
Пошаговый процесс изготовления приспособления
Чтобы было понятнее, как работает устройство, нужно разобраться с поэтапным его изготовлением.
| Будет изготавливаться прокатный станок, который создаcт регулярное смятие на поверхности трубы. | |
| Сначала подбирается необходимый материал заготовок. Выполняется разметка для будущих распилов. | |
| Два подшипника расположатся на пластине на расстоянии, который соответствует размеру трубы. | |
| Размечается центры сверления для осей подшипников. Задается положение профтрубы, которое она займет при профилировании. | |
| В качестве осей будут использованы специальные валики. Их наружный диаметр соответствует внутреннему диаметру кольца подшипника. Выполняется специальная проточка, которая зайдет внутрь крышек (верхней и нижней). | |
| Ролик будет изготовлен из листа рессорной стали. | |
| Выполняется разметка будущего ролика. Определяется положение центра. | |
| Циркулем прорисовывается наружный профиль. Изготовление будет выполняться без использования токарного станка, поэтому процесс будет несколько сложнее обычного. | |
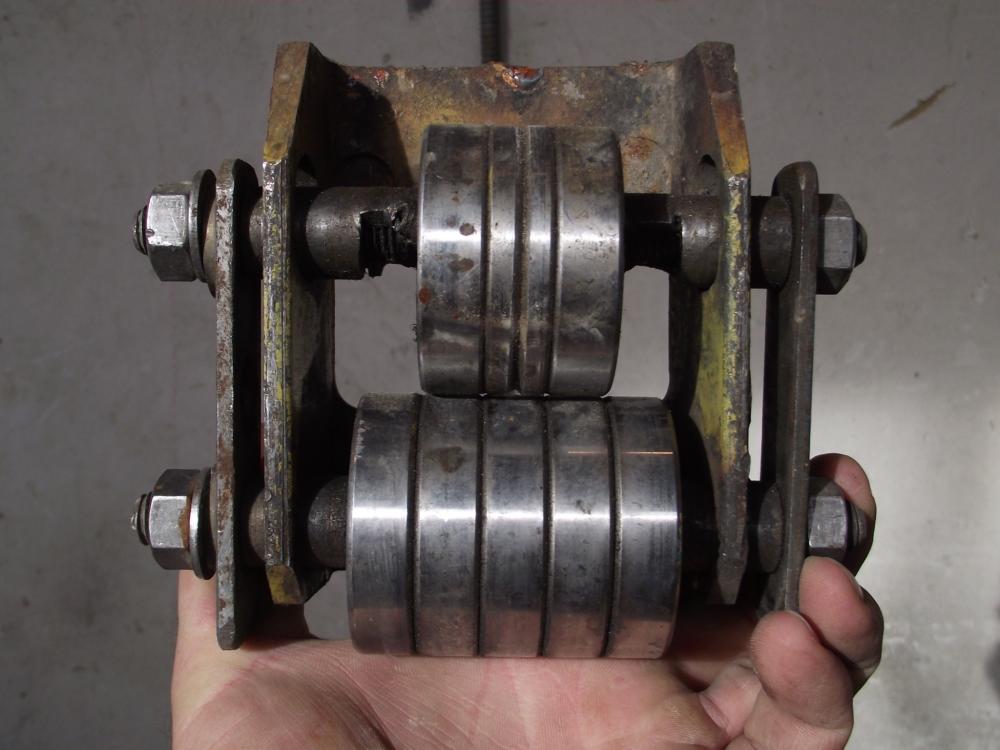
| Просверлены отверстия для осей. Внутрь подшипников забиты валики. Их установили в корпус-крышку. | |
| Необходимо сформировать внутренние пропилы. В них будут проступать ролики. |
| После продольного пиления выполняется поперечное. Приходится вести обработку с обеих сторон. Тогда качество изделия будет выше. Попутно удаляются заусенцы. Притупляются острые кромки. | |
| Нижняя крышка и подшипники уже установлены. Сверху накладывается верхняя часть. Теперь обеспечивается жесткость самого приспособления. | |
| Сборка выполнена. Нужно приварить оси. Тогда получится неразъемная конструкция. | |
| Сначала привариваются только точки. Потом выполняется обваривание. Обязательно проверяется легкость вращения подшипников. Если появляется затруднение в их провороте, то нужно найти причину и устранить ее. | |
| Пора заняться и роликами. Приходится с помощью УШМ придавать вид, близкий к окружности. | |
| Зажав в тиски заготовку, выполняют засверливание отверстия. Диаметр равен 12 мм. | |
| Внутрь вставляют болт, а потом затягивается гайка. Нужен небольшой хвостовик, который можно будет зажать в патроне электродрели. | |
| С помощью болгарки и дрели можно смоделировать процесс обточки круглой детали на токарном станке. Сначала обрабатывают окружность. Добиваются равного расстояния от центра. | |
| В дальнейшем снимаются фаски. По центру ролика диаметр больше, чем у торцевых частей. Тогда будет получаться нужный профиль на трубе. | |
| Видны четкие грани изделия. Таких роликов потребуется изготовить две штуки. |
| Заготовка в руках у мастера. Определяется высота стойки, которая потребуется для монтажа роликов. | |
| Проверяется качество изготовления заготовок. Они должны быть идентичны. | |
| Вот так ролик будет выступать внутрь приспособления. | |
| Работать будут с обеих сторон. | |
| После выполнения примерок и расчетов производится выпиливание стойки. Для нее требуется металл шире (10 мм). | |
| Стойка готова. Нужно избавиться от заусенцев. | |
| После зачистки деталь приобретает товарный вид. | |
| Ставится ось. Собирается каждый узел, проверяется, как вращаются ролики на стойках. Насколько легок их ход. | |
| Проводится примерка. В самом деле нужно чаще примерять, чтобы потом не ошибаться. | |
| Прихватываются стойки к корпусу с обеих сторон. |
| После прихватки точками и проверки расстояний, а также легкости вращения производится полное приваривание деталей. | |
| В первом варианте будет проведено испытание изделия. Для удобства перемещения по коротким заготовкам приваривают две рукоятки. Профилирование будет выполняться простым протягиванием вдоль трубы. | |
| С этой стороны будет заводиться конец профильной трубы. | |
| Первая проба приспособления. Ставится труба, а потом выполняется надавливание сверху. | |
| Видно, как формируется новый профиль на поверхности. | |
| Теперь можно зажать один конец в тисках и пытаться протащить приспособление по заготовке. | |
