Особенности гибки самодельным инструментом
При гибке труб необходимо знать принципы процесса и диаметр изделий. Тогда будет обеспечена корректная деформация материала без смятий и разрывов. На станках, где применяется гидравлика, возможна гибка с нагревом. Это позволяет гнуть трубы из полимеров, прочных сплавов, а также изделий с достаточно большой толщиной стенки. Но на практике в домашних условиях чаще используется «холодный» способ, ориентированный на работу с трубной продукцией из пластичного материала – алюминия, меди, металлопластика. Впрочем, возможно проводить гнутьё и из другого металла за исключением чугуна. В этом случае, чтобы получить качественный изгиб, перед процедурой деформации в трубу заливают воду (ледяную), масло или засыпают соль либо песок.
Минимальные радиусы изгиба указаны в нижерасположенных таблицах: в первой содержатся данные по медным и латунным трубам, а во второй – по стальным.
Таблица 1
| L min | R | d |
| 60 | 90 | 30 |
| 55 | 72 | 24 |
| 50 | 36 | 18 |
| 45 | 30 | 15 |
| 35 | 24 | 12 |
| 30 | 20 | 10 |
| 25 | 16 | 8 |
| 18 | 12 | 6 |
| 12 | 8 | 4 |
| 10 | 6 | 3 |
Таблица 2
| D | R, если толщина стенки | |
| Превышает 2 мм | До 2 мм | |
| 60-140 | 5d | — |
| 35-60 | 4d | — |
| 20-35 | 3d | 5d |
| 5-20 | 3d | 4d |
В таблицах: L min — длина (минимальная) прямого участка; R – наименьший радиус изгиба; d — диаметр заготовки. Единица измерения всех показателей — миллиметры.

Самодельным трубогибом можно гнуть любые трубы, но нужно учитывать их диаметр и максимально возможный радиус изгиба
Общие сведения
Этот инструмент по своему устройству отличается рядом особенностей. Именно благодаря ним есть возможность гнуть трубы, в том числе металлические, без особых проблем, придавая тем заданный угловой радиус с затратой минимальных физических усилий. Подобное оборудование подразделяется на несколько видов:
- ручные трубогибы;
- трубогибы гидравлические. Модели данного типа тоже можно отнести к категории ручного инструментария;
- дорновые;
- пружинные.
Но существуют устройства и другого исполнения:
- электромеханические;
- сегментные;
- арбалетные.
Всем вышеуказанным инструментам присущи положительные и отрицательные качества, но каждый из них позволяет без значительных физических усилий и за короткое время выполнить гибку металлического трубного изделия с круглым сечением.
Самый простой вариант – зайти в ближайший специализированный магазин, в ассортименте которого присутствуют приспособления такого типа. Но человеку, имеющему опыт в изготовлении своими руками самых разнообразных устройств, под силу будет создать ручной трубогиб в домашних условиях.

Можно приобрести инструмент заводского исполнения, но вполне реально собрать его самостоятельно из подручных материалов
Устройство. Принцип действия
Вид трубогиба во многом определяет его конструкцию. Однако в каждое устройство входит стандартный набор элементов. Ключевым рабочим компонентом является нажимная насадка (нажим), на который производится давление. В результате его воздействия угол изгиба трубы меняется.
Ручной трубогиб характеризуется конструкцией, включающей пружину с фиксатором, в то время как электрические устройства оснащаются электродвигателями. Нажим приводится в действие именно этими элементами.
Независимо от типа трубогиба, в состав агрегата входят несколько валов (шаблонов/роликов). Они выполняют функцию стабилизации и регулирования радиуса изгиба заготовки. Воздействие на трубу предполагает её предварительную фиксацию между нажимной пластиной и валами. Реализуемая величина изгиба регулируется положением валов. Например, если требуется сформировать острый угол, валы размещают близко к нажиму и один к другому.
Вид оборудования определяет и способ его воздействия на трубу. Методы бывают такими:
- вальцовка (прокатка). Здесь используются 3 подвижных вала. Радиус изгиба – величина производная от расположения опорных роликов по отношению к центральному валу, который тоже оказывает давление на трубу;
- воздействие на трубную заготовку штоком (арбалетный способ). В этом случае в качестве опоры служат два стационарных ролика, а трубу между ними гнёт шаблон на штоке;
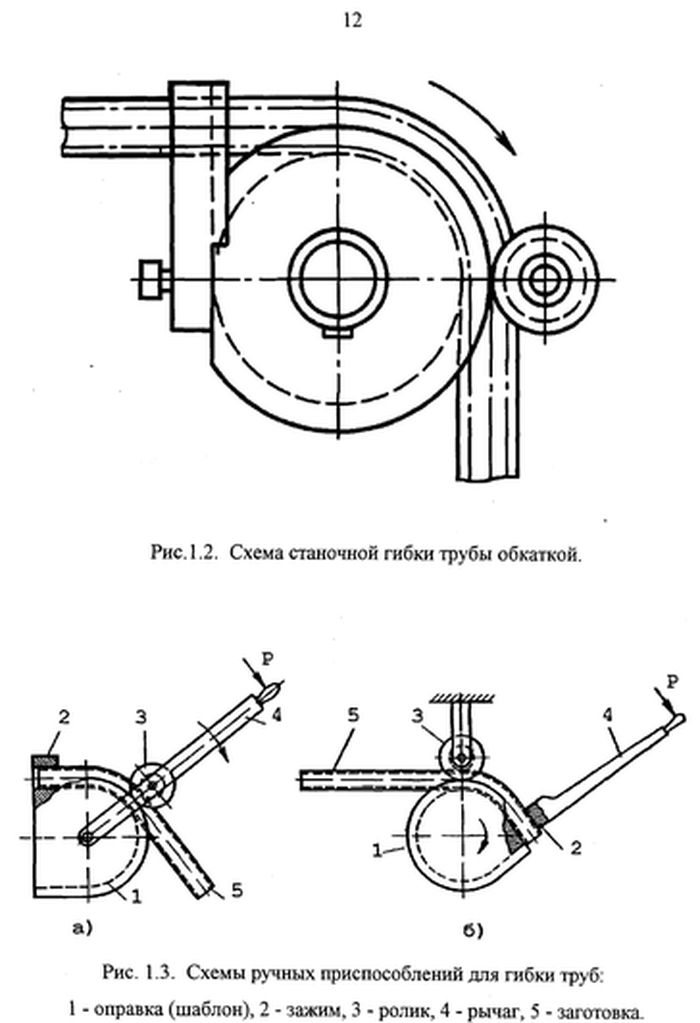
- намотка. При намотке труба специальным зажимом прижимается к вращающемуся ролику. При этом ролик наматывает заготовку, протягивая её между собой и упором;
- обкатка. В этом методе трубогиб зажимает концы трубы, шаблон остаётся неподвижным, в то время как прижимной ролик, перемещаясь, сгибает заготовку.

