
Содержание детали в надлежащем виде
Для долгосрочной службы шкивов на мотоблоке необходимо выполнять некоторые простые правила:
- своевременно проверять прочность крепления посадочного места на оси двигателя для предотвращения разбалтывания детали и выхода ее из строя;
- не забывать проверять защитные кожухи, которые защищают деталь от попадания грязи и крупных предметов;
- выполнять проверку натяжения ремня во избежание пробуксовки;
- визуально осматривать данный узел на предмет выявления сколов, трещин и т. п.;
- соблюдать необходимую технику безопасности.
Читать также: Как сделать камеру для копчения
Самодельное изделие прослужит вам очень долго, не нуждаясь в ремонте. По мере окончания срока эксплуатации можно изготовить деталь повторно.
Возникла идея сделать его из фанеры. Думал — временно, найду настоящий и заменю. Но потом стало ясно, что в этом нет никакой необходимости. Он у меня работает безотказно уже 7 лет ничуть не хуже любого металлического.
Станок получился отличный.
Характеристики и области применения шкивов для мотоблоков
Одной из основных и очень важных деталей в мотоблоке является шкив. Эта запчасть, отвечающая за направления усилия, которые продуцирует мотор. Посредством ремня энергия, исходящая от двигателя через шкив мотоблока, передает передается к навесным механизмам мотоблока, что, в свою очередь, обеспечивает контроль их вращения и движение всего мотоблока в целом.
Существует некая классификация данных изделий. Их различают:
- по размерам;
- по материалу, из которого изготовлен шкив на мотоблок;
- по типу изготовления детали;
- по форме отверстий для посадки на основной вал двигателя;
- относительно вала, к которому относится запчасть.
Рассмотрим каждый аспект более детально.
Касаемо материала, из которого изготовляют такую незаменимую деталь, как шкив, здесь зачастую используют алюминий, сталь, чугун, нержавейка, дюралюминий и даже пластик. Такие варианты отличаются особой практичность и долговечностью, что существенно продлевает срок эксплуатации всего мотоблока
Очень важно, что деталь из выше указанных материалов очень устойчива к условиям внешней среды
В данном видео рассмотрим шкив на мотоблок:
По типу изготовления деталей выделяют дисковые, шкивы со шпицами и монолитные, которые, в свою очередь, делятся на двух- и трехручейковые (разница между ними в диаметрах).
Форма определяется типом отверстия для посадки – есть изделия с цилиндрическими и конусообразными отверстиями. Оба вида имеют по восемь специальных углублений, от которых прямо зависит исправность ремня, а значит, и эффективность роботы всего мотоблока. Также, для того, чтобы обезопасить мотоблок от поломок и повреждений, перед тем как устанавливать шкив на редуктор двигателя мотоблока, необходимо подобрать ремень идеально подходящего размера.
Относительно вала, к которому относится шкив, выделяют ведущие и ведомые элементы. Разница между ними в том, что ведомый устанавливается непосредственно на коленвал, в то время как ведущий связан с мотором, и посредством генерируемой им энергии приводит в действие навесное оборудование на мотоблоке.
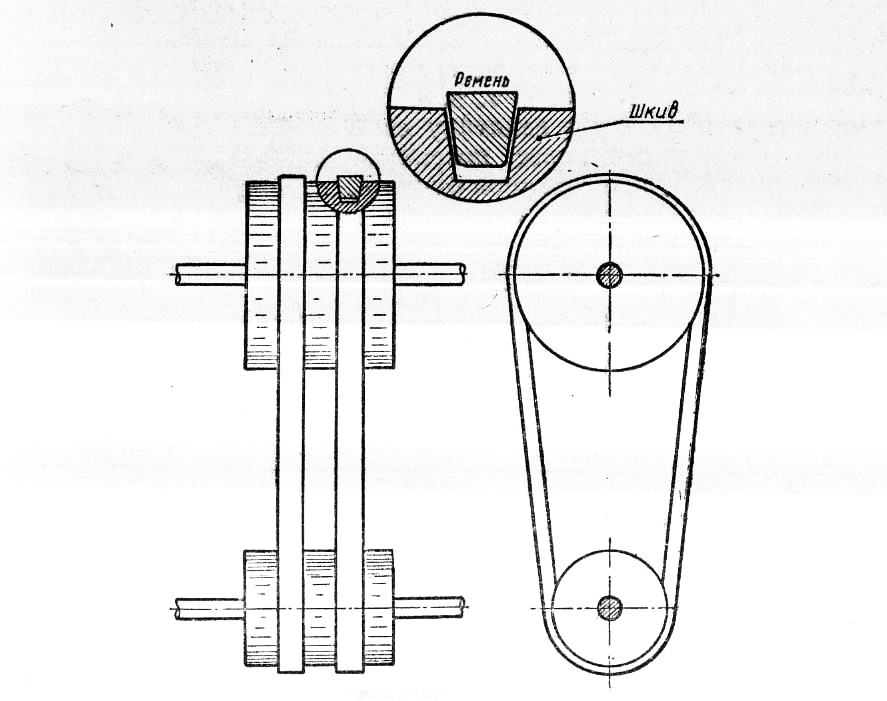
Шкивы стальные, сварные.
