
Сверление по разметке, шаблону и кондуктору
Сверлить отверстия можно по выполненной разметке или без неё — с применением шаблона или кондуктора.
Разметка выполняется кернером. Ударом молотка намечается место для острия сверла. Фломастером тоже можно отметить место, но отверстие нужно ещё и для того, чтобы острие не сдвигалось от намеченной точки. Работа выполняется в два этапа: предварительное сверление, контроль отверстия, окончательное сверление. Если сверло «ушло» от намеченного центра, узким зубилом делаются насечки (канавки), направляющие острие в заданное место.

Для определения центра цилиндрической заготовки пользуются квадратным кусочком жести, согнутым под 90° так, чтобы высота одного плеча составляла приблизительно один радиус. Прикладывая уголок с разных сторон заготовки, проведите карандашом вдоль края. В результате у вас образуется область вокруг центра. Найти центр можно по теореме — пересечением перпендикуляров от двух хорд.
Шаблон нужен при выполнении серии однотипных деталей с несколькими отверстиями. Им удобно пользоваться для пачки тонколистовых заготовок, соединённых струбциной. Так одновременно можно получить несколько просверленных заготовок. Вместо шаблона иногда используют чертёж или схему, например, при изготовлении деталей для радиоаппаратуры.

Кондуктором пользуются, когда очень важна точность выдерживания расстояний между отверстиями и строгая перпендикулярность канала. При сверловке глубоких отверстий или при работе с тонкостенными трубками кроме кондуктора могут применяться направляющие, фиксирующие положение дрели относительно поверхности металла.
- https://teplobloknn.ru/instrumenty/sverlenie-metalla.html
- https://WikiMetall.ru/metalloobrabotka/sverlenie-otverstij-v-metalle.html
- https://sverlim.pro/kak-sverlit-metall/
- https://www.rmnt.ru/story/metal/sverlenie-otverstiy-vmetalle-sposoby-instrumenty-poleznye-sovety.1202164/
- https://metalloy.ru/obrabotka/sverlenie/otverstij-v-metalle
- https://www.rinscom.com/articles/tekhnologii-sverleniya-metallov/
- https://vt-metall.ru/articles/602-sverlenie-otverstij-bolshogo-diametra-v-metalle
- https://titan-spec.ru/izdeliya/kak-sverlit-metall.html
Как просверлить каленую сталь в домашних условиях обычным сверлом
Обычную сталь или любой другой металл сверлить несложно, для этого применяются стандартные сверла из быстрорежущего материала. Другое дело – просверлить каленую сталь: здесь нужно потрудиться. После закаливания заготовка приобретает необычайную прочность, и возникает вопрос, как просверлить отверстие в каленом металле, ведь обыкновенное сверло в этом случае уже мало чем может помочь.
Специалисты рекомендуют делать отверстия в деталях до того момента, как произошла закалка. Еще можно попробовать отпустить сталь, затем произвести сверловку и снова закалить материал. Если это экономически оправдано и технически исполнимо, то следует так и сделать, но в некоторых случаях просто невозможно поступить иначе, как приступить к получению канала по уже закаленной поверхности.
Есть несколько способов, которые позволяют просверлить в каленом металле отверстия любого диаметра. Эти методы с большим успехом можно реализовать как на производстве, так и в домашней мастерской.
Сверлим отверстие в каленой стали
Распространение вопроса, как просверлить каленую сталь можно связать с тем, что при применении обычной технологии инструмент быстро затупляется и приходит в непригодность
Именно поэтому нужно уделить внимание особенностям сверления каленого сплава. Среди особенностей технологии отметим следующие моменты:
- Нужно правильно подготовить каленую заготовку.
- В некоторых случаях требуется специальный инструмент.
- Применяется охлаждающая жидкость.
При необходимости можно изготовить сверло для закаленной стали своими руками, для чего требуется определенное оборудование и навыки. Однако, в большинстве случаев применяется покупной варианты исполнения, так как оно лучше справится с задачей при резании каленой стали.
https://www.youtube.com/watch?v=Hser8Ok5_n8u0026t=1s
Процесс сверления каленой стали
Нюансы при сверлении
У рассматриваемой технологии есть довольно большое количество особенностей, которые нужно учитывать. Сверление каленного металла проводится с учетом нижеприведенных моментов:
Перед проведением работы следует уделить внимание твердости поверхности. По этому параметру проводится выбор наиболее подходящего сверла
Определить твердость можно при применении самых различных технологий.
Во время сверления выделяется большое количество тепла. Именно поэтому происходит быстрый износ режущей кромки. В связи с этим во многих случаях в зону резания подается жидкость для охлаждения.
