Нагрев — пружина
Нагрев пружин производится в пламенной или муфельной печи.
Для нагрева пружин под закалку может быть использован любой агрегат ( печь, кузнечный горн или газовая горелка), обеспечивающий температуру не ниже 1000 С.
При нагреве пружин для нормализации и закалки необходим — принимать меры, предупреждающие изменение формы и размеров пружин в процессе нагрева и охлаждения. Пружины нужно нагревать в лежачем положении, так как пружина, поставленная на торец, сядет под действием собственного веса и изменит свою форму. Под печи, где нагреваются пружины, должен быть непременно ровным и гладким. Пружины с плотной навивкой ( без зазоров между витками) следует перед посадкой в печь туго обвязать проволокой по всей длине, чтобы их не развело при нагр-еве.
При нагреве пружин из марганцовых сталей, очень чувствительных к перегреву, необходимо особенно внимательно следить за температурой печи, так как даже при сравнительно небольшом перегреве происходит сильный рост зерна стали.
При нагреве пружин для закалки должны быть приняты меры, предупреждающие изменение размеров и формы. Для этого необходимо прежде всего, чтобы пружины нагревались в лежачем положении, так как пружина, поставленная на торец, может сесть при нагреве под действием собственного веса. Под печи, на который укладываются пружины, должен быть гладким и ровным, чтобы пружины не искривлялись. Длинные тонкие пружины рекомендуется во избежание искривления надевать на оправку из отрезка тонкостенной трубы. Пружины с плотной навивкой ( без зазоров между витками) следует туго обвязать проволокой по образующей цилиндра на всю длину, чтобы их не развело при нагреве.
При нагреве пружин под закалку следует иметь в виду, что все стали, легированные кремнием, очень склонны к обезуглероживанию. Поэтому нужно ограничиваться самой непродолжительной выдержкой их при температуре закалки из расчета 1 мин. Кроме того, должны приниматься меры, предупреждающие обезуглероживание, хотя бы наиболее элементарные: посыпать на под печи древесный уголь или отработанный карбюризатор.
|
Режимы термической обработки пружин. |
При нагреве пружин в муфельных или пламенных печах для предупреждения обезуглероживания поверхностного слоя стали на под печи периодически засыпается угольный порошок в смеси с 10 % соды.
Описываемое явление проявляется при нагреве пружин после навивки. При этом нагреве пружина сначала несколько раскручивается, а затем, в особенности при повышении температуры, пружины, например из стали 50ХФА, начинают закручиваться с увеличением числа витков. Явления термопластического последействия в той или иной мере могут проявляться во всех случаях нагрева деталей после холодной пластической деформации. При отпуске деталей после правки следует учитывать возможность дополнительной деформации.
Светлая изотермическая закалка пружин из стали 50ХФА : нагрев пружин в соляной ванне ( КС1) до 860 10; выдержка 2 5 У3 мин. NaOH 5 8 Na2CO3) при 330 5 при интенсивном перемешивании щелочи механической мешалкой или сжатым воздухом; выдержка 20 — 30 мин.
Иногда для ускорения стабилизации и более равномерного распределения внутренних напряжений применяется нагрев пружины. В результате этой операции в пружине возникают остаточные деформации изгиба и она приобретает форму, близкую к спирали Архимеда. Эта операция называется заневоливанием пружины. Она обеспечивает получение почти неизменного во времени противодействующего момента пружины. При заневоливании материал металлической ленты получает наклеп, который упрочняет пружину, так как уменьшает напряжения изгиба, возникающие во время ее работы.
Пайку трещин в пружине следует производить серебряным припоем, что связано с нагревом пружины в местах пайки до высокой температуры. Высокий нагрев пружины может привести к изменению механических качеств ее, которые возможно восстановить только термообработкой.
|
Конструкции пружин для иатяжения катодов прямого накала. |
Уже при темно-красном калении упругость пружин значительно падает по сравнению с холодным состоянием, и поэтому во избежание нагрева пружины проходящим по ней током накала катода диаметр проволоки для нее должен значительно ( во всяком случае не менее чем в 3 раза) превышать диаметр нити катода.
Примеры технологии термической обработки пружин: светлая закалка пружин холодной навивки из проволоки диаметром до 6 мм из стали 60С2А i 1 ]; нагрев пружин под закалку в электродной соляной ванне ( NaCl) до 820; закалка в щелочной ванне ( 63 % КОН и 37 % NaOH) при 270 в течение 20 мин.
воскресенье, 23 августа 2020 г.