Стальные сварные (рис. 4, а) и сборные шкивы (рис. 4, б) принимают при окружной скорости до 60 м/с. Ободы, диски и спицы этих шкивов изготовляют из низкоуглеродистой стали типа Ст3. Так как ступицы шкивов подвергаются значительным напряжениям смятия от шпонок, то их изготовляют из среднеуглеродистых сталей, а в сборных шкивах иногда и из чугуна. Ободы стальных свертных и сборных шкивов плоскоременных передач вальцуют из листовой стали и сваривают встык; Диски этих шкивов изготовляют из листовой стали, а спицы — из гнутых полос, труб, штампованных заготовок, а иногда и из листовой стали (рис. 4, а). При ширине обода B≤350 мм в шкиве предусматривают один диск или один ряд спиц, при В>350 мм — два диска или два ряда спиц. Встречаются стальные сборные шкивы плоскоременных передач со спицами из круглых прутков, которые ввинчивают в стальную или чугунную ступицу или заливают в ступицу из чугуна. Довольно широко применяют стальные сборные шкивы клиноременных передач из стальных тонкостенных штампованных и затем сваренных тарелок (рис. 4, б). Эти тарелки скрепляют со стальной или чугунной ступицей болтами или заклепками. Шкивы из стального литья применяют редко.Рис. 3
Устройство токарного станка по дереву
Идеей собрать свой токарник по дереву рано или поздно начинает болеть практически каждый мастер. Кто-то приходит к этому самостоятельно, после долгих расчетов и раздумий, а кто-то вспоминает детство, и школьную мастерскую там ведь тоже были станки по дереву. Да и сложного, в том, чтобы собрать деревообрабатывающий станок по образу и подобию школьного нет. Ведь материал в виде отрезков труб в гараже найдется уж точно.
Первым делом стоит вспомнить все основные части конструкции того самого, школьного станка по дереву. Деталей здесь вроде и немного, но каждая из них выполняет определенную роль, без которой все превращается в груду металлолома.
Основой любого станка выступает станина. Это массивное основание, на котором крепится все остальное оборудование. Станина должна быть максимально прочной и жесткой, во время работы она должна выдерживать большие нагрузки не только в виде массивной заготовки, но и в виде вибрации и действия разнонаправленных сил при обработке деревянной заготовки.
Передняя бабка токарного станка представляет собой устройство, в котором устанавливается приводной вал. С одной стороны вала устанавливается устройство зажима заготовки – токарный самоцентрирующийся патрон, планшайба или устройство, на которое навинчивается или набивается заготовка из дерева. С другой стороны токарного вала крепится ведущая шестерня, шкив с одним или несколькими ручьями для ременной передачи. Токарный вал должен обеспечивать вращательное движение со скоростью до 3000 оборотов, для бытовых нужд этого достаточно. Поэтому токарный вал обычно устанавливается на подшипниках или втулках






Ось вала является основной осью токарного станка, и чем выше вал над станиной, тем больше диаметр заготовки можно обрабатывать. Обработка деталей на станке осуществляется при помощи ручных резцов, а учитывая скорость вращения вала, неосторожное прикосновение к шкиву или ремням может повлечь травму, поэтому передний узел обязательно закрывается защитным экраном или кожухом. Жесткое крепление защиты к передней бабке обязательное условие безопасной работы
С противоположной стороны устанавливается задняя бабка. Это жесткий упор, с конусом-центром, который находится точно по оси токарного вала. Центр может двигаться вдоль оси для закрепления заготовки. Чтобы зафиксировать положение центра, нужно предусмотреть механизм его фиксации.
Во время работы на токарнике используются ручные резцы. Для того чтобы не держать их на весу между передней и задней бабкой устанавливается подручник – упор под резцы.
Для вращения рабочего вала устанавливается привод, это может быть электродвигатель с прямой или ременной передачей, а может быть и привод от мускульной силы. Кстати, первые токарные станки по дереву были именно с ручным приводом – по типу лучковой пилы, это потом, они были вытеснены ножным приводом.