При резании труднообрабатываемого материала время от времени приходится проводить заточку режущей кромки. Для этого применяется обычный заточной станок или специальный инструмент. В качестве абразива подходит исключительно круг с алмазным напылением.
Инструмент для сверления стали
Существуют самые различные методы резания каленной стали. Некоторые из них существенно упрощают проводимую обработку. Только при учете всех нюансов можно повысить качество полученного отверстия.
Полезные приемы при сверлении
Для работы с каленой сталью могут применяться самые различные технологии. Наиболее распространенные технологии характеризуются следующими особенностями:
- Обработка поверхности кислотой. Эта технология характеризуется длительным применением, так как для снижения твердости поверхности требуется довольно большое количество времени. Для травления может применяться серная, хлорная или другая кислота. Процедура предусматривает создание бортика, который будет сдерживать применяемое вещество в зоне резания. После длительного воздействия металл становится более мягким, можно будет провести сверление при использовании обычного варианта исполнения.
- Можно использовать сварочный аппарат для достижения поставленной цели. При воздействии высокой температуры металл становится более мягким, что значительно упрощает процедур.
- Чаще всего применяется специальное сверло. В продаже встречаются варианты исполнения, которые можно применять для обработки каленой стали. При их изготовлении используется металл с повышенной устойчивостью к износу и воздействию высокой температуры. Однако, сложность изготовления и некоторые другие моменты определяют то, что стоимость специального инструмента довольно высока.
Кроме этого, для достижения поставленной цели часто приобретается пробойник. С его помощью можно сделать небольшой отверстие, что упростит дальнейшее сверление.
Выбор формы спусков
Геометрия спусков или форма поперечного сечения клинка выбираются исходя из назначения ножа и предполагаемой сферы применения. Чаще всего встречаются такие профили:
- Прямой клин от обуха. Сечение представляет собой равнобедренный треугольник. Наиболее универсальная форма, сочетающая в себе устойчивость режущей кромки к ударам умеренной силы и невысокое сопротивление во время реза.
- Вогнутые спуски. Такой профиль характерен для опасных бритв: очень нежная режущая кромка, не терпящая ударов и боковых нагрузок, высокие режущие качества. Ножи с таким профилем удобны при небольшой глубине реза, с ее увеличением значительно возрастает сопротивление.
- Выпуклая линза. Наиболее простой в освоении профиль. Линзовидные клинки предназначены для тяжёлых работ и особенно популярны у туристов и выживальщиков. Один из самых известных примеров – шведский Fallkniven «F1»

Существуют также несимметричные спуски, например, у традиционных японских ножей, которыми пользуются профессиональные повара. Для их выведения необходим определенный опыт и специальное оборудование.

На производстве
Для сверления более толстых каленых заготовок используют специальные станки. В них сверло крепится в специальном сверлильном патроне, который закреплен коническим хвостом в пиноли задней бабки. Работа по сверлению осуществляется благодаря линейной подаче сверла и колеса подачи пиноли. При этом и заготовка, и сверло вращается. Максимальный используемый диаметр сверла составляет 1,5 сантиметра. Сверла больших размеров закрепляются хвостиком с переходными втулками. Они идут стандартных размеров. Их называют конусами Морзе.
Сверла бывают:
- Спиралевидные с цилиндрическими и коническими хвостовиками. Ими можно сверлить не только закаленную сталь, но и чугун, а также другие «крепкие» материалы;
- С пластинами из твердосплавных материалов. Также подходят для толстой закаленной стали;
- Сверла глубокого сверления. Используются в тех случаях, когда проделывается отверстие глубиной в 5 раз больше диаметра сверла.
Перед работами поверхность заготовки обрабатывается. Также делается углубление центровочным сверлом. В противном случае сверло начинает «гулять» перед листом стали, и отверстие смещается от центральной оси вращения.
Прежде, чем приступать к сверлению, необходимо помнить, что диаметр отверстия получается больше, нежели диаметр сверла. Эта величина называется разбивка. Для сверла диаметром 1 сантиметр разбивка составит 0,15 миллиметра. Разбивка возникает из-за недостаточной точности во время заточки сверла.









Чтобы получить высококачественное отверстие, на первом этапе используется сверло, размер которого составляет 70% диаметра необходимого отверстия. На втором этапе оно меняется и используется необходимого размера. Более точную обработку получают, применяя зенкерование и развертывание.
