
Типы разводки ленточных пил
Как и любой другой инструмент, ленточная пила подвергается износу после каждого цикла резки. Это естественный и неизбежный процесс. Именно поэтому каждая пила ленточного типа нуждается в регулярном и квалифицированном обслуживании – разводке и заточке. Такое обслуживание позволяет не только поддерживать режущее полотно в рабочем состоянии, но и значительно увеличивать срок его эксплуатации.
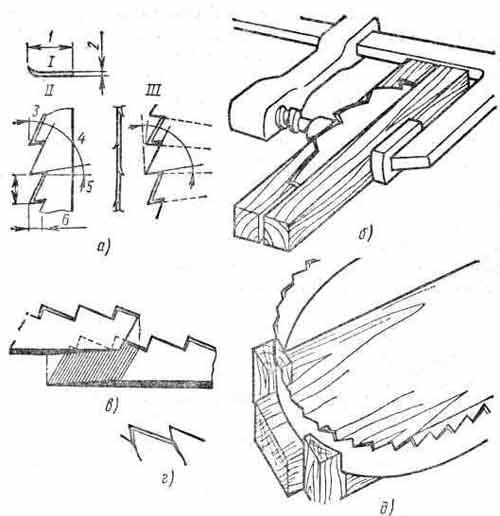
Увеличить срок службы режущего полотна и значительно улучшить его функциональные возможности позволяет правильная разводка. Смысл такой операции заключается в следующем: режущие зубья пилы отгибают в разные стороны, что позволяет уменьшить силу трения в процессе резки, а также минимизировать риск зажатия полотна обрабатываемой деталью. Разводка ленточной пилы может выполняться по трем схемам, выбор которой зависит от типа обрабатываемого материала.
- При так называемом зачищающем типе разводки зубья отгибают таким образом, что нетронутым остается каждый третий из них. Такую схему применяют, если режущее полотно будет использоваться для распила особо твердых металлов и сплавов.
- Классический тип разводки предполагает поочередный отгиб каждого режущего зуба.
- При волнистой разводке каждый режущий зуб отгибается на определенный угол. Понятно, что такой тип разводки является наиболее сложным из всех остальных.
Для отгиба зубьев ленточной пилы применяется специальное оборудование, позволяющее выполнить такую технологическую операцию быстро и максимально точно. По общепринятым нормативам, максимальная величина разводки зубьев не должна превышать 0,7 мм, но обычно ее значение находится в диапазоне 0,3–0,6 мм
Важно не только выбрать тип разводки, ориентируясь на характеристики материала, который предстоит распиливать, но и выполнить ее правильно, отогнув зубья только на 1/3 или 2/3 их высоты
После разводки можно отправлять режущее полотно на станок для заточки ленточных пил. Как показывает статистика, ленточные пилы чаще всего утрачивают свои функциональные возможности по причине того, что их заточка была выполнена неправильно или несвоевременно. Показателем того, что ленточная пила нуждается в разводке и дальнейшей заточке на станке, является повышенная шероховатость поверхности распила. Необходимость в такой процедуре можно также определить по внешнему виду режущих зубьев.
Основными элементами любых заточных станков являются круги, выбор которых, в первую очередь, зависит от твердости материала, использованного для изготовления режущих зубьев. Для того чтобы точить твердые материалы, необходимо использовать соответствующие круги. Так, для заточки полотен биметаллического типа выбирают точильные инструменты, состоящие из боразоновых или алмазных элементов, а для приведения в порядок пил, выполненных из инструментальных сталей, вполне подойдут корундовые круги.
Инструменты для заточки пил ленточного типа выбирают и по составу, и по конструктивному исполнению. Для различных по своей конструкции и размерам полотен в станках могут использоваться круги следующих типов:
- тарельчатой конфигурации;
- чашечной формы;
- профильные;
- плоские.

Согласно инструкции, при заточке ленточной пилы на станке следует следить за соблюдением следующих требований.
- На поверхности зуба при его заточке не должно оставаться заусениц.
- Точильный круг должен снимать одинаковый слой металла по всему профилю зуба.
- Во избежание перегрева зубьев при их точении на станке следует обязательно использовать специальную жидкость для охлаждения.
- При выполнении заточки не должны изменяться профиль и высота обрабатываемых зубьев.
- Следует обязательно следить за давлением, которое оказывает круг заточного станка на обрабатываемый зуб. Если пренебречь этим требованием, давление может оказаться слишком значительным, что может привести к отжигу зубьев.
Заточка пил ленточного типа своими руками имеет некоторые особенности. В таких случаях, как правило, заточке подвергают заднюю поверхность зубьев, хотя, если воспользоваться инструкцией производителя или посмотреть тематическое видео, то можно заточить и их переднюю поверхность.
Какой круг выбрать для заточки ленточной пилы
Применяемые для затачивания ленточных пил круги можно условно разбить на четыре группы: А, Б, С, D.
Группа А . Самые дешевые круги российского производства, в основном Лужского абразивного завода. Связка — бакелитовые или керамические. Стоимость — 130-150 рублей для диаметров до 150 мм. Толщина — 3-6 мм. Количество проходов до правки: один-два для обычных бакелитовых и керамических; три-семь для армированных бакелитовых.