Регулировать радиус изгиба трубы можно при помощи шаблонов разного диаметра
Следует отметить универсальность данного инструмента: с его помощью можно изгибать различные типы трубных изделий:
- водопроводные;
- газовые;
- котельные и др.
Сами же трубы могут быть изготовлены из:
- металлопластика;
- алюминия;
- меди;
- стали.
Единственное ограничение касается диаметра труб: значение этого параметра не должно превышать два дюйма.
Индукция
Принцип работы индукционных трубогибов заключается в прогреве места для будущего сгиба. Металл становится мягким, податливым и впоследствии подлежит легком сгибанию, что фактически исключает возможность разрыва металла. Это оборудование считается самым дорогостоящим. И применение его обусловлено соблюдением режима строгой техники безопасности. В работе с такой аппаратурой применяются обязательные средства защиты в виде маски и перчаток
Связана такая мера предосторожности с тем, что при накаливании железо нагревается докрасна: при случайном прикосновении сильный ожог гарантирован. Более того, ржавая окалина может отколоться в процессе нагревания и отлететь в сторону
Поэтому маска служит защитой от непроизвольного попадания в лицо металлических сколов.
Как сделать ручной трубогиб своими руками
При строительстве или же обустройстве собственного загородного дома или дачи, практически любой хозяин, принимающий непосредственное участие в разного рода работах, сталкивается с проблемой изменения формы трубы. Проще говоря, при прокладке основных коммуникаций или же при возведении беседок и теплиц часто возникает необходимость каким-то образом согнуть профильные трубы под нужным углом.
Стандартные изделия круглого сечения в настоящее время используются менее часто, поэтому вопрос об их изгибе не столь актуален.
Согнуть же профильную трубу можно несколькими способами. Можно даже создать с этой целью ручной трубогиб своими руками.
Как можно согнуть профильные трубы?
- При помощи специальных станков. Избежать повреждения трубы при сгибе можно используя для изменения формы изделия так называемые профилегибы. Они превосходно справятся с самым сложным заданием, поскольку относятся к профессиональному оборудованию. Единственный их минус – высокая стоимость, которая в большинстве случаев недоступна среднестатистическому владельцу загородного дома.
- Ручным трубогибом. Данное приспособление пригодится, если профильные трубы сгибать нужно не постоянно, а время от времени. Стоят ручные трубогибы недорого – около ста долларов, а подходить могут не только для гибки профильных труб, но и для работы со стандартными изделиями круглого сечения. Такая универсальность инструмента способна сэкономить не только финансы, но и время. Однако, работая ручным трубогибом, придется прилагать немалые физические усилия для придания трубам желаемых форм.
- На производстве. Если необходимость согнуть трубу – случай единичный, то покупать трубогиб (даже недорогой) просто нерационально. Более целесообразно обратиться в соответствующий цех или мастерскую, где за небольшое вознаграждение изделие будет согнуто. При этом в результате вы получите нужный угол и радиус изгиба, а также сэкономите свое время и деньги.
- Своими руками. Данный способ изгиба профильной трубы практикуется довольно часто. Однако производить изменение формы изделия своими руками возможно лишь тогда, когда сечение трубы (медной, стальной или полимерной) совсем небольшое. В ином случае без дополнительных приспособлений никак не обойтись.
Особенности гибки профильных труб трубогибами
Наиболее часто все же выполнение изгиба профильной трубы происходит при помощи трубогиба. Однако, отдав предпочтение данному методу гибки, следует учитывать следующие нюансы:
- Для изгиба профильной трубы (узнать их вес можно в этой статье: https://phoenix-master.com/profilnye-truby/ves-profilnoj-truby-kak-proizvesti-ego-pravilnyj-raschet) потребуется трубогиб, изменяющий форму изделия холодным методом с растяжением. Обусловлено это тем, что именно такой инструмент смещает нейтральную ось трубы в направлении изгиба, а это в свою очередь предупреждает образование гофрированной поверхности в месте сгиба.
- Если необходимо согнуть трубу из нержавеющей стали, то для сохранения высокого качества изделия гибку выполняют под внутренним гидростатическим давлением. Создается оно путем установки заглушек на концы трубы и подачи внутрь нее жидкости. Затем к середине трубы подводят гибочный шаблон и придают изделию нужную форму.
Как сделать ручной трубогиб своими руками
Если вам часто приходиться гнуть небольшое количество труб с маленьким диаметром, то целесообразно создать трубогиб профильной трубы самостоятельно. Сделать данный инструмент не так уж и сложно. Другое дело, что сфера его применения будет ограничиваться только домом, поскольку в промышленных условиях все же лучше использовать специальные трубогибы, имеющие большую площадь воздействия, нежели ручной вариант.
Конструкционные особенности трубогиба должны напрямую зависеть от диаметра труб, с которыми придется работать. Например, при диаметре не более двадцати миллиметров трубу можно согнуть с помощью бетонной плиты, в которой проделаны отверстия. В данные отверстия вставляются стальные штыри, между ними пропускается труба и гнется в нужную сторону.
Если же диаметр изделия превышает 25 мм, то необходима более сложная конструкция. На основание крепятся два ролика, обладающие круглым сечением боковой грани. При этом диаметр трубы, форму которой нужно изменить, должен быть такого же размера, как и радиус боковой грани. Затем труба размещается между роликами, любой из концов надежно фиксируется, другой – свободный – конец крепится к лебедке. Лебедка приводится в действие и постепенно труба приобретает желаемую форму.
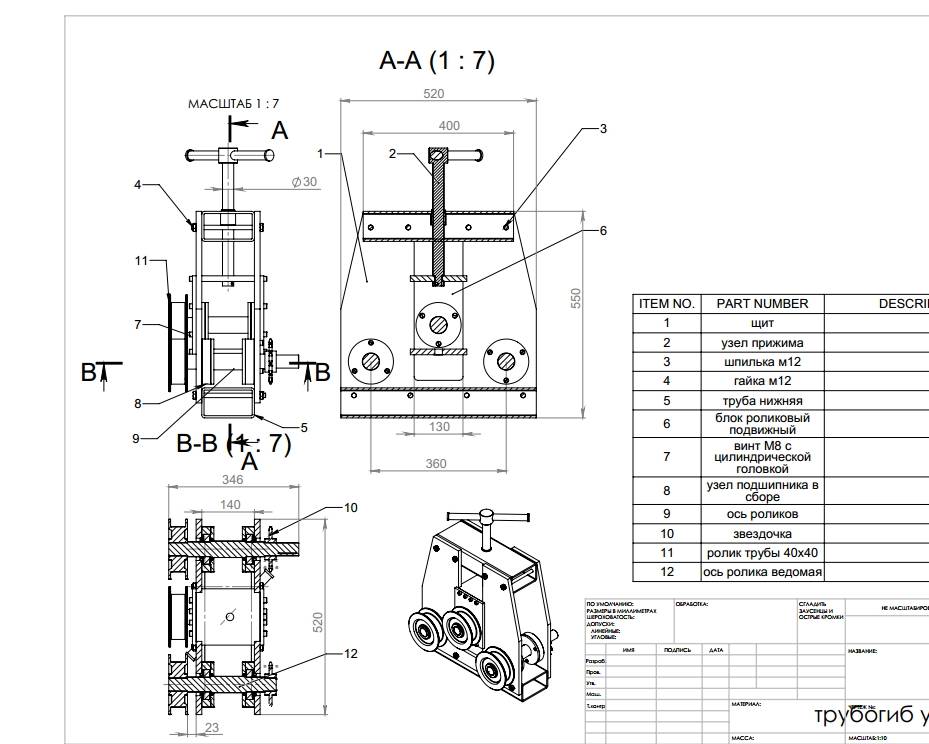
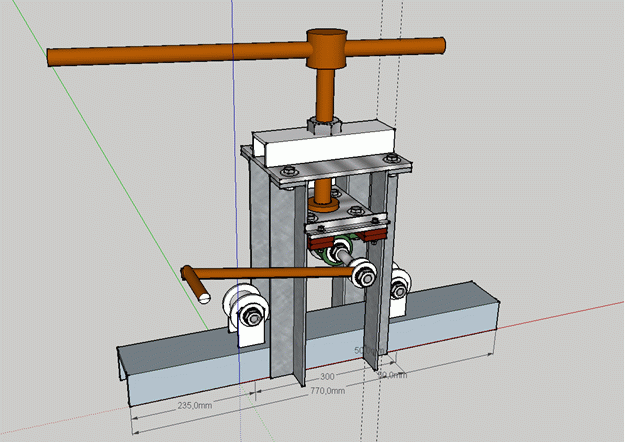
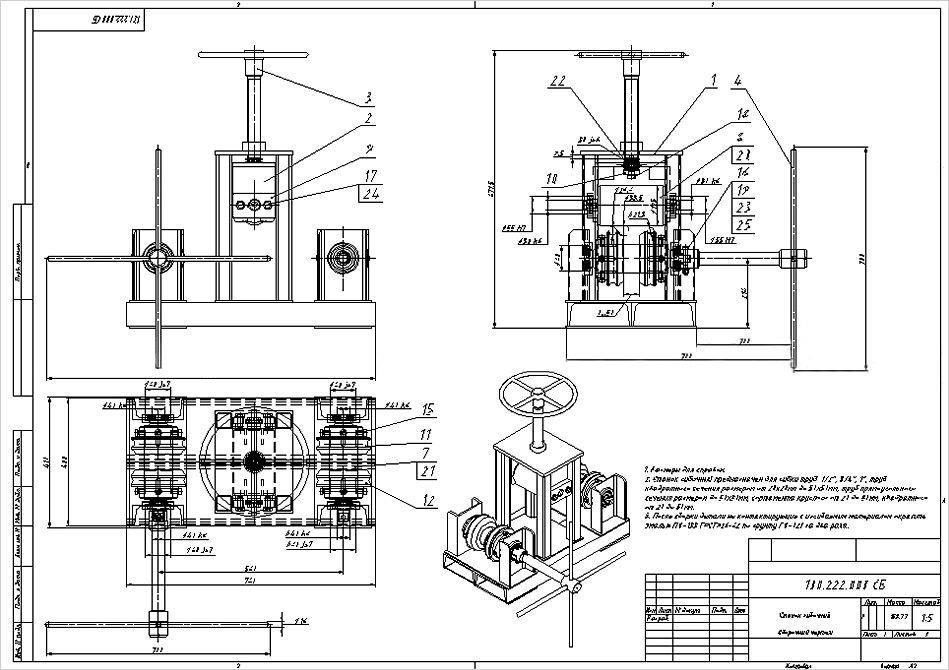
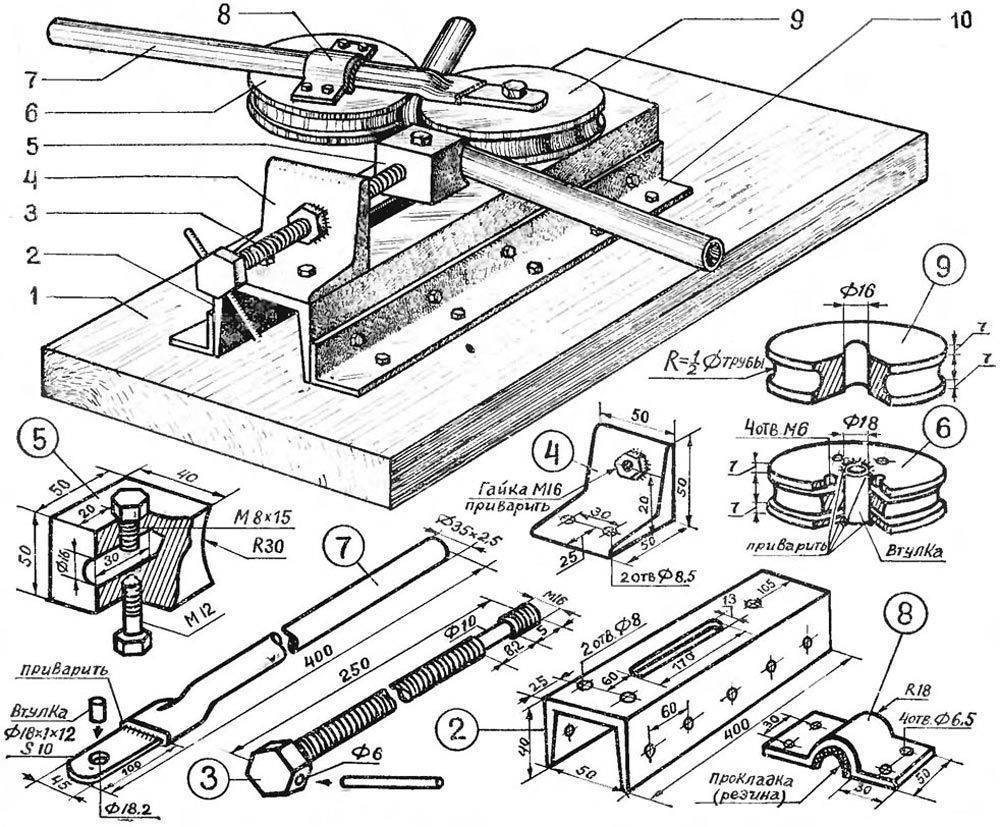
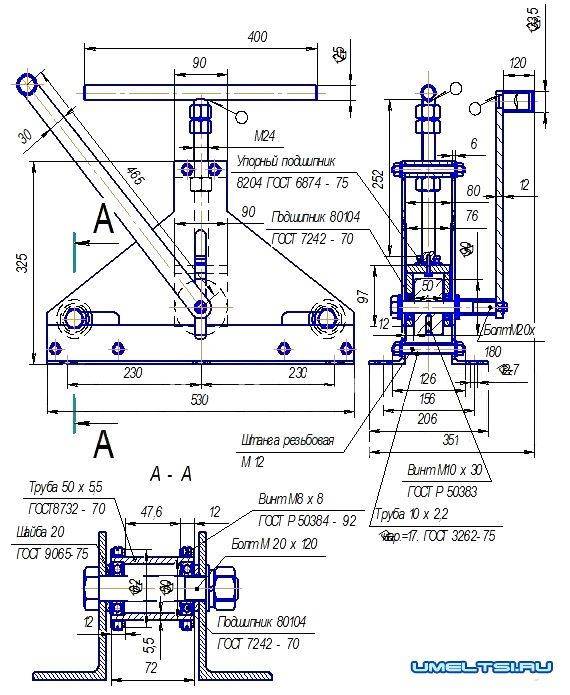
Еще одна конструкция гибочного станка
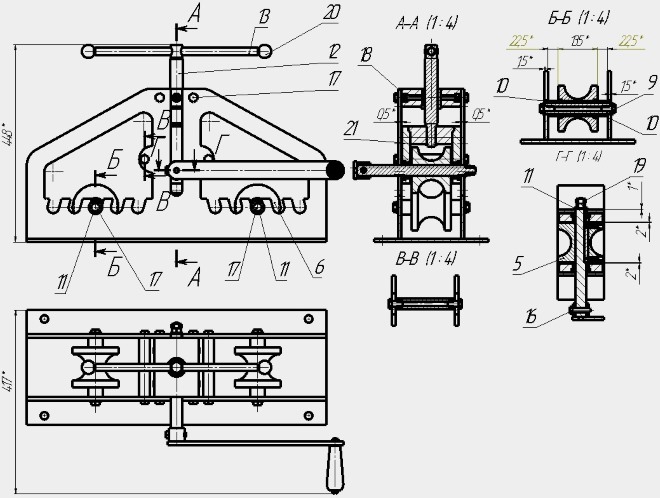
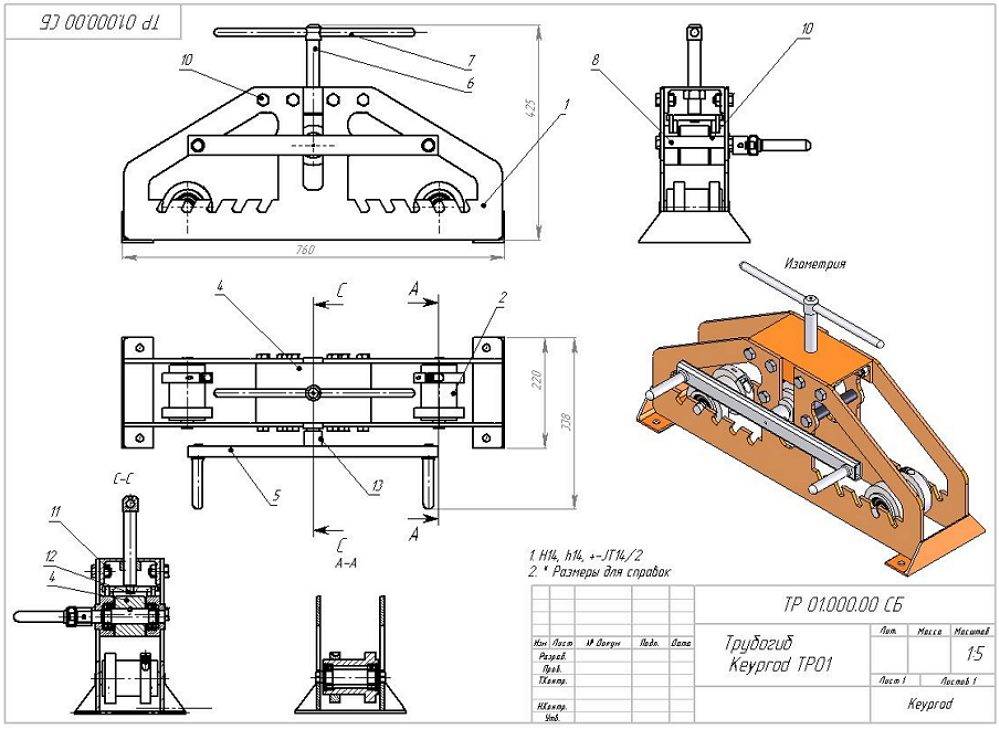
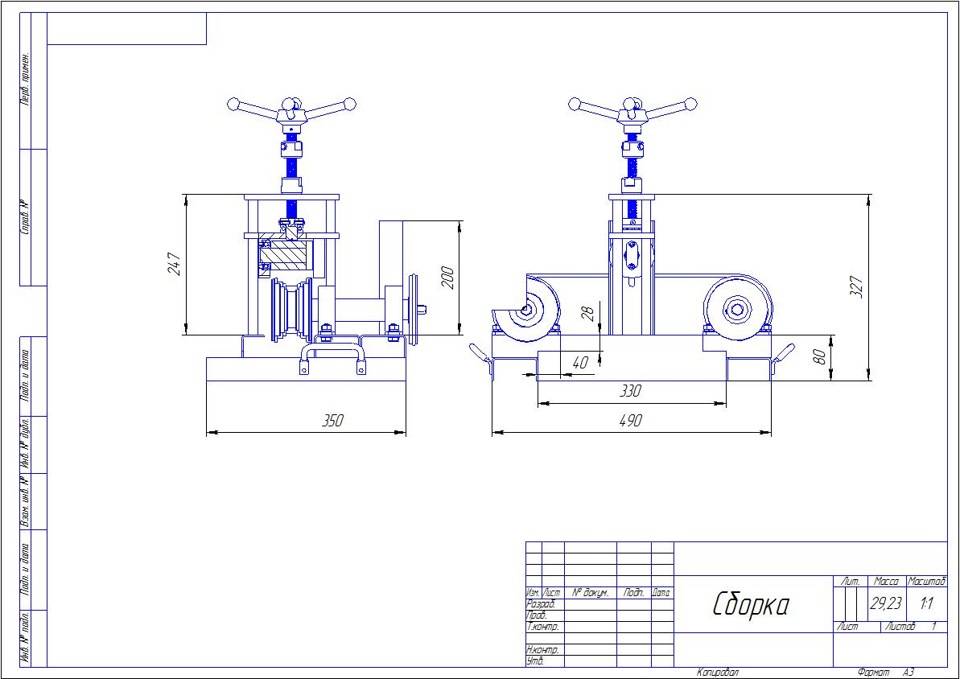
Для начала рекомендуем ознакомиться с чертежами данной конструкции, которые представлены ниже.
Здесь, как видите, ролик прижимается посредством резьбовой передачи. В данном примере будет применяться гидравлический домкрат и ручной привод, в котором будут присутствовать элементы газораспределительного механизма (речь идет о тех, что в автомобильных двигателях). И еще один момент: не забывайте о личной безопасности! Всегда пользуйтесь при работе средствами индивидуальной защиты!
Теперь – непосредственно к процессу изготовления трубогиба своими руками
Шаг первый. Для начала сделайте нажимной вал и опорные валы. Если не умеете работать с токарным станком, то потребуется помощь профессионала
При этом важно, чтобы ролики имели хвостовики, необходимые для монтажа звездочек