Как самостоятельно сделать пружину
При необходимости пружину можно изготовить самостоятельно. Стальная проволока для изготовления пружины, которая впоследствии будет подвергаться закалке, должна соответствовать требованиям, указанным в ГОСТ 14963-78. Там много условий, но главное что проволока должна быть марок 51ХВА, 60С2А, 65С2ВА, 70С3А. Хотя, конечно, вам никто не мешает использовать и другую сталь.
Чтобы изготовить пружину в домашних условиях, необходимо определиться с характеристиками:
- маркой стали
- диаметром проволоки
- количеством навиваемых витков
- шагом витка
При изготовлении пружины необходимо придерживаться следующих простых правил:
- проволока должна быть абсолютно ровной. Если пружину изготавливают из неровной или старой пружины, она обязательно должна быть выровнена.
- проволока должна быть очищена от ржавчины, масел и других загрязнений. Для этого используют содовый раствор или химические средства, позволяющие растворить масла и снять ржавчину. Протирать проволоку рекомендуется опилками.
- проволока диаметром более 2 мм перед навивкой должна быть подвергнута процедуре отжига путем нагрева докрасна (температура в пределах 400 °C) и охлаждения на воздухе.
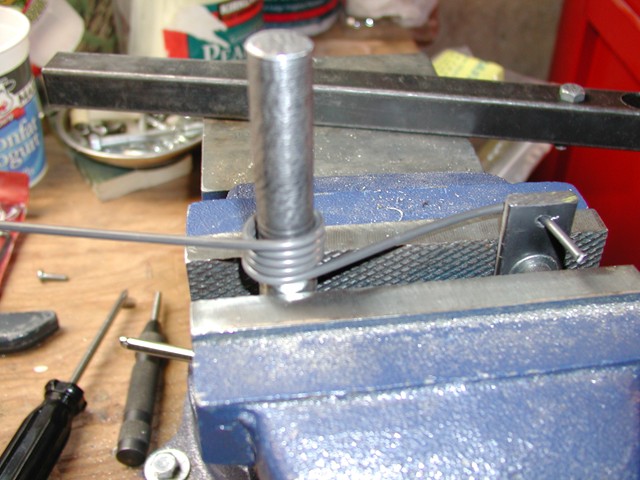
- при намотке необходимо контролировать положение витков относительно друг друга. Они должны плотно прилегать один к одному.Для этого можно использовать подходящий болт или шпильку в качестве оправки. Конец проволоки на болте удерживайте ручными клещами или зажмите вместе с болтом в тисках.
- в процессе намотки нужно стараться постоянно держать проволоку в натяжении и наматывать виток к витку.
- для намотки можно использовать различные приспособления.
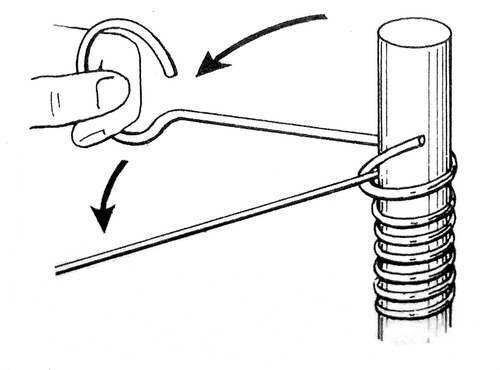
- после намотки проволоки, если пружина должна работать на сжатие, нужно с помощью отвертки сделать необходимое расстояние между витками. Если пружина должна работать на растяжение, то на ее концах делаются проушины.
После изготовления пружины её надо закалить. Закалка пружин в домашних условиях может выполняться несколькими способами: с помощью газовой горелки, нагревом в печи, изготовленной из кирпича или камня, или просто в костре. Нагрев должен производиться до температуры около 870 °C. На глаз это определяется цветом проволоки: она в процессе нагрева делается красного оранжевого цвета. Затем ее необходимо поместить в масло (трансформаторное, веретенное или другую жидкую среду), которое обеспечит медленное охлаждение: быстрое охлаждение может вызвать возникновение трещин, которые отрицательно скажутся на качестве пружины.
Закаленная пружина хрупкая. Чтобы она получила оптимальный баланс между твердостью и эластичностью, требуется отпуск. Для этого заготовка разогревается до температуры 400-500 градусов Цельсия. Определить, что она раскалена достаточно можно по цвету. Сначала пружина станет светло-василькового цвета, а потом светло-серой, что и сигнализирует о достижении нужной температуры. После разогрева она охлаждается на воздухе. Этот пункт многие в интернете не упоминают.
Изготовленную кустарным способом пружину рекомендуется выдержать на протяжении некоторого времени в сжатом состоянии. Обычно время выдержки лежит в пределах от 20 до 40 часов.