Классификация сверл для квадратных проемов
Название «квадратное сверло» происходит от того, какую форму отверстия насадка способна просверлить. Внешне такие сверла имеют вид треугольника (наконечник), но с их помощью удается получать проемы квадратной формы. Классифицируются рассматриваемые насадки по ряду следующих признаков:
- Тип рабочего материала — это может быть древесина, металл или пластик
- Материал, из которого изготовлена насадка. В зависимости от того, в каком материале необходимо получить квадратный проем, насадки изготавливаются из легированной, углеродистой или быстрорежущей стали
- Тип производства насадок — они бывают двух видов: цельные и составного типа. Составные насадки имеют шарнирный (карданный) хвостовик, посредством которого снижается нагрузка на патрон инструмента. Сегодня карданные насадки встречаются крайне редко
- Форма хвостовика — в зависимости от этого параметра можно использовать насадки на дрелях, сверлильных станках и прочих видах оборудования. Сверла Уаттса выпускаются с цилиндрическим, коническим и шестигранным хвостовиком. Фрезы с коническими хвостовиками устанавливаются напрямую в патрон сверлильного станка, а цилиндрические и шестигранные насадки требуют применения специального патрона для закрепления
- Длина сверла — они бывают длинные, средние и укороченные
- Класс точности — нормальный и повышенный
- Диаметр — зависит от того, какой размер квадрата необходимо получить в итоге
- Длина рабочей части — еще один важный параметр, который отвечает за возможность сверления соответствующих отверстий с разной степенью углубленности
- Конструкция — фрезы для квадратных отверстий бывают с накладной рамкой, а также переходником или без него

Квадратные сверла отечественного производства выпускаются с соблюдением стандартов ГОСТ 886-77, ГОСТ 4010-77 и ГОСТ 10902-77. Однако большой популярностью пользуются сверла зарубежного производства, которые изготавливаются с соблюдением соответствующих стандартов. Маркировка указывается на хвостовой части фрезы, где представлена такая информация, как диаметр, материал изготовления и наименование компании.
Необходимый инструмент
В первую очередь необходимо выбрать подходящее сверло. Специалисты рекомендуют брать спиральные модели – на вертикальном стержне сделаны две закручивающиеся канавки. Последние образуют режущую кромку.

При выборе сверла по каленой стали важно обратить внимание на следующие моменты:
Для работы часто используют победитовое сверло. Победит представляет собой смесь вольфрама и кобальта
Оно хорошо справляется с закаленной сталью, так как обладает высокой прочностью.
В основном продают сверла малого диаметра, так как сверла большого диаметра требуют больше материала при изготовлении.
Стоит обратить внимание на угол заточки, назначение сверла и другие характеристики. Они должны соответствовать работе.
Лучше покупать сверла известных фирм
Они более качественные и будут служить дольше. Но если требуется просверлить всего несколько отверстий, можно остановиться и на более дешевых китайских вариантах.
На всех сверлах должна стоять маркировка, по которой легко определить диаметр будущего отверстия, материал изготовления и другие характеристики.

При сверлении закаленной стали можно использовать следующие насадки:
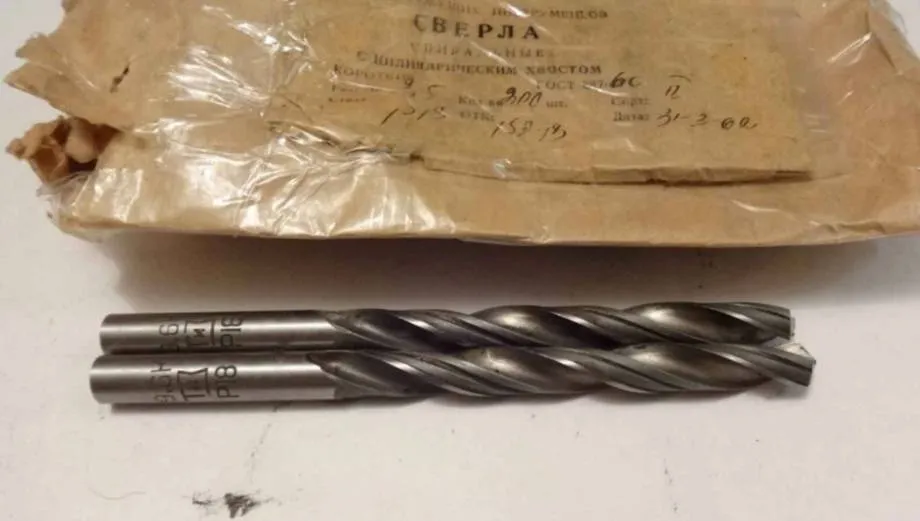
- На базе стали Р18. Эти сверла производили еще в Советском Союзе до 70-х годов. Содержание вольфрама в них достигает 18%, что делает инструмент высокопрочным, не подверженным быстрому износу и перегреву. Вариант подходит для работы на высоких скоростях, но встречается нечасто.