Шаг второй. Прикрепите к валам подшипниковые опоры, закрепите шестерни на шпонки.

Шаг третий. Сварите каркас будущего станка трубогиба. Прежде всего, изготовьте квадратную раму, на которой имеются опорные ножки, после чего установите на нее конструкцию, посредством которой будет двигаться плита с роликом.

Шаг четвертый. Плитой в данном случае послужит швеллер (Н- или П-образный). Чтобы установить нажимной вал, проделайте на краях плиты отверстия с учетом габаритов подшипниковых опор.

Шаг пятый. Кусок швеллера с роликом подвесьте на четырех пружинах сверху каркаса (по углам предварительно приварите гайки, которые послужат вам в роли монтажных петель). Затем установите, наконец, гидравлический домкрат.

Шаг шестой. На нижней раме зафиксируйте приводные валы.

Шаг седьмой. Наденьте на звездочки цепь, надавите на нее внизу, дабы определить место, где будет располагаться натяжитель. Установите последний на станине конструкции.

Шаг восьмой. Установите ручку, чтобы вращать валы конструкции. Рекомендуем использовать ручку с вращающейся трубкой, чтобы работать было легче, а на руках не было мозолей.

Шаг девятый. Готовый трубогиб своими руками можете обработать специальным преобразователем ржавчины, после чего покрасить.

