделия.
Гораздо более важные сведения можно получить из остальных элементов маркировки. На поверхности пильных дисков обязательно должны быть изображены основные размеры изделия в миллиметрах. Например,
где 140 – наружный диаметр круга, 2,5 – толщина диска, 20 – диаметр посадочного отверстия.
Вторая обязательная величина, отображаемая на изделии, – максимальная частота вращения, при которой возможно безопасное использование пильного диска. Измеряется она в оборотах в минуту, которые делает при вращении вал режущего инструмента. Например,
При выборе пильного диска для дерева в первую очередь следует учитывать применимость к режущему инструменту. В зависимости от его модели выбирается наружный диаметр и диаметр посадочного места.
После этого нужно подобрать из подходящих дисков тот, который обеспечит наиболее эффективное выполнение задач. При этом должна учитываться конфигурация зубьев в соответствии с рекомендациями, данными выше.
Уже из имеющихся можно выбрать производителя в соответствии с личными предпочтениями, руководствуясь соображениями надежности или рассматривая самое удачное сочетание «цена-качество». Ведущими в производстве инструмента являются компании брендов Bosch, Makita, Metabo, Stayer, «Зубр», «Практика».
Качество изделий, изготовленных известными компаниями, остается на высоте, даже если они произведены в третьих странах. Хорошие, качественные пильные диски способны прослужить достаточно долго, обеспечив при этом высокую безопасность работ и гарантированно качественный результат.
Виды дисков
Для работы с древесиной недостаточно приобрести хороший электрический инструмент с одним отрезным кругом. Этот повсеместно востребованный материал имеет множество сортов. И у каждого из них своя твердость и упругость.
К тому же в процессе работы возникают задачи различной сложности. И для их решения требуется индивидуальный подход. То есть, применение определенной насадки, подходящей для самой качественной обработки. Поэтому арсенал мастера должен быть укомплектован на все случаи жизни.
Пильный диск по дереву для циркулярки выпускается всего в двух видах. Монолитная конструкция полностью состоит либо из высокоуглеродистой стали, либо быстрорежущей. Недорогое изделие способно справиться с любой древесиной. А кроме этого может распиливать полимерные сплавы.
Хорошим достоинством литого диска является простота заточки. При этом ее можно делать многократно и самостоятельно. Из-за этого инструмент имеет очень большой ресурс работы.
Набор литых пильных дисковИсточник prom.st
Твердосплавная конструкция изготавливается из инструментальной стали. Но ее зубья сделаны из очень прочных сплавов, в которые добавляется карбид вольфрама. Такое решение позволяет распиливать не только самую капризную древесину, но и обрабатывать многие металлы.
Кроме этого конструкция с твердыми напайками имеет еще ряд достоинств по сравнению с монолитной:
- Разводка зубьев диску не требуется.
- Одна заточка резцов позволяет проработать время, при котором монолитный аналог будет несколько раз перетачиваться. Поэтому ресурс у твердосплавного диска в несколько раз больше.
- Проходит любой материал буквально с идеальным чистым резом и затрачивает на это меньше времени.
Но заточку твердосплавного диска для циркулярной пилы в домашних условиях не выполнить. Для это требуется специальное оборудование. Да и цена на такой инструмент очень высока. Правда эксперты утверждают, что диск успевает окупиться еще до перезаточки. И многие мастера не тратятся на нее, а сразу покупают новый отрезной круг.
Диск с твердосплавными резцамиИсточник s-bol.com
Помимо основных двух видов дисков для циркулярки, следует упомянуть о дисковых фрезах. Инструмент разрабатывался для обработки металла, но многие операции по древесине выполняются именно с его помощью. Например, фрезу применяют, когда нужно выбрать паз у деревянного изделия.







Техническая характеристика
Каждый выпускаемый производителями пильный диск имеет свои технические характеристики.
- Серия диска. Она позволит определить, для каких типов работ оснастка изготавливалась.
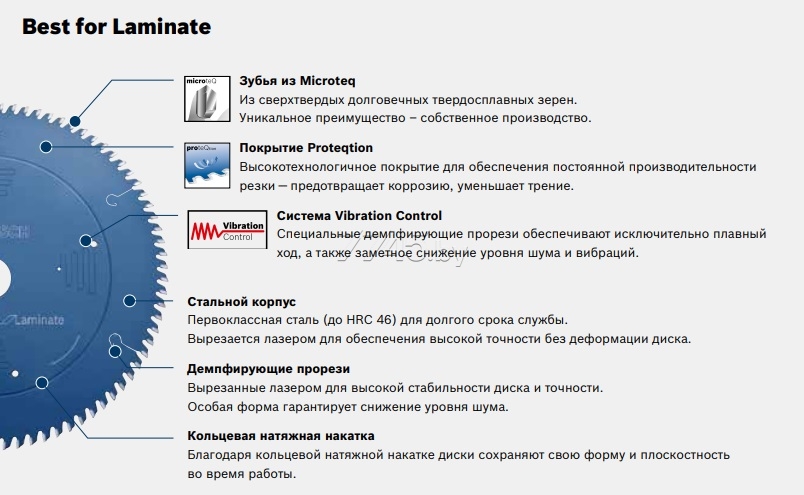
- Конструкция диска. Она говорит о качестве полотна. К качественным полотнам можно отнести те, что изготавливаются лазерной порезкой, проходят компьютерную балансировку, шлифовку и калибровку каждый в отдельности. Чтобы снизить температуру, шум пилы и вредные вибрации, на диске должны быть компенсационные прорези. В конце прорези находятся отверстия округлой формы, у некоторых конструкций предусмотрены медные заклёпки, которые предотвращают полотно от разлома. У хорошей модели должны быть волнообразные расширения, кольца жёсткости, специальное покрытие.
