
Пайка полипропиленовых труб: требование правил безопасности
Работа со сварочным устройством для ПП-труб не представляется сложной, тем не менее, на данном технологическом процессе существует риск получения термических и электрических травм, а также имеется возможность отравления сварочными парами.
Перед тем как паять полипропиленовые трубы сварщик должен иметь защитную спецодежду, рукавицы и обувь, а также проверить работоспособность сварочного аппарата: отсутствие видимых повреждений на кабельной линии и корпусе паяльника. На рабочем месте должна быть аптечка с минимальным набором медицинских средств, в том числе от ожогов, бинты и лейкопластырь.
В целях безопасности монтаж выполняется на свободной площадке. Для того, чтобы объединить часть трубы в 1 м, необходим запас площади в 2 м2. При выполнении сварочных работ рабочая зона не должна иметь посторонних предметов, проходы должны быть свободными. Поэтому при сварке сложных конструкций, приходится часто переворачивать трубы, поэтому нужно быть особенно осторожным, чтобы не перевернуть паяльник. Надо знать, что при нагреве ПП-труб формируются ядовитые пары. Для того чтобы их не вдыхать потребуется частое и тщательное проветривание рабочего помещения.
Комплект для сварки труб
Если сварку полипропиленовых изделий приходится проводить регулярно, то целесообразно приобрести специальный сварочный комплект, который сразу продается в соответствующем чемоданчике. Средняя стоимость его составляет около ста долларов, а состоит он из:

- нагревательного элемента;
- тефлоновых насадок разных размеров;
- ножниц для резки полипропиленовых труб;
- болтов, которыми крепятся на нагревательном элементе насадки;
- уровня;
- подставки для нагревательного элемента;
- шестигранника для закрутки болтов.
В случае же, когда сварочные работы производятся от случая к случаю, более рационально взять сварочное оборудование в аренду.
Как выбрать качественную полипропиленовую трубу
Для того, чтобы выбрать качественные полипропиленовые трубы стоит знать и учитывать следующие моменты:
- Краситель, используемый при изготовлении полипропиленовых труб тоже имеет достаточно большую плотность (1,15 — 2,7). Его содержание в трубе обычно от 0,05% до 2%. Содержание в фитинге от 0,05 до 3%. Некоторые изготовители используют очень концентрированный краситель для уменьшения его процентного содержания в трубе. Оставшийся объём замещается мелом или тальком. В результате таких действий качество полипропиленовых изделий падает. К сожалению определить это достаточно проблематично.
- При выборе полипропиленовой трубы стоит руководствоваться ГОСТ-ом 32415-2013. Для покупки наиболее качественного изделия стоит промерить её штангенциркулем. В том случае, если полученные результаты не укладываются в ГОСТ, изделие лучше не брать. Помимо этого не стоит брать овальные или просаженные трубы.
Помимо вышеперечисленных нюансов существуют моменты связанные с производителем, либо с содержанием дополнительных веществ:
Качество импортных полипропиленовых изделий выше отечественных, но в то же время выше в цене примерно на 20%. Эталоном качества считаются полипропиленовые трубы Borealis
В случае выбора труб до 60 мм стоит обратить внимание на изделия Сибур и Лукойл.
При выборе полипропиленовых труб, содержащих стекло, стоит знать, что его оптимальное содержание в полипропилене от 17 до 22%. В том случае, если рамки этого показателя не будут соблюдены, может возникнуть либо линейное расширение трубы, либо возрастёт её хрупкость
Для определения содержания стекла необходимо его плотность (2,5 — 2,6) умножить на объём трубы. Затем перемножить плотность полипропилена (0,9) на тот же объём. Разница покажет содержание стекла.
При выборе полипропиленовых труб с алюминием (фольгой) стоит проверить следующие момент. Попробовать просунуть канцелярский нож между слоем полипропилена и алюминия. В том случае если нож зайдёт хотя бы на 1 мм, трубу брать не стоит. Качественная труба изготовлена с применением перфорированной фольги, для улучшения сцепления слоёв.
Для того, чтобы выбрать качественное изделие без применения вторичного сырья, стоит узнать цену полипропилена на бирже, добавив накладные расходы и прибыль. По итогу, качественный продукт будет стоить больше 140 — 160 руб/кг.
Метод склейки
 Трубы из пластика можно и клеить, хотя многие сантехники считают такой способ крайне ненадёжным. И поэтому на практике клей для соединения труб применяется только в комбинации с фитингами.
Трубы из пластика можно и клеить, хотя многие сантехники считают такой способ крайне ненадёжным. И поэтому на практике клей для соединения труб применяется только в комбинации с фитингами.
Перед нанесением клея трубу обрезают и избавляются от заусенцев на ней. Также с неё нужно убрать пыль и провести тщательное обезжиривание тех участков, на которые предполагается наносить клей (то есть придётся купить специальное средство для обезжиривания). Затем нужно завести трубу в фитинг, чтобы проверить, насколько хорошо они совмещаются друг с другом.
Теперь можно тонким слоем наносить клей на место будущего контакта. Сразу же после этого трубу до упора вставляют в фитинг и держат в таком положении около двух минут, чтобы клей схватился. А остатки клея, появившиеся на наружной поверхности, удаляются тряпочкой.

Клей высохнет примерно в течение 15-20 минут. Однако пускать через трубопровод воду (или что-либо другое) нужно только не ранее, чем через 24 часа.
Некоторые виды пластика (допустим, тот же полипропилен) клеятся с большим трудом. Чтобы полипропиленовые детали хорошо соединялись между собой, придётся приобретать качественный клей, специально предназначенный для этого материала.
Можно сделать вывод, что способов соединения труб из пластика без применения пайки предостаточно
Самым надежным из них считается муфтовый метод, а склейка помогает только в экстренной ситуации, и применять ее нужно с осторожностью
Ошибки во время пайки, способы, позволяющие их избежать
Больше погрешностей при сваривании полимерных изделий появляется при отсутствии опыта. Но и у мастеров тоже случаются ошибки:
низкая точность размеров труб на этапе резки, в результате при соединении частей нет возможности правильно расположить трубопровод, что особенно важно, когда он проходит на участке сложной конфигурации;
изменение положения труб относительно друг друга при стыковке (когда не были учтены допуски), что приводит к увеличению напряжения на шовном соединении;
неравномерный нагрев: полипропилен быстро остывает, пока нагревается одна часть трубы, другая уже холодная, что не позволяет произвести пайку, в результате при повышении давления в трубопроводе нарушается герметичность шва, происходит затопление помещения;
нарушение правил нагрева: не учитывается длительность пайки, остывания, глубина сварки, что также не позволяет обеспечить высокое качество шовного соединения.