В конце остается только проверить полученную конструкцию на предмет работоспособности. На этом все, надеемся, что вы, следуя нашим инструкциям, обязательно получите желаемый результат! И в конце – еще один тематический видеоматериал.
Удачи в работе!
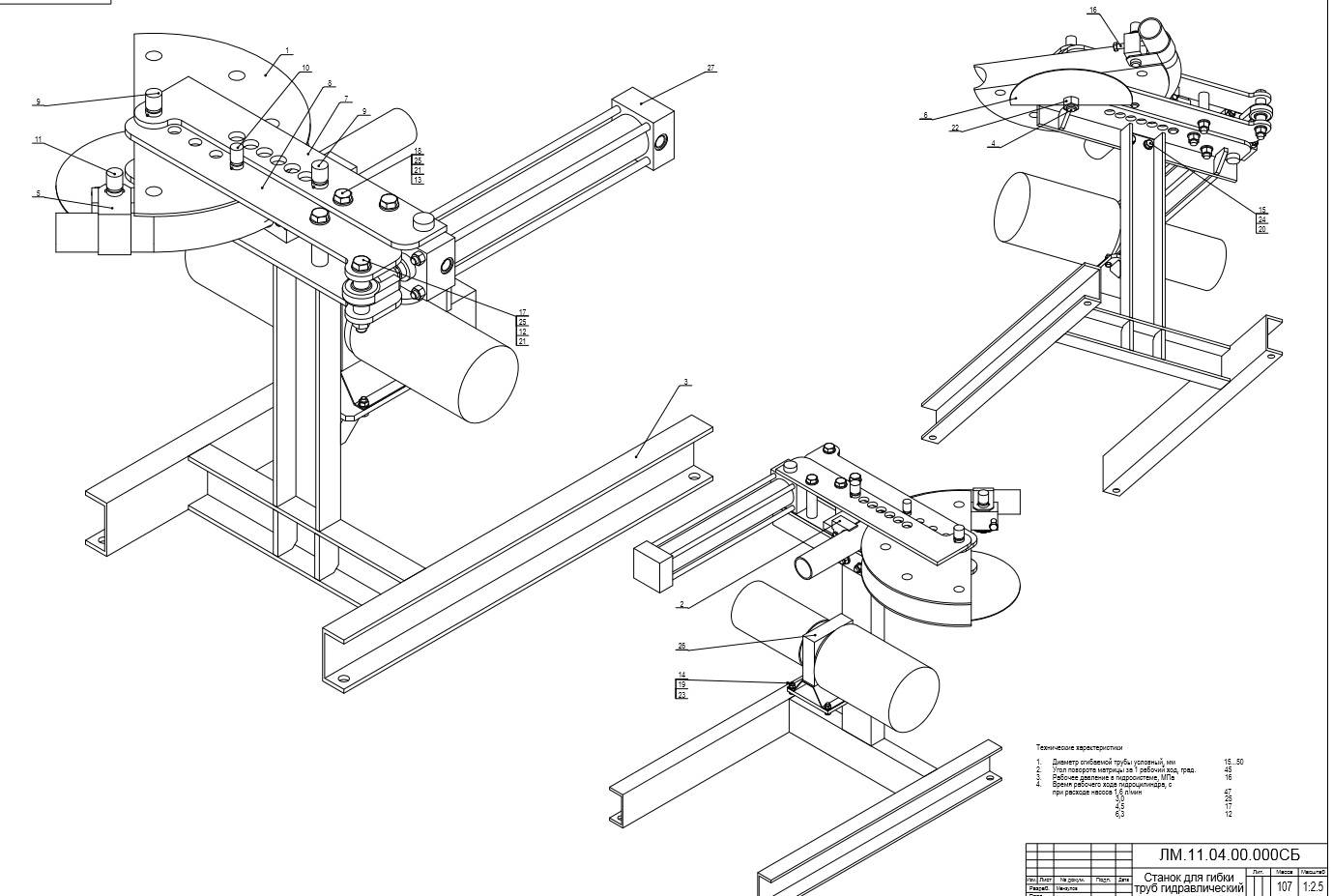
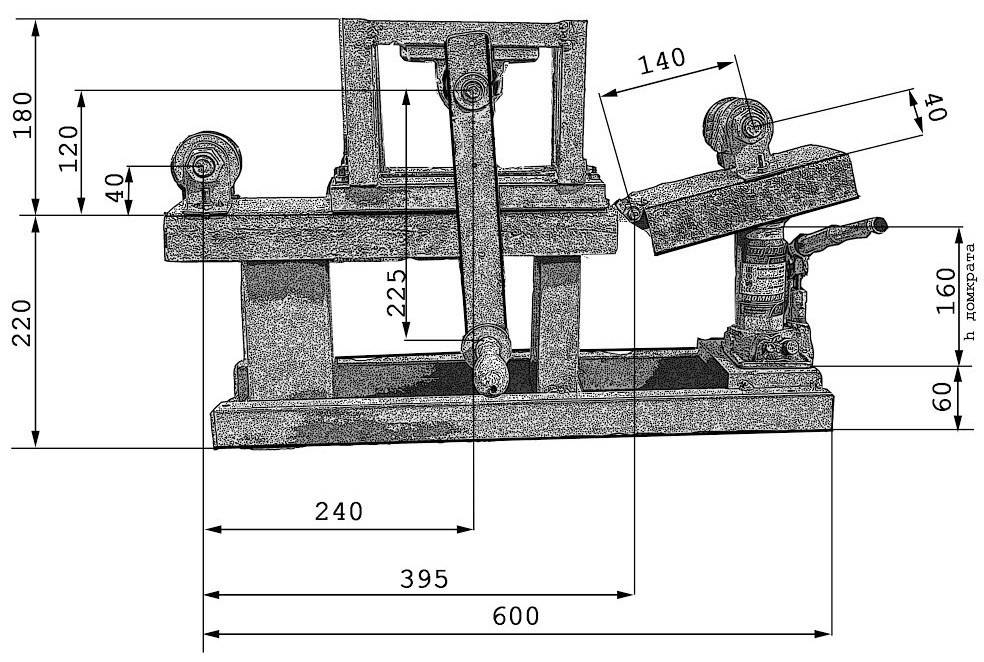
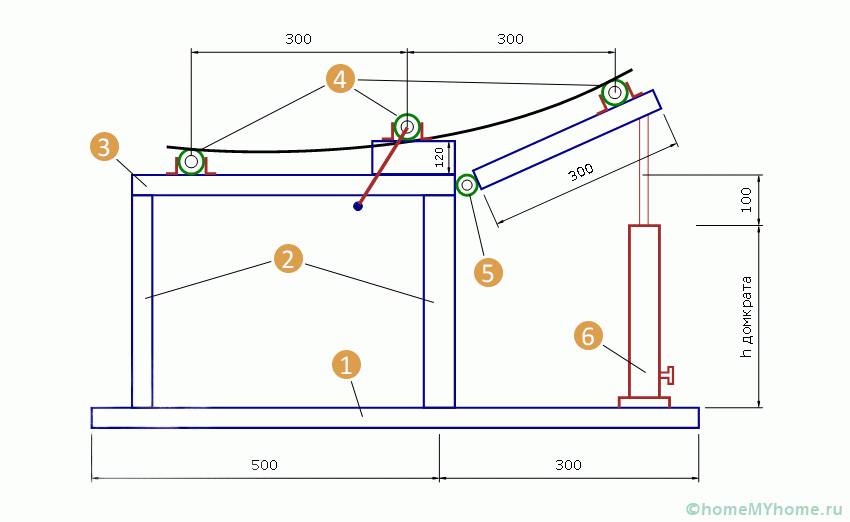
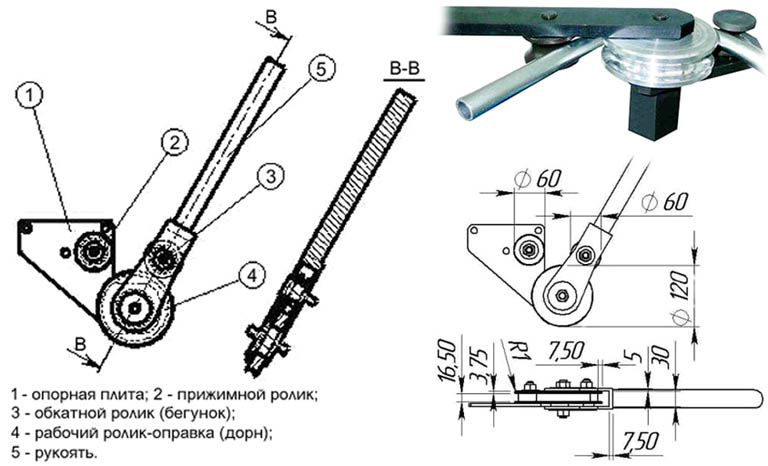
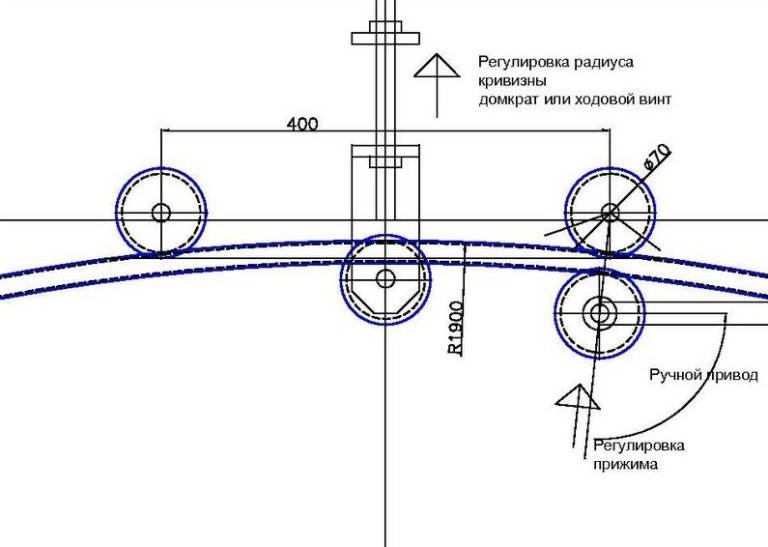
Прокатный вариант трубогиба с наличием поворотной платформы
Приспособление используется для профильных труб. Принцип действия такой конструкции состоит в следующем: поворотная платформа, приводящаяся в движение домкратом и через которую задается угол изгиба, с помощью шарнира соединена с основной станиной. Профиль протягивается в результате вращений рукоятки, которая присоединена к промежуточному валу станка для гибки.
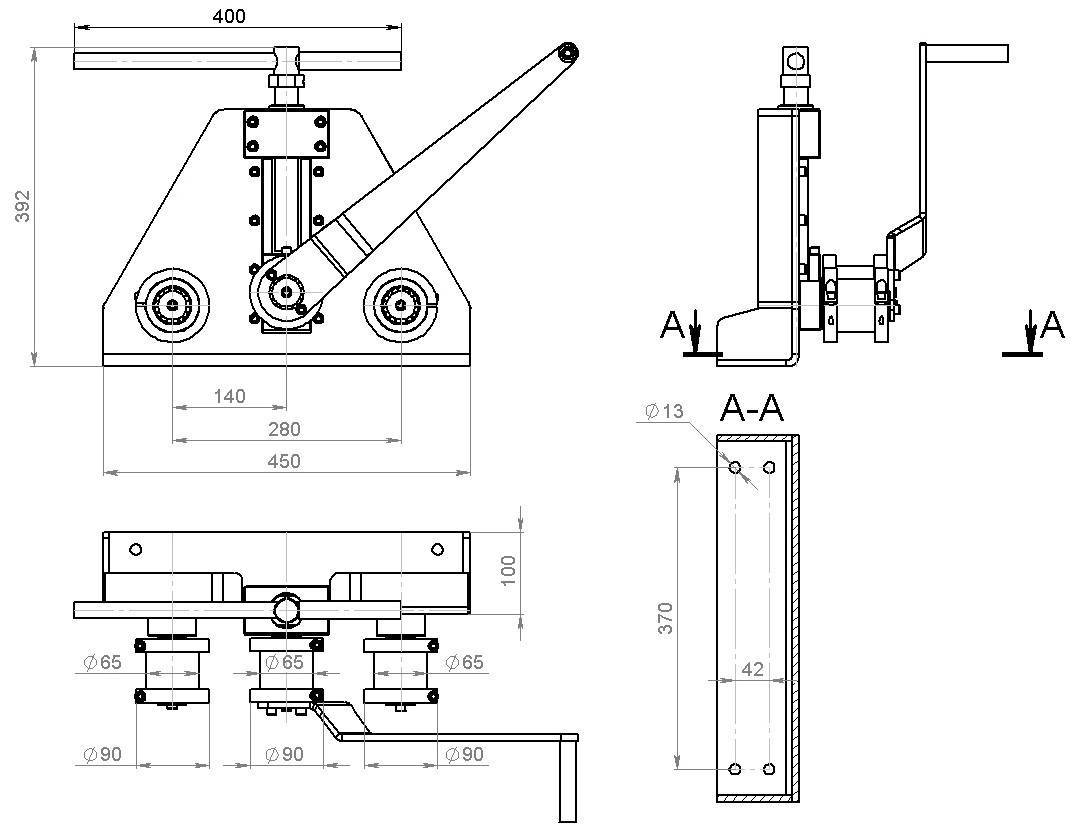
Станок для гибки
Основание для ручного трубогиба и стойки изготавливаются из швеллеров с высотой стенок 125-200 мм. Обоймы для подшипников, основу вальцов, можно сделать из стальной трубы, причем, ее диаметр должен совпадать с диаметром подшипников.
Параметры изгиба можно регулировать двумя способами: с помощью поворотной платформы и с использованием вальцов, находящихся на краю.
С этой целью необходимо просверлить опорные пластины и швеллер, что обеспечит подвижность элементов станка для гибки.
Обе платформы такого устройства также изготавливаются из швеллеров. Для поднятия крайней платформы ручного трубогиба применяют обычный автомобильный или тракторный домкрат гидравлического типа.
Для приваривания вертикальной стойки из швеллера необходимо отступить от края одной стороны основания гидравлического трубогиба примерно 45-50 см. Для ее упрочнения желательно спарить два куска.
Используя строительный уровень, необходимо добиться строгой горизонтальности стационарной платформы самодельного станка для гибки, после чего сзади к ней приварить стойку. С помощью кусков профиля осуществить наращивание ограничителей на высоту, хотя бы равной или больше толщины профильных или круглых труб, которые будут поддаваться гибке.
Используя дверные петли, подсоединить основную станину ручного трубогиба с направляющей платформой. Смонтировать подшипники на краях движущейся и стационарной платформ, а также на ограничителях такого устройства, используя для этого сварку.
Для усиления всей конструкции гидравлического трубогиба необходимо воспользоваться уголками, которые приваривают в отдельных местах. На средний вал станка для гибки прикрепить рукоятку, а на крайние – установить подшипники.
Разместить снизу домкрат под направляющей платформой, с помощью болтов надежно закрепить на основании и самодельный трубогиб готов к работе.
Как сделать самостоятельно станок для гибки труб
Чтобы сделать станок для гибки профильной трубы своими руками необходимо помнить о тому, что конечное изделие должно отличаться предельной простотой и выполняло свою функцию.
1-й способ
Чтобы сделать и пользоваться гибочным станком для профильной трубы необходимо подготовить два куска швеллера, два обрезка пальцев, являющихся частью гусениц трактора, и четыре уголка.
Чтобы согнуть заготовку понадобится домкрат, способный развивать усилие в 5 тонн и более. При этом потребуется его модернизация за счет установки на выдвижном штоке стальной платформы, для изготовления которой можно использовать выработанный шкив, имеющей ширину «ручейка» сопоставимую с профилем трубы. В данном случае обустройство гидравлического привода предполагает отрезание половины шкива и высверливание в нем посадочного места под шток домкрата.