| Приходится совершать возвратно-поступательные движения. Нужно смазывать ролики маслом, тогда они будут лучше вращаться на своих осях. | |
| Каждый ход составляет примерно 80…90 см. Для длинной трубы придется выполнять не менее 8…10 рывков. Поэтому нужна вращающаяся ручка. Тогда движение заготовки будет более ровным. Усилий потребуется меньше. | |
| Вот такая труба получается в результате ее усиления. Ее можно использовать для теплицы или для изготовления какого-либо другого изделия. |
В результате получено несложное приспособление, которое поможет усилить профиль заготовки.
Republished by Blog Post Promoter
Related Posts via Categories
- Профильная труба – основной материал для металлических конструкций
- Калькулятор трубы профильной – быстрый расчет веса
- Квадратная труба – сортамент, сферы применения и ГОСТы
- Труба прямоугольная – сортамент и ГОСТ
- Профильная оцинкованная труба – зачем нужны некруглые формы?
- Вес профильной трубы – определяем его быстро и точно!
- Квадратная труба – качественный и экономичный металлопрокат
- Как согнуть профильную трубу – используйте трубогиб и все получится!
- Прямоугольная труба – незаменима во многих конструкциях
- Заглушки для профильных труб – многофункциональные и важные виды фитингов
Рекомендации специалиста
Если вы решили изготовить трубогиб-профилегиб своими руками, то необходимо правильно подобрать размеры деталей станины, чтобы они подходили по усилию изгибания, ведь в противном случае профилегиб будет гнуть сам себя. Станину можно выполнить из конструкционной стали. Детали будут изготавливаться из металла, толщина которого должна быть равна 1/6 диаметру изгибаемой трубы. Например, если предстоит работать с 35-мм трубой, то металл станины не должен быть толще 6 мм, в ином случае на слабые места пойдёт концентрация напряжения.
Если вы задумались над вопросом о том, как сделать профилегиб своими руками, то должны помнить, что толщина опорной плиты должна быть в два раза больше. Диаметр роликов нужно подобрать с учетом диаметра трубы для изгибания с помощью проката. Во всех остальных случаях необходимо руководствоваться допустимым радиусом изгиба. Станина будет свариваться из уголка, полки которого должны иметь размеры, равные трем диаметрам трубы. Что касается швеллера, то размер его полки должен составить два диаметра или больше. Для 35-мм трубы станина должна быть выполнена из уголка с размерами 100 x 6 мм, это значение является предельным. Если же ручной профилегиб своими руками будет выполняться из швеллера, то его размеры должны быть равны 70 x 6 мм.
Дополнительные советы по изготовлению ручного профилегиба на основе бетонной плиты
Если вы решили изготовить профилегиб своими руками, чертежи данной конструкции вами могут быть подготовлены. Например, если речь идет о конструкции, в основе которой лежит бетонная плита, то перед началом работ необходимо подобрать участок, где грунт утрамбовывается, а после засыпается щебнем. Поверхность последнего тоже нужно выровнять и уплотнить.
Подготовленный участок заливается бетонным раствором, который затворяется из цемента и песка в соотношении 1 к 4. Перед началом заливки бетонного раствора на подготовленное основание нужно установить трубы или отрезки швеллеров, их фиксация осуществляется таким образом, чтобы с поверхностью они образовали прямой угол.
Между выставленными заготовками должно быть выдержано расстояние в пределах 5 см. Если вы решили изготовить такой профилегиб ручной своими руками, чертежи заблаговременно нужно подготовить, а уже после завершения работ, через 3 дня, устройство можно будет использовать. Очень удобно, что такая конструкция может применяться для сгибания заготовок из нержавеющей стали.
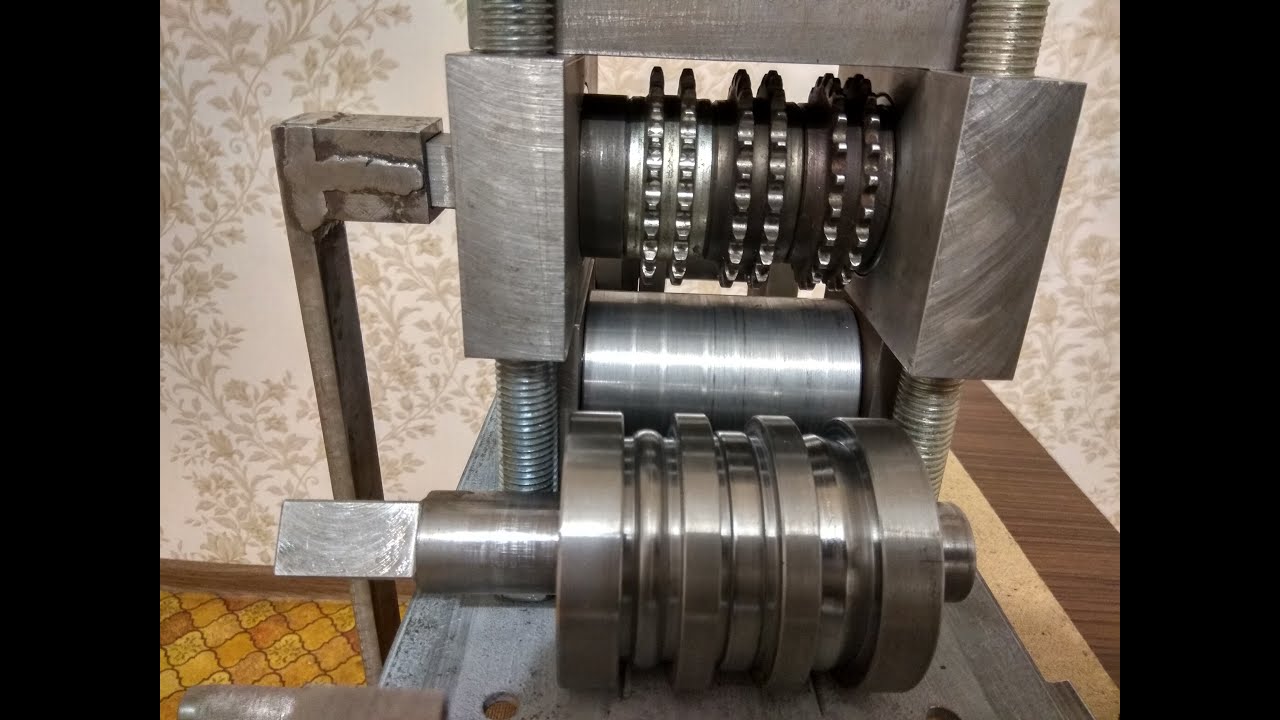
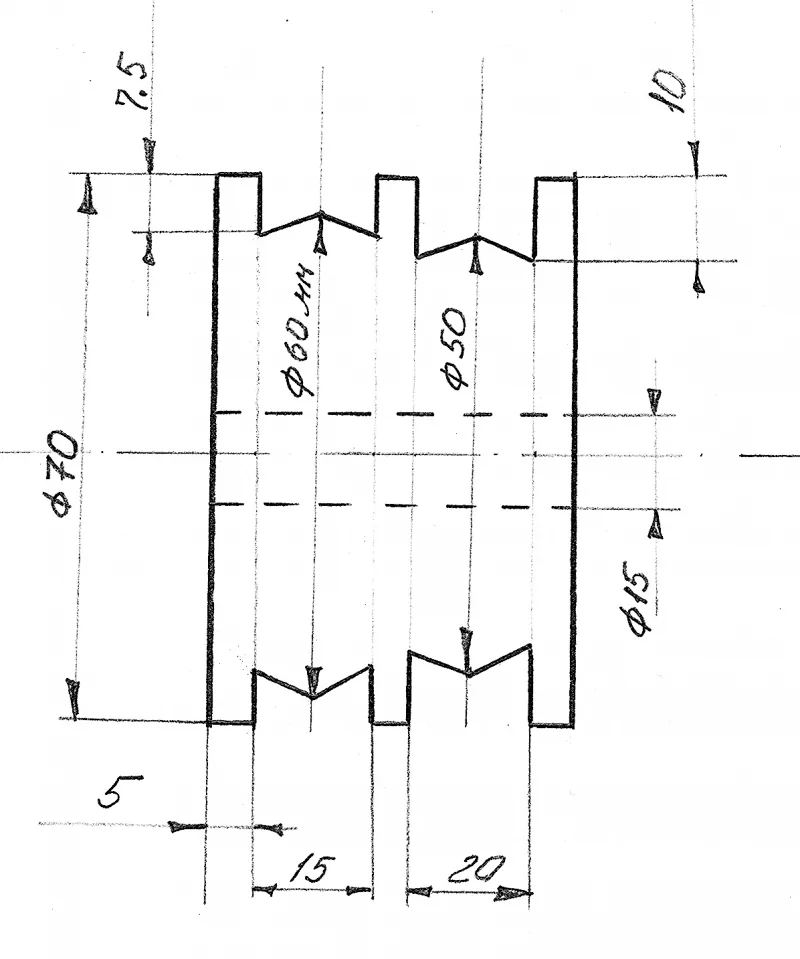
Изготовление прокатных роликов
В данном случае обойдемся без использования фрезера и токарного станка — способ доступен для каждого мастера. За основу будем использовать шестигранные гайки М30 и М27.

