
Бакелитовый вулканитовый и керамический круг какой лучше выбрать
Бакелит и вулканит — это практически однотипные материалы, которые активно используются при изготовлении армирующих дисков для УШМ. Армирующий слой представляет собой мелкоячеистую сеточку, которая находится внутри насадки. Чем же отличается бакелит от вулканита, и какой лучше круг выбрать для работ по резке металла, узнаем далее.
- Вулканитовые круги обладает большой эластичностью, что позволяет производителям изготавливать насадки малой толщины от 0,8 мм . В их основе лежит каучук и сера, подвергшиеся предварительной обработке. Эластичность влияет положительно на производительность, так как в процессе работ не возникает больших вибраций. Плотная структура материала исключает вероятность разрушения целостности устройства. Свое применения вулканитовые круги по металлу нашли в случаях необходимости проведения бесприжоговой и тонкой резки. Минус таких устройств в том, что они не устойчивы к высоким температурам, и поэтому уже при 160-200 градусах наблюдается их разрушение. Чем толще и плотнее структура распиливаемой заготовки, тем быстрее произойдет нагрев диска, и снизится его производительность в 2-3 раза
- Бакелитовые выдерживают температуры до 250-300 градусов, однако при работе они сильно искрят. За их основу используется порошкообразная консистенция формальдегидных смол с присутствующими наполнителями. При необходимости пиления толстого и плотного металла, например, рельса или двутавровые балки, рекомендуется использовать именно бакелитовые круги. Бакелит менее эластичен, поэтому при работе возникают вибрации
- Керамическая связка — это самые дорогие диски, в основу изготовления которых входят разные материалы, как тальк, огнеупорная глина, кварц, полевой шпат и прочие. Отличительная особенность керамических дисков в том, что они устойчивы к воздействию воды, а также обладают огнеупорностью. Их главный недостаток проявляется в чувствительности к ударным нагрузкам
Для резки тонких и менее прочных металлов, рекомендуется использовать вулканитовые круги, а бакелитовые подходят для длительной резки толстостенных материалов. Однако армирующий слой в конструкции насадки — это не единственный главный фактор, влияющий на проведение соответствующих работ
Обратить внимание нужно на материал, из которого изготавливается отрезной круг
Сдача алюминиевых банок
Вряд ли вы найдете хоть один продуктовый магазин, в котором будут отсутствовать напитки в алюминиевых банках. Большинство людей выбрасывает их куда попало, не задумываясь ни об окружающей среде, ни о том, что за такой мусор можно получать деньги. В пунктах приема принимаются банки любых видом, форм, назначения и качества, даже в смятом и грязном виде. Обычно требуется сортировать их по назначению (пиво, лимонад, холодный кофе) и объему (0,33 л, 0,5 л., 1л). Иногда для удобной погрузки банки также требуют спрессовывать в тюки.
Мелкие пункты приема принимают алюминиевые банки мелкими партиями от килограмма. Стоимость варьируется от 45 до 150 рублей. На поштучном сборе предлагается не больше 30-50 копеек за банку. Разумеется, более высокую цену вам заплатят за чистый и спрессованный товар, предварительно отсортированный по объему и назначению.
Промышленный мусор
Производство в результате деятельности получает материалы, непригодные для дальнейшего использования. Утиль образуется на каждом этапе рабочего процесса. Класс опасности определяется 1-5. Разные виды мусора промышленного производства имеют длительные сроки тления.

Исчисляются годами:
- металлические, деревянные, кожаные, меховые остатки, натуральный текстиль — 10;
- синтетический — 30-50;
- пластиковый, резиновый — 100;
- биологический — до 5;
- химический — до 200;
- радиоактивный — 100-25 000: стронций-90 — 26, плутоний-239 — 24 000, цезий-137 — 30.
Утилизация отходов регламентируется Правительством РФ
Особое внимание уделяется радиоактивным. ФЗ №190 от 11.07.2011г
регулирует сбор и хранение. Попадание во внешнюю среду несет угрозу жизни людей, разрушению экосистемы.
Ключ для болгарки и другие критерии выбора оборудования
Независимо от того какой будет использоваться диск на болгарке, например, точильный или с липучкой, нужно перед работой подобрать качественный инструмент, который сам по себе при работе не сможет изменить направление и не станет причиной серьезной травмы верхних конечностей. Грамотный выбор оборудования позволит использовать его на протяжении длительного времени без проблем.
Ключ предназначен для быстрого и надежного зажима рабочего диска, используемого в конструкции УШМ, ключ изготовлен из высокопрочного материала для длительного использования
Помимо стандартных критериев, нужно обратить внимание на наличие дополнительных возможностей:
- Наличие мягкого пуска (специальная кнопка), что исключит рывки при запуске;
- Автоматическое блокирование щеток на болгарке, если происходят скачки в напряжении;
- Не лишним будет наличие автоматической балансировки шпинделя диска, за счет чего снижается биение при работе (работа как по пластику);
- Обязательно наличие возможности фиксации кнопки пуска, если требуется продолжительная работа;
- Нужна возможность заменить кожух без использования дополнительных приспособлений;
- Наличие защиты статора и якоря;
- Присутствие ключа для откручивания стопорной гайки.