Правила, которые помогут предупредить появление ошибок:
- отсутствие зазора между деталями, которые стыкуются;
- выдержка времени пайки, иначе произойдет недостаточный нагрев материала, он не наберет достаточную вязкость, а при перегреве уменьшается внутренний диаметр;
- зона монтажа не более 1,5 м, т. к. иначе увеличится задержка при выполнении операций во время пайки;
- в неотапливаемом помещении полипропилен быстро остывает, чтобы выполнить сварку, необходимо предварительно прогреть воздух;
- нельзя допускать перепад температур между свариваемыми частями трубопровода.
После соединения полимерных изделий их нужно плотно удерживать, не меняя положения
Принимают во внимание длительность пайки – для разных видов труб значение этого параметра отличается. По истечении данного отрезка времени можно отпустить изделие, но не рекомендуется сразу же подавать воду в систему
Необходимо контролировать качество пайки. Стыки на каждом из участков должны быть одинаковыми (допускается минимальная погрешность). Иногда при перегреве внутренний диаметр трубы уменьшается в 2-3 раза. Обнаружить дефект можно только при проверке трубопровода – в данном случае уменьшится напор.
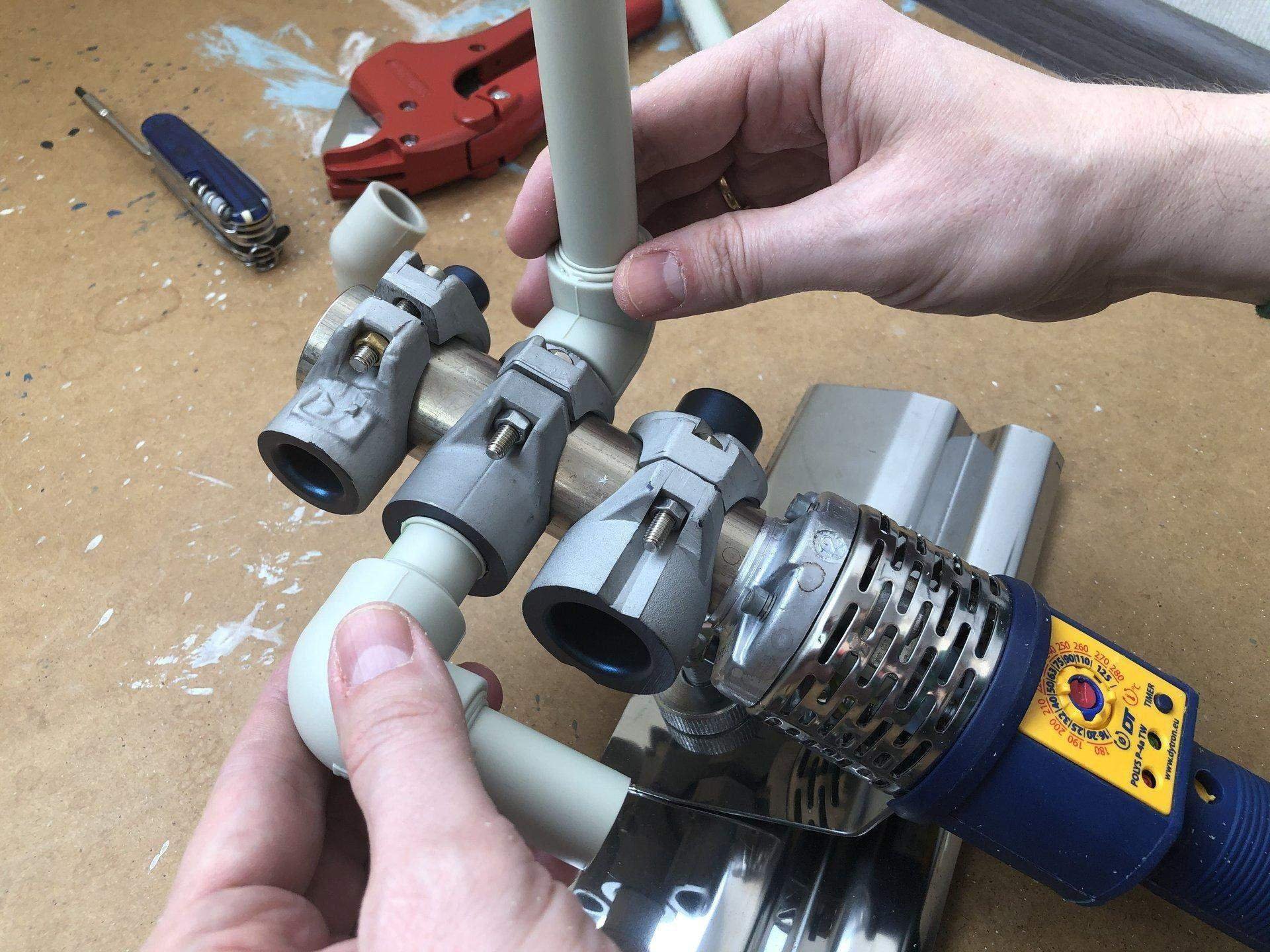
Пайка отопления полипропиленовыми трубами: основные правила
Соединение труб
Формат и качество современных материалов и оборудования позволяет осуществлять монтаж надежного водопровода своими руками. Подготовка к работам и сам технологический процесс должны соблюдаться также, как это делают профессионалы. Не забудьте правильно подключить холодный и горячий стояки. Технология включает следование следующим правилам монтажа:
Вне зависимости от типа используемого аппарата оборудование следует держать в рабочем режиме на весь период пайки. Необходимо учитывать, что между каждым соединением в бытовых условиях необходимо будет делать новые замеры, уточнять схему разводку и размеры отдельных элементов. Обычно на это уходит не более 5 минут;
Бытовой водопровод монтируется на место эксплуатации готовыми участками. Сам процесс пайки происходит в удобном месте, в нестесненных условиях. Насадки, подобранные под диаметр труб, следует одевать заранее, чтобы избежать получения ожогов. В аппарат следует вставлять и нагревать оба конца стыкуемых элементов одновременно;
Перед тем как будет осуществлен разогрев внутренней и внешней поверхностей полипропиленовых труб, следует определить глубину шва. Чтобы нанести риску моно воспользоваться свободной насадкой. Методика разметки применяется не только при соединении в попутном направлении, Полипропиленовые трубы обладают достаточной гибкостью, что обеспечивает создание достаточно адаптивных схем разводки. Поэтому риски наносятся обязательно при формировании стыков под углом.
Сваривание полипропиленовых труб происходит однократно. Если качество соединения неудовлетворительное, переделать шов будет невозможно. В этом случае часто обрезают неудачный участок стыковки, что создает перерасход материала
Поэтому крайне важно не торопиться, что не переделывать работу и не бегать в магазин за недешевыми трубами.