Обратите внимание: гайки нужно использовать от КАМАЗа, но только не обычные строительные — они не справятся со своей задачей. Гайка М30 взята с реактивной тяги, а гайка М27 — со стремянки
Первым делом изготавливаем самодельный ролик для прокатки квадратной профтрубы 15х15 мм.
Берем гайку М30, стачиваем полукруглую фаску с торца, после чего от края гайки отмечаем разметочным инструментом линию на расстоянии 8,2 мм. Разрезаем эту гайку по нанесенной разметке.
Вырезаем из бумаги шаблон, прикладываем его к каждой грани гайки, и обводим карандашом или маркером.

Далее обтачиваем гайку по разметке при помощи УШМ и шлифовального лепесткового круга.
Теперь нам потребуется гайка М20. Обтачиваем грани лепестковым кругом, и запрессовываем ее внутрь прокаточного ролика таким образом, чтобы края гайки выступали на одинаковое расстояние с каждой стороны.

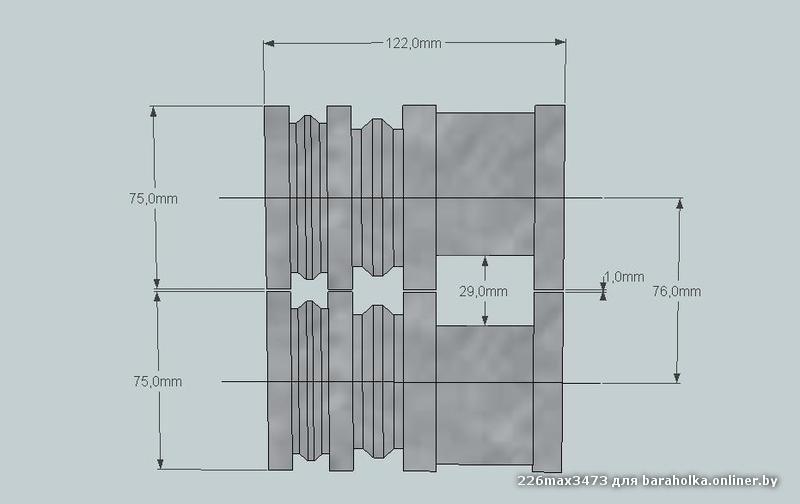
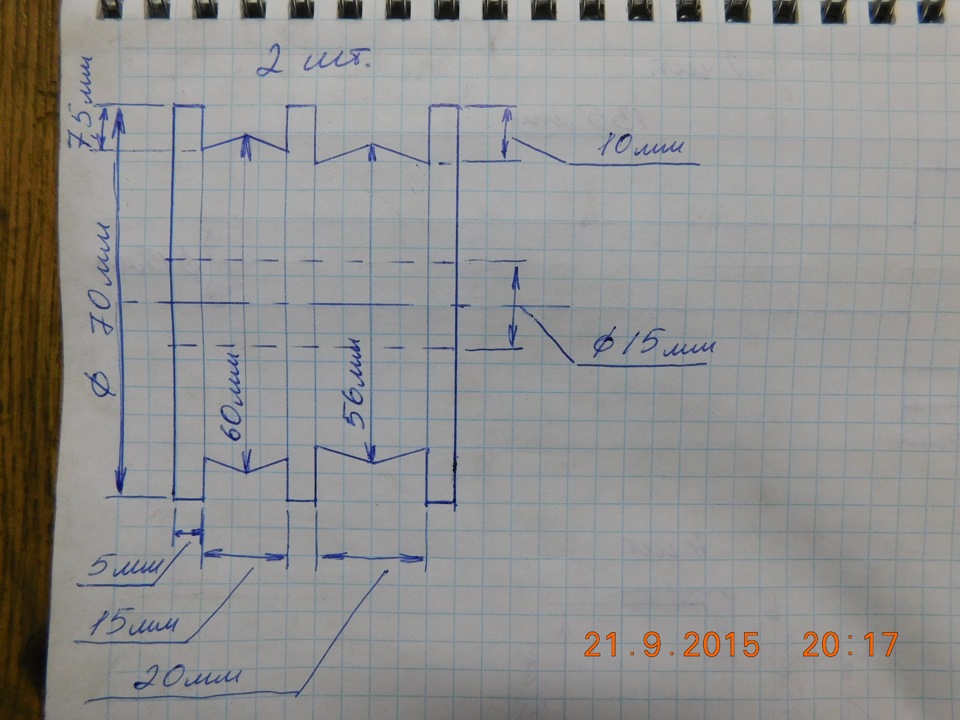
Аналогичным способом изготавливаем другие ролики для проката для профильной трубы своими руками, но нужно будет учитывать типовые размеры, которые указаны на чертеже.
Например, для изготовления ролика для проката профиля 20х20 мм мы используем гайку М27 и отрезаем ролик не 8 мм шириной, как в предыдущем случае, а уже шириной — 11 мм.
Есть один нюанс — гайки М20, которые запрессовываются внутрь ролика, имеют ширину 15 мм, поэтому их придется наращивать. Либо можно использовать удлиненную гайку М20, и отрезать от нее кусок нужного размера.
Подробный процесс изготовления самодельных роликов для вальцовки (проката) квадратной профтрубы своими руками можно посмотреть в видеоролике. Своим опытом поделился автор YouTube канала Welder DIY.
https://youtube.com/watch?v=W3uiUw6peLU
Устройство трубогибочного станка и инструкция по его сборке
В процессе производства разного рода металлоконструкций применяют специальный станок для гибки профильной трубы, представляющий собой компактное и легко транспортируемое оборудование с разными видами приводов.
Агрегат имеет незначительный вес и без трудностей справляется с задачей сгибания металла холодным прокатом. А для достижения оптимальной кривизны вместе с трубогибом применяют специальные насадки для обработки разного рода металлоизделий.
Чтобы научится управлять таким агрегатом, важно изучить особенности его конструкции и основные принципы функционирования. Гибочный станок
Гибочный станок
- несущая рама из металлического профиля высокой прочности;
- три вала вращения, располагающиеся на отдельных осях и отвечающие за процесс сгибания профильной трубы на актуальный угол изгиба;
- механизм вращения рабочих валов;
- цепь для соединения элементов приводного механизма.
Станок ручной для гибки арматуры.
Все заводские и самодельные станки для гибки делятся на четыре вида, в зависимости от системы расположения и функционирования валиков:
-
Агрегаты с верхним подвижным валиком ‒ самый простой вариант в плане механической составляющей.
В конструкции такого профилегиба только верхний валик может перемещаться, а ролик может быть гидравлическим или верхним ручным. Такое строение обеспечивает мастеру возможность выполнить точный расчет возможного радиуса для изгибания металлических деталей с минимальной погрешностью на присадку металла или незначительным градиентом при деформации профиля. -
Оборудование с левым роликом способно выполнить те же функции, что и станки с верхним подвижным валиком.
Но, вдобавок к этому, оно отлично подходит для завивки спиралей, что первый тип профилегибов выполнить не может. Можно подобрать модель, оборудованную ЧПУ для контроля градиента изгибания. -
Агрегаты с нижними роликами подходят для сгибания крупных профилей, благодаря равномерному распределению усилий гибки на два нижних вала и полностью гидравлическому механизму привода.
Каждый ролик при этом имеет собственный контроллер месторасположения. - Профилегибы со всеми подвижными роликами отличаются наиболее сложным механизмом, что позволяет им аккумулировать достоинства всех типов такого оборудования.
На заметку! Такое оборудование отличается по размерам, маркировке, стоимости и весу. Но для бытового использования подойдет и самодельный профилегиб, изготовление которого обойдется мастеру в небольшие деньги.
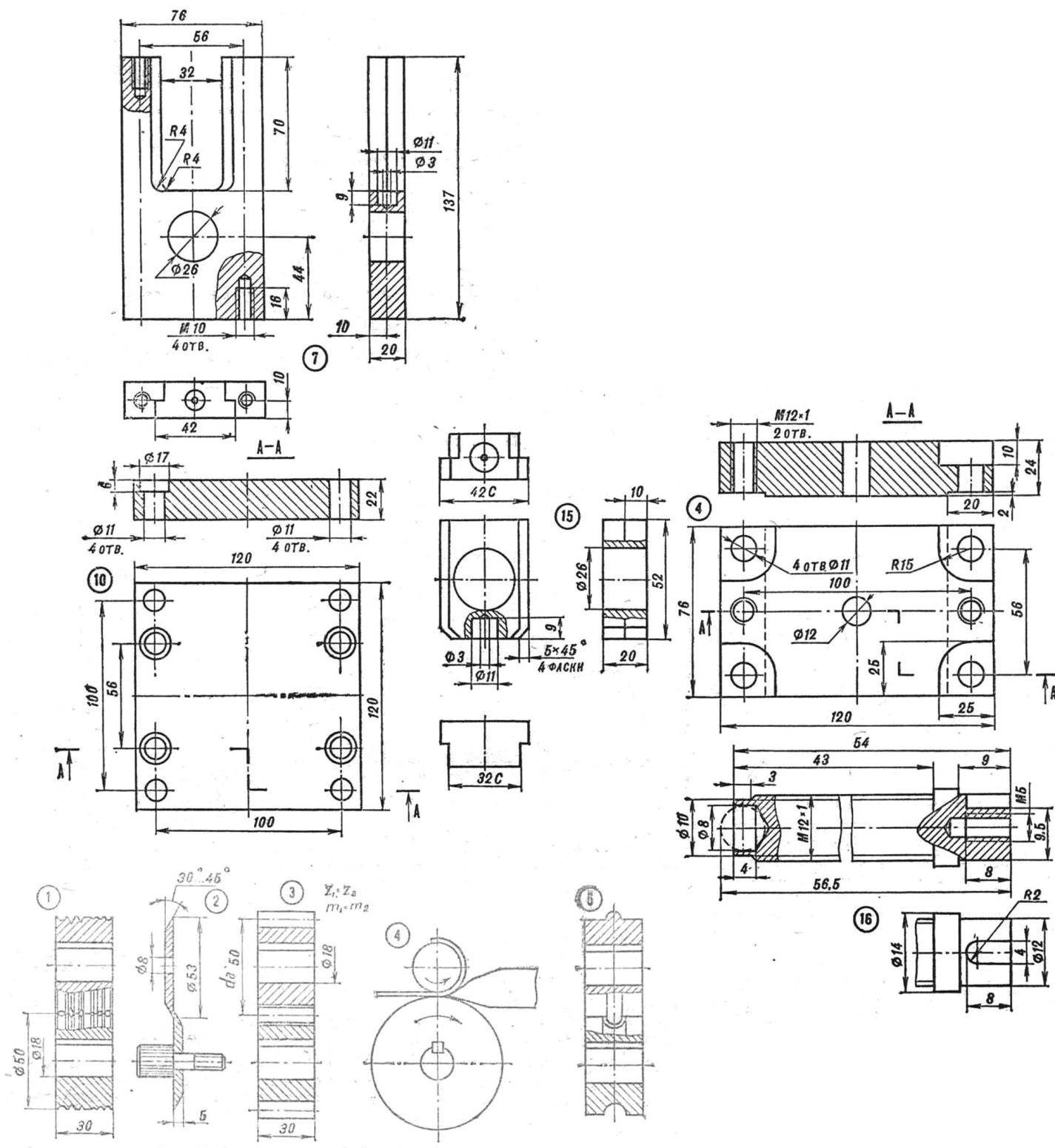
Чертеж
Первоначальным заданием при изготовлении гибочного станка для профильной трубы своими силами является создание чертежа гибочного станка. Его составляют самостоятельно или находят в готовом виде в интернете.