Армированные бакелитовые круги можно было бы назвать лучшими для точения, но качество их изготовления часто оказывается настолько низким, что точить ими становится просто невозможно.
И это не вина завода. Просто его дилеры закупают изначально самую дешевую и соответственно низкого качества продукцию, не понимая, что хорошо точить неотбалансированными кругами невозможно в принципе.
Станок с неотбалансированным кругом начинает сильно шуметь и вибрировать, что резко ухудшает качество заточки. Появляются большие риски и прижоги. Иногда при небольшом вмешательстве круги удается исправить. Для этого нужно включить двигатель заточного круга. Проводя правящим карандашом по бокам круга, снимают геометрические неровности, тем самым практически устраняя дисбаланс. А подведя карандаш к торцу круга, устраняют торцевое биение и уже затем формируют необходимый профиль торца круга.
При небольшой подаче эти круги позволяют, не образуя прижогов, протачивать зубья пилы даже без водяного охлаждения. Но при этом неармированные круги очень быстро теряют форму, иногда даже не успевая проточить один раз всю длину ленточной пилы. Таким образом, на выходе вы можете получить пилу хоть и заточенную, но с зубьями разного профиля и с разными углами. Пила будет пилить рывками и быстро заволнит. Неармированные круги обязательно надо профилировать перед каждым новым проходом или на вновь установленную пилу.
Группа Б . Бакелитовые заточные круги нероссийских производителей. Стоимость — 300-500 рублей для диаметров до 150 мм.
Круги обычно хорошего качества. Отбалансированы. Одного формирования профиля круга может хватить на три-семь проточек. Это зависит от твердости связки и глубины врезания, что позволяет протачивать пилу с примерно одинаковым профилем по всей длине.Но при этом круги очень капризные. Требуется определенный опыт работы для правильной настройки скорости движения ленточной пилы и глубины врезания, чтобы даже с водяным охлаждением точить без прижогов.
Польская фирма Andre Abrasives делает такие диски с вкраплением алмазной крошки и обозначает их Formula3 99А60SB-50 (только не путайте их настоящими алмазными кругами). Такие круги ленточные пилы с каленым зубом точат немного лучше.
Группа С . Керамические заточные круги типа «сэндвич» чешской фирмы Carborundum Elektrite. Стоимость — 600 рублей для диаметров до 150 мм.
В этих кругах производитель в принципе удачно объединил переднюю часть, изготовленную из обладающего повышенной режущей способностью розового хромтитанистого электрокорунда на связке средней твердости, которой протачивается наиболее твердая передняя часть зуба и его острая режущая кромка. Эта часть хорошо держит форму и не требует постоянного допрофилирования. Вторая часть изготавливается из менее твердого электрокорунда, нормального на более мягкой связке. Она служит для прошлифовывания радиусов впадины и задней кромки зуба. Эта часть круга работает в менее тяжелых условиях и редко прижигает зуб.
Поскольку правильно точить ленточную пилу практически ни у кого не получается, то часто второй слой почти полностью стачивается при формировании торца круга и служит в основном для обеспечения кругу необходимой прочности на изгиб.
Дополнительным плюсом этих кругов является то, что они ведут себя более предсказуемо по сравнению с кругами на бакелитовой связке, тем самым немного облегчая заточнику задачу правильности подбора режима точения — глубины врезания и скорости подачи зуба.
Группа D . Алмазные или эльборовые узкие (толщиной 3-5 мм) круги на мягкой бакелитовой связке, типа АС4 125/100-4-В2-01. Стоимость — 1500-1800 рублей для диаметров до 150 мм. Эти круги предназначены только для финишного шлифования. Их не применяют для точения, так как в этом случае вы очень быстро срежете мягкую связку вместе с находящимися в ней алмазами. И уже после заточки трех-пяти ленточных пил круг может стать нерабочим.
Фактор последний, — человеческий, — но не менее важный, чем предыдущие два, а также альтернативный способ заточки — при котором затачивание зубьев пилы проводится профильным эльборовым (боразоновым) диском, мы рассмотрим в следующей статье.
Что нужно знать об углах заточки зубьев
Геометрия зубьев ленточных пил может видоизменяться в зависимости от характеристик обрабатываемого материала. Это выражается в форме зуба и расстоянии между отдельными элементами режущей кромки.