- Сталь «Р6М5К5». Еще один российский вариант. Содержание вольфрама – 6%, кобальта – до 5%. Это обеспечивает сверла высокой прочностью и хорошей сопротивляемостью тепловым нагрузкам.
- Сталь «HSS-Co». Это иностранная сталь, ее состав похож на состав предыдущей марки.
Также можно использовать сверла для керамогранита, но в процессе работы их необходимо подтачивать. Подходят сверла по стеклу и керамике. Работать с ними можно на невысоких скоростях и со слабым нажимом, также место сверление придется смазывать.
Еще один вариант – универсальные сверла для работы с любыми материалами, например, насадки «Bosch multi construction». У них есть наконечники из твердого сплава, которые хорошо пробивает твердые заготовки.
Самодельное сверло
Многие не желают тратить слишком много денег на профессиональные сверла для каленого металла, если требуется сделать всего пару отверстий. В этом случае можно изготовить сверло самостоятельно из имеющегося. Для этого нужно выбрать сверло, в состав которого входят кобальт и вольфрам – иными словами, взять победитовое сверло. Оно достаточно прочное и хорошо справится с работой. Чем выше содержание указанных металлов, чем прочнее будет сверло.
Далее действуют по схеме:
- Прочно закрепляют сверло в тисках, чтобы оно не выпало.
- Для заточки используют алмазный диск – другие материалы не справятся.
- Торец затачивается так, чтобы получилась поверхность как у плоской отвертки.
- Режущие кромки затачиваются до получения острого конуса.
Чем сверлить закаленную сталь? — Станки, сварка, металлообработка

Для улучшения основных характеристик металла зачастую проводится его закалка. Подобная технология предусматривает повышение твердости изделия за счет сильного нагрева металла и его быстрого охлаждения.
В некоторых случаях после проведения термической обработки приходится выполнять сверление. За счет повышения подобной характеристики провести сверление каленного металла становится сложнее.
Рассмотрим все особенности сверления каленой стали подробнее.
Как просверлить каленую сталь
Сверлим отверстие в каленой стали
Распространение вопроса, как просверлить каленую сталь можно связать с тем, что при применении обычной технологии инструмент быстро затупляется и приходит в непригодность
Именно поэтому нужно уделить внимание особенностям сверления каленого сплава. Среди особенностей технологии отметим следующие моменты:
- Нужно правильно подготовить каленую заготовку.
- В некоторых случаях требуется специальный инструмент.
- Применяется охлаждающая жидкость.
При необходимости можно изготовить сверло для закаленной стали своими руками, для чего требуется определенное оборудование и навыки. Однако, в большинстве случаев применяется покупной варианты исполнения, так как оно лучше справится с задачей при резании каленой стали.
Процесс сверления каленой стали
Нюансы при сверлении
У рассматриваемой технологии есть довольно большое количество особенностей, которые нужно учитывать. Сверление каленного металла проводится с учетом нижеприведенных моментов:
Перед проведением работы следует уделить внимание твердости поверхности. По этому параметру проводится выбор наиболее подходящего сверла
Определить твердость можно при применении самых различных технологий.
Во время сверления выделяется большое количество тепла. Именно поэтому происходит быстрый износ режущей кромки. В связи с этим во многих случаях в зону резания подается жидкость для охлаждения.
При резании труднообрабатываемого материала время от времени приходится проводить заточку режущей кромки. Для этого применяется обычный заточной станок или специальный инструмент. В качестве абразива подходит исключительно круг с алмазным напылением.








Инструмент для сверления стали
Существуют самые различные методы резания каленной стали. Некоторые из них существенно упрощают проводимую обработку. Только при учете всех нюансов можно повысить качество полученного отверстия.
Полезные приемы при сверлении
Для работы с каленой сталью могут применяться самые различные технологии. Наиболее распространенные технологии характеризуются следующими особенностями:
- Обработка поверхности кислотой. Эта технология характеризуется длительным применением, так как для снижения твердости поверхности требуется довольно большое количество времени. Для травления может применяться серная, хлорная или другая кислота. Процедура предусматривает создание бортика, который будет сдерживать применяемое вещество в зоне резания. После длительного воздействия металл становится более мягким, можно будет провести сверление при использовании обычного варианта исполнения.