Обратите внимание, что самостоятельно изготовленная пружина (т.е. изготовленную без жесткой технологии) может в любой момент лопнуть, сжаться, растянуться, вытянуться. Поэтому лучше постараться избегать использовать такую пружину в ответственных местах
Поэтому лучше постараться избегать использовать такую пружину в ответственных местах.
Несколько полезных видео
Как сделать пружину в домашних условиях своими руками
Чаще всего вопрос о том, как сделать пружину самостоятельно, используя для этого подручные средства, не возникает. Однако бывают ситуации, когда пружины требуемого диаметра нет под рукой. Именно в таких случаях возникает потребность в изготовлении этого элемента своими руками.
Изготовить небольшую пружину вполне реально
Конечно, пружины для ответственных механизмов, работающих в интенсивном режиме, лучше всего изготавливать в производственных условиях, где есть возможность не только правильно подобрать, но и соблюсти все параметры технологического процесса. Если же нестандартная пружина вам требуется для использования в механизме, который будет эксплуатироваться в щадящем режиме, то можно сделать ее и в домашних условиях.
Что потребуется
Чтобы сделать пружину своими руками, подготовьте следующие расходные материалы и оборудование:
- стальную проволоку, диаметр которой должен соответствовать размеру поперечного сечения витков вашего будущего пружинного изделия;
- обычную газовую горелку;
- инструмент, который обязательно есть в каждой слесарной мастерской;
- слесарные тиски;
- печь, в качестве которой может быть использовано и нагревательное устройство бытового назначения.
Навивать спираль легче с помощью приспособлений, конструкция которых зависит от размеров и жесткости пружины
Проволоку, если ее диаметр не превышает 2 мм, можно не подвергать предварительной термической обработке, так как ее легко согнуть и без этого. Перед тем как наматывать такую проволоку на оправку требуемого диаметра, ее необходимо разогнуть и тщательно выровнять по всей длине намотки.
Выбирая диаметр оправки, следует учитывать размеры пружины, которую вы собираетесь сделать в домашних условиях. Чтобы компенсировать упругую деформацию проволоки, диаметр оправки выбирают несколько меньше, чем требуемый размер внутреннего поперечного сечения будущего изделия.
Приспособление для навивки спиральной пружины
В том случае, если диаметр проволоки, из которой вы своими руками собираетесь сделать пружину, больше 2 мм, ее необходимо предварительно отжечь, так как без такой процедуры выравнивать ее и навивать на оправку будет затруднительно.
Пошаговая инструкция
Шаг 1
- Первое, что необходимо сделать, если вы собираетесь изготовить пружину своими руками, — это подобрать материал для такого изделия. Оптимальным материалом в данном случае является другая пружина (главное, чтобы диаметр проволоки, из которой она изготовлена, соответствовал поперечному сечению витков пружины, которую вам надо сделать).
- Подбирая материал от старой пружины, вы будите уверены, что проволока сделана из закаленной высокоуглеродистой стали
Шаг 2
- Отжиг проволоки для пружины, как уже говорилось выше, позволит вам сделать ее более пластичной, и вы без особого труда сможете выровнять ее и намотать на оправку. Для выполнения такой процедуры лучше всего использовать специальную печь, но если таковой нет в вашем распоряжении, то можно воспользоваться любым другим устройством, растапливаемым дровами.
- В такой печи необходимо разжечь березовые дрова и, когда они прогорят до углей, положить в них пружину, проволоку от которой вы собираетесь использовать. После того как пружина раскалится докрасна, угли надо сдвинуть в сторону и дать нагретому изделию остыть вместе с печью. После остывания проволока станет значительно пластичней, и вы без труда сможете работать с ней в домашних условиях.