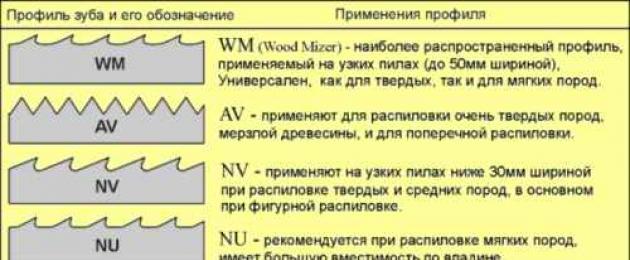



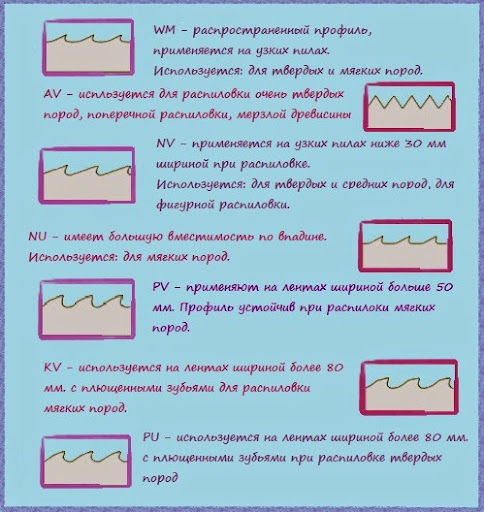
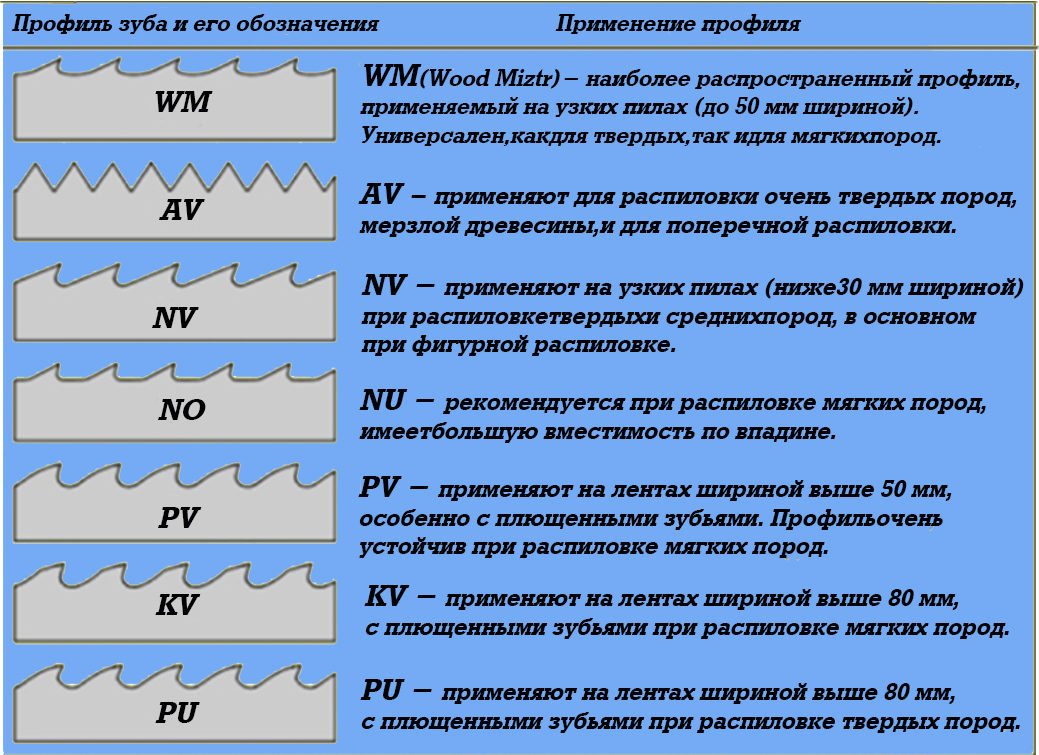
Профиль ленточной пилы определяется маркировкой, которую наносит завод-изготовитель. Выглядит это так:
- WM – универсальный вариант, предназначенный для распиловки мягких и твёрдых пород древесины;
- AV – применяется для продольного реза и пиления твёрдых материалов, например замороженной древесины;
- NV – отличается узкой шириной полотна, поэтому идеально подходит для фигурной резки;
- NU – режущая кромка с широким шагом зубьев, что обеспечивает высокую производительность при пилении мягких пород древесины;
- PV – практически полный аналог предыдущего полотна, но имеет сплющенную форму зубьев;
- KV – профиль применяют для широких ленточных пил, предназначенных для мягкой древесины;
- PU – широкая пила для распиловки древесины твёрдых пород.

Шаг зубьев подбирается индивидуально, в зависимости от материала. Например, для распиловки твёрдой древесины и металла используются только мелкозубчатые полотна, чтобы избежать повреждения режущей кромки. Мягкое сырьё и толстостенные материалы обрабатывают пилами с большим расстоянием между зубьями, что позволяет ускорить производственный процесс.
Чем можно заточить?