Самое главное и простое правило стыковки полипропиленовых элементов – надежное удержание трубок и фитингов до момента затвердевания после разогрева. Ввиду малых сроков остывания многие предпочитают пользоваться руками, что опять же повышает риски получения некачественного шва. Самый надежный способ удержания стыкуемых ППР частей заключается в использовании струбцины. В сочетании с соблюдением остальных правил такой подход обеспечит лучшее качество шва и герметичность всего водопровода в целом.







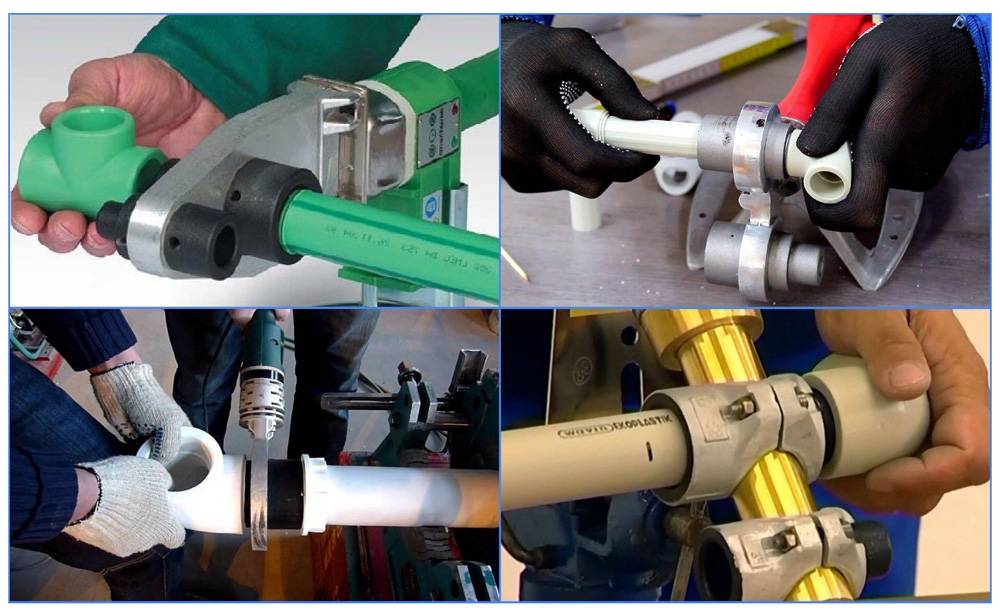
Спаивание труб
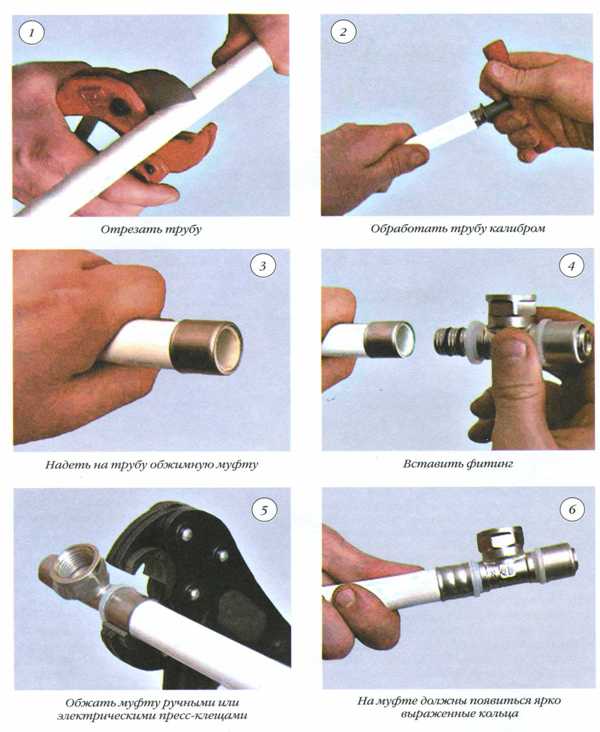
Рассмотрим соединение труб методом спаивания:
- С помощью ножовки или острых ножниц, не деформирующих пластик, отрезать трубы под углом 90̊. Если вы не знаете, как отрезать трубу под углом, нужно прочесть дополнительную информацию.
- При наличии на торце заусениц тщательно их счистить.
- Разметить глубину спайки, т.е. отмерить на трубе участок определенной длины для вхождения в муфту или тройник и нарисовать маркером риску. Помнить, что длина погружения в соединяющий элемент находится в прямой зависимости от диаметра изделий. Чем крупнее трубы, тем глубина спаивания должна быть больше.
Алгоритм действий немного изменится, если трубы армированные. Тогда перед процессом спаивания нужно обработать верхний слой трубного изделия, включающий фольгу из алюминия, волокно из базальта или капрона. С помощью специального инструмента легко удалится необходимая величина слоя
Нужно обратить особое внимание на тщательность снятия фольги. Даже незначительные ее излишки на трубе негативно отразятся на герметичности спайки
Дальнейшие действия процесса спаивания:
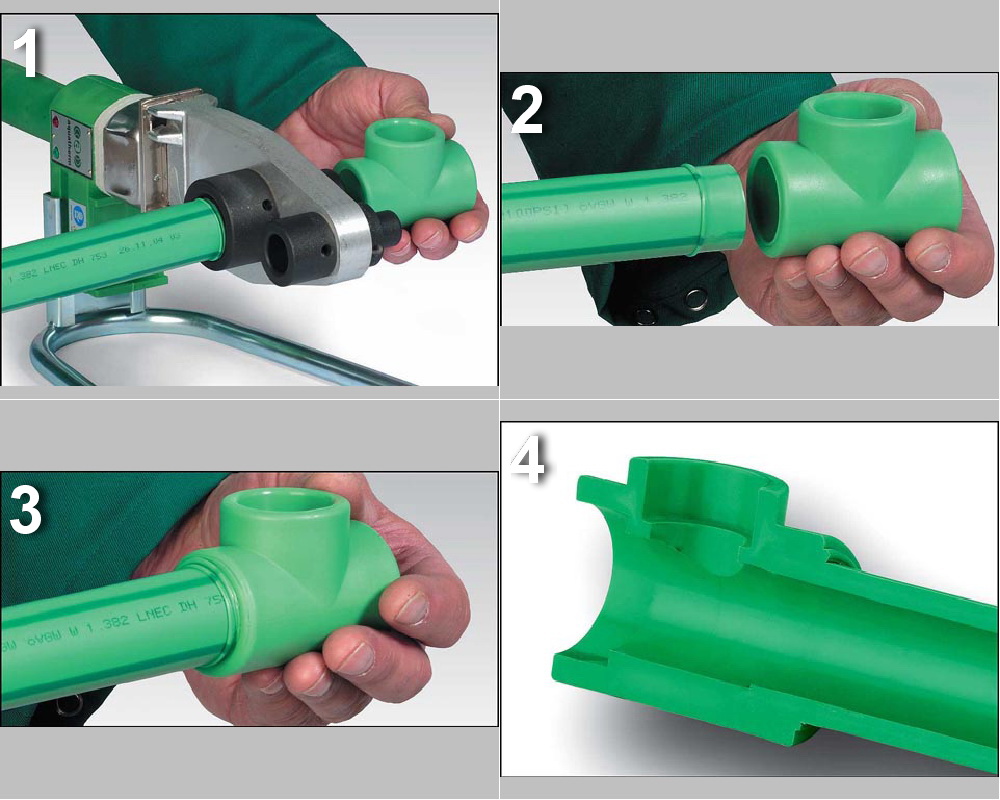
- Установить на гладкую и надежную поверхность паяльник с насадками, которые заранее подобраны согласно диаметру труб.