- Можно использовать сварочный аппарат для достижения поставленной цели. При воздействии высокой температуры металл становится более мягким, что значительно упрощает процедур.
- Чаще всего применяется специальное сверло. В продаже встречаются варианты исполнения, которые можно применять для обработки каленой стали. При их изготовлении используется металл с повышенной устойчивостью к износу и воздействию высокой температуры. Однако, сложность изготовления и некоторые другие моменты определяют то, что стоимость специального инструмента довольно высока.
Кроме этого, для достижения поставленной цели часто приобретается пробойник. С его помощью можно сделать небольшой отверстие, что упростит дальнейшее сверление.
Использование смазочных материалов
При сверлении каленой стали возникает серьезное трение. Именно поэтому рекомендуется приобретать и использовать различные смазочные материалы. Среди особенностей подобного метода обработки отметим следующие моменты:
- Для начала проводится обработка зоны сверления. На поверхность, где будет находиться отверстие, наносится небольшое количество смазывающего вещества.
- Масло добавляется на режущую кромку. Для обработки каленой стали требуется небольшое количество вещества, но его время от времени нужно добавлять, так как при вращении инструмента оно разлетается.
- Во время работы рекомендуется делать перерывы для остывания режущей поверхности и обрабатываемой поверхности.
Как просверлить отверстие в каленом металле: сверление закаленной стали
Как просверлить каленую сталь, методы.
Конечно, сверлить сталь надо до каления. А если вам попалась калёная заготовка (особенно толстая) — отпустите её, просверлите дырки обычным сверлом и снова закалите, если в этом есть необходимость. Но, не всегда такой вариант возможен и оправдан, иногда возникают нестандартные ситуации, в которых надо просверлить (продырявить) сталь уже сильно каленную.
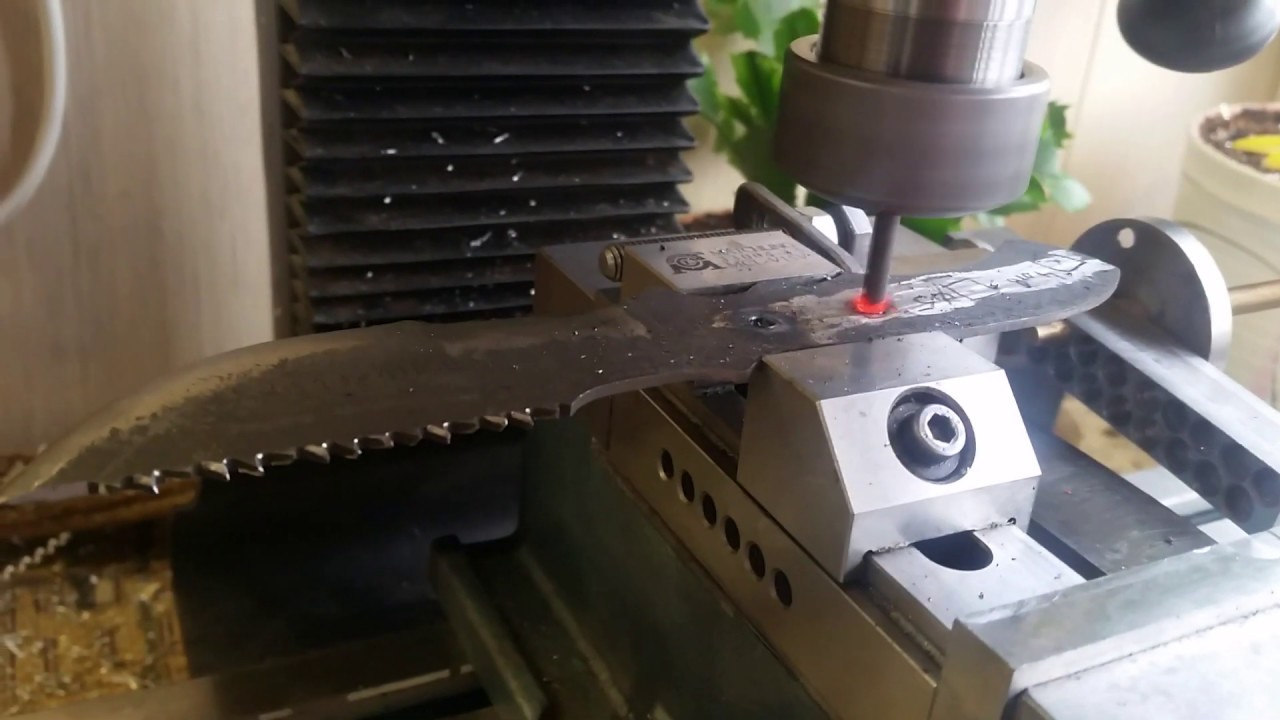
Ну, к примеру, сломалось лезвие ножа, или вы решили сделать нож из обломка пилы. Жаль выкидывать такой ценный материал, мастеровитые люди обычно таким вещам дают вторую жизнь…
Да, это не технологично, но народные умельцы придумали много различных способов, как сверлить калённую сталь, или — как делать в ней дырки. Чтобы это сделать меньшими усилиями, исходить надо из тех возможностей и материалов которые у вас есть, а также смотря для каких целей. Может быть, вместо отверстия, вас устроит просто прорезь болгаркой, в которую можно пропустить винт и закрепить деталь.