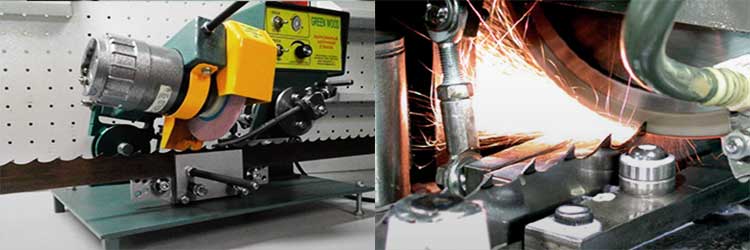
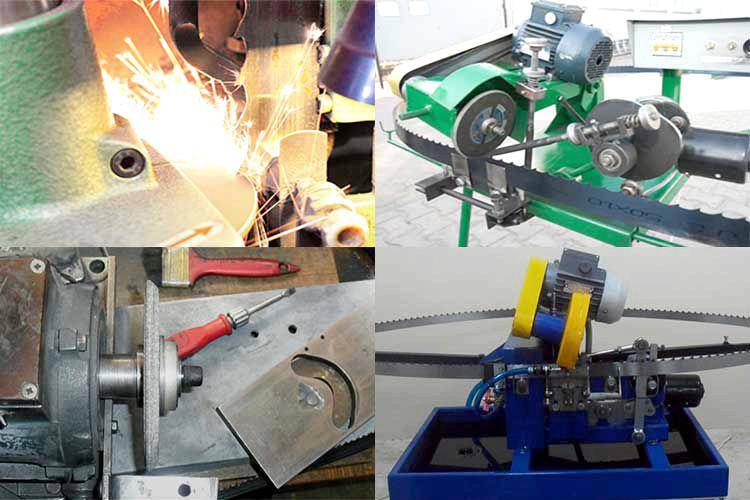
Небольшое полотно с маленькими зубьями можно заточить специальным надфилем или обычной насадкой станка. Однако такая заточка очень длительная и малопроизводительная, а также очень часто вызывает ряд поломок пилы. С учетом этих проблем уже давно многие мастера используют электрический заточной станок, который довольно быстро и одинаково ровно затачивает все зубья ленточной пилы.
Такие станки делятся на несколько групп.
- Полностью автоматические центры, в них используется специализированная программа подачи и заточки, такие станки применяют в основном крупные мастерские для подточки или восстановления крупных и массивных ленточных пил. Процесс происходит с применением охлаждающих химических жидкостей и под строгим контролем.
- Полуручные станки с консолями специального инструмента.
- Небольшие автоматические центры, в них настраивается шаг перемещения полотна и осуществляется контроль процесса.

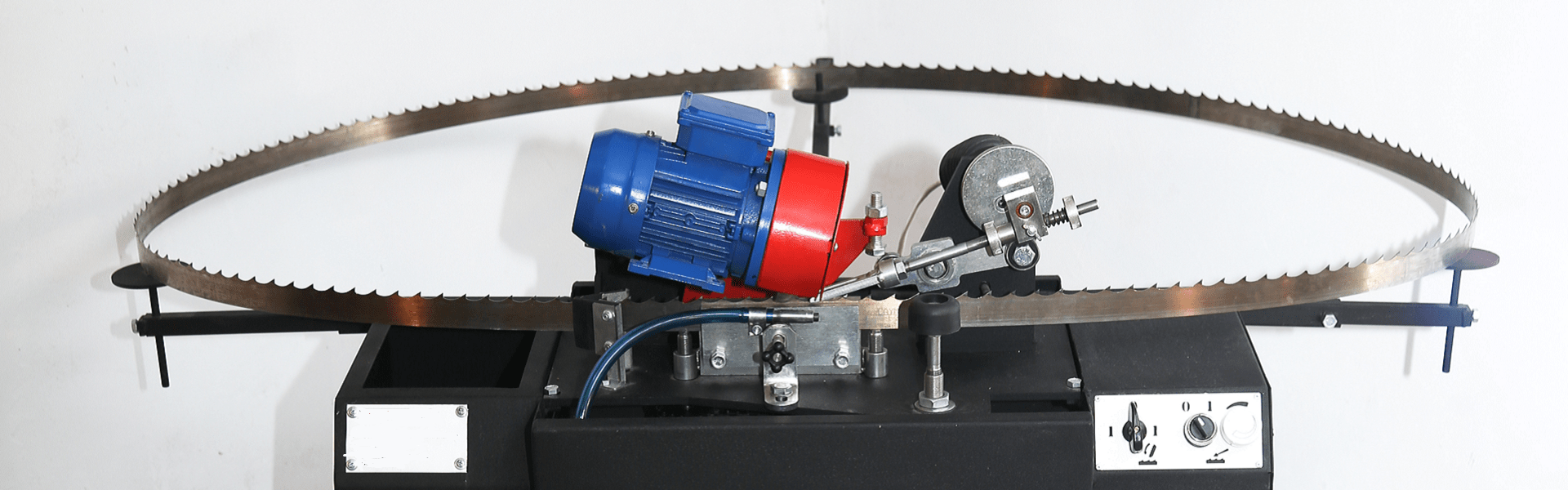
Точильный станок представляет собой агрегат, который помогает качественно заточить пилу с помощью заточного круга. Чаще всего под определенный вид пилы подбирается определенный агрегат.
Станок включает в себя:
- основание и внешнюю конструкцию;
- крепление для инструмента;
- специальные приводы, используемые для передвижения полотна и вращения точильных кругов.

Развод ленточных пил
Заточка ленточной пилы
Ленточные пилы, представляющие собой полотна с зубчатой кромкой, соединенные концами в непрерывную ленту, имеют свои, только им присущие достоинства. Ширина пропила, оставляемая ими, меньше ширины пропила от дисковых пил. При пилении обычной древесины эта особенность, может быть, и не слишком важна, однако при разделке ценных пород древесины и резке дорогого металла это существенно.
Заточка ленточной пилы
Малая ширина пропила обуславливает относительно низкие затраты энергии на разделку материала. И, наконец, ленточной пилой можно разрезать заготовку практически любой толщины, в то время как геометрия дисковой пилы накладывает ограничения на толщину разрезаемого ею материала.