Шаг 3
Ставшую мягкой проволоку следует тщательно выровнять и начать наматывать на оправку требуемого диаметра
При выполнении такой процедуры важно следить за тем, чтобы витки располагались вплотную друг к другу. Если вы никогда не занимались намоткой пружин ранее, можно предварительно посмотреть обучающее видео, которое несложно найти в интернете
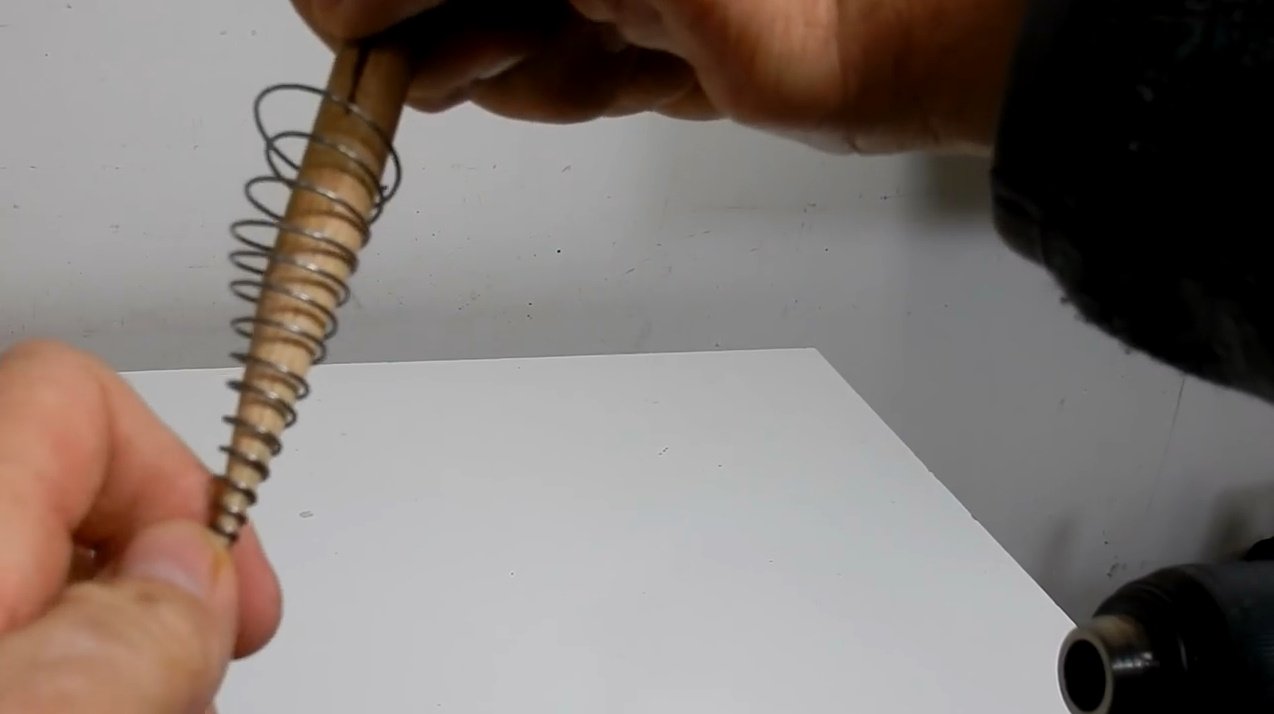
Для намотки небольшой пружины можно использовать шуруповерт
Шаг 4
- Чтобы ваша новая пружина обладала требуемой упругостью, ее необходимо закалить. Такая термическая обработка, как закалка, сделает материал более твердым и прочным. Для выполнения закалки готовую пружину надо нагреть до температуры 830-870°, для чего можно использовать газовую горелку.
- Ориентироваться на то, что требуемая температура закалки достигнута, можно по цвету раскаленной пружины: он должен стать светло-красным. Чтобы точно определить такой цвет, также ориентируйтесь на видео.
- После нагрева до требуемой температуры пружину необходимо охладить в трансформаторном или веретенном масле.
- Цвета каления стали
Шаг 5
После закалки пружину следует выдержать в сжатом состоянии на протяжении 20-40 часов, а затем обработать ее концы на точильном станке, чтобы сделать изделие требуемого размера.
Сварочная проволока
Сварочная проволока – альтернатива электродам для РДС для механизированной и автоматической сварки. В первом случае она подается на аппарат вручную, во втором – весь процесс полностью автоматизирован, сварщик только контролирует и корректирует его при необходимости. Детали варятся под флюсом или в защитных газах, что позволяет получить нужное качества шва. При этом ни проволока, ни прутки из нее не имеют покрытия, как у электродов.