Просверлить каленый металл.
Чтобы прорезь получилась меньше, надо делать её с двух сторон, а обрезной диск испльзовать самого маленького диаметра, т.е. почти стертый.
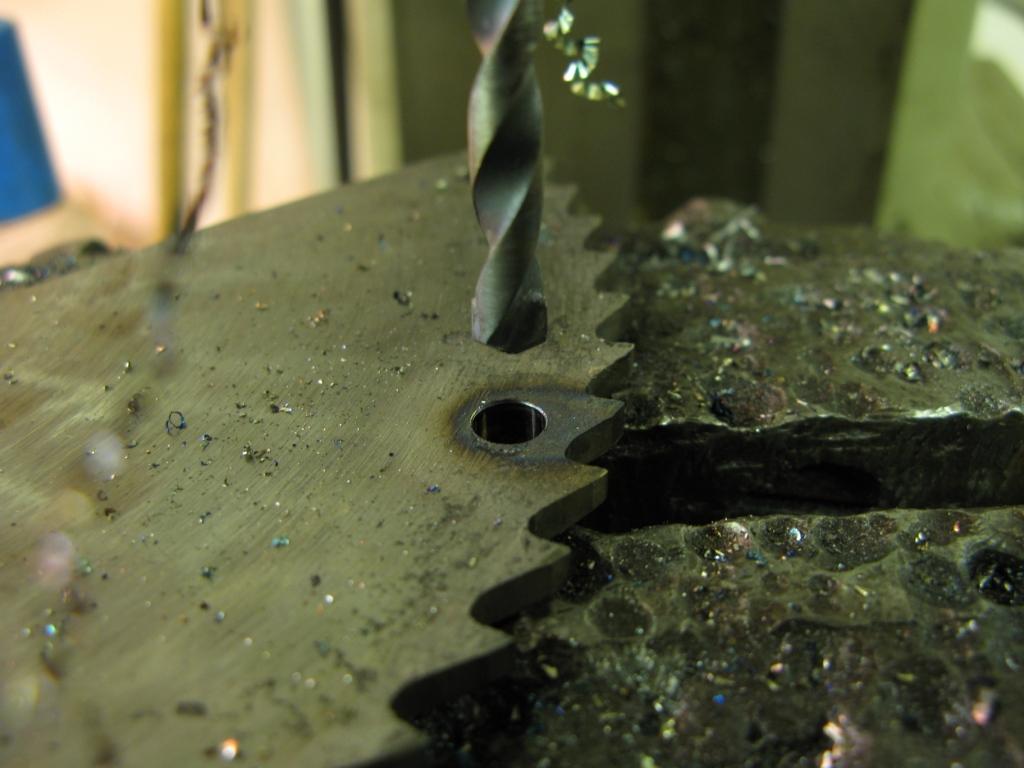
Перед сверлением надо хорошо обследовать сталь, насколько она твердая (крохкая), а отсюда уже выбирать методы. Если все-таки сталь хоть немножко гнется, а затем ломается (это можно определить по обломанному торцу), то её можно просверлить и обычным сверлом с победитовыми напайками, т.е. сверлом по бетону. Правда, сверло надо чтобы было острое. Заточить или подправить победитовое сверло можно легко на алмазном круге.
При сверлении калёной стали надо достаточно сильно прижимать дрель и сверлить на больших оборотах, смазав место сверления. Легче будет проделать отверстие, если сверлить сначала сверлом меньшего диаметра, а затем побольше. Площадь сопротивления будет меньше, а следовательно сверло будет идти в материал легче…
Тонкую сталь, под нож например, можно просверлить калёными стержнями или победитовыми, затачивать надо как сверло и сразу несколько штук (сделать пику и заточить 2 грани), и по мере их затупления менять. Пару минут и дырка готова…
Следующий способ долгий, требует несколько часов, зато надежный. Дырку в стальной пластине можно легко протравить кислотой: серной, азотной, или хлорной, подойдет и 10-15%-я. Делаем из парафина бортик нужного диаметра и формы, капаем туда кислоту и ждем. Отверстие получается немножко больше чем диаметр бортика, это надо учитывать. Чтобы ускорить процесс, заготовку можно немножко подогреть, примерно до 45 градусов.