На многочисленных форумах мастеров и умельцев, работающих с металлоконструкциями, можно найти видеоролики с подробным описанием устройства трубогибочного станка и инструкциями по его сборке.
https://youtube.com/watch?v=uiXZkiWhO0U
Сборка
После подготовки чертежа для самодельного трубогиба, можно приступить к сборке несущей рамы. Если оборудование планируется использовать для профильной трубы своими руками, то от использования сварки при сборке рамы стоит отказаться.
Конструкция трубогиба.
Такой метод соединения деталей не обеспечит станку максимальный уровень надежности. Лучше отдать предпочтение болтам, что позволит придать агрегату прочности и мобильности: при необходимости конструкцию можно будет разобрать.
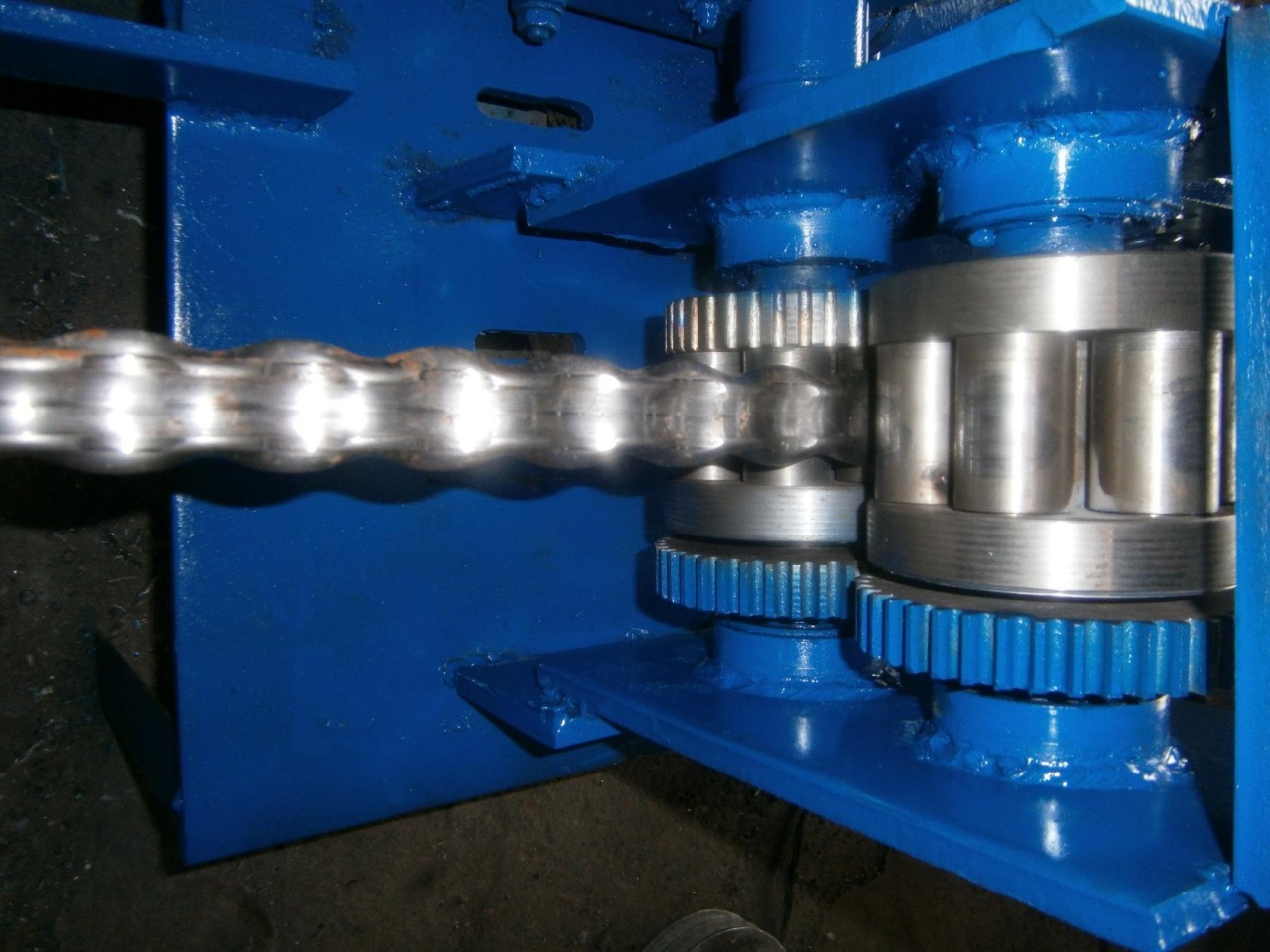
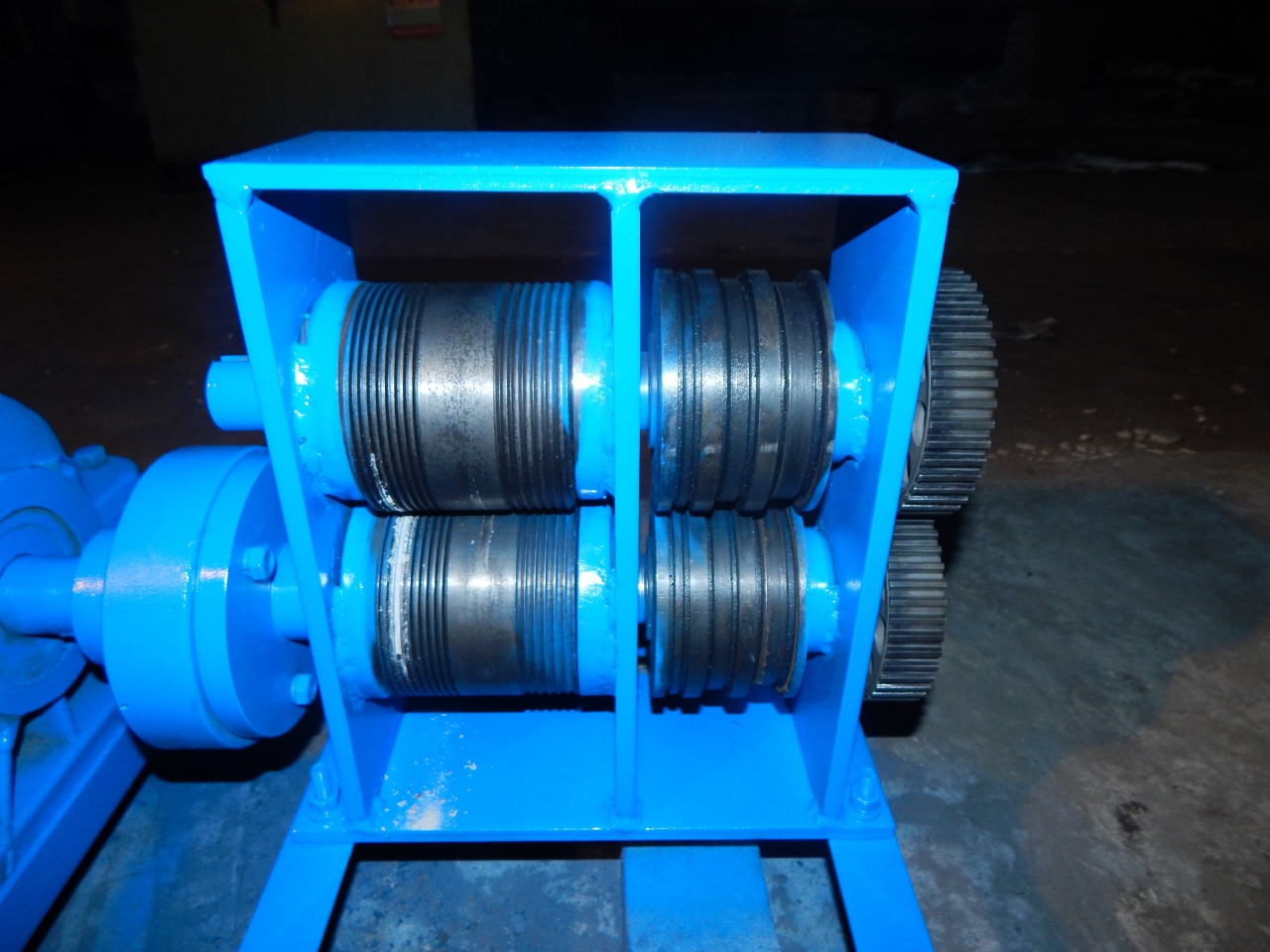
Далее на трубогибочный агрегат монтируют рабочие валы: два немного выше столешницы рабочего стола, третий – над ними. Для фиксации подшипников применяются полумесяцы из 4-х миллиметрового металла.
После установки рабочих валов на раму, собирают механизм их вращения из трех звездочек и цепи: две из них монтируют на оба нижних вала, а третью ‒ ниже.
Важно! Обязательно стоит предусмотреть возможность смены положения нижней звездочки, что позволит без трудностей выполнять натяжку цепи на профилегибочном агрегате. Для легкого управления оборудованием, на одной из звездочек зафиксируйте прочную ручку
Обязательно протестируйте станок для сгиба профиля после сборки, дабы исключить риск брака.
https://youtube.com/watch?v=v-RGz_e-s7E
Цена на гибку профильной трубы
| Сортамент | Цена |
| 30х30 мм | От 980 руб. |
| 40х20 мм | От 1180 руб. |
| 40х25 мм | От 1180 руб. |
| 50х25 мм | От 1380 руб. |
| 50х50 мм | От 1580 руб. |
| 60х30 мм | От 1780 руб. |
| 60х60 мм | От 1980 руб. |
| 80х60 мм | От 2480 руб. |
| 80х80 мм | От 2980 руб. |
| 100х50 мм | От 3980 руб. |
| 100х100 мм | От 5480 руб. |
| 120х80 мм | От 6980 руб. |
| 120х120 мм | От 7480 руб. |
| 140х120 мм | От 948 руб. |
| 140х140 мм | От 10480 руб. |
| 160х160 мм | От 14980 руб. |
| 180х180 мм | От 19980 руб. |
| 200х200 мм | От 26980 руб. |
При работе с металлоконструкциями и профилем в Москве чаще многих других заготовок обрабатывают трубопрокат. Его сгибают под заданным углом. Делают это как вручную, без дорнового трубогиба, так и с использованием специального оснащения с ЧПУ.
Трубогиб и его разновидности
Приспособления для сгибания труб классифицируют по следующим параметрам:
- По возможности перемещения. Существуют стационарные и переносные механизмы.
- По типу привода: ручные, гидравлические, электрогидравлические, электрические.
- По методу сгибания: обкаткой, намоткой, штоком (арбалет), прокаткой.
Рассмотрим подробнее способы воздействия.
- Обкатка. При этом способе работы один конец трубы фиксируется, для придания требуемой формы используют неподвижный шаблон. Для обкатки вокруг шаблона применяются прижимные ролики.
- Намотка. В этом случае заготовка прижимается к подвижному ролику, на который происходит намотка. Труба протягивается между роликом и упором, установленным в начале точки сгибания.
- Арбалетный способ. В арбалетном устройстве трубы фиксируются на двух неподвижных роликах, а сгибание выполняется шаблоном на подвижном стержне. Шаблон давит на среднюю часть закрепленного отрезка трубы, придавая нужный угол. В арбалетном методе давление сосредоточено в верхней части, что приводит к серьезному растяжению трубы по наружной части изгиба, поэтому не рекомендуется применять его для тонкостенных заготовок.
- Прокатка (вальцовка). В этом способе применяют специальное устройство, имеющее в основе два опорных неподвижных, и подвижный центральный ролики. Воздействие на изгибаемую трубу оказывает именно подвижный ролик, и от его положения зависит угол изгиба. Этот вид трубогиба наиболее универсальный, во всех остальных радиус изгиба зависит от применяемого шаблона.
Сварка профильных труб своими руками
Профильные детали дают возможность производить надежные конструкции разного назначения. Методом сварки профильных труб своими руками создаются лестницы, ворота. Все, что понадобится это сварочный аппарат, а также минимальные навыки строителя. Толщина стенок варьируется в разных пределах: особых навыков требует сварка тонкостенных изделий здесь следует в точности разобраться с методиками и особенностями.
При сварке тонкостенных элементов учитывайте следующие факторы: сваривание осуществляется током от 10 до 60 А; диаметр электродов составляет 0,5-2 мм; соединение исполняется в один проход; качество шва напрямую зависит от скорости сваривания не допускать остывания рабочих кромок.
Изделия любой толщины подвержены деформации при сваривании в большей мере, чем круглые помните об этом при работах. В раскаленном состоянии металл способен заполнять пустые пространства: если важна пустотелость элементов, следите, чтобы внутри не оставалось капель металла.
Инструкции по свариванию
Существует несколько сварочных технологий. Выбор обосновывается обстоятельствами и особенностями изготавливаемого сооружения:ручная, газовая, автоматическая или полуавтоматическая, электродуговая, контактная/стыковая, порошковая. Рассмотрим 3 наиболее популярных способа.
Ручной дуговой способ
