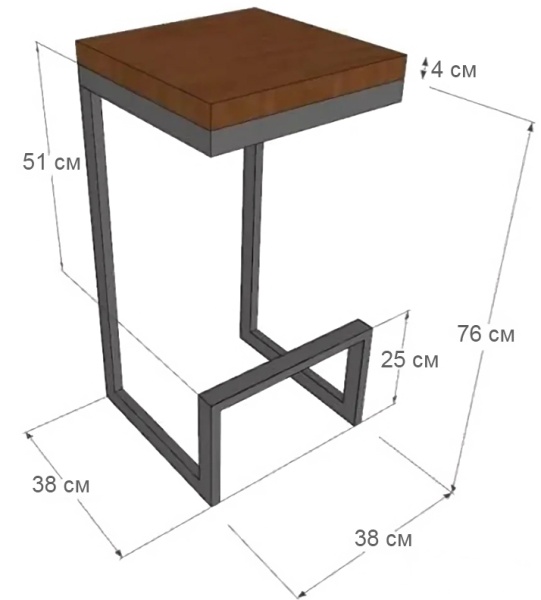
Ходули для отделки с имитацией человеческой стопы
При ремонте и отделке бегать с табуретом, столом или даже стремянкой жутко утомляет. Естественно, это касается в первую очередь потолков и верхних частей стен. Хотелось этот труд упростить. В голову сразу пришла мысль о ходулях, но в магазинах они стоят немалых денег, даже на Али около 6т.р. Как говорится в одной известной рекламе: зачем платить больше? Подумав, было решено смастерить ходули своими руками. Причём материала ушло очень мало. По большому счёту, всё это можно сделать из отходов, которые есть на каждой стройке. Исключением будут только уголки, саморезы и ремни. Но на всё это ушло рублей 150, не больше.
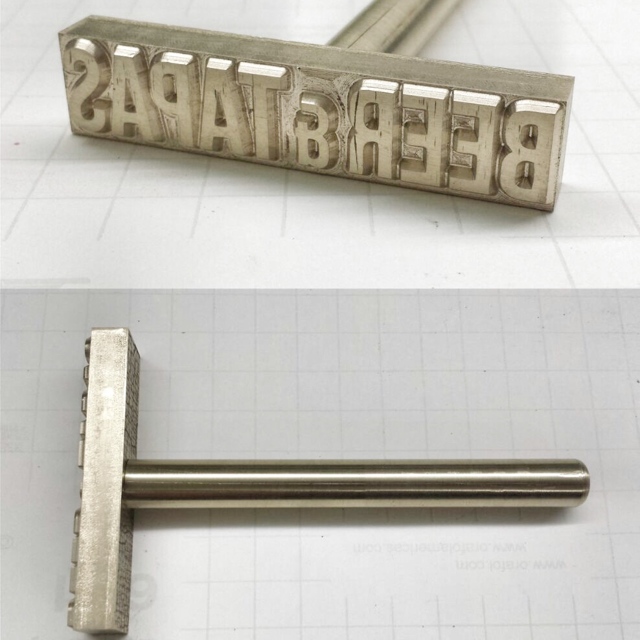
Как сделать собственное именное клеймо для дерева?
Как сделать собственное именное клеймо для дерева?
всем привет, как вариант: интересует процесс изготовления клейма чтобы ставить его на своих ручках (а также на всём, что произведено своими руками и не стыдно клеймо поставить) , пока что представляю это как процес изготовления канцелярских печатей, только на металле.
а клеймо ставить разогрев металл, либо просто давлением.
где, что , как? делимся идеями, опытом заранее благодарю салют
Re: Как сделать собственное именное клеймо для дерева?
Сообщение Frans » 25.02.12, 17:17
Re: Как сделать собственное именное клеймо для дерева?
Сообщение OCTOPUSX » 25.02.12, 17:18
Re: Как сделать собственное именное клеймо для дерева?
Re: Как сделать собственное именное клеймо для дерева?
Сообщение OCTOPUSX » 25.02.12, 17:23
Re: Как сделать собственное именное клеймо для дерева?
Сообщение Gipson » 25.02.12, 19:03
Re: Как сделать собственное именное клеймо для дерева?
класс! 5 баллов! тоже хочу!
ладно, смотрите скоро в кино ручки от разирдихмаля с новым клеймо!
Gipson а почему по несколько штук одного варианта? (что с ними происходит: быстро скалываются, стираются и тп? , где чаще всего используются?)
Re: Как сделать собственное именное клеймо для дерева?
Сообщение Gipson » 26.02.12, 11:40
Re: Как сделать собственное именное клеймо для дерева?
Сообщение OCTOPUSX » 26.02.12, 17:02
Re: Как сделать собственное именное клеймо для дерева?
Сообщение GVIk » 26.02.12, 20:51
Re: Как сделать собственное именное клеймо для дерева?
Сообщение Сергей В. » 04.04.13, 15:07
Рекомендую фотополимерный способ. Фотополимер по консистенции как густой шампунь. Твердеет от ультрафиолета и превращается в нерастворимую в воде массу, напоминающую твердый силикон. Остатки неэкспонированного фотополимера смываются мыльной водой.