Станина будущего станка собирается из уголков, закрепленных на стальной плите посредством сварки. Всего используется четыре уголка, имеющих полку от 60 до 80 мм, на верхних концах которых фиксируют с помощью сварки два швеллера. Для регулировки угла загиба предусматривается необходимость наличия симметричных отверстий в стенках швеллеров, которые требуется высверлить.
Чтобы привести готовый станок в исходное для работы положение, достаточно:
- в полученные в швеллерах отверстия вставить оси (пальцы) и закрепить на них ролики в качестве упоров для заготовки;
- поднять платформу домкрата до того уровня, чтобы в образовавшийся промежуток могла пройти заготовка;
- установить заготовку в станок для профильной трубы и создать требуемый изгиб с помощью домкрата, используя его функциональность.
2-й способ
Самодельный трубогиб для профильной трубы на основе проката подразумевает, что заготовка будет уложена на боковые ролики, а сверху прижата третьим. После фиксации трубы в этом положении останется только привести посредством цепной передачи в движение валы для достижения нужного изгиба.
Чтобы сделать станок для прокатки профильной трубы потребуется:
- изготовить ролики и обоймы для размещения подшипников, что может быть достигнуто за счет обращения к услугам профессионального токаря. Всего конструкцией создаваемого устройство предусмотрено наличие трех валов, где один крепится на пружинах, а другие фиксируются в боковинах рамы;
- подготовить полку. Для этого понадобится швеллер (50 мм), из которого надо будет собрать прямоугольник 100 на 30 см. Затем в собранной полке следует проделать отверстия под валы и нарезать резьбу, необходимую для реализации возможности изменять силу воздействия прижимного вала;
- посредством сварки собрать конструкцию из имеющихся деталей;
- полку подвесить на пружины, а боковые валы соединить цепью посредством звездочек, приварив на один из валов рукоятку;
- установить домкрат таким образом, чтобы его использование позволяло изменять силу прижатия.
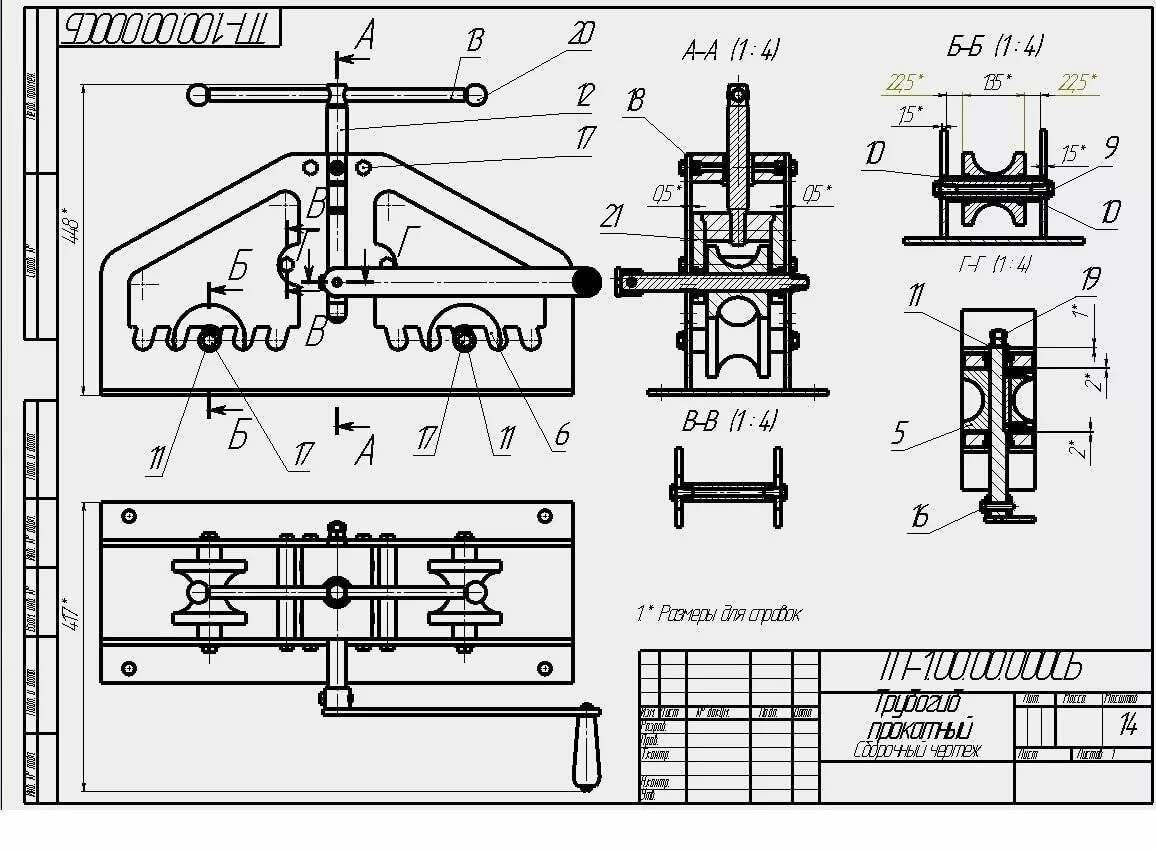
Внимание! Проблематично изготовить функциональный прокаточный трубогиб без соответствующих расчетов и чертежей. При этом не все обладают необходимыми для этого знаниями, поэтому лучше всего воспользоваться готовой документацией
Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями
Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции
Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями. Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции.
Чтобы собрать стационарное устройство, востребованное для изгиба труб, необходимо сделать следующее:
- смонтировать металлический каркас, соединив его элементы с помощью болтов и сварки;
- установить оси и валы на них в соответствии с имеющимся чертежом, соблюдая уровни размещения: два выше третьего;
- собрать цепную передачу, используемую для приведения станка в действие, для чего понадобится не только цепь, которую можно позаимствовать, например, со старого мотоцикла, но и три шестерни;
- закрепить на одном из валов ручку.
Особенности работы
Правильно собранный по схеме трубогиб из домкрата позволит без проблем обрабатывать трубы в соответствии с решаемыми проблемами. С таким инструментом точно не возникнет трудностей с деформированием материала. Однако есть некоторые рекомендации, которые, возможно, облегчат работу.