Здесь понадобится сварочный аппарата инвертер, трансформатор, электроды, приспособления для сварки профильных труб, центраторы-струбцины (оптимальное решение для домашних мастеров), магнитные угольники для соединения под нужным углом. Для работ понадобится наждачная бумага для зачистки изделий, защитные средства маски, перчатки.
Метод хорош для сортамента разного сечения. Предварительной подготовки требуют изделия со стенками более 4 мм толщиной. Зачистите и обезжирьте торцы перед свариванием
Перед работами обратите внимание на выбор электрода: элементы с сечением меньше 4 мм варят стержнями с диаметром 2-3 мм, и силой тока 50-60 А. Тонкостенные элементы свариваются с минимальными зазорами и без кромок.
Газовый метод
Суть заключается в разогреве кромок газокислородным пламенем, что приводит к зазору между частями конструкции. В качестве газа здесь применяется ацетилен, кислород. Способ уступает по функционалу и качеству классическому ручному методу, но для тонкостенных элементов подходит хорошо. Помимо газа здесь потребуется специальная проволока, близкая по составу к основному стройматериалу. Последовательность действий будет такой:
Плюсы самодельного устройства
В конечном счете все, что вам потребуется для изготовления такого универсального устройства, можно купить по небольшой стоимости в любом строительном магазине либо подобрать нужные компоненты из старых давно забытых вещей, а также подобрать чертежи. В любом случае цена такого станка очень быстро себя окупит, так как изготовить на нем можно детали любой сложности с минимальными затратами на расходный материал.
Важно: аренда прокатного станка обойдется в круглую сумму, из-за чего вы можете размещать объявления и неплохо зарабатывать на своем устройстве. Сделанная работа достаточно быстро окупается, так как вы можете изготавливать любые детали
Вот лишь небольшой их список:
Сделанная работа достаточно быстро окупается, так как вы можете изготавливать любые детали. Вот лишь небольшой их список:
- профтрубы;
- металлические направляющие для профиля под гипсокартон;
- покрытия для фальцевой кровли;
- элементы для металлосайдинга;
- металлические листы квадратной и прямоугольной формы;
- дополнительные крепления для сайдинга;
- провод для электрической проводки.
Все эти самоделки пригодятся вам при строительстве нового дома или его ремонте. Как показывает практика, листогибочные самодельные станки крайне востребованы, так как их схема не требует сложного изготовления, но при этом позволяет изготавливать массу полезных и нужных деталей.
Видео: прокатный станок своими руками.
Разновидности прокатного станка
Как уже стало ясно из ранее сказанного, прокатное оборудование необходимо для переработки металлической заготовки в готовую геометрически сформированную деталь. В данном случае для листового металла используются следующие типы оборудования:
- Непрерывно-удлинительные, которые позволяют изготавливать металлические трубы с сечением в 110 мм.
- Пилигримовые станки, что используются при изготовлении массивных труб с диаметром от 400 до 700 мм.
- Короткоправочные модели оборудования, что используются при производстве бесшовных труб диаметром до 450 мм.
- Станки трехвалового типа, которые, в свою очередь, применяются для выполнения толстостенных труб, диаметр которых может достигать 200 мм. Нередко такой тип оборудования называют ювелирным прокатным станком.
Важно: на современных заводах металлообработки также нередко применяются широкопрофильные модели гибочной системы установок, что позволяет изготавливать профильные трубы общей длиной до 3 метров
Сварка трубы газовым оборудованием
Газовая сварка
Но если отсутствует возможность подключить сварное оборудование к электричеству, для сварки тонкостенных труб приходится применять газовый агрегат.
Подготовка и сварка труб по шаблону.
Существуют две технологии применения газосварочного оборудования:
-
Мастер должен двигать присадкой по направлению за горелкой слева на право, поэтому такую технологию называют правой.
Достоинства такого метода заключается в хорошем прогревании зоны сваривания и прекрасной видимости рабочей зоны, что позволяет добиться высокой производительности и снизить расход газа. Но применяют правую технологию только для профильных труб с толщиной стенок не менее 5 мм. -
Левый способ предусматривает движение горелки справа налево и актуален для тонкостенного металлопрофиля.
При этом проволоку перемещают впереди горелки.
Газовая сварка выполняется поэтапно.
На начальном этапе работы требуется подготовить следующие материалы:
- баллоны с ацетиленом и кислородом;
- редуктор;
- присадку;
- газовую горелку и наконечники для нее;
- шланги, обеспечивающие подачу газа к месту сваривания металла;
- флюс.
Важно! Газосварка не рекомендуется к применению, если объектом сварных работ выступает профильная труба с тоненькими стенками. При таких условиях герметичность сварного шва слишком часто вызывает сомнения, так как чрезмерно высок риск быстрого расплавления металла
Использование газовой сварки для соединения профильных труб.
На следующем этапе работы нужно обезжирить подготовленные металлические детали и зафиксировать их на специальном столе. Кромку изделия обрабатывают флюсом в виде пасты, чтобы предотвратить образование окиси в процессе сварки.