Однако чтобы воспользоваться всеми этими преимуществами, ленточные пилы нужно уметь правильно подготавливать к работе. К основным подготовительным операциям относятся заточка и разводка ленточных пил.
Ленточные пилы изготавливают из разных материалов. В зависимости от того, для резки какого материала они предназначаются.
Пилы для дерева производят из инструментальной легированной стали, имеющей твердость 40-45 HRC. Отечественные производители используют стали 9ХФ, В2Ф (для ленточных пил по металлу) и др. Зарубежные. Свои стали (C75, Uddeholm UHB пятнадцать и пр.). При закалке зубьев таких пил токами высокой частоты они могут приобретать твердость до шестьдесят четыре HRC и выше.
Пилы для резки углеродистых сталей и цветных металлов небольшой толщины также изготавливают из инструментальной стали с обязательной закAL-KOй зубьев токами высокой частоты. Однако чаще для резки металла используют биметаллические пилы, у которых полотно изготовлено из пружинной стали, а полоска, на которой нарезаются зубья, развод ленточных пил быстрорежущей стали с высоким м вольфрама и кобальта. После закалки она приобретает твердость до 65-69 HRC. Быстрорежущую сталь приваривают к основанию пилы электронным лучом.
Зубья с большей износостойкостью получают наплавляя их стеллитом (сплавом на основе хрома и кобальта с добавками вольфрама и/или молибдена) или припаивая к ним пластинки из твердых сплавов. Такие пилы превосходят по своим режущим способностям биметаллические. Их используют для резки стекловолокна, автопокрышек, кабелей, армированных пластмасс, жаропрочных сплавов, графита, газобетона, кирпичей и прочих трудно поддающихся обработке резанием материалов.
Геометрия зубьев ленточных пил
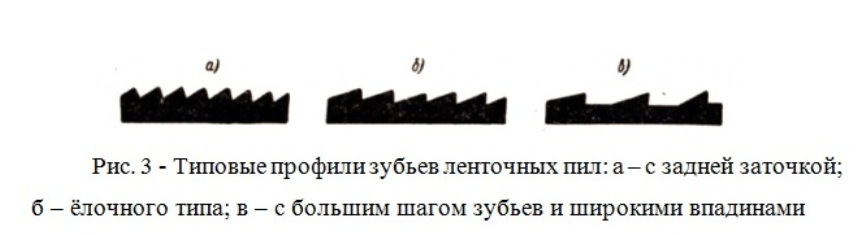
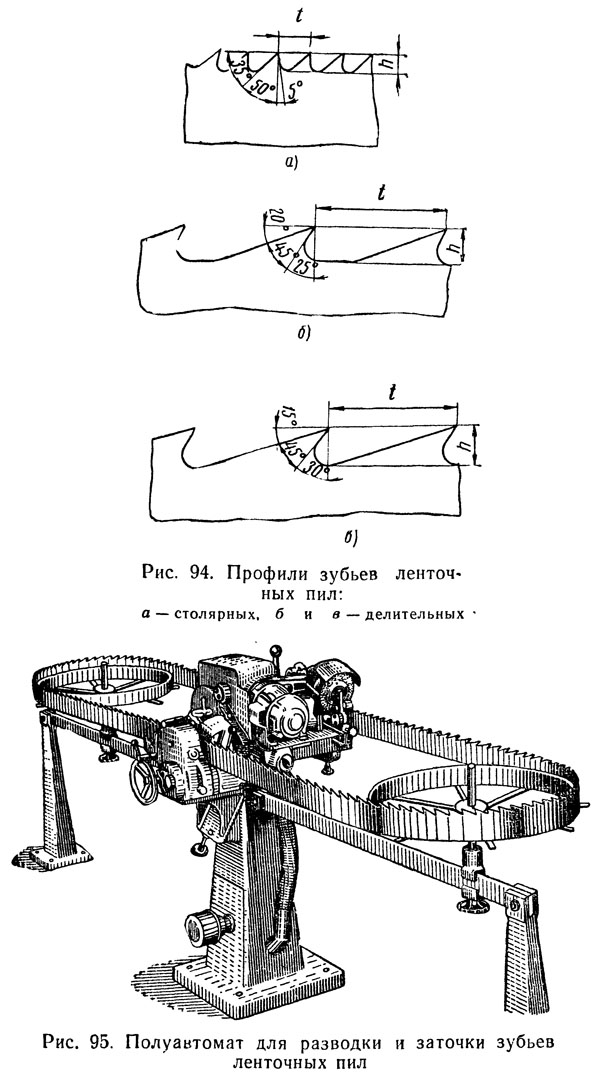
Профиль зубьев ленточных пил
Характеристики зубьев ленточных пил
Конкретные авто для большой семьи углов заточки ленточных пил определяются производителями, исходя из множества факторов. В общем же можно выделить такую зависимость. Чем тверже древесина, тем меньше передний угол (γ).
Для пил по металлу также используют различную форму зуба в зависимости от того, для резки какого металла они предназначены. У пил с постоянным шагом различают две основные формы.
Стандартная, предназначенная для резки тонкостенного металла с короткой стружкой с передним углом (γ) равным 0°.
Зуб с положительным передним углом (γ), используемый в пилах для резки толстостенного металла с длинной стружкой.