Простейший гидравлический трубогиб, сделанный своими руками, позволит гнуть различные металлы. Стоит отметить, что выполнять данную операцию можно не только холодным, но и горячим методом, предварительно нагревая нужный участок трубы.
Холодный способ является наиболее простым. Его целесообразно применять к трубам, сделанным из пластичных материалов. Однако не стоит забывать наполнять ее песком, холодной водой или солью, чтобы достичь качественного изгиба.
Использование трубогиба в работе.
Горячий метод используется для деформации профтруб с толстыми стенками. Такой способ позволит выполнить качественную гибку с наименьшими затратами усилий.
Существуют некоторые советы, которые помогут выполнить работу качественно и без лишних затрат, а именно:
- использование звездочек не является обязательным, поскольку конструкцию можно выполнить на основе только одного ролика, а в качестве прижимного механизма использовать домкрат;
- во время гибки по шаблону следует пользоваться металлическими крючками, которые не дадут трубе соскальзывать;
- изгиб под большим радиусом следует выполнять на инструменте с темя роликами;
- если сделать ролики подвижными, тогда станок получится более универсальным, за счет возможности изменения радиуса гибки.
Важно помнить, что наиболее точное выполнение работы может быть осуществлено только с применением шаблона. Он изготавливается, как правило, из дерева
Использование шаблона позволит достичь необходимых параметров.
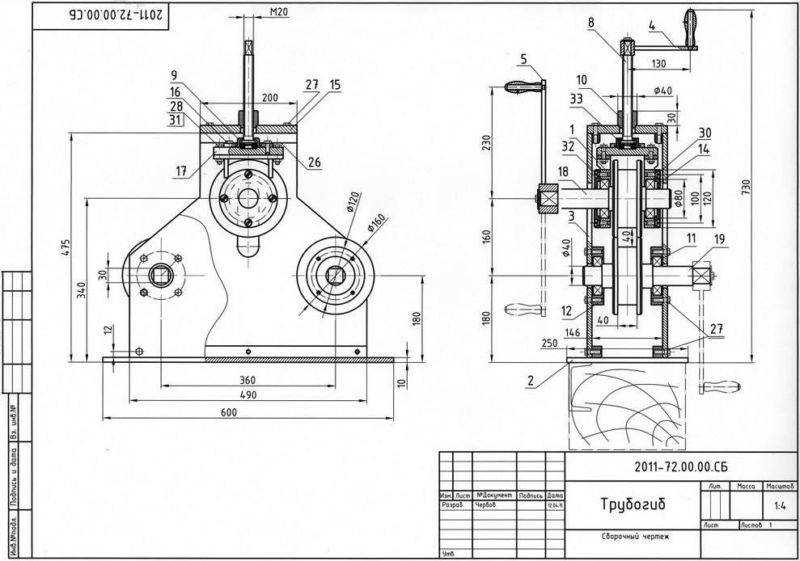
Арбалетный трубогиб
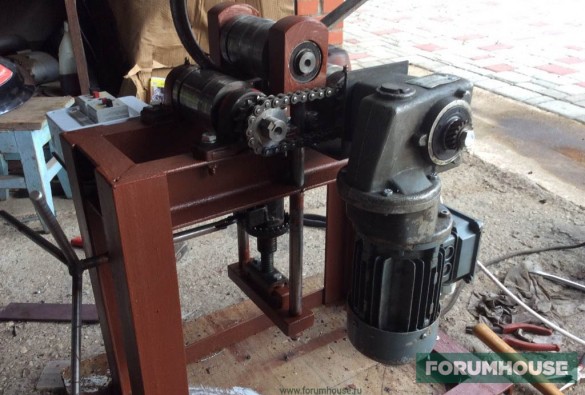
В самом деле внешне он чем-то напоминает арбалет (особенно некоторые серийные образцы). Фабричные выпускается в разных вариантах, в том числе компактные (почти ручные), но самодельные образцы делают стационарными, с мощной сварной станиной. В большинстве случаев умельцы просто копируют конструкцию. Сравните заводской и кустарный.
Конечно, есть разница исполнении, но производителю фирменного надо его подороже продать, производитель самодельного рассматривает свое изделие не как товар, а в качестве прочного и надежного инструмента.
Сварная рама из уголка и швеллера, внутри домкрат (заводские образцы могут иметь возвратные пружины для штока), два верхних подвижных упорных ролика со сменными положениями. На шток домкрата устанавливают прижимной башмак.
Эта простая конструкция имеет недостаток — неподвижный башмак может деформировать (сплющить) трубу. В принципе это общий признак для арбалетного типа. В нем можно гнуть круглую трубу, для профильной лучше использовать способы, когда труба движется по профилю шаблона — обкатывается, наматывается, а еще лучше, прокатывается.
Простое приспособление для гибки металлических труб
Конструкция самодельного трубогиба зависит от объема и сложности работ, которые планируется выполнять с его помощью. Если устройство необходимо для одноразового использования (например, для строительства домашней теплицы), то нет необходимости в создании сложного трехвалкового механизма с гидравлической регулировкой радиуса загиба.
belor44 Пользователь FORUMHOUSE
Срочно нужно ставить теплицу. Хочу арочную, но ни на базе металлов, ни у знакомых нет трубогиба. Строить трубогиб на валах и роликах? Для этого нет ни времени, ни надобности. Считаю, что на одно строительство подходит приспособление для ручной гибки.
Да, действительно, чем проще трубогиб, тем меньше мороки с его изготовлением. Главное – правильно определить размеры приспособления, которые напрямую будут зависеть от радиуса гиба.
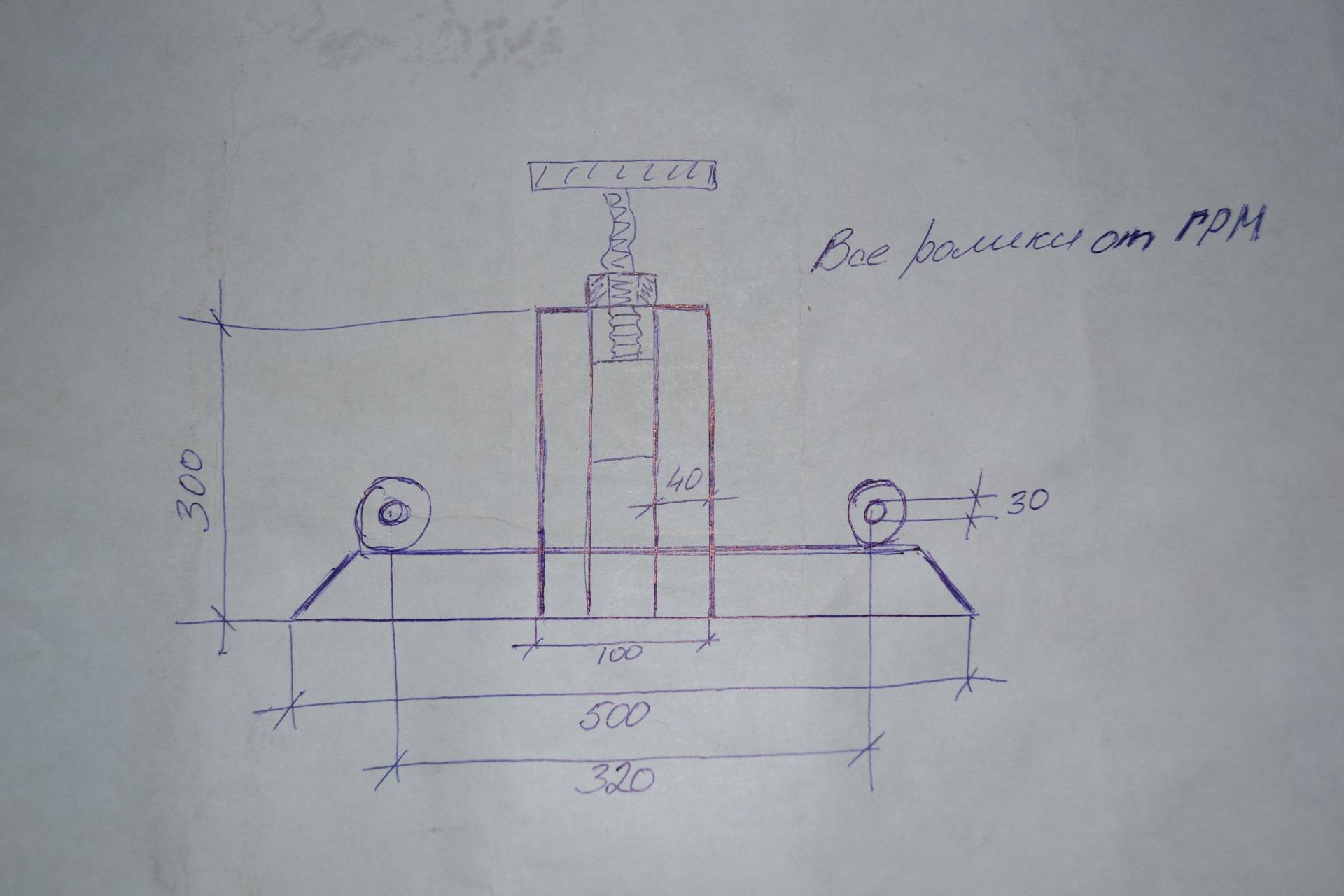
Представляем вашему вниманию устройство, изготовленное пользователем moning. Оно предназначено для работы исключительно с тонкостенными трубами, ведь гибка труб вручную – это тяжелый физический труд.
Moning Пользователь FORUMHOUSE
Эту штукенцию я делал под квадратную трубу 30*30. Радиус, который удалось получить, был примерно 1метр. По бокам приспособления можно приварить что-то вроде распорок или лапок, чтобы не кидало из стороны в сторону, когда давишь на трубу. По поводу перемычек внизу трубогиба: вначале труба подкладывается под верхнюю перемычку (для первоначального загиба), потом труба перекладывается под следующую перемычку (для дальнейшего продвижения).
Последовательная гибка нужна для того, чтобы при резком перегибе труба не пошла на излом.
Рассчитать размеры приспособления очень просто: для этого достаточно знать радиус гиба, который требуется получить на готовой детали. Полоса (шириной 40 мм), которая служит оправкой для сгибаемой заготовки, изначально имеет кривизну, обеспечивающую заданный радиус гиба (R).
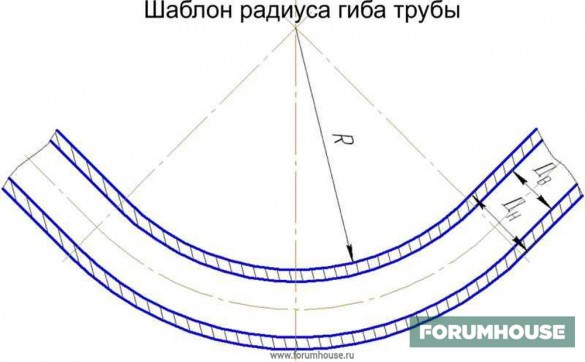
Учитывая наличие упругих деформаций, радиус оправки должен быть чуть меньше, чем требуемый радиус гиба заготовки.
Как утверждает автор изобретения, радиус заготовки получается хоть и не значительно, но больше радиуса самой оправки.
Умея пользоваться сваркой, болгаркой и вспомогательными инструментами, данное приспособление можно изготовить менее чем за 1 день.
Каждая металлическая труба имеет свой предел упругости, следовательно, радиус гиба нельзя уменьшать ниже определенных значений. Допустимые минимальные радиусы можно взять из соответствующих таблиц.
Представляем пример таблицы допустимых радиусов для труб круглого сечения.
| Наружный диаметр трубы, мм | Радиус загиба, мин | |||
|---|---|---|---|---|
| 45 | 35 | 20 | 10 | |
| R загиба, мин | ||||
| 18 | 74 | 62 | 56 | 43 |
| 24 | 95 | 79 | 65 | 55 |
| 32 | 115 | 96 | 79 | 67 |
| 38 | 156 | 131 | 107 | 91 |
| 50 | 197 | 165 | 136 | 115 |
| 60 | 238 | 199 | 165 | 139 |
| 75 | 280 | 260 | 194 | 173 |
| 80 | 324 | 270 | 224 | 190 |
| 90 | 362 | 302 | 250 | 213 |
Как правильно согнуть трубу без специального оборудования
Если изготовить самодельный трубосгибающий станок нет возможности, то реализовать поставленную задачу можно без специального станка или оборудования. Как согнуть круглую трубу или профиль без применения трубогибов, рассмотрим далее. Для этого есть следующие способы:
- Самый простой — это зажать трубу между двумя столбиками (они должны быть крепче, чем сгибаемый материал), и произвести сгибание до необходимой величины
- Заполнить трубу или профиль песком, и разогреть место изгиба паяльной лампой, после чего произвести изгибание ручным способом. Нагретый металл легко поддается деформациям, но здесь главное не переусердствовать. Этот метод популярен среди монтажников систем отопления, когда изгибы стальных труб получали именно таким способом
- Воспользоваться болгаркой и сваркой. Если труба имеет большой диаметр, то самый простой способ ее согнуть — это сделать пропилы в месте будущего изгиба, и произвести сгибание. Чтобы восстановить прочность материала, оставшееся пространство области прореза следует заварить