Особенности дисков для резки алюминия
Специальные диски для резки алюминия выпускает только ограниченное число производителей, остальные в типе материала обычно указывают более широкое назначение, например «для работы по цветным металлам». В целом резка алюминия болгаркой имеет смысл только при каких-то разовых работах. А для больших объемов алюминиевых заготовок гораздо лучше подходят отрезные и раскроечные станки со специальными пильными дисками по алюминию. На фото ниже: диск для работ по алюминию фирмы Metabo
Обратите внимание на маркировку класса твердости (О означает «среднетвердый») и сравните с маркировкой лужского диска
Как снять диск с болгарки
Снять и поменять диск на болгарке может потребоваться по различным причинам. Например, треснул диск или сломалась защитная крышка на устройстве. В таком случае оборудование не подлежит эксплуатации.
Снять диск с болгарки очень просто, если есть ключ
Итак:
- Прежде чем открутить или раскрутить диск на болгарке, требуется отключение оборудования от сети. Есть специальная кнопка-блокиратор, которая останавливает работу вала.
- Далее используется специальный ключ, которым откручивается стопорная гайка. Если гайка слишком сильно затянута при заклинивании диска, то для откручивания можно использовать газовый ключ, предварительно нагретый при помощи резака и после этого резко охлажденного. Остатки диска выпиливаются при помощи ножовки по металлической поверхности.
- Старый диск снимается.
- Ставится новый круг, т.е. проводится установка.
- Стопорная гайка ставится на место для последующей фиксации.
Перед тем как начнется резьба, нужно удостовериться в том, что диск правильно закреплен.
Основные характеристики
Насадки на болгарку различаются по размерам. Наиболее востребованный стандартный диаметр чашки – 125 мм. Другими вариантами могут быть диаметры от 110 до 180 мм. Мощность применяемого для работы с чашкой инструмента должна быть минимум 1500 Вт. Насадки большого размера значительно ускоряют обработку поверхности, но их стоимость выше, и они требуют применения более мощного агрегата. Изделиями малого размера пользуются граверы для обработки заготовок. Диаметр посадочного отверстия, расположенного на основании чашки, варьируется от 19 до 22,2 мм.
Рабочие элементы – фрезы – производятся с добавлением мелких фракций алмазов в металлический сплав. Смесь прессуется в специальных формах, что придает ей особую прочность. Крупное алмазное зерно (200/160 или 160/125 мкм) применяется для изготовления фрез, которыми производят грубую обработку бетонных поверхностей, или обдирку. Мелкая и средняя фракции (125/100 и 100/80 мкм) используются при производстве насадок для финишной доводки.
К преимуществам чашек алмазных шлифовальных по бетону относятся:
- высокая прочность;
- эффективность;
- долговечность;
- легкость;
- сбалансированность.
Особенно важной строители считают возможность использования чашки без применения воды. В насадках предусмотрены специальные отверстия на основании, которые отводят воздух и предотвращают перегрев
Бумажные отходы
Период разложения бумажного мусора небольшой, но на этот процесс влияет тип продукции. Так, чаще люди выбрасывают бумажные отходы с типографической печатью. Период разложения такого мусора – от двух лет, причем в используемой краске присутствуют ядовитые вещества. Проникая в почву, они отравляют ее, воду и в результате наносят ущерб окружающей среде.
Советуем почитать: Размещение отходов: отчетность, государственный реестр, порядок и сроки
Кстати, бумагу делают из деревьев, об этом знают все. Однако многие забывают, что при выбрасывании бумажного мусора на свалку вместо сдачи на утилизацию они способствуют дальнейшей вырубке лесов и нарушению экосистемы. А при переработке макулатуры экономится место на свалках и сохраняются деревья, поскольку получается вторсырье, которое снова пускают в производство.
Газеты, журналы, типографические изделия
Тонкая бумага от газет разлагается 1-4 месяца. В журналах используется более плотная, поэтому период разложения дольше, он может затянуться на несколько лет.
Бумага
Бумага для принтера (не ламинат, внутри которого бумага) может разлагаться от двух лет и дольше. На это влияет количество микроорганизмов – чем их больше, тем быстрее происходит процесс, температура – в жару все тоже ускоряется.
Сдача автомобильного пластика
Современные автомобили — это целое обилие полимеров, некоторые из которых в виде тех или иных элементов кузова имеют внушительные габариты. В крупных городах на переработку собирают, например, автомобильные бамперы или части панели приборов. В зависимости от видов стоимость автопластика колеблется от 8 до 30 руб. за килограмм.