Для тонкостенного материала применяют пилы с относительно малым шагом (количество зубьев на дюйме Нуклеарную семью от 4-х до 18-ти). Пилы для резки толстостенного материала не нуждаются в большом количестве зубьев, их число составляет 1,25-6 зубьев на дюйм.
Для устранения эффекта резонанса, приводящего к вибрациям полотна, некоторые пилы делают с переменным шагом, при котором расстояние между зубьями изменяется в рамках отдельной группы. Размер шага обозначается наибольшим и наименьшим значениями.





Развод ленточных пил
Разводом называют операцию отгиба зубьев пилы в одну и другую сторону с целью снижения трения полотна пилы о стенки пропила и предотвращения его зажатия. Чтобы полотно свободно двигалось в пропиле, ширина последнего должна быть больше толщины полотна на 30-60%.
Существуют несколько видов разводки, названия которых могут отличаться у разных производителей. Основные виды такие.
заточка
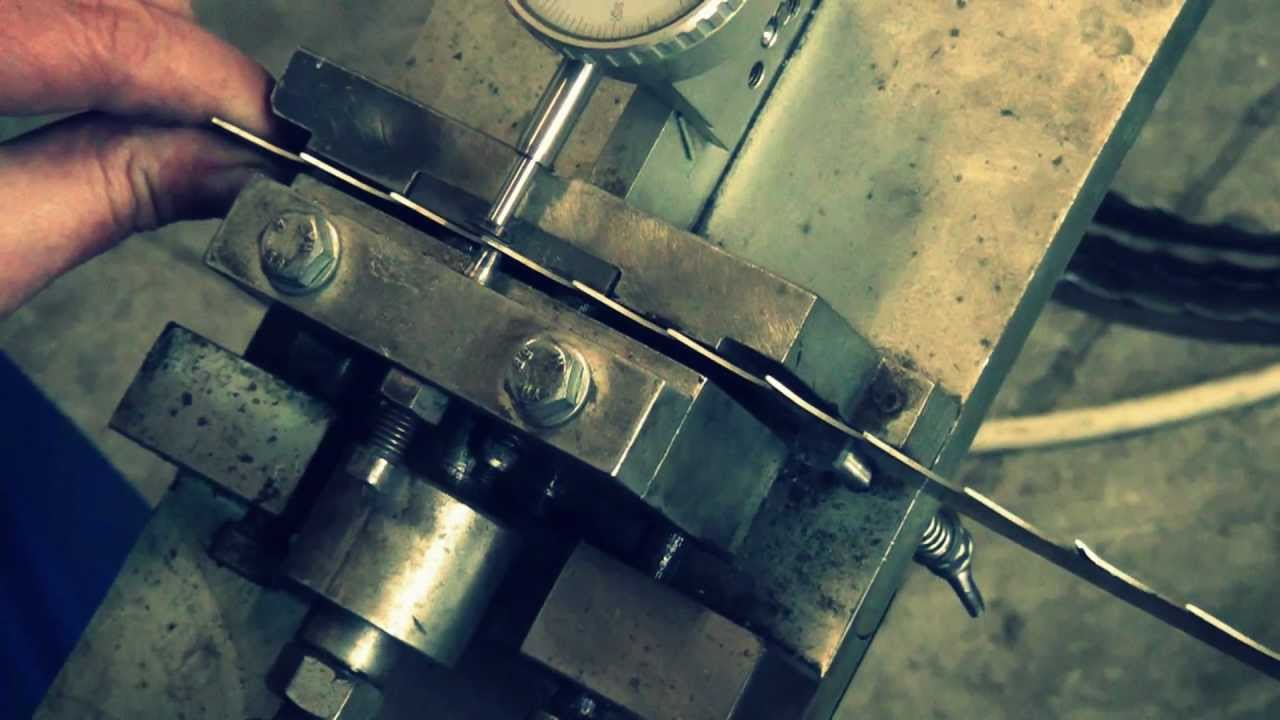
Прежде всего, аккуратно берёте ленту во избежании травм. Потому что, зубья имеют остроту способную повредить Вам руки. И вставляете на станок для заточки. Ленту необходимо установить на все держатели на станке и специальным зажимом зафиксировать.

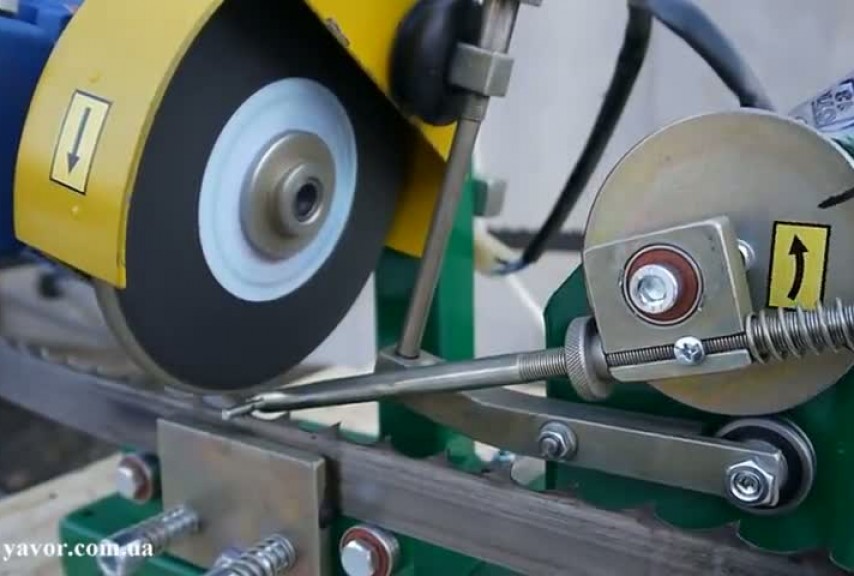
В паз между зубьями опускаем штангу толкателя, с помощью этой штанги регулируется подача ленты. В этот момент сверху на ленту опускается точильный камень, он фиксируется штоком, регулирующим глубину заточки.