Способов для сгибания труб и профиля достаточное количество, и для их реализации не понадобится предварительно изготавливать гибочные приспособления. Однако такие методы рациональны только в одном случае, когда необходимо выполнить работы в единичном количестве.
Важные моменты в собственноручной сборке станка
Если вы решились на собственноручную сборку трубогиба для круглой трубы или для профиля с квадратным сечением, вам однозначно подойдет прокатный станок. Он относительно прост в монтаже и достаточно эффективен в работе
Но при его сборке нужно обратить внимание на особо важные моменты
- Если вы хотите иметь возможность сгибать заготовки под разными углами, сделайте предварительное сечение на вашем верхнем швеллере: распилите его любым подручным инструментом для резки по металлу и соедините металлической петлей так, чтобы, подобно двери, вы могли открывать (поднимать) и закрывать (опускать) подвижную половину швеллера (вторая половина должна быть устойчиво приварена к станине). Так вы сможете корректировать угол загиба в любое удобное для вас положение.
- Когда вы будете формировать боковые оси с вальцами, вам обязательно нужно на них установить зафиксированные на концах шайбы. Требуется это для того, чтобы труба не терлась по боковому подшипнику.
- Кроме фиксированных шайб нужно установить еще и подвижную. Обычно такая шайба имеет разрез и регулировочный болт, за счет которого можно менять силу давления на ось и, соответственно, затягивать или расслаблять шайбу на оси. Подвижная шайба будет играть роль прижима, чтобы свою деталь вы могли прочно закрепить в нужном положении на крутящейся оси.
Бывалые умельцы утверждают, что при наличии всего необходимого материала и при корректном следовании инструкции сборка такого трубогибочного станка своими руками не займет у вас более 3-4 часов.
Принцип работы
Чтобы понимать, какой конкретно в вашей ситуации и конкретно для ваших целей понадобится трубогиб – гидравлический (ручной) или электрический (автомат), сначала необходимо ознакомиться с принципом работы данной установки.
Деформация трубы при помощи трубогиба производится по заданному радиусу. Во избежание образования внутренних складок на момент загибания материала берется определенная длина участка перегиба. Она должна составлять длину, равную примерно трем-четырем диаметрам взятой для загибания трубы. Если вы возьмете более короткий участок для обработки, это приведет к нарушению требуемой геометрии и неизбежно станет причиной того, что металл ввиду своих тонких стенок попросту сложится гофрой или разорвется.