- Диаметр диска (внешний). Если диаметр диска больше, чем предусмотрено у инструмента, это повлияет на глубину пиления. Специалисты рекомендуют не превышать выступ зубьев над материалом более чем на 10—20 мм, так как при превышении увеличивается нагрузка на двигатель.
- Диаметр посадочного отверстия. Для безопасной и качественной работы необходимо, чтобы оснастка плотно сидела на посадочном штифте.
- Количество зубьев. От количества зубьев зависит чистота распила. Чем больше зубьев, тем чистота распила выше, но тем больше и нагрузка на мотор инструмента. Кроме этого, из-за стружки снижается скорость вращения. Оснастка с маленьким количеством зубьев лежит в диапазоне от 10 до 40, со средним — от 40 до 80, с большим — от 80 и выше.
- Тип и угол зубьев. Каждый тип сконструирован под определённые задачи. Тип F. T. (плоский резец) предназначен для продольного пиления различного вида древесины. Тип АТВ (сменный резец) предназначен для продольного и поперечного распила разных пород древесины, обработки ДСП, ОСП и фанеры. Тип Combi (комбинированный резец) предназначен для любых видов пропила. Тип TCG (трапециевидный плоский резец) применяется для обработки изделий из древесины. Тип HiFND (сменный резец) предназначен для работы с материалом, который склонен к раскалыванию. Важным параметром является угол наклона зубьев. Положительный угол наклона от 15 º до 20 º увеличивает подачу инструмента, но делает грубым распил. Отрицательный угол наклона от 0 º до -5 º замедляет скорость инструмента, но делает чистый распил.
- Толщина диска. Чем тоньше оснастка, тем меньше затрачивается энергии, уменьшается нагрузка на мотор, снижаются потери на опилки. Одновременно с этим у тонкого полотна меньше эксплуатационный период, больше вибрация, быстрее происходит нагрев.
- Маркировка. На качественных моделях маркировка наносится лазером. Её наличие позволяет сделать правильный выбор и в дальнейшем правильно обслуживать полотно.
- Количество оборотов. В целях безопасности, предотвращения потери чистоты распила и снижения срока эксплуатации необходимо, чтобы скорость вращения пильного диска была выше максимальной скорости вращения шпинделя на инструменте.
Достоинство полотна состоит в его сбалансированности, стойкости к затуплению, нагреванию и боковым нагрузкам.
Принцип и угол заточки дисков для циркулярной пилы
Рабочая часть циркулярной пилы затачивается на 4 главных углах заточки. Они относятся к основным техническим параметрам режущего диска, также как и тип формы режущих зубьев.
Стоит отметить, что все зубья циркулярной пилы характеризуются передними (γ), задними (α) углами, а также углом среза передней и задней поверхности (ε1 и ε2). Значение каждого указанного угла должно соответствовать назначению распиливающих устройств, распиливаемых материалов и направлению пиления.

Показатели заточек передних углов для поперечных видов пропила находятся в пределе 5° — 10°. Универсальные варианты, применяемые для обработки материалов по всем видам направления, стандартно затачивают под 15°.
При этом на значение указанного угла также оказывает влияние то факт, какой твердостью обладают разрезаемые объекты. Их величина имеет строгую зависимость: при большей твердости материала, который подвергается распилу, режущие зубья должны быть менее заострены.
Согласно главного принципа заточки зубьев на твердосплавном пильном диске важно учитывать, что при длительных эксплуатация самые значительные процессы износа происходят на верхних режущих кромках. В итоге при интенсивном использовании их линии могут округляться до 0,3 мм и больше
Касательно плоскостей зубьев стоит отметить, что наибольший износ происходит на передних поверхностях.
При правильном затачивании режущего элемента должны обеспечиваться такие формы режущих кромок, при которых радиус их скруглений не будет превышать значения в 0,2 мм. В связи с этим рекомендуется выполнять параллельное стачивание металла на передних и задних плоскостях зубьев. Применение такого способа считается наиболее целесообразным. Можно выполнять заточку только одной передней плоскости, но в таких случаях на выполнение данной операции требуется больше временных затрат. Кроме того, произойдет более быстрое стачивание зубьев, поскольку возникает необходимость в стачивании большего слоя металла с передних поверхностей.
Стандартный слой для стачивания металла является значение в 0,05-0,15 мм.
Заточка оснастки
Неправильно заточенный пильный диск не только плохо работает и быстро придёт в негодность, но и может вывести из строя мотор пилы. Так как полотно имеет высокий процент изнашиваемости, то заточка своими руками увеличит срок использования оснастки. Для заточки вручную понадобится:
- 2 бруска из дерева;
- напильник;
- точило;
- монтажные тиски;
- цветной маркер.
Необходимо вынуть оснастку из станка и зажать в монтажные тиски. С помощью двух брусков, которые исполняют роль клиньев, диск плотно крепится в одном положении. С помощью цветного маркера отмечается тот зубец, с которого начнётся заточка
Важно запомнить, какое количество движений точильным инструментом сделано при затачивании первого зубца. Последующие зубья должны точиться с такой же интенсивностью
После этого необходимо опробовать диск в работе. Если слышен скрип или посторонний шум, нужно взять цветной маркер, зафиксировать возле пилы и медленно начать вращать полотно. Маркер отметит разницу в высоте зубьев. При помощи напильника эту разницу урегулировать.
Твердосплавный диск затачивать самостоятельно без ущерба для полотна можно только тогда, когда есть специальный станок, а лучше полотно отдать специалисту на обслуживание.