Делаем алюминиевую деталь
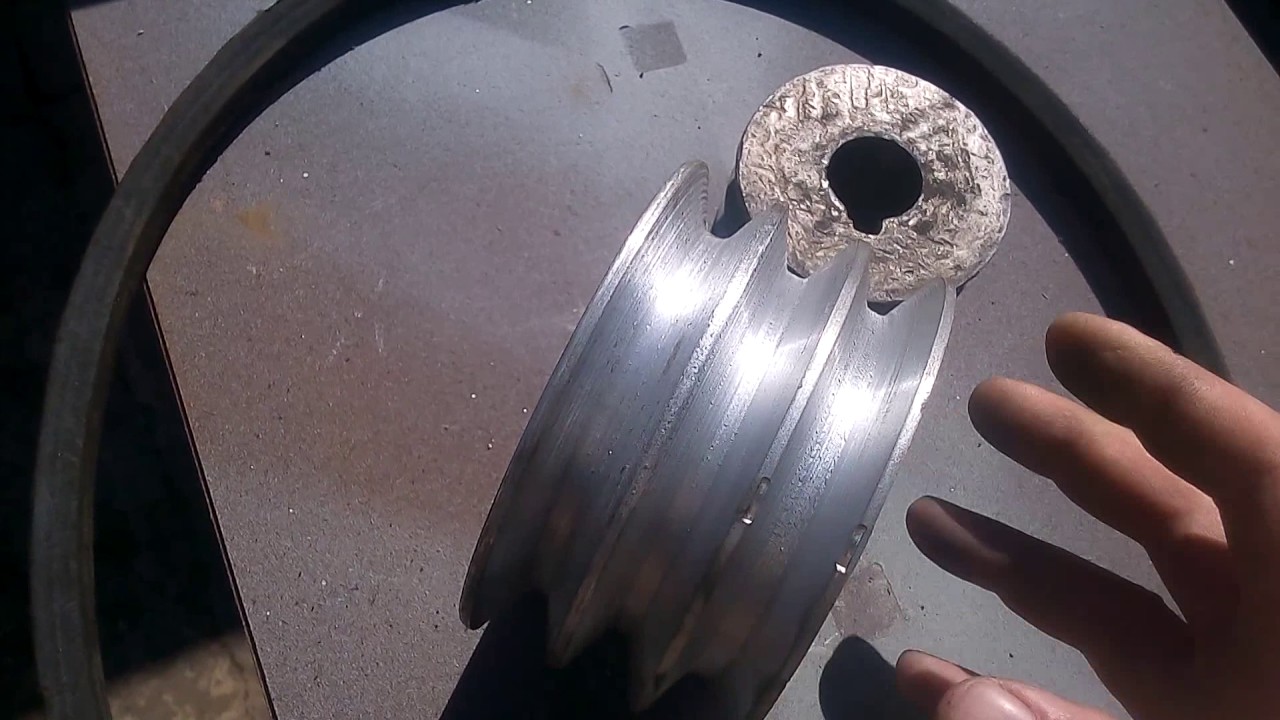
Сделать металлический шкив сложнее, чем его фанерный аналог, но и надежность такой детали будет значительно выше. Предоставляем детальную пошаговую инструкцию по изготовлению алюминиевого шкива. Для производства этой детали нам понадобится кусок алюминия и приспособление для его переплавки.
- Заготавливаем форму из пенополистирола. Перед тем как это сделать, определитесь с необходимыми размерами для вашего шкива.
- Вставляем форму в песок таким образом, чтобы верхний ее кусок не был им накрыть.
- Выплавляем алюминий. Лучше всего это делать в специальной плавильной печке.
- Расплавленный алюминий выливаем в форму.
- Монтируем планшайбу и выплавленную деталь. Для этого в заготовке необходимо просверлить отверстия и скрепить элементы посредством саморезов.
- Обтачиваем нашу деталь. Это можно сделать с помощью болгарки.
- Делаем в нашем шкиве отверстие дрелью.
Необходимо отметить, что изготовление металлического шкива требует определенных навыков и ресурсов. Для его самостоятельного производства придется потратить намного больше времени и энергии, но такие затраты окупятся длительным сроком эксплуатации такой детали. Перед выплавкой необходимо также убедиться в том, что ваш алюминий обладает достаточной прочностью и пригоден для приготовленной ему функции.
На видео-канале “Э+М” показана технология изготовления шкивов из простых и доступных материалов с использованием доступного инструмента. При этом будем обходиться без токарного станка. Во второй части публикации еще одна технология – другого мастера. Приступим к изготовлению. Для изготовления 1 типа понадобятся следующие материалы. Суперклей, листовая жесть, линолеум, термоклей и спица велосипеда.
Изготовление начинаем с разметки. Для этого откладываем нужный радиус циркулем и линейкой. Чертим круг на металле. Теперь откладываем ещё один радиус, но на один миллиметр меньше, чем на предыдущих дисках. Чертим окружность на линолеуме. Сверлим отверстие 2 миллиметров под ось. Прикладываем центр диска и линолеума к центру из жести. Переворачиваем с другой стороны делаем отверстия через трафарет.
Ось изготавливается из велосипедной спицы. Чтобы откусить воспользуемся бокорезами или плоскогубцами. Собираем и соединяем детали между собой клеем. Так как вас проворачивается, фиксируем термоклеем. На фото пример, где используется подобный шкив.
Имеется движок от стиральной машинки. Для непрофессиональных работы его мощности хватит.Токарь удлинил вал, сделал симметричным с обеих сторон. Сейчас стоит задача сделать ведущий шкив без привлечения токаря. Диаметр 95 миллиметров. Фанера десятка. Лобзиком выпилить 5 кругов. Диаметр 100 миллиметров. Соединим заготовки клеем, посадим на вал и будем обтачивать. Оказалось, что толщина фанеры 12 миллиметров, поэтому достаточно 5 дисков. Суммарная толщина 60 миллиметров. Так как планируется использование стандартной ленты для шлифмашин, такого круга для ширины ленты достаточно.

В 3 кругах перьевым сверлом сверлить отверстия. Диаметр вала 14 миллиметров, поэтому сверло 12. Складываем вместе. Мажем клеем и фиксируем саморезами. После всех манипуляций получился блин. Его толщина равна толщине, которую хотим насадить на вал. Диаметр вала почти на 2 миллиметра больше. Необходимо соблюсти соосность, так как внутри всё равно есть перепады. Вставляем внутри круглый напильник. Придерживая руками с двух сторон напильник, прокладываем колесо несколько раз. Как увеличить внутренний диаметр и соблюдем соосность.