- Одновременно на раскаленную насадку с двух сторон насаживают трубу и фитинг, продвигая до нанесенной маркером разметки.
- Разогреть пластик, выдержав определенное время, которое зависит от диаметрального размера труб. Например, если величина поперечного сечения изделия составляет 20 мм, то для разогрева достаточно 6 сек; если 32 мм — 8 сек.
- Затем элементы снимают с насадки и обеспечивают прочную фиксацию друг в друга. Ни в коем разе не производить поворотных движений.
- Чтобы обеспечить прочное сцепление стыка, нужно выдержать 4-10 сек. Этого времени будет достаточно для качественного застывания полипропилена и получения неразъемного соединения.
Обратите внимание, что очень важно соблюсти необходимое время нагрева. Если разогрев недостаточный, могут образоваться протечки. Излишний перегрев приведет к запаиванию пространства внутри трубы и возникновению оплыва
Не стоит его тут же удалять, т.к. разогретый пластик начнет деформироваться еще больше. Лучше подождать, пока изделие окончательно остынет, а потом удалить излишки
Излишний перегрев приведет к запаиванию пространства внутри трубы и возникновению оплыва. Не стоит его тут же удалять, т.к. разогретый пластик начнет деформироваться еще больше. Лучше подождать, пока изделие окончательно остынет, а потом удалить излишки.
Общие технологические приемы сварки ПП-труб
Перед началом сварочных процессов требуется тщательным образом проанализировать сборочную схему. А также и очередность выполнения соединений. Для этого выполняют эскиз с обозначением основополагающих элементов. После сварки полифузное соединение становится неразъемным. Вот здесь могут возникнуть условия, когда выполнение следующего сварного участка станет невозможным. Это особенно часто происходит при сварке полипропиленовых труб в малодоступных зонах. Поэтому непродуманная схема обвязки, может привести к необходимости демонтажа уже собранных узлов.
В процессе монтажа пропиленовых сантехнических деталей и узлов необходимо учитывать их физические качества — способность значительно расширяться при нагревании. Особенно данное предостережение имеет отношение к ПП-трубам с расширением – 0.151 мм/м*К . По этой причине, перед тем как паять полипропиленовые трубы для отопления с длинными лучами, потребуется разместить на линии специальные технологические устройства – компенсаторы, способные принять на себя нагрузку от такого расширения.
Отсутствие термокомпенсации ведет к серьезным синусоидальным деформациям геометрии труб. В результате чего могут произойти разрывы. А также вырваны крепления, а то и плитки либо штукатурки, при скрытой проводке инженерных сетей. Термическая деформация армированных труб в 5 раз меньше ПП-изделий. В результате чего они являются более предпочтительными для установки в системах теплоснабжения.
Правила крепления трубных конструкций
Основательное соединение между собой участков инженерных сетей из полимеров требует большего внимания, чем для металлических труб. По мере увеличения протяженности таких линий они должны жестко закрепляться на опора. Шаг монтажа и вид опор устанавливаются проектным расчетом в зависимости от площади сечения ПП-труб, и от температуры греющей среды. Несоблюдение рекомендаций по вариантам крепления способно привести к выгибанию линии прокладки трубопроводов, особенно, из-за горячего теплоносителя и гидроударов под вибрационным воздействием давления воды.
Рекомендуемый шаг опор
Стояки водопроводных труб до 32 мм допускается закреплять с промежутком между хомутами до 10 м. В варианте, когда диаметр применяемых труб больше, то разрешенный шаг – 15 м.
Устанавливая варианты крепежа, требуется наблюдать за тем, чтобы они не мешали линейному расширению полимерных труб. Для этого рекомендуется выполнить установку скользящих опор. По контуру устанавливают специальные компенсаторы.
Перед тем как паять полипропиленовые трубы для отопления, необходимо учитывать, что запорные вентиля в ПП-системах теплоснабжения с Ду более 32 мм также должны иметь жесткое крепление. При меньших сечениях труб также предпочтительны такие фиксации, чтобы исключить возможность передачи нагрузок на трубопроводы от установленной арматуры.
Какой способ соединения выбрать
Пользуясь информацией, изложенной выше, можно вполне объективно оценить применение упомянутых способов соединения без пайки для монтажа таких коммуникаций, как:
- холодное водоснабжение;
- горячее водоснабжение;
- отопление;
- канализация.
Холодное водоснабжение
Для монтажа систем холодного водоснабжения в домах и квартирах наиболее подходят фитинги. Их плюсом является то, что они отлично служат в качестве соединений полипропиленовых труб между собой и с трубами из других материалов. Также, как и фитинги для бытовых сетей водоснабжения применяют муфты. И те и другие предназначены для соединений труб диаметром от ½ до 3 дюймов. К минусам можно отнести дороговизну стыковочных узлов.
Полимерные трубы и фитинги для холодной воды хорошо выдерживают склейку эпоксидными составами и соединения холодной сваркой. Плюсом клеевых способов является быстрота и простота монтажа. Минусами таких соединений является высокая требовательность точного выполнения технологии клейки. Малейшее её нарушение приводит к протечкам водоводов.
Горячее водоснабжение
Как и трубопроводы для холодной воды, водопроводные трубы, предназначенные для горячего водоснабжения, отлично выдерживают соединения с помощью фитингов и муфт.
Если что и можно отнести к недостаткам, так это невозможность их склеивания клеем и холодной сваркой. Эти составы не выдерживают сильного нагрева и под его воздействием полностью разрушаются.
Отопление
Для систем отопления домов и квартир наиболее подходят резьбовые и разъёмные соединения полипропиленовых труб. Особенно востребованы муфты типа американки.