Особо ценный вид материала, используемого в автомобилях — это ABS пластик. Он обладает высокой эластичностью, отлично переносит изменения температуры и удары. Такой пластик после сбора очищают, дробят (на прочные виды пластика нередко требуется два этапа дробления), и превращают в гранулы, которые сохраняют до 90% свойств первичного материала. Добывается вторичное сырье на станциях по сбору утилизированных автомобилей, куда также попадают автомобили, попавшие в ДТП. Одна из трудностей сбора в том, что на пластике нужно сохранять клейма с указанием марки, чтобы его приняли. Килограмм лома ABS будет стоить 10-15 рублей за килограмм. Если поискать конечного потребителя и предварительно промыть лом, можно поднять цену до 25-30 рублей за килограмм.









Назначение
Среди огромного разнообразия дисков для болгарок можно выделить 4 группы основных насадок. Разделяются они зависимо от проводимых технологических операций.
Отрезные
Наиболее часто используются диски для УШМ при разрезании изделий из разных материалов. Существует несколько видов отрезных дисков:
- Насадки для металла. Оснастка, изготавливаемая из электрокорунда. Обозначаются синим цветом.
- Насадки для разрезания натурального камня или бетона. Такие диски изготавливаются из карбида кремния. Обозначаются зеленым цветом. Не подходят для работы с красным кирпичом, керамической плиткой.
- Оснастка, используемая во время работы с плиткой, керамогранитом, красным кирпичом. Изготавливается из металла. Края покрываются алмазной крошкой. Во время активной работы металлическими дисками нужно использовать охлаждающую жидкость.
- Насадки для дерева. Это металлические диски ничем не отличающиеся от циркулярных пил.
Обдирочные
С помощью УШМ часто очищают металлические поверхности от ржавчины, налёта, краски. Для этого используется насадка, на которой закрепляется металлическая проволока. Обдирочный диск — изделие с закреплённой по внешнему диаметру корщёткой или чаша с торчащими вперёд металлическими прутиками.
Шлифовальные
Шлифовальный диск для болгарки по металлу называют лепестковым. Он используется при работе с металлом и другими материалами. На нем закрепляются отдельные кусочки наждачной бумаги. Размер абразивных частиц зависит от требуемой степени очистки.
Лепестковый диск для болгарки
Заточные
Чаще всего, заточные камни используются при работе со станками. Если инструмента нет, можно закрепить камень для заточки инструментов, ножей на УШМ. Продаются специальные насадки для электроинструментов с толщиной не менее 0,5 см.
Техника шлифовки древесины болгаркой
Приступая к обработке дерева угловой шлифовальной машиной, надо держать в голове два основных момента:
Не стоит обрабатывать поверхность заготовки всей площадью шлифовочного диска, поскольку могут остаться следы от круга. Используется только верхняя часть насадки.
Во время шлифовки болгарку ведут вдоль волокон древесины: так не будет оставаться следов
При этом важно найти такую точку опоры, чтобы руки не уставали.
Общий процесс шлифовки деревянных поверхностей болгаркой делится на несколько отдельных этапов:
- Предварительная подготовка покрытия. Все остатки прежней краски, лака удаляются обдирочными шлифовальными кругами. Также стоит убедиться, что из пола или стены, если шлифоваться будут именно они, не торчат гвозди, шурупы. Выступающие крепежи необходимо извлечь, а при невозможности – как можно глубже погрузить в поверхность, чтобы они никак не влияли на работу болгаркой.
Предварительная обработка детали
Насчёт шлифовки полов есть ещё два обязательных правила. Даже если болгаркой обрабатывается лишь небольшая площадь пола, из комнаты рекомендуется вынести всю мебель, а дверные проёмы и окна завесить толстой плёнкой или клеёнкой для защиты от пыли. Любые трещины, прогалины в рабочей поверхности недопустимы. Только после замазывания отверстий специальной шпатлёвкой по дереву и высыхания можно приступать к шлифованию.
Первичная шлифовка. Проводится дисками крупной зернистости в диапазоне Р20-Р40. Если под рукой нет такого круга, можно вырезать и приклеить на насадку УШМ кусок наждачки. Выполняется 2-3 прохода болгаркой по всей рабочей площади
На этом этапе особенно важно контролировать силу нажатия на насадку: слабо – обработка получится недостаточно хорошей, чересчур сильно – большая нагрузка на двигатель УШМ.
Первичная шлифовка
- Тонкая зачистка. Используются сменные лепестковые насадки разной степени зернистости – от Р60 до Р80. Мастер делает 1-2 полных прохода по обрабатываемой деревянной заготовке.
Тонкая шлифовка выполняется лепестковой насадкой
- Шпатлевка зазоров. После шлифования необходимо устранить все зазоры. Сначала по ним проходятся насадкой с минимальной зернистостью, а после обработанные участки шпаклюются. Здесь стоит выделить два момента. В труднодоступных для насадки местах придётся обрабатывать вручную. Плюс к тому, во время шлифовки образуется много пыли, и надо не забывать своевременно её удалять.