После этих процедур берём два оставшихся круга, склеиваем и крепим саморезами. Таким образом можно сделать не только ведущий вал для гриндера, но и флянец для наждачного камня. Либо любой другой насадки на наждак.
Ролик насадили на вал. Обтачивать будем на включенном двигателе. Центрация самого вала тоже не стопроцентная, но это не критично. Если вы хотите делать такой вал, то обязательно можете клеем. Молотком непосредственно на шкив не бейте, только через оправку. Можно использовать кусочек фанеры. Потихоньку, легкими ударами насаживается.
Для того чтобы подобрать в магазине или в сети шкив для мотоблока, вам необходимо знать несколько параметров этого изделия. Шкив ведомый предназначен для передачи вращательного движения двигателя к навесному оборудованию мотоблока посредством ремня. С помощью этой детали можно увеличить или уменьшить число оборотов механизмов мотоблока.
Установка китайского двигателя на мотоблок Урал
Приветствую уважаемых форумчан. Здесь есть где то похожая тема, точнее она вообще о Уралах, и в ней тема замены двигателя затронута без каких либо конкретных примеров (кроме пожалуй нескольких роликов в ютюбе, где без деталей и с рекламой кратко освещается конкретная установка). Суть я почерпнул в ней, но некоторые детали так и остались под вопросом. Здесь же буду излагать свой опыт по установке, не без вашей конечно помощи. На данный момент имеется мотоблок Урал с почти нерабочим двигателем EVP/
Куплен одноступенчатый понижающий редуктор для двигателей с валом 19,05мм
Заказан бензиновый 4-тактный двигатель Green Field GF-170FE (именно с электростартером, таково требование отца, т.к. рассчитывается что мотоблок будет использоваться с тележкой для поездок за травой кроликам)))
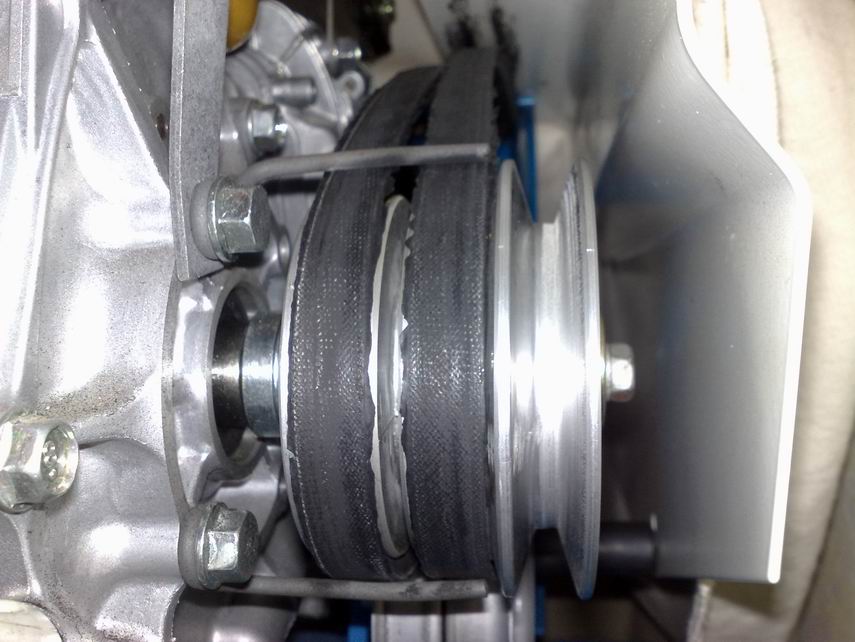
Теперь дело осталось за шкивом на редуктор и ремнями. Но ремни буду покупать после установки двигателя, благо в городе есть завод по производству резинотехнических изделий УЗЭМИК и фирменный магазин при нем, ремни подобрать будет не проблема. Со шкивом не совсем понятно. Родной шкив от Урала имеет посадочное на вал 32мм. Вал нового редуктора 15мм. Сделать проставку не сложно. Но… Нашел на этом форуме паспорт к мотоблоку Урал, кто то из форумчан отсканировал, за что ему большое спасибо. Так вот, обороты вала редуктора на 1 скорости около 300об/мин, на 2 600об/мин. Обороты китайского двигателя до 3600об/мин, с новым редуктором 1800об/мин, т.е. где то в 3-6 раз больше необходимого (при условии что ставить родной шкив от Урала), т.е. шкив тоже менять. Пока варианта два — заказать новый, или подогнать от мотокультиватора Крот, такой

к сожалению на замерил габариты родного шкива, а также не могу найти габариты шкива Крота, так что пока в творческом поиске. Буду очень признателен всем за дельные мысли, или опыт, в данной самоделке. П.С. двигатель в любом случае будет установлен, сделаю подробную инструкцию что и как делал, дабы люди не мучились как я в поиске необходимого материала…
Изготовление шкивов без токарного станка или делаем шкивы на коленке
Стандарты устанавливают 3 типа конструкций:
Посадочные отверстия бывают конической и цилиндрической формы. Стандартное количество канавок не превышает 8. Для того чтобы снизить изнашивание резиновых ремней, рабочая поверхность канавок шлифуется.