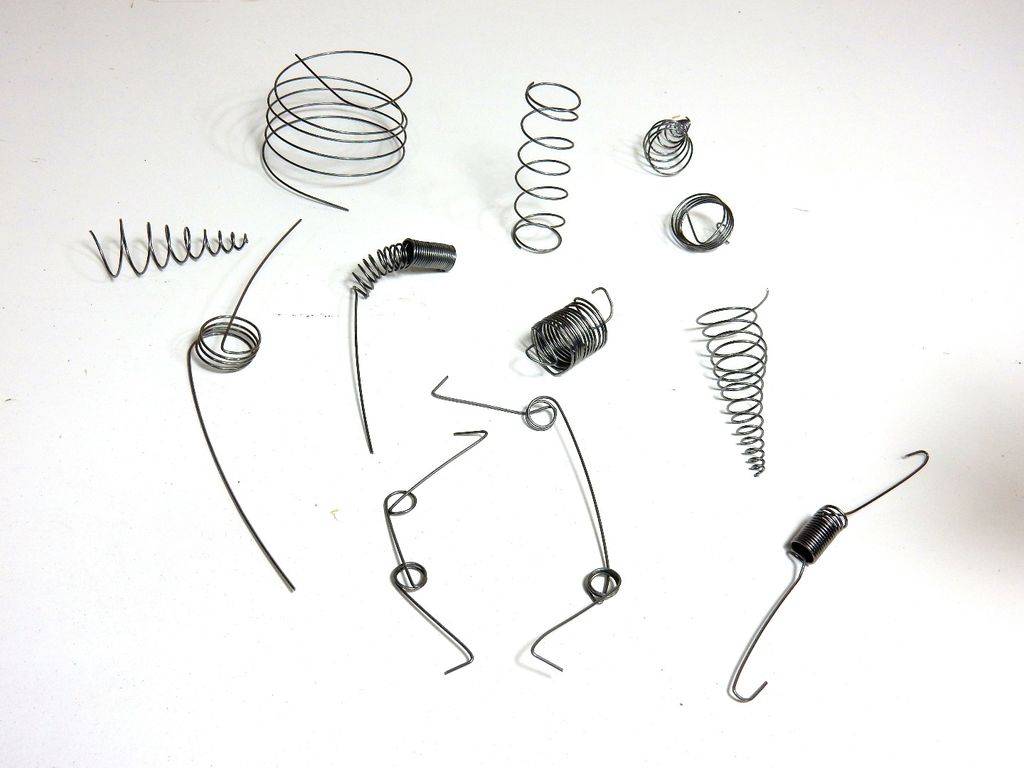







Различают три основных вида этой группы метизов.
Полированная (светлая) сварочная проволока
Полированная проволока для сварки выпускается по ГОСТ 2246-70. В результате обработки имеет гладкую шлифованную поверхность, на которой содержание технологических смазок составляет тысячные доли процента. Оптимальный вариант для механизированной сварки в защитных газах низколегированных и углеродистых сталей. В ряду преимуществ:
- быстрая непрерывная подача;
- наилучший вариант, если сталь легирована молибденом;
- минимальное количество аэрозольных вредных выбросов при сварке.
Полированная проволока позволяет получить качественный сварной шов правильной геометрии. Широко используется в судостроении, мостостроении, машиностроении.
Омедненная проволока для сварки
Для производства омедненной сварочной проволоки применяются низколегированные (Св-08ГС-О, Св-08ГА-О, Св-08Г2С-О) и низкоуглеродистые (Св-08А-О, Св-08-О) стали. Изготавливается по ГОСТ 2246-70. Сварочные работы выполняются в защитной газовой среде – в углекислом газе или его смеси с аргоном.
Преимущества:
- мгновенный поджиг, поскольку медь – великолепный электропроводник;
- устойчивое горение дуги;
- экономно расходуется, благодаря минимальному разбрызгиванию;
- отличное качество шва.
В отличие от обычной и полированной, проволока с омеднением более стойка к коррозии, что выгодно отличает ее при длительном хранении. Назначение – монтаж трубопроводов, сварка изделий, работающих под давлением (резервуары и те же трубы), машиностроение, судостроение.
Порошковая сварочная проволока
Не имеет сплошного сечения, как другие сварочные проволоки, – сердечник наполнен смесью металлических порошков, шлако- и газообразующих компонентов. При сварке они создают защитную среду для сварочной ванны и обеспечивают легирование металла шва. Используется для соединения деталей из низкоуглеродистых и низколегированных сталей.
Подробнее о сварочной проволоке мы рассказывали ранее. Читать далее ->
В каталоге металлическая проволока представлена в широким ассортименте самостоятельно и в готовых изделиях:
- сетка рабица, сварная и тканая;
- стальные канаты и тросы;
- гвозди и дюбель-гвозди.
Технология холодной навивки без закалки
Сначала необходимо сделать подготовительные операции. Перед тем, как из проволоки навивать заготовку, ее подвергают процедуре патентирования. Она заключается в нагреве материала до температуры пластичности. Такая операция готовит проволоку к предстоящему изменению формы.
В ходе операции навивки должны быть выдержаны следующие параметры:
- Внешний диаметр изделия (для некоторых деталей нормируется внутренний диаметр).
- Число витков.
- Шаг навивки.
- Общая длина детали с учетом последующих операций.
- Соблюдение геометрии концевых витков.