Они играют роль переходников от полимерных патрубков к радиаторам отопления из алюминия, стали и биметалла. Особые недостатки такого способа соединений не наблюдаются.
Канализация
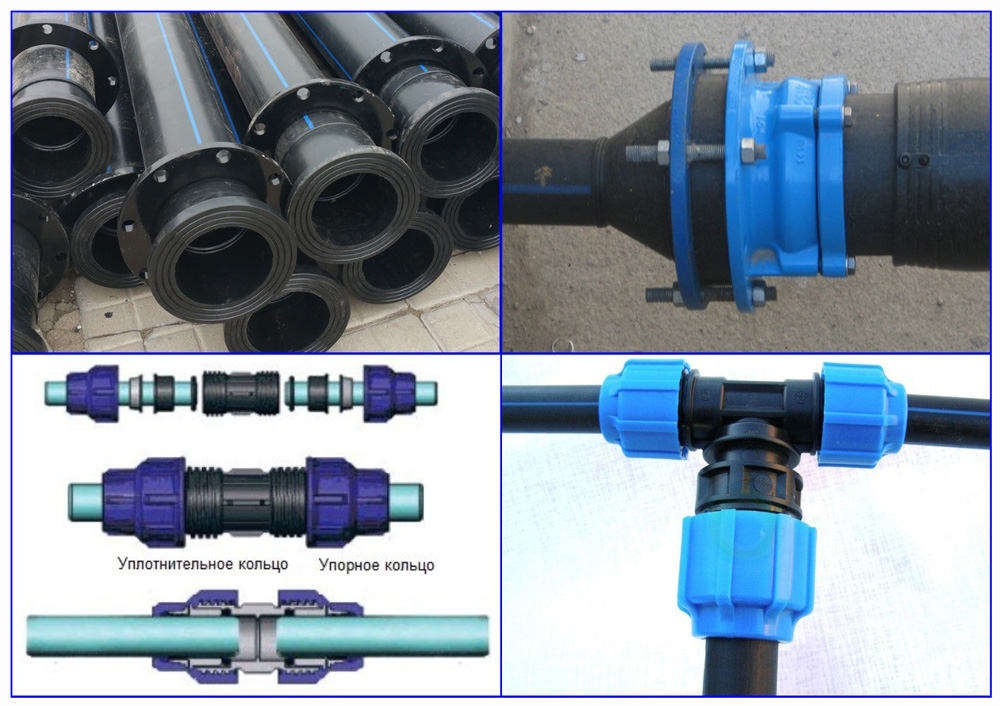
Имеется в виду безнапорная система слива загрязнённой воды от бытовых сантехприборов таких, как ванна, раковина, мойка, унитаз, биде и трап в полу. Используют трубы диаметром от 32 до 100 мм. Их монтируют посекционно. Каждая секция, с одной стороны, расширяется в виде лейки (раструба).
При входе одной секции в другую герметичность достигается благодаря уплотнительному резиновому кольцу. Несомненным плюсом раструбных соединений является лёгкость монтажа, не требующая практически никаких чрезмерных физических усилий. Недостатков обнаружено не было.
Виды труб
Полипропиленовые трубы имеют определенные особенности. Они отличаются по структуре и назначению.
Для водопровода
Трубы с маркировкой PN 10 подходят для холодного водоснабжения. Их допустимо применять для сооружения систем теплых полов с нагревом до 45 градусов. Для таких изделий характерны тонкие стенки. Для горячего водоснабжения подходят модели с маркировкой PN 25.
Для отопления
Модели с маркировкой PN 16 применяются для отопительных магистралей с низким давлением. Изделия PN 20 считаются универсальными. Они допускают подачу воды температурой не более 85 градусов. Также в отопительных системах можно применять изделия с маркировкой PN 25.
Этап первый. Составление проекта
Монтажные работы следует начать с составления проекта будущей магистрали. Важным критерием при этом является эргономичность, вследствие чего число поворотов и соединительных элементов должно быть минимальным.
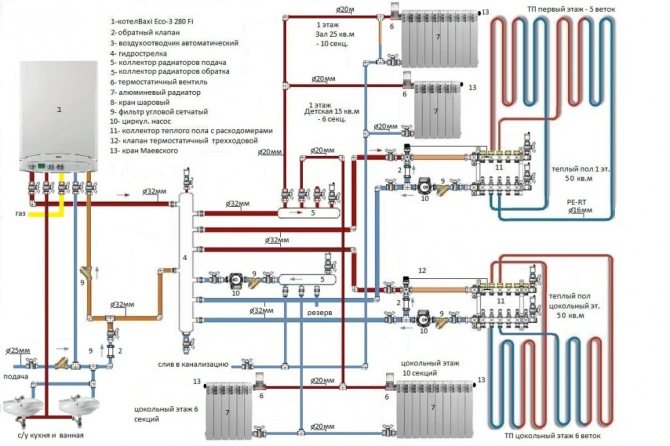
При обустройстве отопительной системы особенно важен грамотно составленный проект, в котором следует указать месторасположени е таких элементов, как:
- муфты;
- переходники;
- крепежи;
- уголки;
- отопительное оборудование.
Магистраль подсоединяется к радиаторам одно- или двухтрубным способом, сбоку или снизу.

Водопроводная разводка
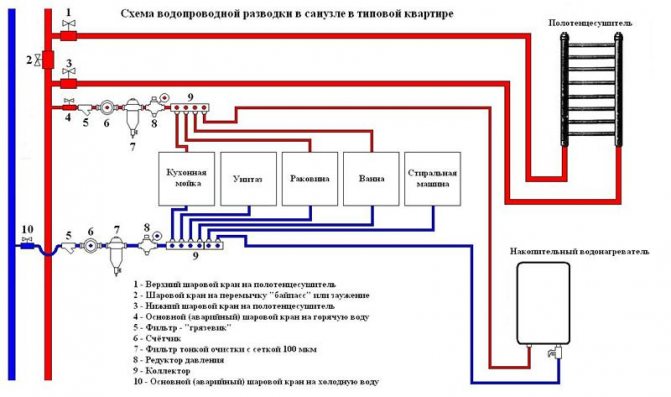
Здесь магистраль подключается к централизованной системе с целью водоснабжения необходимых сантехнических приборов – унитаза, раковин, бойлера и проч. Существует два способа выполнения разводки.





Способ №1. Открытый вариант. Горизонтальные трубы устанавливаются несколько выше уровня пола, а вертикальные – исключительно по углам. Все это позволяет сделать трубопровод менее заметным.
Способ №2. Закрытый вариант. Крайне сложен в выполнении, поскольку подразумевает предварительное проведение максимально точных расчетов. Трубы (обязательно цельные) замуровываются в стены, а к каждому стыку должен быть свободный доступ.