Основным материалом, который используется для изготовления, является алюминий или дюраль. Они считаются наиболее оптимальными, так как имеют хороший уровень прочности и меньше всего подвергают ремень износу. Можно встретить в продаже шкивы из текстолита, пластмассы, фанеры.
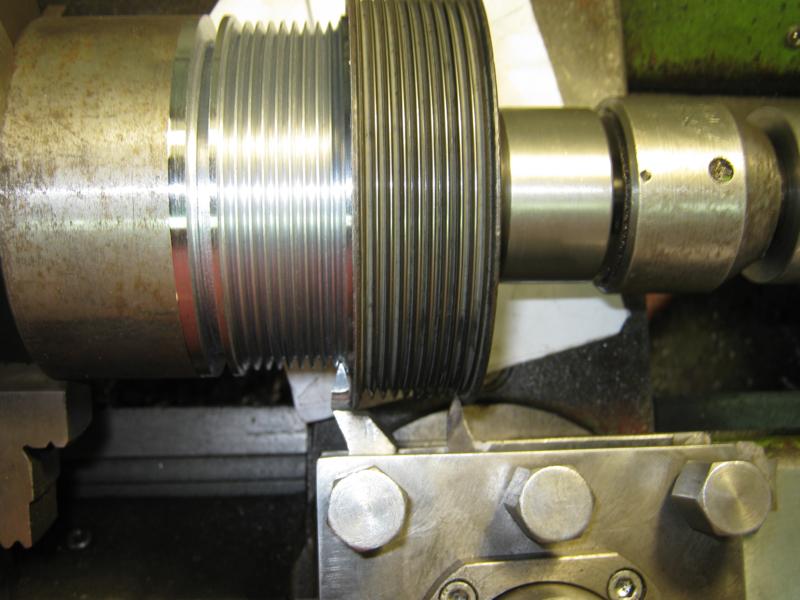
Оборудование / Проект — ТОКАРКА / Шкивы: теория, онлайн калькулятор, практика. / Расчёт диаметров шкивов ремённой передачи для поликлиновидного ремня. Онлайн калькулятор.
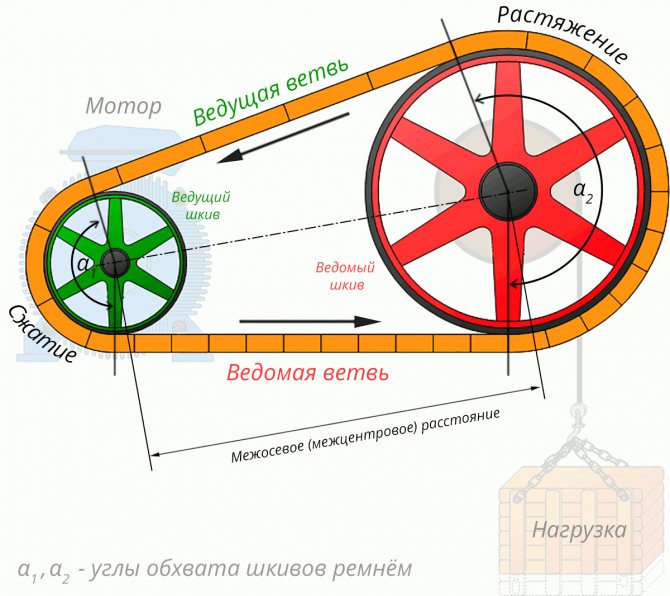
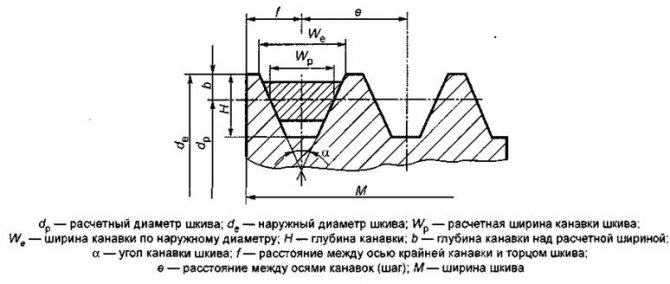
Работы по переборке электродвигателя подходят к завершению. Приступаем к расчёту шкивов ремённой передачи станка. Немного терминологии по ремённой передаче.