Холодная навивка без отпуска
Далее проводится стачивание концевых витков до плоского состояния. Это необходимо сделать для обеспечения качественного упора в другие детали конструкции, предотвращения их разрушения и выскальзывания пружины.
Следующий этап технологического процесса — термообработка. Холодная навивка пружин предусматривает только отпуск при низких температурах. Он позволяет усилить упругость и снять механические напряжения, возникшие в ходе навивки.
Исключительно важно точно соблюдать проектный график термообработки, тщательно контролируя температуру и время выдержки. После термообработки необходимо сделать испытательные и контрольные операции. После термообработки необходимо сделать испытательные и контрольные операции
После термообработки необходимо сделать испытательные и контрольные операции.
Далее по необходимости могут наноситься защитные покрытия, предотвращающие коррозию. Если они наносились гальваническим методом, изделия подвергаются повторному нагреву для снижения содержания водорода в приповерхностном слое.
Как изготовить и закалить пружину в домашних условиях
Практически каждый домашний мастер знает, что почти из любой проволоки возможно сделать пружину и с успехом ее использовать в быту. В основном проблем с самостоятельным изготовлением детали не возникает. Однако иногда возникают ситуации, в которых необходимо сделать либо пружину нестандартных габаритов, либо придать ей повышенную прочность и упругость. Для этого следует прибегнуть к операциям термообработки. Закалить пружину в домашних условиях вполне реально. Само собой, что самодельную деталь не стоит использовать в особо ответственных устройствах, работающих при повышенной нагрузке. Для таких целей рекомендуется использовать пружины, изготовленные в заводских условия. Но для домашнего применения в устройстве, работающем в облегченном режиме рассматриваемая технология вполне подходит.

Необходимые инструменты и материалы
Для того, чтобы изготовить и закалить пружину из проволоки своими руками необходимо:
- Стальная проволока. Диаметр подбирается исходя из необходимых характеристик будущего изделия.
- Обыкновенная газовая горелка.
- Слесарный инструмент: пассатижи, молоток и т.п.
- Тиски.
- Печка. Это может быть, при ее наличии, специальная или же обычная бытовая.
Облегчить процесс навивания спирали способны дополнительные приспособления, которые подбираются индивидуально в соответствии с размерами и жесткостью пружины.
Если использование и закалка предполагается из проволоки диаметром меньше 2 миллиметров, то она может предварительно не нагреваться. Она без проблем будет гнуться и без этой операции. Однако при этом до начала намотки рекомендуется ее разогнуть ее по всей длине и полностью выровнять.
При использовании проволоки диаметром более 2 миллиметров ее следует до начала работы обжечь. Без данной операции выровнять и навить ее будет проблемно.
Особенности операции
- Верно подобранная основа является залогом успеха. В заводских условиях для изготовления применяется сплав цветных металлов (65Г, 60ХФА, 60С2А, 70СЗА, Бр. Б2), легированная или углеродистая сталь. Во время домашнего изготовления оптимальной основой будет старая пружина необходимого диаметра.
- Для отжига лучше всего подойдет особая печь. При отсутствии таковой подойдет из кирпича или металла.
- Для охлаждения после нагрева рекомендуется применять трансформаторное масло. При его отсутствии подойдет веретенное.
Последовательность действий
1. Прежде, чем закалить проволоку для пружины следует проверить материал основы и убедиться, что используемая проволока углеродистой стали.
2. Процедура отжига, как сказано ранее, способна добавить пластичности. Это облегчит процесс выравнивания и намотки на оправку. Для этого можно особую печь или любую подходящую. В быту закалять возможно в наиболее подходящей конструкции (металлической или кирпичной). Для этого разжигается обычный костер и после в уголь помещается будущая пружина. После нагрева заготовки докрасна проволоку нужно изъять и позволить остыть естественным путем. Остывшая проволока будет существенно мягче и с ней можно будет комфортно работать.

3. Размягченную проволоку следует полностью выровнять и приступить к намотке на оправку подходящего диаметра. Во время проведения процедуры нужно контролировать плотное расположение витков друг к другу. Для упрощения можно пользоваться шуруповертом.
4. Для придания требуемой упругости потребуется провести закаливание. Благодаря этой термической обработке деталь получается более твердая и прочная. Закалка пружин предполагает их прогрев до температуры от 830 до 870 градусов. Для этого допускается пользоваться газовой горелкой. Ранее уже мы говорили про закалку металла в домашних условиях.
Дома вряд ли сыщется подходящий термометр, которым возможно точно определять температуру детали. Поэтому можно ориентироваться по цвету металла. Когда необходимая температура достигнута заготовка станет светло-красной. Рекомендуем посмотреть видео с подробным рассказом о температуре нагрева. После этого пружина помещается в охлаждающую среду (масло).