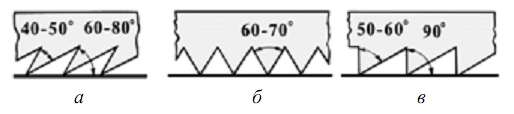
Перед началом запуска заточного станка выставляете угол заточки. Обычно для летнего леса этот угол 55-60 градусов, а для зимнего 70-80. Угол выставляется путём поворота станины на которой закреплён камень, согласно делениям, на корпусе станка.
Обратите внимание, камень для заточки имеет фаску под углом 45 градусов. Во время подготовки к процессу заточки Вы должны поправить камень если фаска не соответствует вышеуказанному углу
Отметим что правка производится инструментом алмаз или простым крупным камнем.
Сразу заметим, что правка простым камнем сложнее и требует некоторых навыков. Так же не соответствует правилам техники безопасности.
Характерные особенности
Для ленточных пил характерны три отличительные черты. Изготавливаются они только из особых сортов инструментальной стали, что обеспечивает высокие показатели прочности и износоустойчивости зубьев. Российские производители обычно используют стали категорий 9ХФ и В2Ф, иностранные компании отдают предпочтение серии С75. В любом случае твёрдость материала должна быть не ниже 45 HRS.
Ширина реза полотна ленточной пилы намного уже, чем у дисковых аналогов. Как упоминалось выше, это является основополагающим фактором при обработке ценных пород дерева и деловой древесины.
Пилы способны без проблем справиться с заготовками любой длины и диаметра. При этом правильно заточенная ленточная пила обеспечивает высокую производительность производства.

Нужно уточнить, что надёжность замкнутых пил объясняется неоднородностью материала, который используется для изготовления полотна.
В частности, тело пильного инструмента обычно выполнено из пружинной стали, обладающей невероятной устойчивостью к растяжению и динамическим нагрузкам. На изготовление режущей кромки идут сорта стали с высоким содержанием вольфрама и кобальта. Отдельные части полотна свариваются между собой высокочастотными токами. Инструменты, изготовленные по такой технологии, могут использоваться для распиловки металла.
Зубья и углы заточки
У ленточный пил различная геометрия зубьев ввиду различного типа и свойств обрабатываемого материала.
Если рассматривать древесину, то зубья подразделяют на:
- — столярные;
- — делительные;
- — для распиловки бревен.
Что касается углов заточки, то тут уж фирма производитель определяет этот параметр. В основном, принято, что чем тверже материал, соответственно, тем меньше передний угол.
Для ленточных пил по металлу, зубья обычно имеют форму — стандартную, либо с положительным передним углом. Этот момент немного разъясню: стандартная форма зубьев применяется для того, чтобы пилить тонкостенный материал, а форма с положительным передним углом, как уже несложно догадаться, для резки толстостенного материала.
Предлагаю взглянуть на небольшую картинку, которая может пояснить, какие профили у зуба могут быть и где они, эти самые профили, применимы.
Помимо этого, важен шаг зубьев. Так, допустим, для тонкостенного материала следует использовать инструмент с малым числом зубьев, а для толстостенных наоборот, с большим числом зубьев на дюйм.
Теперь взглянем еще на картинку, на которой мы наглядно увидим, чем отличаются пилы с переменным шагом зубьев от пил с постоянным шагом зубьев.
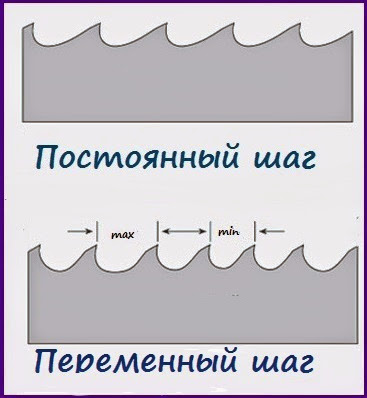
Частенько, пилы делают именно с переменным шагом, дабы устранить эффект резонанса.
Далее, предлагаю узнать, какие виды разводок ленточных пил бывают.
Рекомендации специалистов
- Если для затачивания приспособления используется станок, до начала операции следует его осмотреть и определить, правильное ли положение занимает круг по отношению к пиле.
- Необходимо снять с пазух такой слой стали, чтоб все микроскопические трещины были удалены гарантированно.
- Если пила эксплуатировалась без технического обслуживания дольше периода, допустимого изготовителем, объем металла, убираемого за одно затачивание, нужно увеличить.
- Чтобы проконтролировать итоги операции, всегда применяйте как эталон новое изделие.