Специалисты настаивают, что угол скоса кромки непременно должен равняться 30 градусам, чтобы появилась возможность организовать несколько высококачественных рядов сварного шва.
Подача пламени обеспечивается смесью из ацетилена и кислорода. Между свариваемых металлических труб подают присадочный материал перед пламенем горелки. От высокой температуры пламени металл профильной трубы и присадки начнет плавиться, вследствие чего образуется качественный сварной шов.
Горелку при этом нужно двигать справа налево. При сварке трубопроводов встык с толстыми стенками пруток нужно подавать за пламенем горелки, а саму горелку двигают слева направо.
Важно подобрать нужные по размеру электроды для сваривания профильной трубы, чтобы выполнить сварные операции максимально качественно. На заметку! Обязательно следите за геометрией свариваемых изделий при изготовлении калитки сварочным агрегатом или других конструкций из профильных труб во избежание перекоса изделия
На заметку! Обязательно следите за геометрией свариваемых изделий при изготовлении калитки сварочным агрегатом или других конструкций из профильных труб во избежание перекоса изделия.
https://youtube.com/watch?v=at2kJkWhXU8
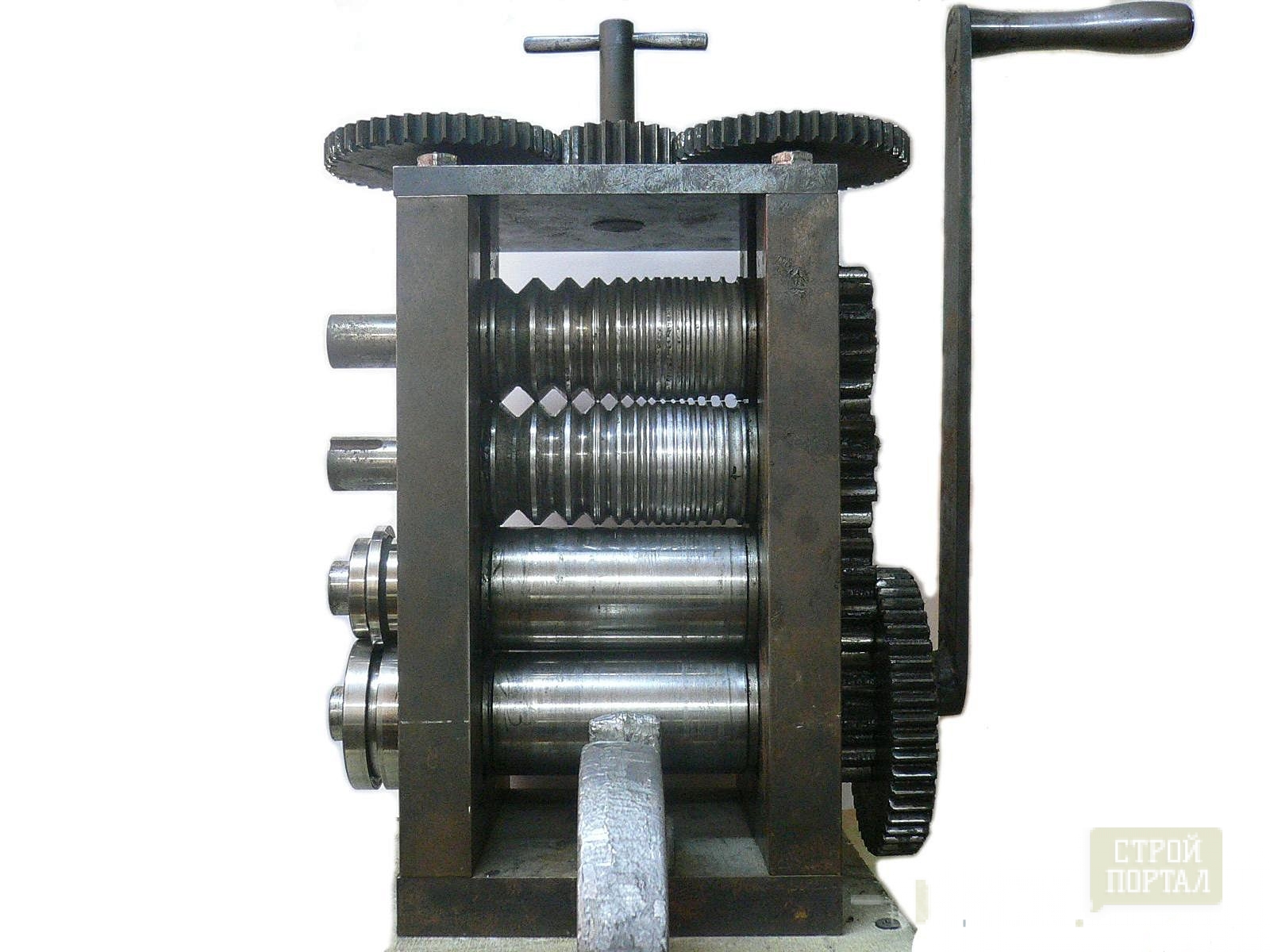
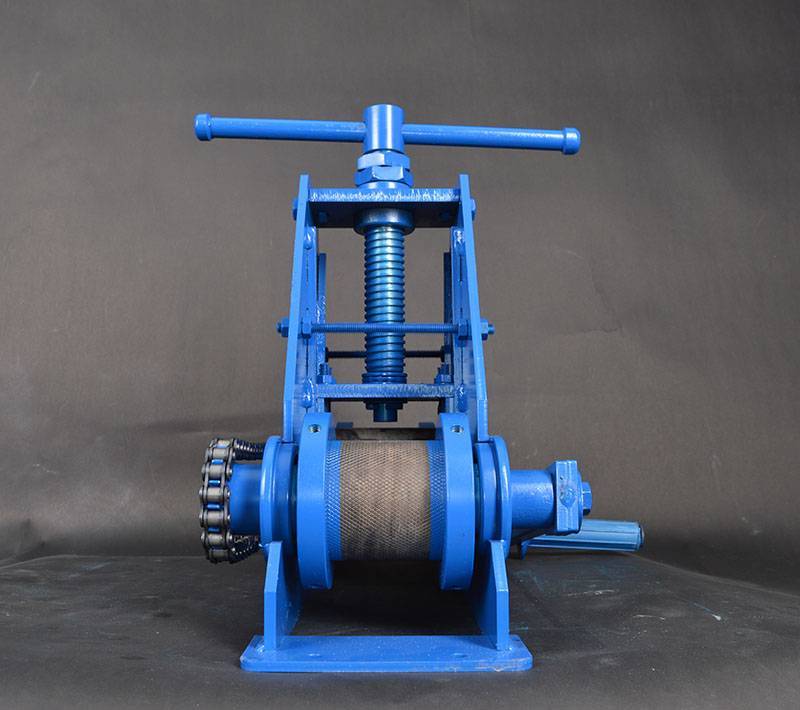
Трубопрокатный станок
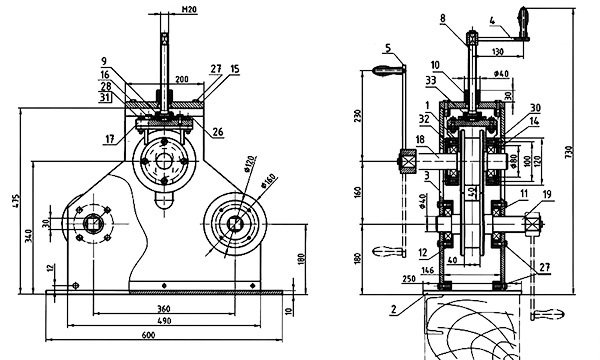
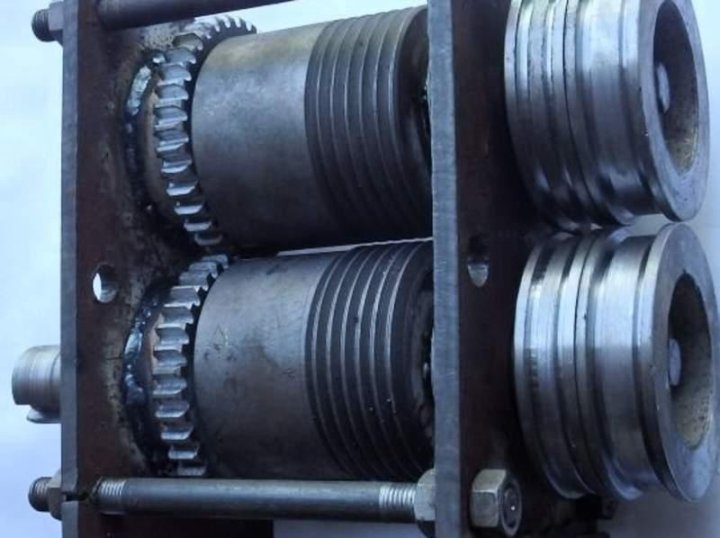
При прокатывании длинномерных труб на станке смещают центр движения. За счет подобного смещения между вальцами образуется кривая. Один ролик давит изнутри радиального контура, а два других – образуют внешний контур будущего изделия.
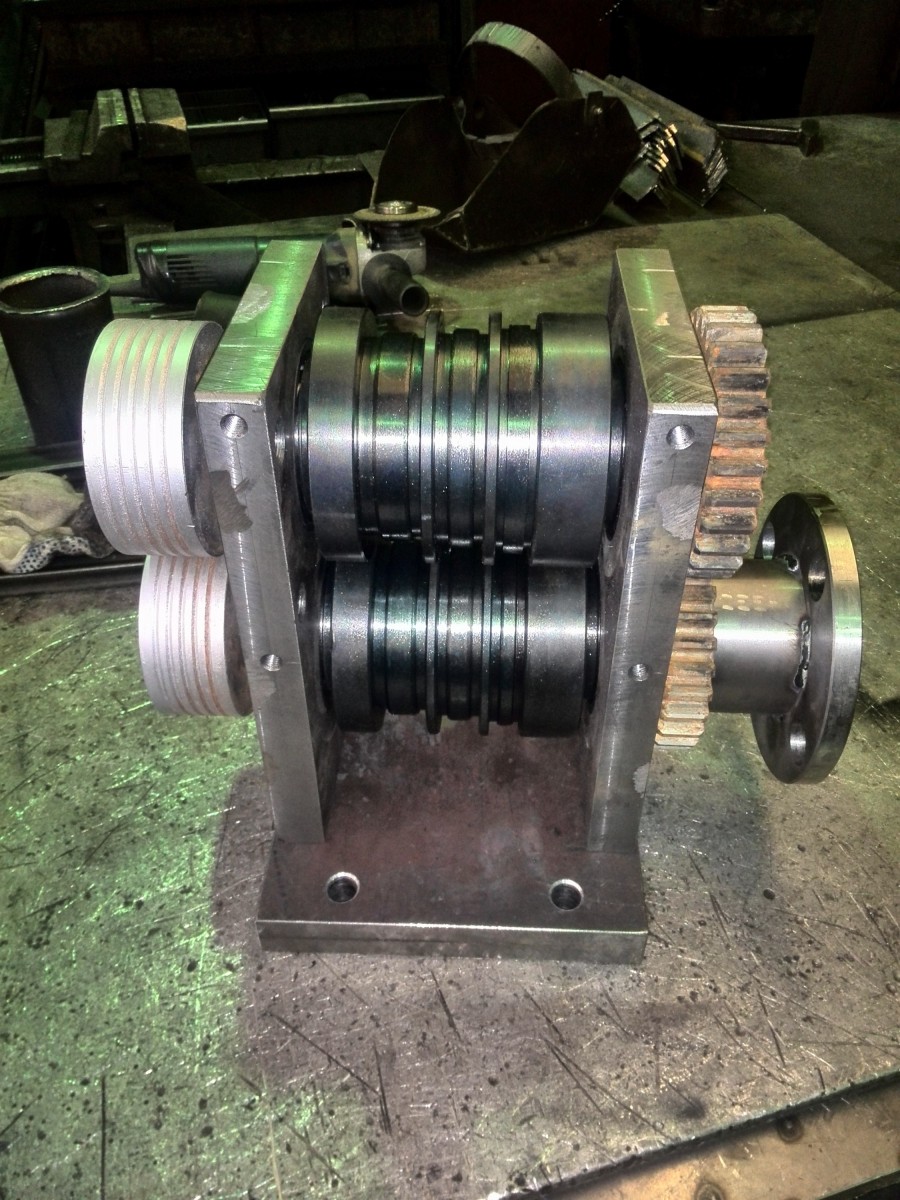
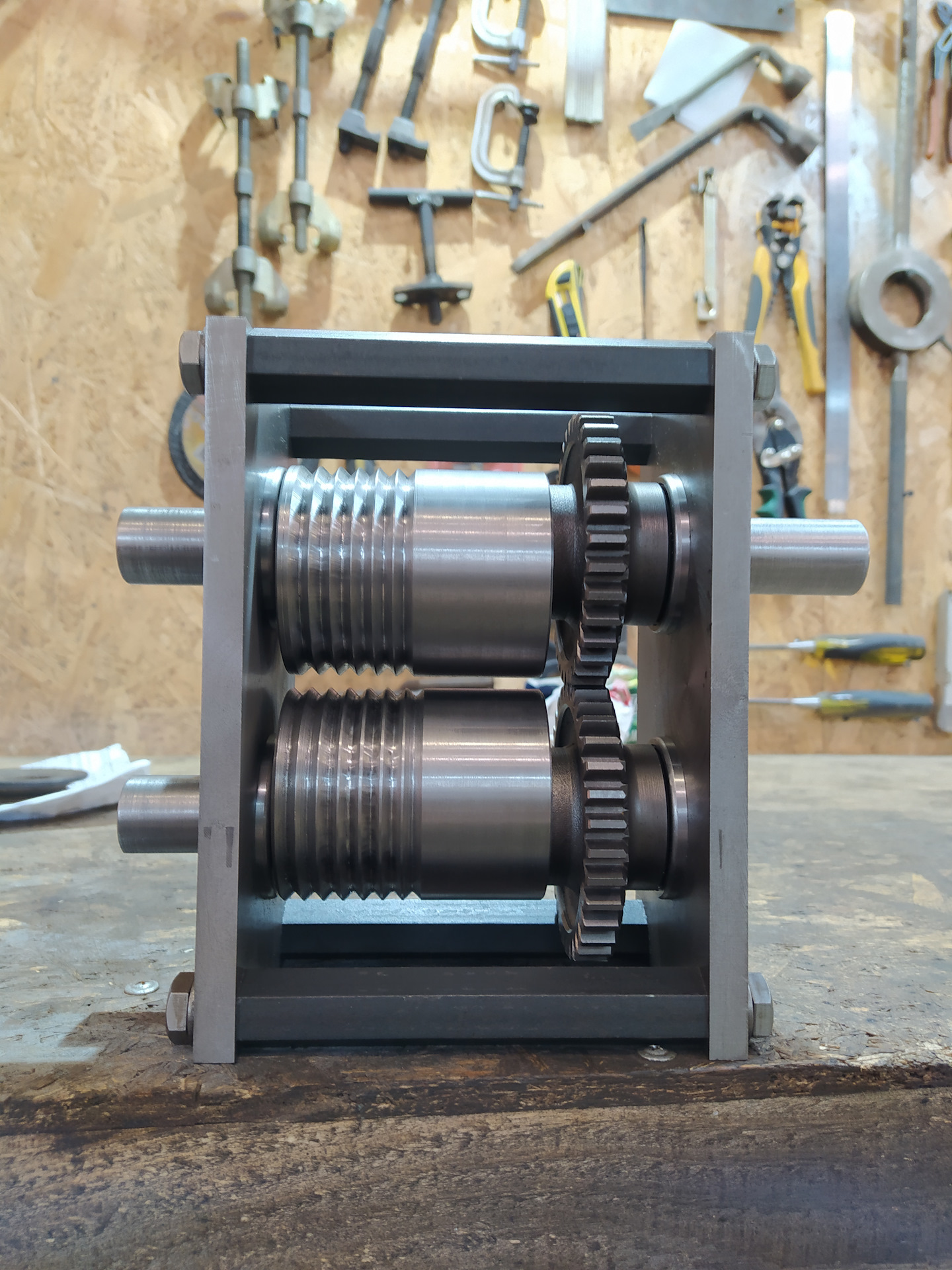
Конструктивно подобное устройство выполняется на прочной опоре, изготавливаемой из швеллера. Нижние ролики располагаются в подшипниках. Обычно расстояние между ними не меняется (существуют варианты станка, где изменив расположение нижних роликов, создают другой радиус проката).