Если у вас есть сварочный аппарат, это тоже можно использовать. Дырку можно просто пропалить в заготовке или местно «отпустить», а затем просверлить. Оплавленные края зашлифовать затем и порядок.
Есть, конечно, специальные сверла для таких целей, но они не дешевые, в пределах 4 долларов за штуку. Это трубчатые алмазные сверла для высоко углеродистых сталей, а также подойдёт и перовидное сверло, предназначенное для сверления стекла. Перовидным сверлом надо пользоваться аккуратно, сильно не жать, чтобы не перегреть и не сломать.
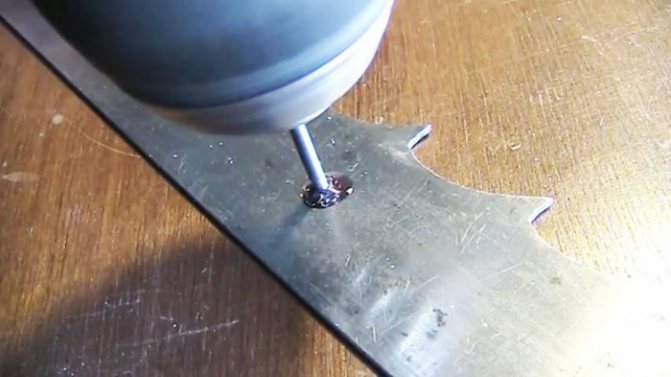
Сделать отверстие в стальной пластине можно ещё методом прожигания, на больших оборотах и специальной твёрдосплавной насадкой. Для этого делаем специальное «сверло». Из победитовой пластины (можно использовать зуб от дисковой пилы) делаем заготовку круглого сечения и затачиваем её под конус. Вставляем в электродрель и на больших оборотах прожигаем дырку в пластине. Вся операция занимает всего несколько минут.
Если сталь не очень крохкая, можно пробить дырку нужного диаметра пробойником, через потставку такого же или чуть большего диаметра. Например, ножовка по дереву или обломанный шпатель легко пробивается таким методом.
Нержавейку сверлить будет намного легче, если капнуть паяльной кислоты в место сверления.
А если есть доступ на предприятие, где стоит электро-эрозионный станок, то на таком станке отверстия можно делать без проблем, в считанные минуты.
Вот пока все методы сверления калёной стали. Появятся ещё какие-то, допишу, а если у вас есть свой метод сверления каленной стали, напишите.
Виктор Донской www.masteru.org.ua
Изготовление самодельного сверла
При необходимости можно провести изготовление сверла из каленой стали. Среди основных рекомендаций по проведению подобной работы отметим:
- Подбираются стержни, которые изготавливаются из сплавов вольфрама и кобальта. В народе подобный металл называют победитом. В сравнении с обычным сверлом подобный вариант исполнения характеризуется повышенной устойчивостью к износу.
- Для обработки заготовки нужно закрепить ее в небольших тисках. В противном случае провести работу будет довольно сложны.
- Для затачивания подобной поверхности требуется алмазный камень. Обычный не выдержит длительную работу.
- Торцевая поверхность затачивается таким образом, чтобы получилась поверхность, напоминающая плоскую отвертку. После этого режущие кромки затачиваются для получения острого наконечника.
Для того чтобы снизить степень обрабатываемости поверхности проводится добавление масла. За счет этого обеспечивается длительная обработка по причине уменьшения силы трения и снижения температуры.
Самодельные сверла по каленке
В заключение отметим, что обработка каленой стали должна проводиться исключительно при применении специальных инструментов. Для работы требуется сверлильный аппарат, так как ручной не позволит получить требуемое отверстие.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Легко! Любое победитовое сверло возьмет такую сталь. Можно и алмазное использовать, если нет под рукой победитового.
Если по условиям эксплуатации допустимо, чтобы участок, где нужно отверстие, может не иметь закалки, то можно локально прогреть это место, чтобы сделать отпуск и потом просверлить отверстие в этом месте уже обычным сверлом.
Ну, есть ещё плазменные, лазерные, электроэрозионные и другие методы обработки материалов, но это уже для тех, у кого есть под рукой соответствующее оборудование.