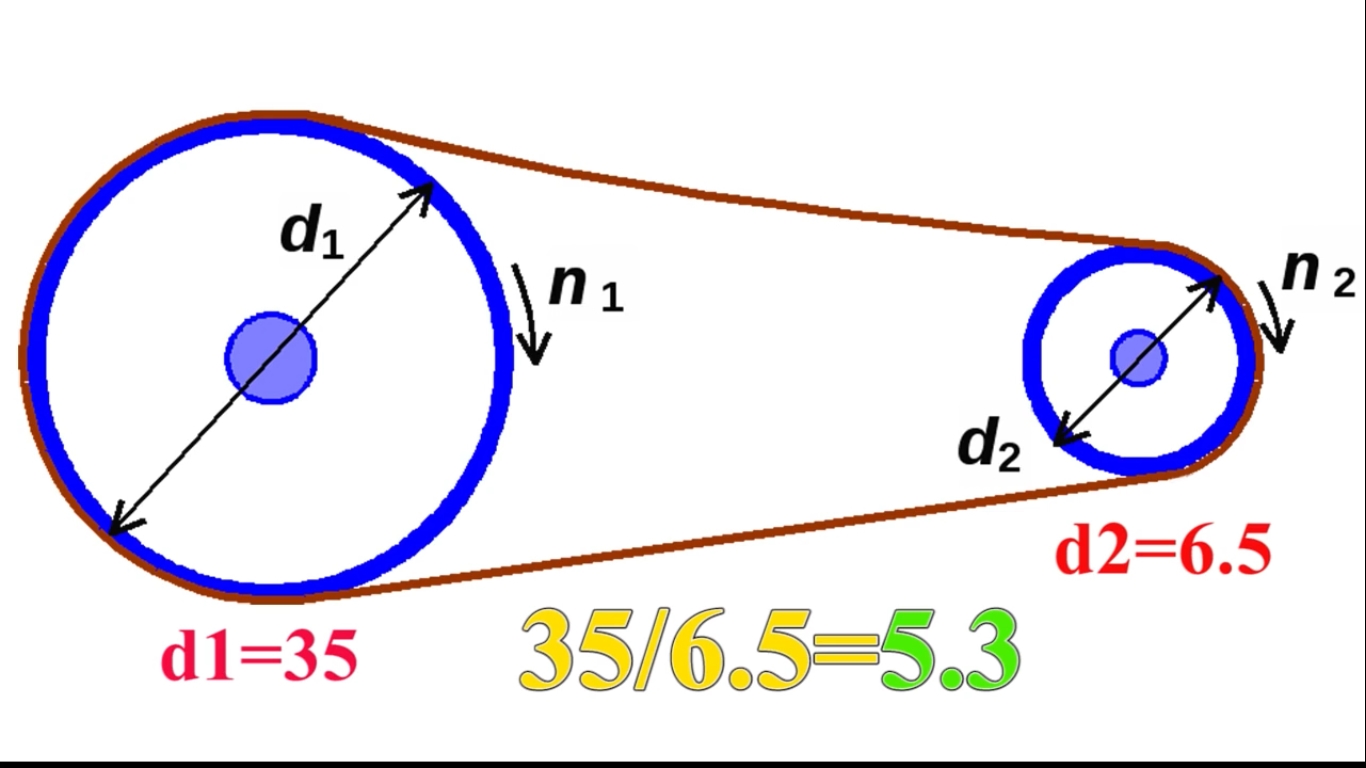
Главными исходными данными у нас будут три значения. Первое значение это скорость вращения ротора (вала) электродвигателя 2790 оборотов в минуту. Второе и третье это скорости, которые необходимо получить на вторичном валу. Нас интересует два номинала 1800 и 3500 оборотов в минуту. Следовательно, будем делать шкив двухступенчатый.
Заметка! Для пуска трёхфазного электродвигателя мы будем использовать частотный преобразователь поэтому расчётные скорости вращения будут достоверными. В случае если пуск двигателя осуществляется при помощи конденсаторов, то значения скорости вращения ротора будут отличаться от номинального в меньшую сторону. И на этом этапе есть возможность свести погрешность к минимуму, внеся поправки. Но для этого придётся запустить двигатель, воспользоваться тахометром и замерить текущую скорость вращения вала.
Наши цели определены, переходим выбору типа ремня и к основному расчёту. Для каждого из выпускаемых ремней, не зависимо от типа (клиноременный, поликлиновидный или другой) есть ряд ключевых характеристик. Которые определяют рациональность применения в той или иной конструкции. Идеальным вариантом для большинства проектов будет использование поликлиновидного ремня. Название поликлиновидный получил за счет своей конфигурации, она типа длинных замкнутых борозд, расположенных по всей длине. Названия ремня происходит от греческого слова «поли», что означает множество. Эти борозды ещё называют по другому – рёбра или ручьи. Количество их может быть от трёх до двадцати.
Виды шкивов
За тысячелетия применения конструкторы разработали множество конструкций шкивов ременных передач. Их классификация проводится по различным признакам.
По типу применяемого ремня различают:
Клиновидные
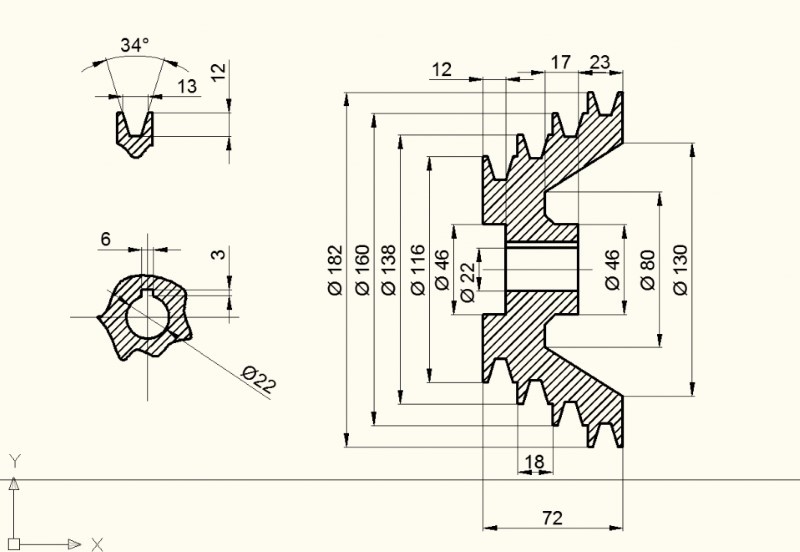
Самый распространенный вид изделия. Применяются с клиновидными ремнями. Боковые щеки дают дополнительную площадь зацепления, увеличивая возможности передачи по крутящему моменту и скорости вращения.