Шпатлевка дерева
Финальные этапы шлифования
Заключительная полировка деревянной поверхности выполняется шлифовальными дисками из войлока и мягкой ткани с маркировкой Р100 или Р120. На дерево предварительно наносится полировочная паста на основе воска, а затем делается 1-2 прохода вдоль обрабатываемой площади поверхности. После полировки остаётся только загрунтовать поверхность. За счёт грунтования не только сглаживаются оставшиеся мелкие шероховатости, но также продлевается срок службы дерева. В качестве грунтовочного средства для древесины лучше всего подходят масляные краски или алкидные эмали.
Процедура делается вручную кистями в такой последовательности:
- Хорошо обмокнуть кисточку в грунтовочном средстве, нанести на заготовку, размазать по всей площади.
- Ждать, пока краска полностью впитается, и древесина высохнет – не меньше 2 суток.
- Нанести ещё 2 слоя грунтовки, причём вторым можно покрывать только после того, как первый засохнет.
- После этого грунтовка будет завершена. Можно наносить на дерево верхнее лаковое покрытие.
Грунтование дерева
Как выбрать алмазную чашку
Чтобы произвести качественную обработку каменно или бетонной поверхности, следует внимательно отнестись к выбору алмазной чашки. В зависимости от вида планируемых работ подбирают диаметр насадки – от 110 до 180 мм. Для обработки небольших площадей, где необходима аккуратная шлифовка, нужно выбирать чашку малого размера. Наибольшим спросом пользуются диски по бетону на 125 мм. Существуют насадки с диаметром более 200 мм. Обработка бетона с помощью такой чашки осуществляется гораздо быстрее. Однако следует помнить, что с увеличением диаметра возрастает и цена.
В соответствии с ГОСТ диаметр посадочного отверстия варьируется от 19 до 22,2 мм. Посадочное отверстие должно подходить к инструменту, который предполагается использовать. Свободная посадка чашки может привести к травмам и быстрому изнашиванию алмазного слоя. Но обычно в комплект насадки входит переходное кольцо, позволяющее использовать их с инструментом различных диаметров.
На всех алмазных шлифовальных дисках по бетону имеется специальная маркировка. В ней отражены основные характеристики в следующей последовательности:
- диаметр внешнего круга (например, 125);
- глубина чашки (40);
- ширина рабочей поверхности (10);
- высота сегмента (3);
- посадочное отверстие (22).
Все параметры указываются в миллиметрах. Отдельно прописана марка алмазного порошка и содержание алмазов. Как правило, оно составляет 100%, но может быть меньше или больше
Особое внимание нужно обратить на зернистость (например, 125/100 мкм). Крупные фракции подходят для грубых шлифовочных и обдирных работ, мелкие – для чистовой полировки
Насадка подбирается под имеющийся инструмент. Максимально допустимая частота вращения диска должна соответствовать аналогичному показателю болгарки, поскольку от этого зависит безопасность работ. Для каждого типа алмазных чашек имеются ограничения по скорости вращения. Например, для двухрядных чашек она составляет 13300 оборотов в минуту.
Масса насадки и ее сбалансированность являются также немаловажными параметрами при выборе инструмента. От этого зависит скорость и комфорт в процессе обработки поверхности.
Строительный мусор
Сроки разложения мусора, остающегося после строительства, поражают. Конечно, многое из строительных отходов можно пустить на вторсырьё. Если рассматривать сроки распада, то некоторые предметы будут жить почти вечно.
Бетон и кирпич
Большого время этот строительным материал не наносит. Бетон набирает половину от максимальной крепости за 28 дней, а остальные 50% — в течение 70 лет. Только после этого он начинает распадаться. Воздействие осадков, температуры, ветровой нагрузки делают своё дело. Тем не менее, период разложения занимает не менее 100 лет. Продолжительность «жизни» кирпича примерно такой же.
Арматура и металл

Минимальный период, в течение которого разрушится структура тонкой металлической арматуры, применяемой при строительстве, составляет 11-13 лет. Первым признаком начинающегося разложения является ржавчина. Через такой же промежуток времени начнут распадаться гвозди, болты, шурупы и другие мелкие скобяные изделия.
Пиломатериалы
Отведенный пиломатериалам срок жизни зависит от их покрытия. Чистые доски, не обработанные пропитками и другими укрывающими составами, способны сохранить свои качества не более 10 лет, потом начнется процесс гниения. Зачастую он ускоряется благодаря жизнедеятельности насекомых, которые разрушают древесную структуру.
Шифер
Период распада шифера начинается уже через 10-15 лет после его выпуска с завода. Однако на эксплуатационные характеристики начало разложения не влияет: шифер, изготовленный с применением асбеста, способен сохранять свои качества до 100 лет. А вот вред он причиняет, особенно человеку. Образующаяся асбестовая пыль засоряет легкие, что может привести к самым серьезным болезням дыхательных путей.