Сообщение митяй » 09 ноя 2011, 22:12
Да нах того хиндерера с его фиксаторами! Так буду ходить!
То есть даже если просверлить отверстие(нужного диаметра и не отпустить железку перегревом), то основные трудности начнутся потом — с нарезкой резьбы. На фиг, на фиг. Это уже в будущем, если надумаю плашку менять на самодельную, то тогда уже и насверлю нужных отверстий, и резьбу в них посажу — а потом уже и закалить можно будет.









Читать также: Окпд 2 шуруповерт аккумуляторный
Зато тема получилась насыщенная на полезные советы.
Сообщение kuhuk » 10 ноя 2011, 02:13
Сообщение Aleks » 10 ноя 2011, 09:48
kuhuk Высоко — это выше 56. 57. Да и то смотря к чему.
Ну ты же помнишь смертоубийственный кинжалище, помишь, как я засверливал через две втулки для соосности отверстие в хвосте. При таком раскладе у меня твердосплав достаточно быстро бы ушел в небытие. А вот быстрорезом аккуратненько с минимальными оборотами и с грамотной смазкой взял. Долго, нудно, с постоянным подтачиванием, но осилил. Не перегрел, не сжог, а именно просверлил. А ведь там было около 53 единиц! Твердосплавом было бы гораздо быстрее и проще, но в тех условиях на тех биениях патрона он бы и нескольких секунд не продержался. Так что возможно ХОРОШИМ быстрорезом сделать отверстие. Сложно, но можно. Твердосплавом проще.
А вот резьба — в тако отверстии — это действительно проблемища.
Нож в домашних условиях
Не стоит спешить избавляться от старого напильника, ведь ему можно найти полезное применение в быту. Так, это подручное средство является прекрасной заготовкой для изготовления самодельного ножа, который можно будет использовать в дальнейшем в разных целях (на кухне, на охоте, для резьбы по дереву, гравировки и пр.).
Особенности самодельного клинка
Самодельные ножи, выполненные из потерявшего свою актуальность напильника, рессоры или любых других тяжелых стальных инструментов, имеют не только существенные преимущества, но и определенные недостатки. Ознакомиться с ними должен каждый мастер, который решится на изготовление клинка своими руками. И чаще всего речь идет о таких особенностях:
- Чтобы изготовить по-настоящему качественный нож, необходимо использовать хороший донор, поэтому лучше сразу отказаться от дешевого сырья китайского производства. А вот напильники, толстые сверла, предназначенные для работы с металлом, рессоры, торцевые ключи и шатуны из старых запасов, напротив, станут отличным подспорьем.
- При желании можно изготовить нож из напильника без ковки своими руками, правда, в этом случае придется попотеть, так как выбранный донор является чересчур толстым для изготовления тонкого упругого лезвия. Это означает, что мастеру придется поработать молотком, чтобы снять с заготовки максимальную толщину излишков.
- Если использовать ковку, то на выходе можно получить прочное, упругое и износостойкое изделие. Без ковки ножи получаются более хрупкими, даже если проводить процедуру закаливания по всем правилам.
- Не стоит делать лезвие слишком вычурным и фигурным, ведь чем грубее будет его дизайн, тем более простой, легкой и быстрой окажется обработка заготовки.
- В домашних условиях невозможно обточить напильники, изготовленные из легированной стали, так как для этого требуется специальное оборудование. В обратном случае заготовка будет стачиваться вместе с применяемыми абразивными инструментами (в этом случае со специальным наждаком).
Ознакомившись с особенностями домашнего изготовления ножа из напильника (плюсы и минусы, возможные трудности и нюансы), можно приступать к подготовительному процессу.
Подготовка материалов и инструментов
Одно из главных преимуществ изготовления ножа из напильника без термообработки своими руками заключается в том, что оно не требует использования дорогостоящих материалов и инструментов. Обычно начинающий мастер может ограничиться таким набором подручных средств:
- Старый напильник. В идеале использовать донор уже с полностью сточенными зубцами, что в значительной мере облегчит его обработку.
- Несколько экземпляров ножовки по металлу с высокой зернистостью.
- Рабочий напильник с широкой удобной рукояткой.
- Брус и наждачная бумага для обточки.
- Верстак.
- Железные тиски.
- Дерево для рукоятки и специальная ножовка для работы с ним. Этот материал можно заменить латунной пластиной.
Если для изготовления ножевой рукоятки будет использоваться дерево, нужно заранее подготовить эпоксидный клей для его крепкой фиксации со стальным клинком и деревянную пропитку, которая увлажнит материал и будет противостоять его растрескиванию и усыханию.