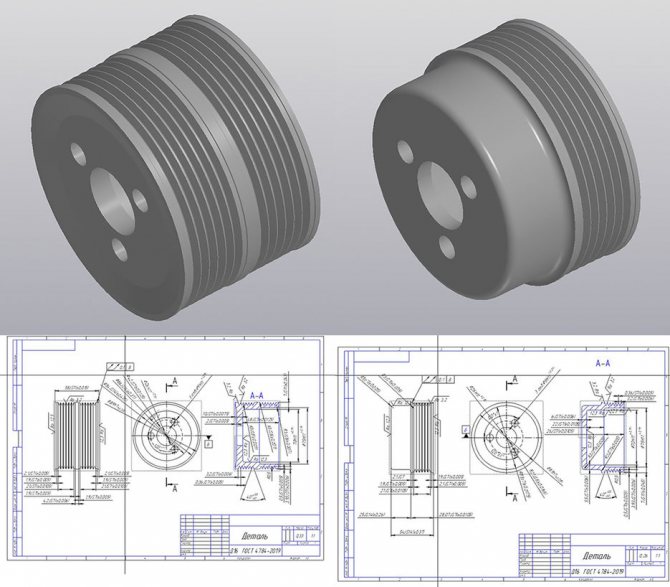
Наклон канавки обязательно указывается на чертеже детали.
Для того, чтобы снизить габариты передачи или повысить ее мощность, параллельно запускают несколько ручьев. Такие шкивы называются многоручьевыми, они имеют соответствующее количество канавок. Иногда на такой шкив надевают единый ремень с несколькими клиновидными выступами. Это поликлиновая передача.
На чертеже допустимо дать подробно изображение одной канавки и указать их количество. Детализация остальных на чертеже не требуется
При аварийном превышении допустимой нагрузки начинается проскальзывание, защищающее оборудование от повреждения.
Клиноременные передачи позволяют передавать наибольший крутящий момент.
Зубчатые
На внутренней поверхности ремня имеются зубчатые выступы, соответствующие их по шагу зубья сделаны и на поверхности обода. Зубчатоременные пары не проскальзывают и могут передавать больший крутящий момент. Они отличаются также точностью передачи углового положения вала, поэтому применяются в газораспределительных механизмах двигателей внутреннего сгорания. Оборотной стороной является отсутствие защитной функции от перегрузок. Обод изготавливается путем фрезерования. Встречается и изготовление методом обкатки. На чертеже детали обязательно следует указать точные параметры зуба, его шаг, высоту, профиль.
Плоскоременные
Классическая конструкция, применявшаяся в самых первых передачах. Гасит вибрацию и динамические нагрузки от ведущего вала. Отличаются низкой шумностью, ограниченным моментом и скоростью вращения.
С помощью дополнительных роликов можно связывать ведомые и ведущие валы, находящиеся в разных плоскостях, не соосные, изменять направление вращения. Таким образом можно заменить карданные и червячные передачи. Чертеж такого изделия наиболее простой, однако на нем следует указать радиусы сопряжения обода и щечек, если они предусмотрены. Иногда щек не предусматривают, а профиль обода делают выпуклым. В этом случае на чертеже следует указывать его радиус.
Круглоременные
Проточка в ободе имеет полукруглый профиль. Такие ременные передачи используют при небольших предаваемых моментах и скоростях вращения. Они также позволяют изменят направление вращения и связывать оси, находящиеся в разных плоскостях. На чертежах таких деталей указывается лишь радиус проточки канавки.
Вариаторные
Это наиболее сложные по конструкции устройства. обод выполнен в виде конуса с конической перемещающейся щекой. Клиноременное кольцо имеет возможность перемещаться по конусу в осевом направлении, с меньшего радиуса на больший. Второй шкив имеет обратную конусность, и привод при этом на нем перемещается с меньшего радиуса на больший. При этом передаточное число передачи меняется. Щеки обеих шкивов могут двигаться и в обратном направлении, меняя передаточное число в обратную сторону.
Преимущество конструкции заключается в том, что передаточное число можно менять без остановки вращения и не снимая с привода нагрузки. По чертежу бывает сложно понять принцип действия устройства. Трехмерное моделирование позволяет дополнять модели кинематическими симуляциями, наглядно демонстрирующими взаимодействие деталей механизма.
Различают шкивы и по способу размещения на валу:
- Под втулку. Позволяют путем подбора втулки соответствующего внутреннего диаметра закрепить привод на любом стандартном валу. При повреждении посадочного места достаточно заменить втулку, что облегчает и ускоряет ремонт.
- Под расточку. Выпускаются с маленьким центральным отверстием. Его растачивают или рассверливают под диаметр вала. В случае повреждения сложно отремонтировать.