Керамика и стекло
Ученые не пришли к единому мнению, сколько лет перерабатывается стекло. Но его вред окружающей среде минимален. Оно изготавливается из кварцевого песка, который является природным материалом. К тому же, существует множество способов переработки стеклотары.
То же касается керамических изделий, производство которых осуществляется из глины. В чистом виде, период распада керамики составляет более 80 лет. Правда в зависимости от обработки она может пролежать в земле тысячелетиями.
Советы и рекомендации по шлифовке дерева УШМ
Несколько полезных советов насчёт шлифования дерева болгаркой:
Важно правильно подобрать УШМ под эту работу. Рекомендуется использовать инструмент с частотой оборотов до 6 тысяч в минуту либо регулятором скорости
При высоких оборотах шлифовальные диски больше подвержены засорению и, соответственно, скорее изнашиваются.
Чтобы не мешал провод во время работы, лучше использовать аккумуляторную болгарку.
- Шлифовка дерева подразумевает обилие пыли, стружки, поэтому предпочтительны модели УШМ с защитой двигателя. Другой вариант – подвести к болгарке пылесборник.
- Защита глаз и дыхательных путей при работе угловой шлифовальной машине необходима. На руках должны быть рукавицы.
- Защитный кожух шлифовального диска во время работы снимать нельзя. Он несёт ещё и защитную функцию: если круг разломается на мелкие фрагменты, кожух защитит мастера от попадания осколков.
- Если на УШМ установлен отрезной круг, отполировывать деревянную поверхность необходимо строго под прямым углом. В противном случае, шлифовка получится неровной, а саму УШМ может заклинить в заготовке.
- Лучше никогда не применять в работе шлифовальные диски, которые не подходят к болгарке хотя бы по одному из размерных параметров.
- Не допускается использование круга с хотя бы незначительными дефектами.
- Круги для циркулярных пил и прочие сторонние насадки не стоит устанавливать на болгарку – незачем изобретать велосипед, достаточно стандартных шлифовальных и отрезных дисков. К тому же, это непрактично: диски для циркулярки рассчитаны на значительно меньшую частоту оборотов, то есть шлифовка выйдет некачественной, а сам диск может разломаться.
Зачистка дерева болгаркой – процедура несложная, но результат оправдает ожидания только при правильном выполнении всех этапов: подготовки поверхности, первичной и тонкой шлифовки, шпатлевки зазоров, полировки, грунтования. Нужно использовать абразивные круги только подходящих размеров и зернистости.









МЕТОД РАСЧЕТА НОРМ РАСХОДА СЛЕСАРНО-МОНТАЖНОГО ИНСТРУМЕНТА
2.1. Нормы расхода слесарно-монтажного инструмента для выполнения строительно-монтажных работ определяют по ВСН 470-85/ Минмонтажспецстрой СССР.
2.2. Расчет норм расхода слесарно-монтажного инструмента для промышленных предприятий проводится исходя из объема изготовленной продукции и расхода инструмента по организации за предшествующий год.
Фактический удельный расход М f группы инструмента по организации за предшествующий год определяют по формуле
М f = ,
где Р f — фактический расход инструмента в предшествующем году, тыс. руб.;
В — объем продукции, изготовленной за предшествующий год, млн. руб.
Расчетная удельная норма расхода М r . группы инструмента на планируемый год определяется по формуле
где К m — коэффициент изменения срока службы инструмента по сравнению с отчетным годом;
К e — коэффициент изменения расхода инструмента в связи с улучшением условий его эксплуатации, ремонта и организации инструментального хозяйства. Определяется экспертным путем и примерно равен 0,95-0,97;
К z — коэффициент изменения цен на инструмент по сравнению с отчетным годом.
Расчетную годовую норму расхода Q группы инструмента на планируемый год рассчитывают по формуле
где B I — объем изготовленной продукции на планируемый год, млн. руб.
Пример расчета потребности в слесарно-монтажном инструменте приведен в приложении 1.
Сдача/продажа стружки
На различных предприятиях, в цехах и домашних мастерских порой в больших объемах скапливается металлическая или древесная стружка. В больших объемах она не только прибавляет хлопот и захламляет пространство, но таит в себе опасность. Например, древесная стружка может стать причиной возникновения пожаров. Но просто выбрасывать ее не стоит.
Покупателями древесной стружки могут стать фермеры и строительные бригады, производители стройматериалов, организации, работающие в сфере мясопереработки и все, кто занимается копчением продуктов. Также древесная стружка может заинтересовать тех, кто имеет дело с домашними животными, имеет подсобные хозяйства и зверинцы. У каждого из типа заказчиков есть свои требования к стружке. Кому-то подойдет стружка любой породы и формы, например, для отсыпки дорожек эти параметры не очень важны. Некоторых же покупателей будут интересовать лишь конкретные виды пород и размеров, зато и взять такую стружку они будут готовы по более высокой цене. Поэтому желательно заранее проанализировать, какие виды покупателей есть в вашем регионе и подготовить материал так, чтобы без его можно было без промедления загрузить в грузовик в удобной для покупателя таре.