Дальше электрохимическое травление в электролите на заданную глубину и смывание фотополимера дихлорэтаном или диметилсульфоксидом. Ву а ля. Пуансон с клеймом на стали или «победите» готов.
По времени: от эскиза до готового пуансона не более часа.
Как сделать клеймо для дерева?
Показать, Олег, не могу, ибо образца не имею. (Собственное, как я уже сказал, делал сам. И ещё с пяток — друзьям и знакомым. Именно таким способом, как описал Скептик). Предположить — могу. Цифровой эскиз, комп, связанный с неким станком (может, электроискровым, может, тем же лазером) — всё! Тиснение на обложках книг в типографиях делается именно с помощью таких термических клейм, на специальных малюсеньких термо-прессах. Подогрев очень небольшой. Если тиснение цветное или с позолотой — делается через соотв. фольгу. Только там, в связи с малой температурой, материал клейм — цинк. Для дерева нужна как раз медь или латунь. Клейма раньше делали граверы, теперь вот — такая «аппаратура». ;((
Не знаю насчет лазера, но на фрезерном с ЧПУ (производства СЭВ) делалось запросто. А уж на современных — и подавно (если программа обработки грамотно построена)
Олег, а какие «глубокие»-то? 1 мм, что ли, или 0,5 мм. Фигня какая — на мягких металлах! %%% Станок то ещё быстрее делает! 20 минут — это ещё на то, чтоб «мастеру» почесаться, сигаретку выкурить и ме-е-едленно нажать на кнопку «Пуск»! %%%
Когда требуется ударная или лазерная маркировка
Маркировке подлежат конечные товары, их составные части и компоненты. Если механизм или деталь эксплуатируется в агрессивной среде, то к идентификации выдвигаются высокие требования. Маркираторами SIC Marking можно наносить необходимую информацию на поверхности, подверженны[ трению, ржавчине, химии и другим агрессивным средам.
Технология Direct Part Marking применяется повсеместно в разных отраслях – авто, оборонная промышленность, добыча нефти и газа и т. д. Метод прямой маркировки отличается долговечностью и периодом работы свыше 30 лет. Нанесённое клеймо отслеживается на протяжении жизненного цикла детали или товара – от заготовки до списания в утиль. При возникновении аварийной ситуации специалист предприятия может распознать узлы и части системы, в т. ч. 2D-код.
Область применения лазерной и ударной маркировки:
- Ведущие автоконцерны идентифицируют компоненты автомобилей, в т. ч. VIN-номер.
- РЖД использует идентификацию критичных узлов подвижного состава.
- Предприятия нефтегазодобывающего сектора применяют ударно-точечные методы нанесения клейма на буровые установки и трубы.
- Производители оборудования используют маркираторы SIC Marking для изготовления паспортных табличек, шильдов и кабельных бирок.
- Аффинажные заводы наносят информацию на золотые слитки ударно-точечным или прочерчивающим методами.
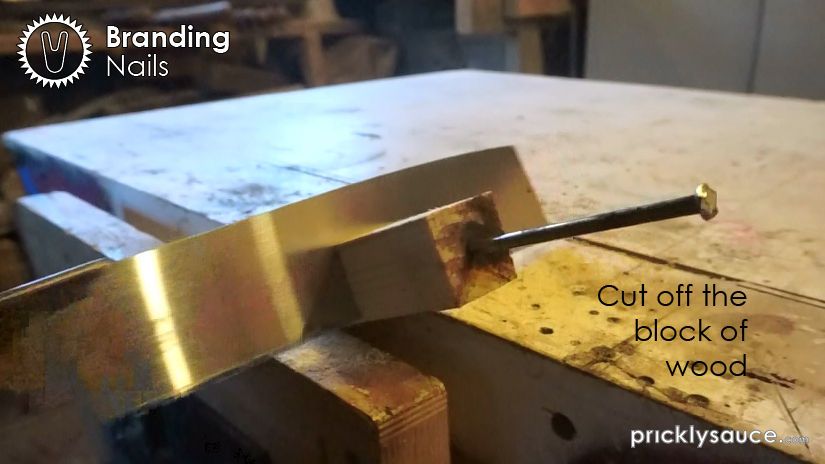
Скачать — Клеймо для выжигания на дереве своими руками – Stamp for woodburning DIY
Распашные ворота своими руками. Как сделать простые ворота? How to make gate?
Мода и увлечения у каждого бывают свои, а потому иногда очень приятно найти единомышленников, оценить их коллекцию марок или же мастерство в определенной игре. Тут собраны различные видеоролики, которые посвящены тому или иному увлечению
Не важно, любите ли Вы шахматы, теннис или же собирать диких, необузданных животных под своей крышей – тут Вам удастся найти хороший видео – контент по душе
Сейчас очень популярно как в сети, так и в реальности одно увлечение доступное по большей части только женскому полу – Мейк-ап на камеру. Обычным зрителям покажется, что в этих видеороликах девушки просто красятся и раздувают из мухи слона. Но на самом деле эти красотки демонстрируют свои художественные навыки, которые развивали годами. В таких видео Вы сможете найти советы, лайфхаки, а также подчеркнете множество полезных моментов, которые упускали в своей жизни. Фигуристые модели и их стилисты расскажут Вам, какие подбирать тени для глаз, и какое подобрать платье к Вашей прическе. Для многих женщин это стало своеобразным хобби, которому они уделяют почти всю свою жизнь.