Более того, если вы берете за основу работы сварную деталь (трубу), то вы рискуете при загибании получить разрыв шва. Поэтому, чтобы достичь максимально желаемого качества изогнутого изделия, желательно брать в обработку только мягкий металл и бесшовную заготовку.
Непосредственная работа на станке-трубогибе заключается в зажиме трубы в самой установке и складывании плечиков-рычагов устройства для оказания воздействия на стенки этой трубы. В качестве точек соприкосновения выступают ролики, которые прокатываются по поверхности заготовки и обеспечивают давящее воздействие в разных ее местах по всему периметру. Ввиду этого образование вмятин и нежелательных углублений исключается в точках непосредственного давления. Вспомогательных роликов может быть несколько.
Конструкция трубогиба устроена таким образом, что присутствующие внутри сменные пуансоны (насадки) осуществляют регулирование угла загиба самой трубы. Происходит это следующим образом: пуансон оказывает давление на трубу, она, в свою очередь, под этим воздействием деформируется, а ее края блокируются упорами, в качестве которых выступают те самые ролики. Именно поэтому труба не двигается с места, что позволяет эффективно проводить работу по загибанию заготовки.
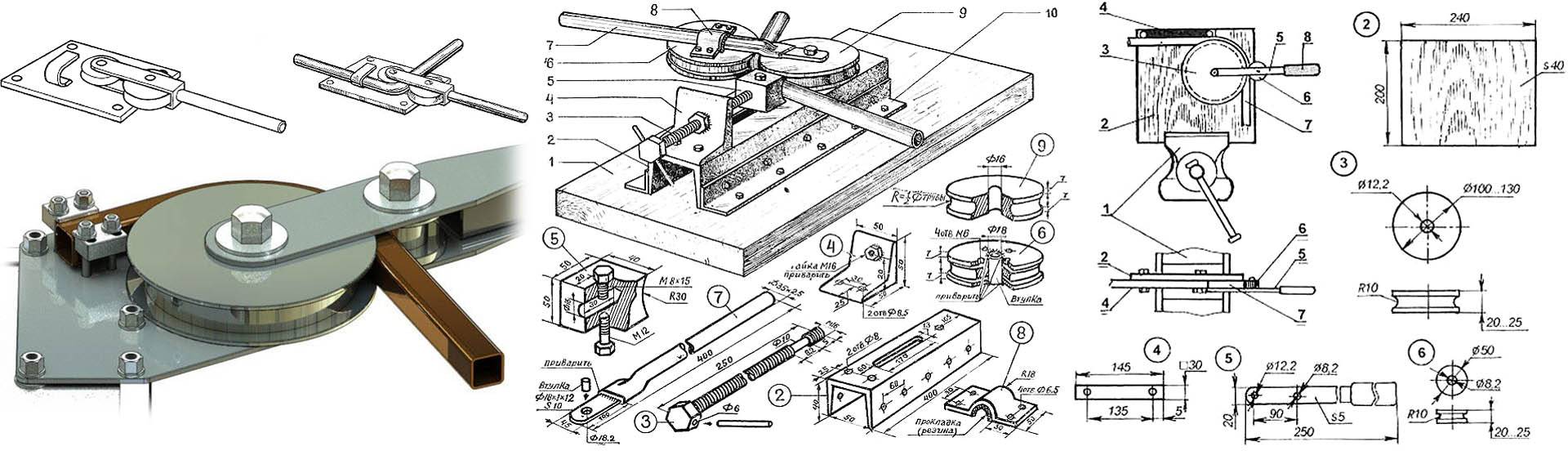
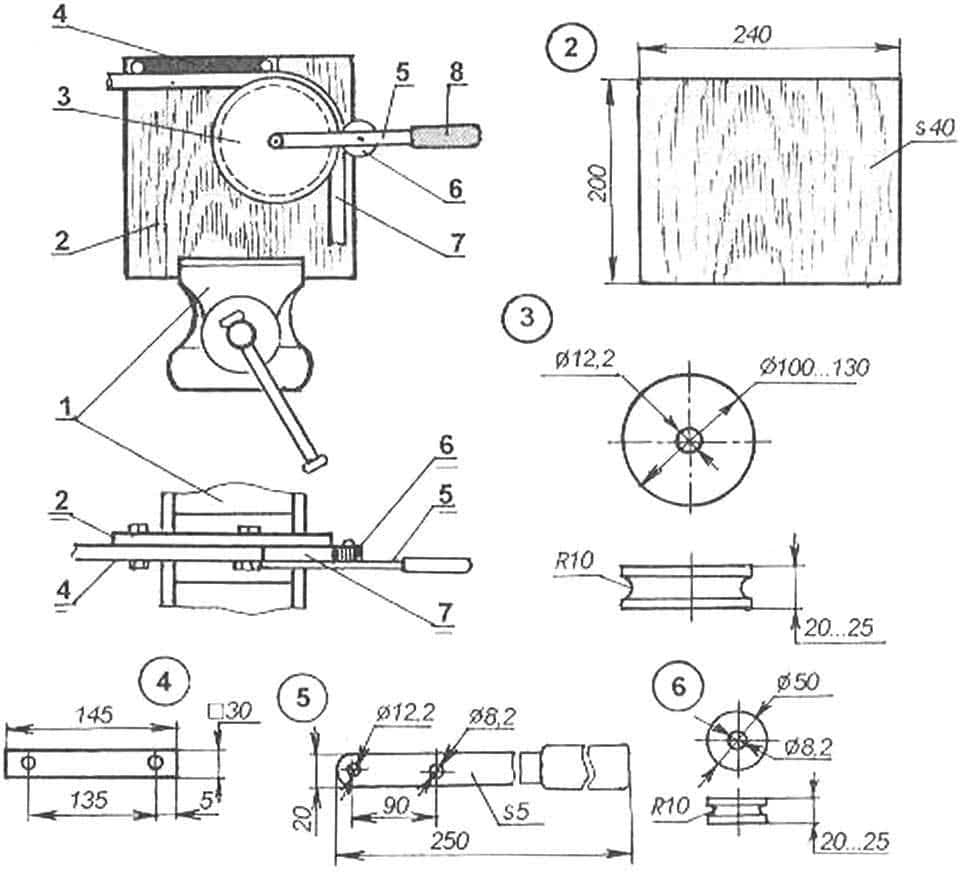
Трубогиб ручной — модели с прижимным роликом
Привод — ручной. Материал — дерево и металл (или только металл). Способ — обкатка.
Для трубы из мягкого металла дерево для роликов хорошо еще и тем, что оно не деформирует трубу. Ролики можно изготовить самому, а еще проще их сделать из дерева и фанеры, как на этой фотографии.
В этом случае при помощи неподвижного ролика и подвижного прижимного, изготовленного из дерева, гнут даже трубы большого диаметра.
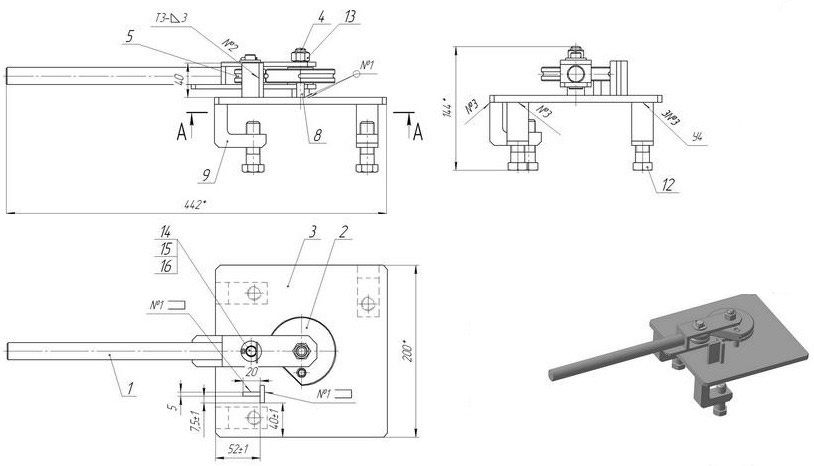
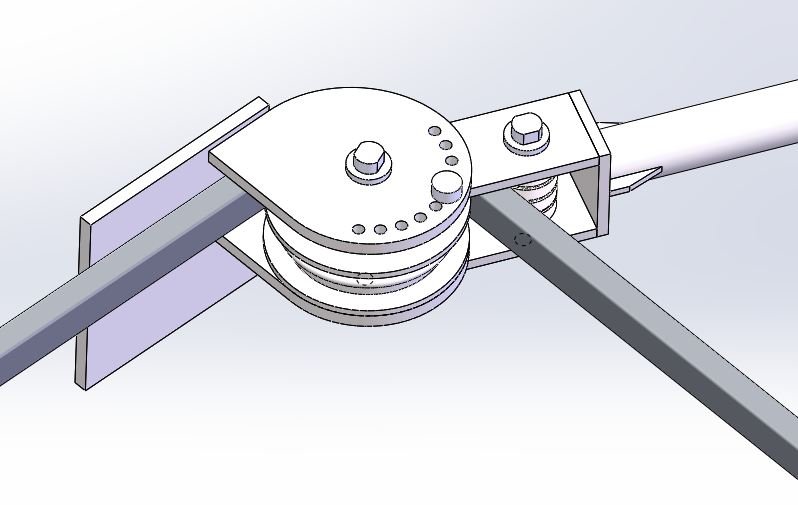
В качестве наглядного примера, что модель с роликом довольно простая в изготовлении, достаточно продемонстрировать чертежи трубогиба.
Чертеж трубогиба
В качестве основания берут лист металла или плотной фанеры (зависит от предполагаемых нагрузок). Затем из металлической П-образной заготовки делают держатель для центрального ролика (шаблона) и прижимного. Держатель должен свободно вращаться вокруг оси шаблона, который крепится к основанию. На основание крепят упор, к держателю — ручку, чем она длиннее, тем больше рычаг.
Самый простой пример намоточного трубогиба из металла (без упора на основании), который можно изготовить самому, потребует два шкива, рамку с рычагом и прижимным роликом, мощное неподвижное основание. Труба закладывается в неподвижный шкив, зажимается хомутом, при помощи рычага и подвижного ролика изгибается вокруг шаблона.
Можно еще сделать конструкцию ручного трубогиба для профильной трубы своими руками для небольших труб (даже трубочек) с одним прижимным роликом на два разных радиуса изгиба. Шаблон выполнен в виде пластины с закругленными углами, каждая со своим радиусом.
Ручка прижимного ролика снимается и устанавливается на новое место (для чего у нее есть два отверстия, каждое под свой радиус).
Технология гибки
Гибка трубы на самодельном трубогибе должна быть последовательной. Это ключевое правило, которое необходимо соблюдать, независимо от размеров заготовки.
Последовательная гибка – это гибка в несколько проходов (с каждым проходом радиус гиба постепенно уменьшается).
Человек
Главное – не торопить события и не давить помногу. Как правило, готовые дуги выходят после четырёх прокаток. Небольшие отклонения в плюс или минус легко догибаются или разгибаются руками – проверено на практике.
Последовательная гибка позволяет значительно снизить нагрузку на рабочие оси гибочного оборудования и защищает профиль трубы от чрезмерных деформаций.
Автомат
Электрический трубогиб является дорогостоящим удовольствием. Стоимость такого оборудования в разы превышает ценник гидравлической установки. Но есть здесь и существенные плюсы: электростанок способен проводить деформацию заготовки с действительно высоким уровнем точности. Подобного рода оборудование вряд ли нужно приобретать человеку, который просто планирует единоразово осуществить ремонт дома, в гараже, в теплице или поменять водопроводные коммуникации по месту жительства. Это было бы просто нелогично, нерационально и необоснованно дорого. Но если мы говорим о специализированных профессиональных мастерских, то в таких местах установка стационарного трубогибочного станка однозначно уместна, более чем.
Существуют также и переносные электрические устройства, которые способны изогнуть трубу примерно до 4 см в диаметре. Однако диапазон реформации будет достигать максимум 90 градусов – для некоторых работ этого может быть недостаточно. Такую установку уместно было бы использовать частному монтажнику, который в повседневной работе занимается перепрофилированием и установкой металлических деталей под заказ.