Металлическую же стружку могут скупать пункты приема металлолома. Некоторые из них принимают сразу все основные виды стружки, включая стружку стальную, чугунную, медную, алюминиевую, латунную, стружку нержавейки и ЦАМ. Также как и с другими видами металлолома, дешевле, разумеется будет стоить чермет (сталь, чугун), дороже — цветмет (алюминий, медь и т.д.).
Михаил Семынин(c) www.openbusiness.ru — портал бизнес-планов и руководств по открытию малого бизнеса
03.03.2022
Сохраните статью, чтобы внимательно изучить материал
Пластиковые отходы
Существует множество их типов. Каждый характеризуется определенными параметрами и требует соблюдения каких-то нюансов при переработке.
| Вид отхода | Сроки разложения в годах | Особенности |
| Пластиковые бутылки | Около двухсот | Самый опасный тип мусора, который встречается на свалках. |
| Пленки | Около двухсот | Создают пожароопасную обстановку. |
| Пакеты | Около двухсот | Используются практически повсюду. Требуют утилизации. |
| Биоразлагаемые пакеты | Около двухсот | Не отличаются по вреду от обычных пакетов. |
| Одноразовая посуда | Около двухсот | Приносит непоправимый вред экологии. |
Мнение эксперта
Александра Ю.
Задумываясь о проблемах экологии, важно не только сортировать, но и уменьшать потребление. Естественное разложение мусора занимает сотни или даже тысячи лет
Чтобы избежать глобальной природной катастрофы, требуется применять современные технологии для его утилизации и переработки
Естественное разложение мусора занимает сотни или даже тысячи лет. Чтобы избежать глобальной природной катастрофы, требуется применять современные технологии для его утилизации и переработки.
Основные параметры отработанных шлифовальных кругов
При сдаче абразивного лома важными критериями выступают непосредственно рабочий материал инструмента, а также связка, скрепляющая шлифзерна между собой и с основой. Кроме того, данный тип отходов может иметь различное происхождение:
Неликвид. Представляет собой неиспользовавшийся ранее инструмент, отбракованный или попросту нереализованный;
Бой. Эта категория охватывает шлифовальные круги, разрушившиеся в процессе работы;