Итог неправильной работы – зубчики инструмента подгорели.
- Форма зубчиков – это разработанная и выверенная специалистами характеристика. Изменив ее, вы не сможете эффективно обрабатывать заготовки. Исходя из этого, заточку необходимо производить так, чтобы форма зубьев и профиль полотна оставались изначальными, заводскими.
- При соблюдении всех правил работы и обслуживания ленточный инструмент будет верой и правдой вам служить до тех пор, пока ширина его не сточится до 65 процентов от первоначальной величины.
После завершения работ ленточное приспособление необходимо сразу же очищать от древесного сока, опилок, смолы. Перед началом технического обслуживания инструмент следует внимательно осмотреть, иначе вы засорите круг. Это приведет к значительному понижению эффективности заточки.





Распространенные ошибки
- Пригоревшие пазухи зубчиков пилы. Происходит это вследствие приложения излишних усилий при работе с заточным диском. Данный дефект ведет к тому, что зубцы очень быстро затупляются.
- Неоптимальный угол уклона зубьев и неправильная, угловатая форма пазух.
Такой результат заточки возможен вследствие нескольких ошибок:
- сноса эксцентрика точильного станка;
- неправильно выставленного угла уклона головки автомата.
- неграмотно выбранного профиля заточного диска.
Материалы и их характеристики
Перед началом работ следует знать, для чего используется ленточная пила (лента), какие материалы применяются и какие параметры следует выдерживать при работах по заточке лент.
Ленточная пила является специализированным инструментом для порезки древесины в особых станках. Полотно такого инструмента представляет собой замкнутую ленту, которая может иметь зубцы или плоскую острую режущую кромку (беззубчатую). Такой деревообрабатывающий инвентарь делает очень аккуратные и очень тонкие пропилы, что позволяет использовать их для финишных работ, работы с ценной древесиной, а также для того, чтобы делать как продольно-поперечные распилы, так и распилы под любым углом и в любой плоскости материала. К их достоинствам относят высокую скорость обработки материала, высокий срок эксплуатации режущей кромки и точность линии пропила. Чтобы пила всегда была готова к использованию, а также для качественного реза, необходимо постоянно подтачивать режущую кромку, а при ее износе производить полную заточку.
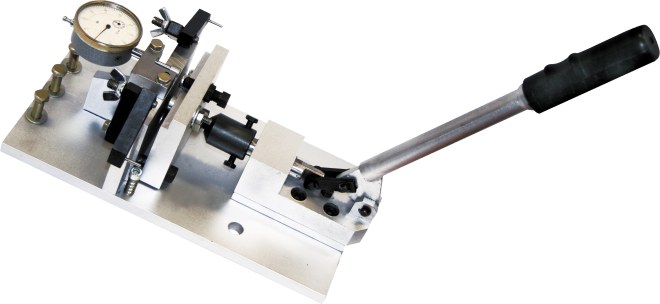
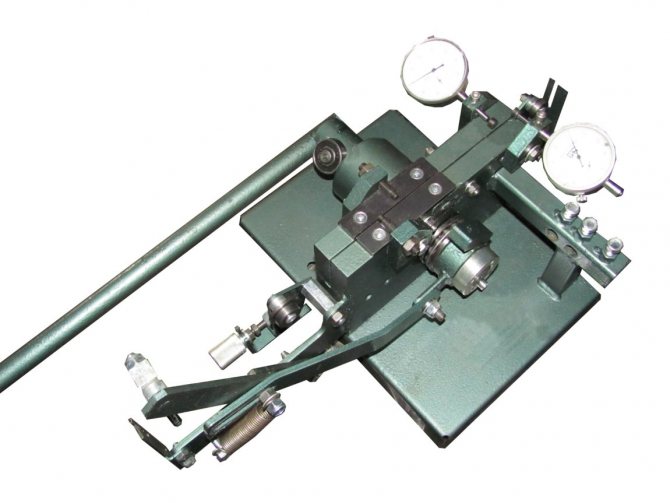
Устройство заточного станка.
Для изготовления полотен наиболее часто применяют сталь 9ХФ или В2Ф. Такие стали имеют твердость 45-55 баллов по шкале Роквела. Более твердые стали практически не применяются. Низкая твердость не способна длительно удерживать остроту режущей кромки, особенно при частой работе инструмента. Так, после обработки твердых пород дерева требуется наточить пилу. Исключения составляют пилы для обработки металла и металлических изделий: там часто используется сталь 100Х18В4 или аналоги, твердость которых составляет 90-95 баллов по шкале Роквела. Правда, не вся пила изготавливается из такого высокопрочного сплава, а только зубцы и 2-3 мм режущей кромки, которая соединяется с остальной лентой специальным лазером. Наточить такие пилы без соответствующего инструмента сложно, а в домашних условиях — нереально. Точат их в специализированных центрах, поэтому процесс их заточки в данном материале рассматриваться не будет.
Мониторинг уровня износа режущей кромки происходит визуально при контроле среза, еще может контролироваться время работы пилы (для сравнения следует засечь скорость распила заготовок одного диаметра при остром и тупом полотне). Осуществляется это довольно просто: тупая лента делает неровные (рваные) поверхности в месте пропила.
Читать также: Самодельные ленточные пилы по дереву чертежи