5. После закаленную пружинку требуется подержать в сжатом состоянии. Для этого необходимо от 20 до 40 часов.
6. В завершение провести обработку и подгонку до требуемых размеров.









Верное проведение подобного упрочнения позволит с успехом использовать пружину в домашних механизмах.
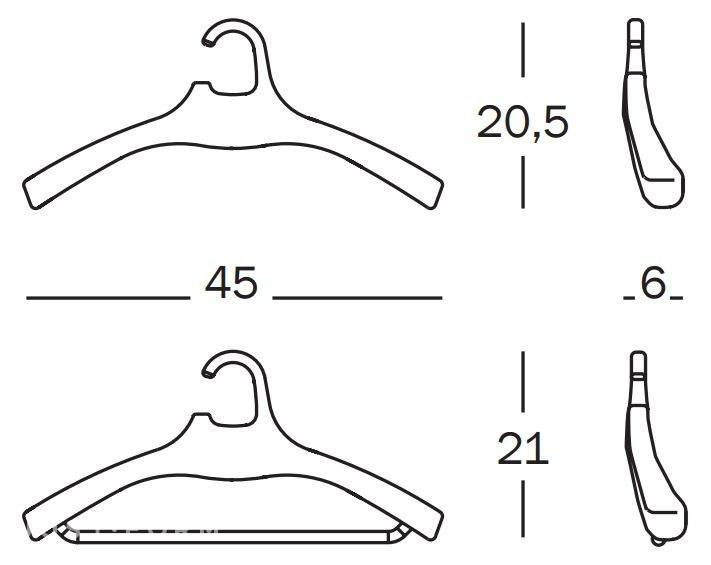
Как сделать пружину для рыбалки
Благодаря этой простой, но очень удобной детали, поклевка не заставит себя ждать. Такие нередко используются для силиконовых приманок.
С чего начать работу:
- Разумеется, с наматывания подходящей проволоки на избранное в качестве шаблона приспособление.
Концовку проволоки будет удобнее прижать плоскогубцами к шаблону, вокруг которого идет обмотка. Количество витков зависит от размеров изготавливаемого приспособления. Обычно вполне достаточно от семи до двенадцати витков. Придав пружине нужную величину, стоит теперь озадачиться приданием необходимой формы.
Сделать пружину бочкообразной не так уж сложно. Достаточно только увеличить витки, стоящие по центру. И постепенно уменьшать диаметр тех витков, что расположены по краям. Теперь внутрь пружинки можно вставить трубочку, которая обеспечит свободное перемещение лески при поклевке. Для этих целей можно задействовать стержень из пластика либо металла.
Самые крайние витки зажимают трубочку. Если внутрь вставлен металл, то лучше добавить к нему кусочек изоляции от электропровода.
Подобные пружины пользуются популярностью для рыбалки. А благодаря плоскогубцам, работу выполнять куда проще. А излишки металла удаляются кусачками.
Создавая собственными руками подобные изделия, достаточно придерживаться простейших рекомендаций от профессионалов:
- Проволока обязательно должна быть ровной. Если пружина изготавливается из старого материала, проволоку обязательно необходимо выровнять.
Пруток должен быть чистым от ржавчины и прочей грязи. Для этого подойдет раствор соды либо магазинные вещества – бытовая химия для снятия ржавчины и растворения масел. Вытирать проволоку после чистки рекомендуется не тканью, а опилками.
Сталь диаметром больше пары миллиметров, перед тем как намотать, необходимо обжечь докрасна (в районе 400 градусов по Цельсию), а затем – охладить на открытом воздухе. В ходе намотки требуется внимательно контролировать расположение витков по отношению друг к другу.
Дома закалить пружины можно сразу несколькими вариантами: в печке, посредством газовой горелки и на костре. Нагреваться сталь должна почти до 900 градусов.
О диаметре
Как сделать пружину? Какой диаметр проволоки выбрать? Специалисты рекомендуют использовать расходный материал с диаметром не более 0,2 см. Ввиду того что такая проволока легко гнется, для нее не требуется предварительная термическая обработка. Перед наматыванием на оправку она разгибается и тщательно выравнивается. При выборе диаметра для оправки следует исходить из размеров будущей пружины. Иными словами, нужно учитывать внутреннее поперечное сечение изделия. Многие мастера компенсируют упругие деформации проволоки, подбирая оправки заведомо меньшего диаметра. При работе с проволокой толще 0,2 см часто возникают трудности при наматывании ее на оправку. В таком случае придется выполнить ее предварительный отжиг.