- Под фиксированный диаметр. Обычно снабжаются проточкой под шпоночное крепление или шлицами. Очень простой и быстрый монтаж и демонтаж. Требуют точного соответствия диаметров. Допускают изготовление облеченных деталей.
Самостоятельное изготовление шкива

Шкив является одной из наиболее важных запчастей и для сверлильного, и для токарного станка. Он представляет собой деталь, предназначение которой заключается в регулировке скорости и мощности работы двигателя. Конечно, заводские шкивы обладают высокой степенью надежности и спроектированы под свой станок, к которому идеально подходят.
Но со временем шкив, как и множество других деталей, выходит из строя и требует замены. В этой статье мы расскажем, как сделать шкив своими руками. Качественно сделанная вручную деталь может и не уступать по надежности заводским аналогам.



Общие рекомендации
Существует несколько взглядов на изготовление шкивов для станков в домашних условиях. Большинство споров ведется на тему материала, из которого следует изготавливать эту деталь. Специалисты утверждают, что выполнять шкив из дерева – плохая затея. Дело в том, что во время эксплуатации станка на шкив припадает довольно серьезная термическая и физическая нагрузка. Деревянная деталь в таких условиях проработает не слишком долго.
Лучше всего в тяжелых условиях повседневной работы проявляют себя шкивы, сделанные из металла, но их изготовление требует специального оборудования и высоких навыков токаря. Средней по качеству и сложности создания (по сравнению с металлом и деревом) является самоделка, выполненная из фанеры. Такую деталь можно использовать и при ремонте заводского станка, и в процессе создания собственного аппарата.
Шкив для любого станка можно выполнить без привлечения токаря. Для этого рекомендуем взять фанерный лист с толщиной около 10 миллиметров и придерживаться следующих инструкций:
Размечаем поверхность фанеры в соответствии с планируемыми габаритами нашей детали. Стоит отметить, что эти параметры необходимо учитывать и при выборе листа фанеры.
Нарезаем круги из нашего материала. Для этого рекомендуем использовать лобзик
В ходе работ особое внимание обратите на качество разрезов и целостность заготовок.
Учитывая толщину нашей фанеры (1 см) вырезаем из нее 6 кругов.
Берем три вырезанных круга и с помощью дрели высверливаем в их центре отверстия. Их размеры надо сопоставлять с диаметром вала двигателя нашего станка
Сверлить дырки следует таким образом, чтобы их диаметр был меньше его диаметра на 1-2 миллиметра.
Соединяем три круга с отверстиями при помощи клея и саморезов, которые сверлим по краям заготовок.
Отверстие созданной нами детали расширяем при помощи круглого напильника до такой степени, чтобы заготовка плотно садилась на вал двигателя.
Три фанерных круга без отверстий тоже ставим на клей и соединяем при помощи саморезов. После того как эти круги будут надежно закреплены между собой, мы посредством более длинных шурупов крепим их к основному валу.
Шесть скрепленных фанерных кругов необходимо обточить. Лучше всего это делать с помощью стамески или напильника. Выполняя эту работу необходимо помнить, что качество обточки напрямую будет влиять на функционирование самодельного шкива.
Стоит отметить, что таким же образом можно делать не только приводной шкив, но фланец для наждачной бумаги и другие типы насадок. Кроме того, в ходе самостоятельного изготовления шкива необходимо учитывать и тип ременной передачи, который будет использоваться на станке. Если передача будет зубчатой, то и шкив следует сделать зубчатым. Формирование такой детали будет занимать намного больше времени, ведь на заготовке придется еще делать и зубья.
: как сделать шкив?
Делаем алюминиевую деталь
Сделать металлический шкив сложнее, чем его фанерный аналог, но и надежность такой детали будет значительно выше. Предоставляем детальную пошаговую инструкцию по изготовлению алюминиевого шкива. Для производства этой детали нам понадобится кусок алюминия и приспособление для его переплавки.
Заготавливаем форму из пенополистирола. Перед тем как это сделать, определитесь с необходимыми размерами для вашего шкива.
Вставляем форму в песок таким образом, чтобы верхний ее кусок не был им накрыть.
Выплавляем алюминий. Лучше всего это делать в специальной плавильной печке.
Расплавленный алюминий выливаем в форму.
Монтируем планшайбу и выплавленную деталь. Для этого в заготовке необходимо просверлить отверстия и скрепить элементы посредством саморезов.
Обтачиваем нашу деталь. Это можно сделать с помощью болгарки.
Делаем в нашем шкиве отверстие дрелью.
Изготовление шкивов без токарного станка или делаем шкивы на коленке
Стандарты устанавливают 3 типа конструкций:
- монолитные (до 100 мм);
- дисковые (от 80 до 400 мм);
- со спицами (от 180 до 1000 мм).
Посадочные отверстия бывают конической и цилиндрической формы. Стандартное количество канавок не превышает 8. Для того чтобы снизить изнашивание резиновых ремней, рабочая поверхность канавок шлифуется.
Основным материалом, который используется для изготовления, является алюминий или дюраль. Они считаются наиболее оптимальными, так как имеют хороший уровень прочности и меньше всего подвергают ремень износу. Можно встретить в продаже шкивы из текстолита, пластмассы, фанеры.