Кроме того, разводка водопровода может быть:
- последовательног о типа (самый бюджетный и простой в выполнении вариант);
- коллекторного типа (при подаче воды применяется коллектор);
- с проходными розетками (мало популярен).
Рекомендации по использованию утюга
Многие модели утюгов, которые предлагаются на рынке, имеют регулятор мощности. Однако приобретать такое оборудование можно только опытным пользователям. Если начинающий по незнанию настроит прибор на быстрый нагрев, то это может привести к оплавлению труб. В большинстве случаев при выборе утюга ориентируются на температуру нагрева, которая не должна быть ниже 260 градусов
Также внимание уделяют диаметру сменных насадок
Перед тем как использовать оборудование, следует помнить о следующих моментах:
- при выполнении сварки пластиковых труб следует использовать защитные перчатки;
- специалисты не рекомендуют одновременно использовать обе пары насадок, поскольку тогда может произойти перегрев аппарата;
- для того чтобы была обеспечена качественная пайка, необходимо использовать для соединения полипропиленовые трубы одного производителя;
- при выполнении сварочных работ с помощью утюга для пластиковых труб возникающие на их поверхности наплывы необходимо удалять только после того, как соединяемые детали остынут;
- по завершении сварочных работ необходимо провести работу по тщательной очистке рабочих поверхностей устройства.
 Для надежного соединения пластиковых труб сегодня используется специальное оборудование — утюг для пайки. Приобрести его можно в специализированных магазинах. Чтобы не ошибиться с выбором прибора, необходимо проконсультироваться с продавцом, который подскажет, какое оборудование будет оптимальным для решения стоящих перед вами задач.
Для надежного соединения пластиковых труб сегодня используется специальное оборудование — утюг для пайки. Приобрести его можно в специализированных магазинах. Чтобы не ошибиться с выбором прибора, необходимо проконсультироваться с продавцом, который подскажет, какое оборудование будет оптимальным для решения стоящих перед вами задач.
Чтобы было обеспечено надежное соединение труб, необходимо выполнять указания, которые содержатся в инструкции к прибору, а также не забывать про соблюдение рекомендаций от опытных монтажников. В этом случае будет обеспечено высокое качество монтажных работ.
Распространённые ошибки
Существует несколько немаловажных нюансов, которые должны учитываться в процессе сварки ППР труб. Пренебрежение такими особенностями негативно сказывается на качестве соединений и существенно сокращает срок эксплуатации готовой системы.
Неправильная выдержка времени сварки
Пайка ППР труб предполагает точное соблюдение технологии. Слишком долгий нагрев вызывает сужение отверстие, что может стать причиной недостаточной теплоотдачи радиатора и излишнего давления внутри системы.
| Диаметр трубы (мм.) | Время сварки (сек.) | Время нагрева (сек.) |
| 20 | 4 | 5 |
| 25 | 4 | 7 |
| 32 | 4 | 8 |
| 40 | 6 | 12 |