Сверху располагается верхний валик. Его можно перемещать по высоте. Двигая опорную часть по резьбе вниз, можно развивать значительные усилия. Они будут действовать на трубу в процессе прокатывания.
Чтобы совершать прокатку, нужно прилагать дополнительные протягивающие усилия в продольном направлении. Для этой цели устанавливается рукоятка. Вращая ее, можно заставить трубу двигаться в ту или другую сторону.
Для самостоятельного изготовления можно пойти другим путем. Из листа толщиной 2…4 мм вырезают стенки устройства, где устанавливают валики.
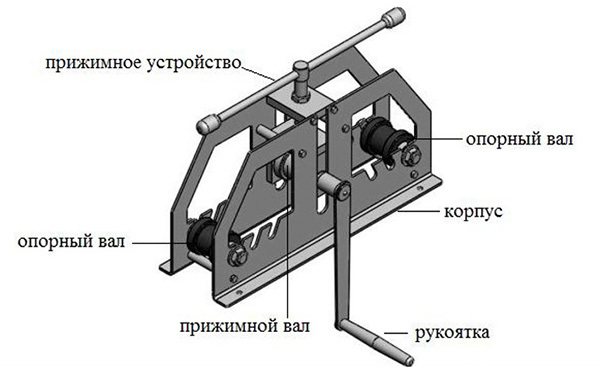
Самое сложное – это изготовить боковины, внутри которых располагаются:
- Опорные валы – 2 шт.
- Прижимной вал, размещенный на соответствующем устройстве.
- Рукоятка, позволяющая производить прокатывание профильной трубы.
Промышленные станки изготавливают с ручным или электрическим приводом. При изготовлении электрифицированного станка обязательно предусматривают возможность реверса. Тогда прокатывать можно, заставляя длинномер двигаться в обоих направлениях.
Изготовление трубогиба своими руками
Простейший трубогиб изготавливается сравнительно несложно. Нужно приобрести:
- подшипники № 206;
- корпуса подшипников;
- валы Ø 35 мм из закаленной стали HRC 40…45 (подходят под внутренний размер подшипников);
- велосипедные звездочки одинакового диаметра;
- педаль от велосипеда;
- ходовой винт с гайкой;
- швеллер № 8;
- швеллер № 6;
- болты М8 с гайками;
- полоса 40 мм, толщиной 4 мм.
Для изготовления нужно использовать:
- Электродрель.
- Напильник.
- УШМ с отрезными и зачистными дисками.
- Сварочный аппарат.
- Набор гаечных ключей.
Пошаговое изготовление станка
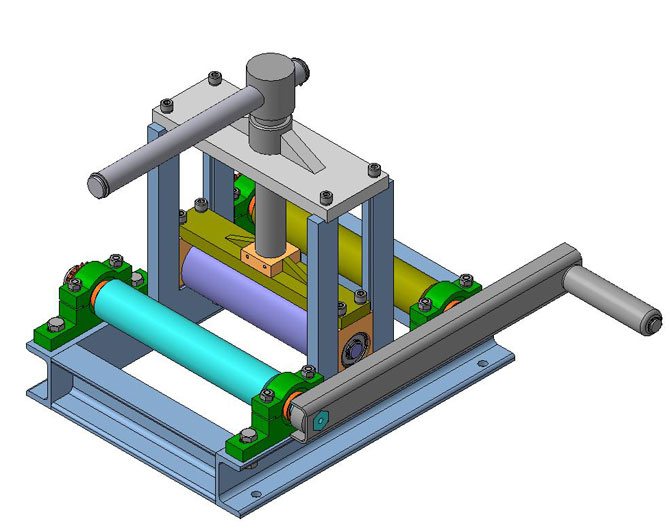
Подготовив набор комплектующих, приступают к изготовлению. Общий вид станка. Он устанавливается на брус 100·50 мм.