Отработанные абразивы. Группа содержит инструмент, исчерпавший свой эксплуатационный лимит.
Наиболее ценной категорией остается неликвидный инструмент, который можно отнести к деловому лому, поскольку он может использоваться по прямому назначению.

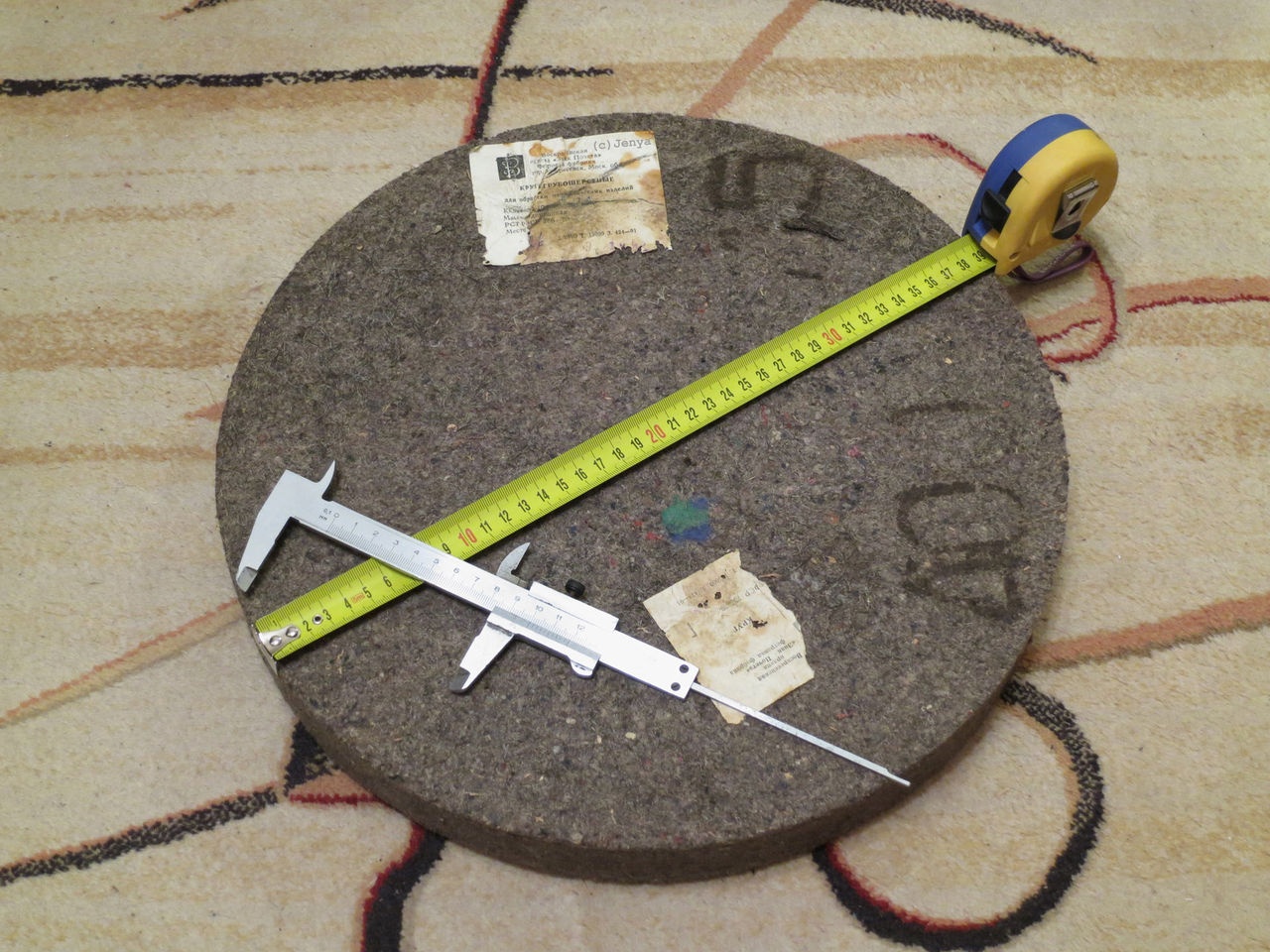
Шлифовальные круги – неликвид или лежалые
Следующая важная характеристика вторичных абразивных дисков это тип рабочего материала. Широкое распространение получили следующие четыре разновидности:
электрокорунд;
Электрокурнд – относится к огнеупорным материалам
карбид кремния;
Карбид кремния фракции 30и 12
эльбор, кубонит, кингсонгит, киборит или все это – кубический нитрид бора;

Кубический нитрид бора – используется также при производстве металлорежущих пластин
алмаз.

Абразив – алмазный порошок
Наиболее прочными, а соответственно, ценными абразивами оказываются два последних варианта. Тогда как алмаз не нуждается в особом представлении, эльбор – это модификация кубического нитрида бора. Материал практически не уступает по твердости алмазу и значительно превосходит его по уровню термостойкости. На практике, большая часть сдаваемого лома абразивных кругов, напротив, складывается из первых двух категорий: различных видов электрокорунда и карбидокремниевых отходов.








Лом абразивных кругов – большая часть этих кругов выполнена из карбида кремния
Еще одна характеристика, которая часто указывается при покупке абразивного лома – тип связки. Фактически, существует две ее базовые разновидности: органическая и неорганическая. Последнее время для связки используется комбинированный вариант, содержащий как органику, так и керамику.
Шлифовальный станок по дереву своими руками
Шлифовальный станок, полезная вещь в мастерской. Тем, кто работает с деревом, такой аппарат просто необходим, так как является универсальным, что значительно упрощает работу. Но, к сожалению, такие станки имеют довольно большую цену и поэтому приходится изобретать. В данной статье пойдет речь о функциональном, а главное удобном, шлифовальном станке, с подробными чертежами и фото. Каждый пункт подробно рассмотрен, а если что-то непонятно, всегда можно просмотреть видео.