| 50 | 6 | 18 |
| 63 | 6 | 24 |
| 75 | 8 | 30 |
| 90 | 8 | 40 |
| 110 | 10 | 50 |
Слишком глубокое вдавливание в фитинг
Чрезмерное погружение трубы способствует критическому уменьшению внутреннего диаметра трубопроводной системы. Чтобы сделать соединение правильно, необходимо ещё до нагрева аппаратом выполнить на трубе отметку, в соответствии с которой осуществляется стыкование.
Загрязнение соединяемых элементов
Вода и загрязнения на поверхности труб и фитинговых изделий не позволяют обеспечить полноценную герметичность собираемой конструкции. Перед тем, как приступать к пайке, потребуется удалить всю влагу и скопившуюся пыль.
Поворот труб в фитингах
После выполненного сваривания категорически нельзя осуществлять вращение составных элементов или их выворачивание. Результатом такого действия может являться появление протечек в процессе эксплуатации трубопровода.
Неправильный выбор оборудования
Инструмент для сварки полипропиленовых труб элементов должен строго соответствовать техническим характеристикам труб. Помимо паяльного прибора и специальных ножниц требуется приобрести маркёр, уровень, строительную рулетку и торцеватель.
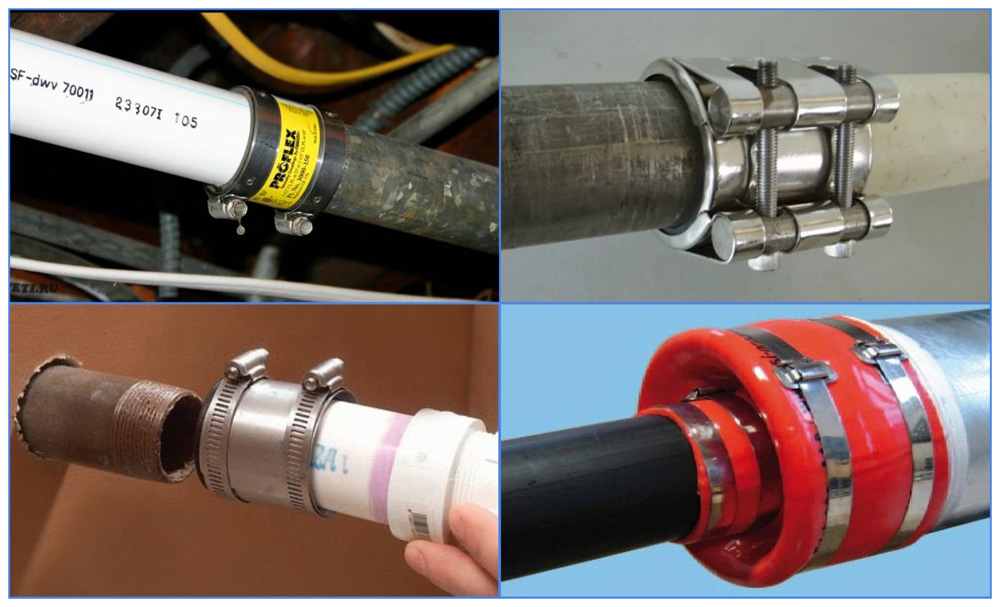
С использованием муфт
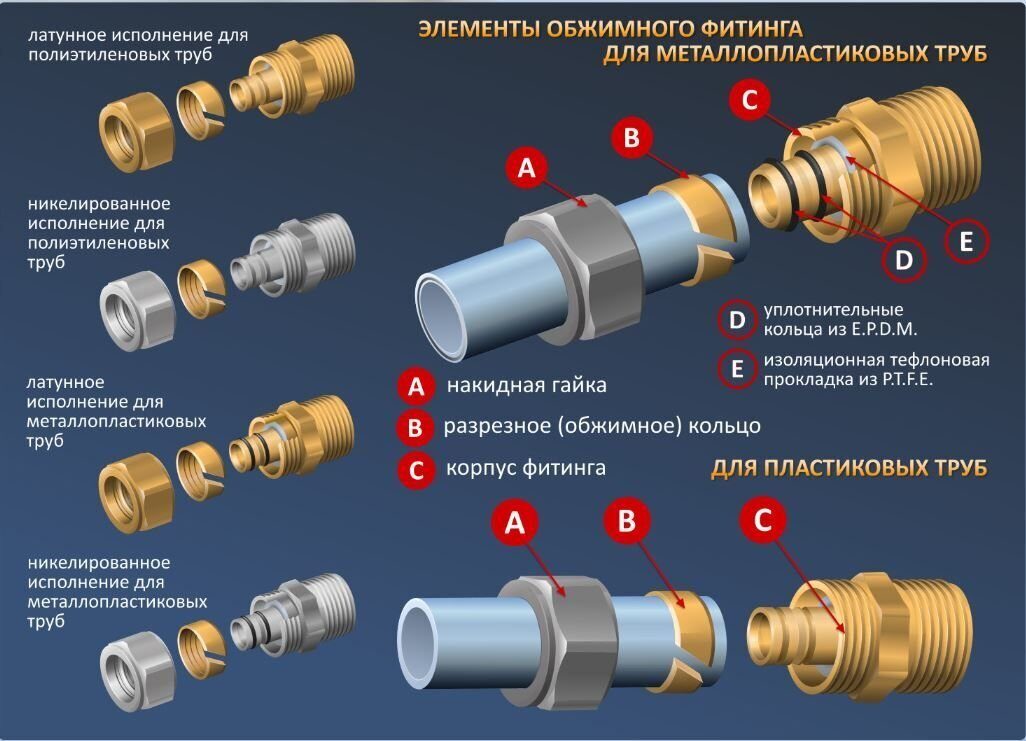
 Обыкновенная муфта для пластиковых трубопроводов — это достаточно простая по своему устройству деталь. Она состоит из:
Обыкновенная муфта для пластиковых трубопроводов — это достаточно простая по своему устройству деталь. Она состоит из:
- чугунного корпуса;
- двух гаек;
- прокладок из резины;
- четырёх металлических шайб.
Муфту можно найти в ближайшем магазине сантехники, либо, если есть определённые навыки и знания, сделать своими руками. При этом характеристики муфты должны строго соответствовать размерам соединяемых изделий. Обыкновенные муфты подойдут как для напорных пластиковых трубопроводов, так и для трубопроводов без напора. С их помощью обеспечивают надежное соединение полипропилена без применения паяльника.
В муфту для формирования соединения необходимо вставить концы труб так, чтобы они соприкасались в середине. Концы должны проходить через шайбы, прокладки и гайки. Потом надо плотно затянуть гайки, так, чтобы давление на прокладки оказалось достаточно сильным.
Стыковка пластиковых труб муфтой стопроцентно даёт герметичный шов даже без применения пайки. Но в определённых случаях, например, если труба имеет малую длину или примыкает непосредственно к полу (или иной горизонтальной поверхности), установить обыкновенную муфту не представляется возможным.

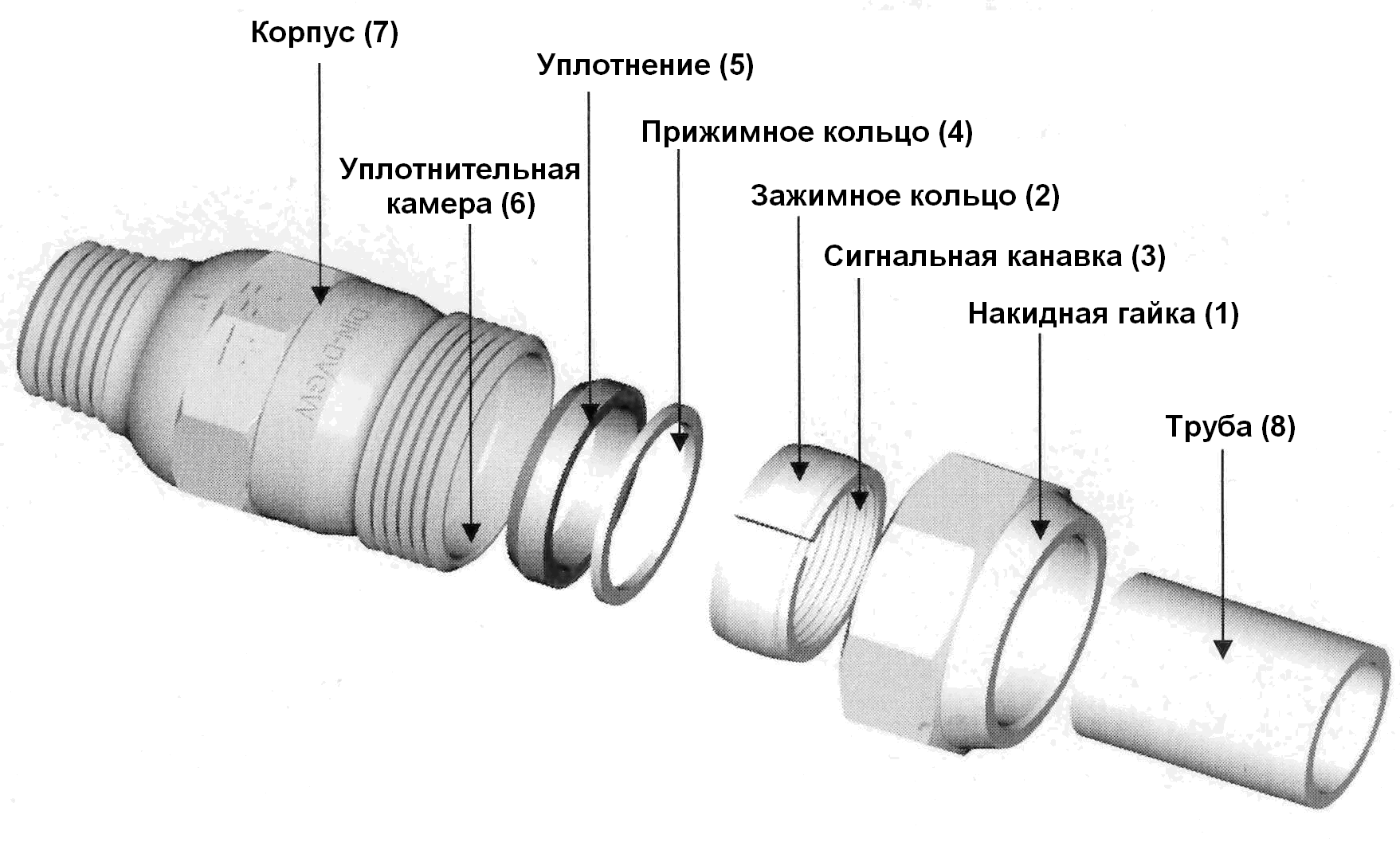
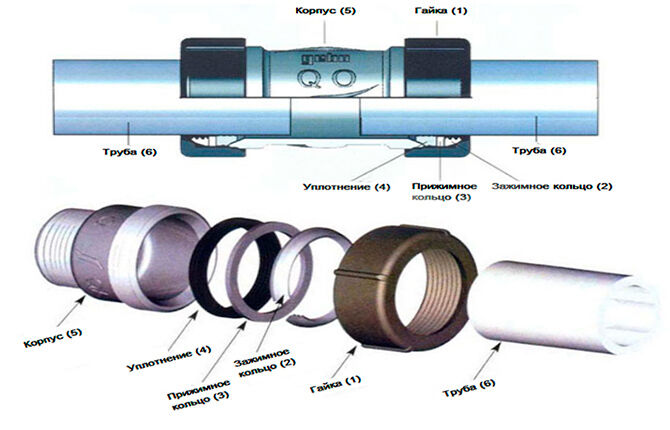
Для таких сложных случаев придумана зажимно-соединительная муфта. Как её использовать? Сначала нужно очистить край пластиковой трубы. Потом надо развинтить муфту и надеть на пластиковое изделие в правильной последовательности все детали крепления. Причём уплотнительное кольцо должно в итоге располагаться на расстоянии как минимум один сантиметр от края изделия.