Все детали раскладываются на видном месте. Предварительно проверяется работоспособность подшипников и ходового винта.

Вырезаются заготовки из швеллеров. Из них сваривается вертикальная стойка, устанавливаемая перпендикулярно к опорному швеллеру.

Сверлится отверстие под ходовой винт. К нему приваривают гайку. Потом вкручивают винт. Сверху варят поперечину, она понадобится для перемещения винта по резьбе.

По опорному швеллеру перемещают подшипники. Они предварительно установлены в корпуса. Внутрь вставлены валы. К одному из торцов приваривают цепные звездочки.

К одному опорному валу приваривают велосипедную педаль. Вращая ее в ту или другую сторону, можно заставить перемещаться трубу в нужном направлении.

Изготовив прижимной механизм, производится проверка расположения всех элементов. Стараются установить их согласно чертежу, представленному ранее.

Установив детали по месту, их приваривают. Наступает черед проверить работоспособность устройства.

Ставят трубу и прокатывают ее в обе стороны. Нажима сверху еще нет, проверяется, насколько легко перемещается труба.





Поворачивая винт, прижимают нажимной валик вниз, продавливают трубу. Сместив прижимной валец, прокатывают трубу. После каждого прохода смещают валик вниз. Периодически вынимают деталь и сравнивают ее с шаблоном.
Изготовив станок, можно приступать к изготовлению теплиц и парников, в основе которых используют профильные трубы. Ниже показаны образцы и дана информация, как сделать подобные сооружения.
1 Изготовление профильных труб из готовых круглых труб
Современный рынок профильных изделий изобилует продукцией различных производителей. Потребителям предлагаются конструкции разных размеров, сделанные не только из стали, но и из других материалов. При необходимости можно приобрести нержавеющие профильные трубы и даже изделия из полимерных составов. Но нас в рамках данной статьи интересуют исключительно стальные трубы. О тонкостях их изготовления и пойдет речь дальше.
Производство профильных труб сейчас может выполняться по двум основным схемам:
- по полному циклу;
- из круглых труб.
Вторая технология предполагает, что для изготовления профильного изделия используется труба круглого сечения, которую пропускают через специальные вальцы. Оборудование для данной операции имеет сравнительно небольшие размеры. Это позволяет размещать его в небольших по площади производственных помещениях.

Такое оборудование, представляющее собой «компактный» стан для деформирования круглых труб, востребовано многими предприятиями. Состоит оно из комплекта вальцов, через которые пропускается заготовка. По показателю мощности подобные устройства отличаются друг от друга. Наиболее мощные агрегаты дают возможность без проблем профилировать не только сварные, но еще и бесшовные трубы.
Чаще всего на станках для изготовления профильных конструкций осуществляют выпуск неответственных изделий. Именно таким образом производят трубы для мебельной промышленности, а также продукцию, используемую в качестве декоративных элементов. Спрос на подобные изделия достаточно высок, но всегда нужно помнить, что они не годятся для применения в конструкциях, к коим выдвигаются высокие требования по надежности.