READ Какую Шлифмашинку Выбрать Для Дерева Вибрационную
Размеры
Приведем таблицу с габаритными размерами нашего самодельного инструмента:
| Параметр | Значение, мм |
| Длина | 365 |
| Высота | 400 |
| Ширина | 230 |
Размеры стенок и прилегающих к ним элементов:
Размеры элементов кронштейна:
Размеры ручек и ведомых роликов: Размеры столешницы: Размер основания:
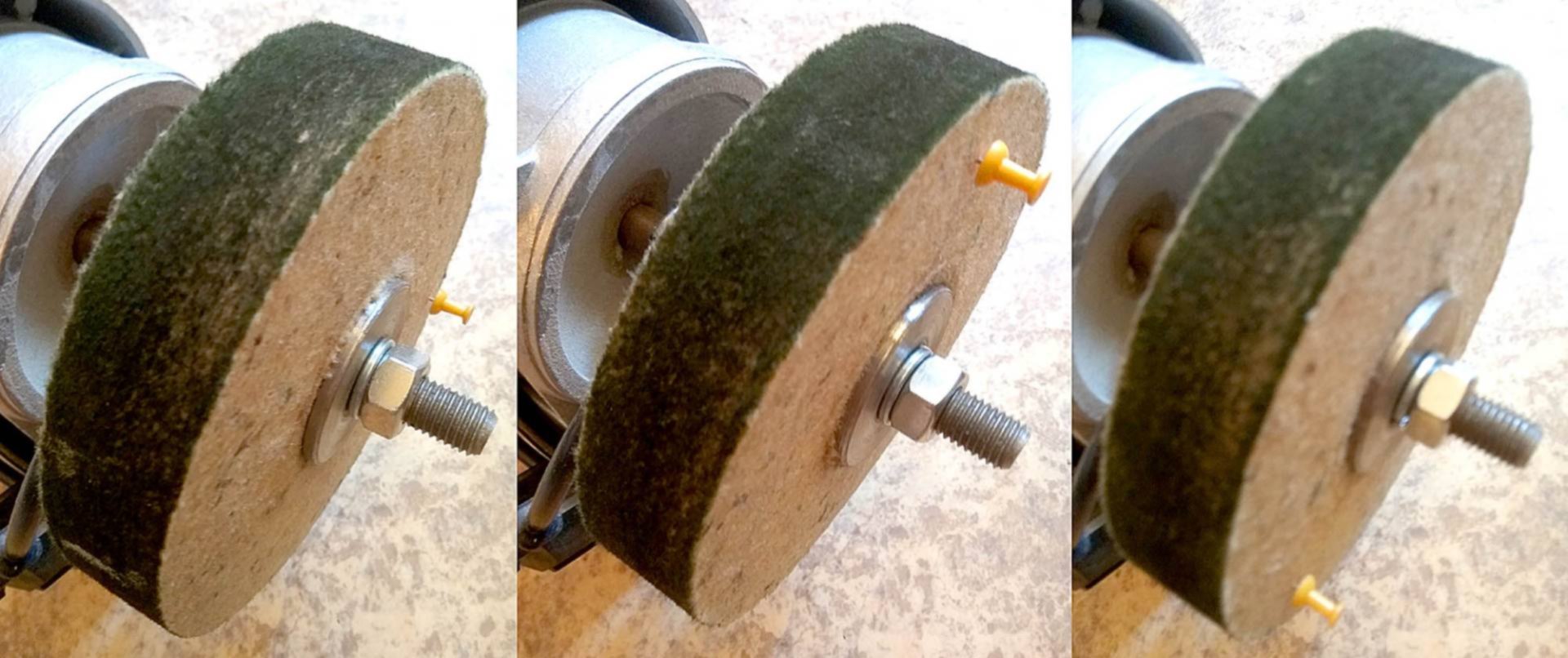
Главный ролик
Главный ролик – это наиболее важная деталь проекта, так как он получает крутящий момент от мотора и передает его на ленту. Для его крепления я использовал старую втулку, но рекомендую вместо этого использовать подшипник. Втулки справляются со своей задачей, но они постоянно перегреваются и требуют регулярной смазки. Более того, они могут разбрасывать грязную смазку, что раздражает во время работы.
Вал: По сторонам вала есть резьба с разным направлением, чтобы при вращении крепежные болты не откручивались. Если вы обрежете одну сторону с резьбой, как это сделал я, оставьте ту, которая идет против часовой стрелки, иначе вам придется сделать контровочный болт (я опишу, как его сделать позже) и шплинт. На обрезанный край будет надеваться главный шкив.
Шкив: Продолжая тему повторного использования, я нашел у себя старый шкив с другого проекта. К сожалению, я его подготовил под резьбовой штифт, на котором он должен был держаться, но, на самом деле, это не проблема. В этом шкиве я сделал прямоугольный вырез. Затем при помощи угловой шлифмашины я прорезал паз на конце вала. Разместив шпонку в отверстии, образованном пазом вала и прямоугольным вырезом шкива, я надежно зафиксировал их относительно друг друга.
Отходы на переработку
Основным применением собираемого абразивного лома выступает, как указывалось ранее, выделение шлифзерна. Существенная доля спроса по отходам абразива, приходится на диски с керамической или бакелитовой основой, где технологии отделения шлифовальных гранул четко отработаны.

Шлифзерно различной фракции
Подобные требования к определенному типу связки часто связаны с технологией выделения шлифзерна из отработанных изделий. Например, лом абразивных кругов часто перерабатывают при помощи отжига или двухстадийного выщелачивания, что позволяет эффективно удалять именно бакелитовую связку.
Еще одно требования к сдаваемому абразивному бою, также связано с процессом регенерации шлифзерна. Компании, специализирующиеся на определенной технологии переработки, требуют перед сдачей очистить отработанные диски, их части от проволоки, других металлических включений. Отходы, содержащие металл, обычно сортируются и реализуются отдельными партиями.
Стоимость непосредственно лома абразивных кругов, в большинстве случаев договорная. Она варьируется в значительных пределах, начиная от 3000 рублей за тонну. Более того, нередко внешний вид отходов также оказывается составной частью ценообразования.