Затем в торец пластиковой трубы нужно вставить сам корпус зажимно-соединительной муфты. А потом к этому корпусу нужно придвинуть все имеющиеся кольца и закрутить болт. А к резьбе, расположенной с другой стороны муфты, необходимо будет прикрепить фитинг «американку» с подсоединённой к нему пластиковой трубой.
Для контроля прочности соединения необходимо осторожно потянуть муфту на себя, придерживая свободной рукой трубу, к которой он прикреплён. Муфта должна оставаться неподвижной
Если же она движется, это означает, что была выбрана деталь не того размера. Именно поэтому она так плохо держится на трубопроводе. Впрочем, исправить это легко — следует лишь потуже затянуть резьбу.
Материалы для пайки труб без паяльника
Рассматривая возможные способы как спаять пластиковые трубы без паяльника, нужно помнить о том, что нужно для них использовать. Одним из основных инструментов здесь становится газовая горелка
Она может работать на разных видах газа, что важно при пайке, так как у каждого из них своя температура горения, что влияет на скорость работы, толщину трубы и другие параметры. Газы с больше температурой горения подойдут для труб большего диаметра
Газовый баллон должен подключаться надежно, чтобы не было проблем с безопасностью. Это же относится к исправности работы горелки.

Особенности пайки полипропиленовых труб без паяльника
Если предстоит работа по спайке и человек не знает, как припаять полипропиленовые трубы без паяльника, то ему следует действовать по простой инструкции. Здесь существуют следующие основные этапы:
Сначала нужно подобрать трубы одинакового диаметра, чтобы при спаивании не возникало проблем, так как даже разница в несколько миллиметров создает трудности спаивания. Их нужно очистить и подготовить к спаиванию, чтобы не было грязи, жирных частиц и прочих вещей, которые помешают спаиванию.
При отмеривании размеров нужно всегда оставлять 2,5 см, которые затем вплавляются в фитинг. Это относится к спайке новых труб, тогда как ремонт старых, если в них появилась трещина или нет необходимости впайки в фитинг, такой процедуры не требуется.
Труба и фитинг разогревается при помощи горелки до температуры близкой к температуре плавления







Очень важно, чтобы этот процесс происходил одновременно, так как в ином случае одна из деталей может плохо соединиться с другой.
Когда полипропилен начинает доходить до температуры плавления и плавится, в этот момент трубы нужно прижать друг к другу с максимальным усилием, но при этом не нарушив геометрию соединения.
На последнем этапе нужно попросту дождаться пока все остынет и тогда уже можно использовать изделие.
Перед тем как паять полипропиленовые трубы без паяльника нужно составить схему трубопровода, чтобы впоследствии не было проблем с несовпадением размеров.»
При покупке труб стоит использовать детали от одних и тех же производителей, чтобы их состав и размеры полностью совпадали. В ином случае температура плавления у разных деталей будет отличаться, что приведет к проблемам при спаивании. Если нет опыта соединения, то можно просто взять трубы с запасом размера и потренироваться на них, предварительно отрезав заготовки для практики, перед основной работой.
Не стоит проводить пайку при температуре ниже +5 градусов Цельсия, так как это негативно скажется на данном процессе. Лучше всего все делать в тепле.»
Использование пасты и требования к ней
Паяльная паста представляет собой смесь флюса, смазки и порошка припоя, которая перемешана механическим способом. Ее часто используют, когда подбирают способы как припаять без паяльника какую-либо вещь. Производители выпускают пасты с добавлением серебра, что помогает проводить более сложные процессы спаивания, так как материал становится более податливым.

К основным требованиям к паяльной пасте относятся:
- Склеивающие свойства, которые помогают лучше скреплять детали;
- Быстрое расслаивание при использовании, но при этом она не должна окисляться;
- Паста должна сохранять деформацию и при этом быть вязкой;
- Она не должна оказывать никакого влияния на технические свойства материала, который спаивается;
- После нанесения паста не должна оставлять несмываемых остатков;
- Она должна отмываться обыкновенными растворителями;
- Не растекаться за границы ее нанесения.
Использование паяльной ленты для пайки труб
Паяльная лента часто используется для монтажа проводки. Ее широко применяют в бытовых условиях, так как это удобный и простой для использования способ как можно припаять без паяльника различные детали.

Чтобы спаять что-то при помощи такого способа нужно:
- Зачистить поверхность спаиваемых частей от лишних веществ;
- Обмотать место спайки паяльной лентой;
- После этого нужно нагреть место, где располагается лента до того состояния, когда припой начнет расплываться по поверхности;
- Дождаться пока все остынет и удалить оставшийся флюс.
Заключение
Существует несколько весьма эффективных и проверенных способов, как запять без паяльника полипропиленовые трубы и прочие детали. Несмотря на наличие определенных недостатков, во многих случаях такие методики оказываются более приемлемыми, чем покупка паяльника. Некоторые специалисты используют их как основные способы спаивания, что особенно часто встречается в бытовой сфере.