Особенности технологии
Технологический процесс изготовления упругих элементов зависит от технических требований, предъявляемых к конструкции. Сделать пружину не так просто, как обычную деталь, которая не должна обладать особыми упругими свойствами. Для этого требуется специальное оборудование и оснастка.
Навивка пружин с круглым сечением витка проводится следующими методами:
- Холодная. Применяется для малых и средних размеров (диаметр проволоки до 8 миллиметров).
- Горячая. Для больших диаметров.
Технология навивки пружины
После навивки упругие элементы подвергают различным видам термообработки. В ее ходе изделие приобретает заданные свойства.
Особенности технологии
Технологический процесс изготовления упругих элементов зависит от технических требований, предъявляемых к конструкции. Сделать пружину не так просто, как обычную деталь, которая не должна обладать особыми упругими свойствами. Для этого требуется специальное оборудование и оснастка.
Навивка пружин с круглым сечением витка проводится следующими методами:
- Холодная. Применяется для малых и средних размеров (диаметр проволоки до 8 миллиметров).
- Горячая. Для больших диаметров.
Технология навивки пружины
После навивки упругие элементы подвергают различным видам термообработки. В ее ходе изделие приобретает заданные свойства.
Стихи Асадова, трогающие до глубины души
Проникновенные стихи Эдуарда Асадова трогают любителей поэзии своей искренностью и душевностью. Поэт в своих стихах обращается к таким человеческим качествам, как добро, справедливость, благородство. Они просты и понятны, проникают прямо в душу.
***
Ты прекрасная, нежная женщина, Но бываешь сильнее мужчин. Тот, кому ты судьбой обещана, На всю жизнь для тебя один.
Он найдет тебя, неповторимую, Или, может, уже нашел. На руках унесет любимую, В мир, где будет вдвоем хорошо.
Ты сильна красотой и женственна И лежит твой путь далеко. Но я знаю, моя божественная, Как бывает тебе нелегко.
Тают льдинки обид колючие От улыбки и нежных слов. Лишь бы не было в жизни случая, Когда милый предать готов.
Назначеньем своим высокая, Дочь, подруга, невеста, жена, Невозможно постичь это многое, Где разгадка порой не нужна.
А нужны глаз озера чистые И твой добрый и светлый смех.
***
Как легко обидеть человека! Взял и бросил фразу злее перца. А потом порой не хватит века, Чтоб вернуть обиженное сердце!
***
Будь добрым, не злись, обладай терпеньем. Запомни: от светлых улыбок твоих Зависит не только твое настроенье, Но тысячу раз настроенье других.
***
Враги всегда активнее друзей. Не потому ль нам кажется извечно, Что подлых и завистливых людей Намного больше на планете сей, Чем прямодушных, честных и сердечных.









***
Что счастье дано тебе не навек, Не надо сетовать, человек. Когда бы нам счастье навек давалось, Оно бы буднями называлось.
***
Когда на лице твоем холод и скука, Когда ты живешь в раздраженье и споре, Ты даже не знаешь, какая ты мука, И даже не знаешь, какое ты горе.
Когда ж ты добрее, чем синь в поднебесье, А в сердце и свет, и любовь, и участье, Ты даже не знаешь, какая ты песня, И даже не знаешь, какое ты счастье!
***
Сутки. Это мало или много? Как кому! Для творческих людей, Полных дел и всяческих идей, Сутки — это краткая дорога.
У лентяев — всё наоборот: Сутки — бесконечность расстояний. Для лентяев сутки — это год, Сто пустот, желаний и зеваний.
Жить ли век, воюя и любя, Иль от праздной пошлости томиться, Всё это зависит от тебя, А точнее, от жизненных позиций!
***
— Ты меня не любишь! — молвила жена. Муж в ответ присвистнул: — Вот тебе и на!!! Если твой характер столько лет терплю… Можешь быть спокойна, дьявольски люблю!!!
Как сделать пружину?
Дождавшись, когда старое изделие достаточно остынет, приступают к его разматыванию. На оправку следует наматывать абсолютно ровную проволоку. Тем, кто не знает, как сделать пружину, специалисты рекомендуют располагать витки вплотную. На данном этапе мастеру придется приложить физическое усилие. Оправка зажимается в слесарных тисках.
Работать будет гораздо легче, если использовать плоскогубцы. Судя по отзывам опытных мастеров, очень часто у новичков возникают трудности при подборе размера оправки. Не исключено, что работать придется не с одной оправкой, а с несколькими с различными сечениями. Диаметр для самодельной пружины в таком случае подбирается опытным путем.