Помимо мейк-апа многие девушки просто обожают шоппинг, а потому частенько заливают на «Youtube» свои походы в местный торговый центр, где отовариваются одеждой и начинают её обозревать и мерить. Такие девицы частенько собирают у себя дома целую коллекцию различных нарядов, а некоторые могли бы даже открыть свой магазин и несколько лет торговать одеждой – настолько у них много купленных нарядов. И вся их необъятная коллекция попадает в объектив камеры. Мне если честно непонятно зачем многие девушки смотрят подобное, но клиенты у такого контента есть и это немного странно.
Впрочем, не только девушки любят моду и стиль и отличились своими хобби, у мужчин также есть немало различных увлечений, которые могут поразить до глубины души. Кто-то коллекционирует салфетки из магазинов, кто-то любит играть в спортивные симуляторы (что само по себе дико), но есть и такие, которые занимаются целыми днями тем, что пристают к женщинам и коллекционируют их поцелуи. При этом, свои приключения они предпочитают записывать на видеокамеру, а потом выставлять ролики на всеобщее обозрение и делать из себя великих мачо.
В любом случае в нашем мире есть так много разных увлечений, занятий, дел и все они могут увлечь человека с определенным складом ума на некоторое время, а может и вовсе на всю жизнь. Их так много, что перечислять их и дальше ну попросту нет смысла. На этой страничке Вы сможете найти сотни различных видео, и они могут быть посвящены чему угодно. Ведь сколько людей – столько и увлечений. Каждый человек может выдумать для себя определенную «убивалку» времени. Порой вас даже может удивлять то на что способен человеческий мозг, если ему скучно, однако не стоит удивляться, если Ваши собственные увлечения будут для кого-то странными.
Смотрите на людей занимающихся своим любимым делом, смейтесь от глупости происходящего или же подчеркивайте для себя определенные вещи, которым Вы сможете найти применения в своей жизни. Тут по большей части собран развлекательный и информационный и стильный видео контент.
Рабочий процесс
Для начала берем кусок неокрашенной кожи и вырезаем из нее нужную нам деталь
Затем аккуратно с помощью шила или байвеллера нужно нанести картинку, при этом важно не пробить кожу насквозь, а лишь поддеть верхний слой. Если же вы сделали дырку, дальше работу продолжать бессмысленно, кожу можно выбрасывать или отложить для других нужд
После этого кладем на кусок кожи нагретый на открытом огне штамп и аккуратно, но твердо бьем по нему молотком.
Если узор получился неглубоким, нужно сильнее нагреть штамп и повторить процедуру. Если же кожа, наоборот, подпалится из-за сильного нагрева штампа, ее нужно просто остудить. Однако лучше сначала потренируйтесь на пробном куске кожи, достаточно ли нагрет штамп и с какой силой и сколько раз нужно будет ударить по нему молотком.
Прочтите это: Смешарики своими руками: создаем любимых героев мультфильма

Для получения цветного рисунка нужно делать все то же самое, с той лишь разницей, что нужно положить между штампом и кожей кусочек обычной или разноцветной фольги с нанесенным на нее растопленным воском. Чтобы воск не затвердел при первой же возможности, в него нужно добавить скипидар. Дайте высохнуть, а затем нанесите акварель или темперу, смешанную с яичным белком и зубным порошком. Когда и этот слой высохнет, нагрейте штамп, положите его сверху на фольгу и, плотно прижимая его к фольге, ударьте молотком.
Вытиснить на коже можно абсолютно любой рисунок: логотип компании, надписи, рисунки любой сложности (зависит только от вашего опыта) и так далее.
Сделанные своими руками, такие изделия будут еще больше ценными подарками для их получателей, ведь в них есть частичка вашей души!
Прочтите это: Настенная ключница своими руками: разбираем несколько вариантов

У7-У10 — качественная углеродистая инструментальная сталь
Химический состав (согласно ГОСТ 1435-90): углерод — 0,65-1,04% (соответственно цифровому коду); кремний — 0,17-0,33%; марганец — 0,17-0,33% (для У8Г 0,33-0,85%); фосфор — 0,028%; сера — 0,030%; хром — 0,20%; никель — 0,25%; медь — 0,25%. Главным достоинством является доступная стоимость и хорошая податливость, что позволяет изготавливать инструмент любой сложности. К тому же, У7-У9 обладают повышенными показателями вязкости, что позволяет выдерживать ударные нагрузки. У10 подходит для создания сердечника, так как является высокотвердым сплавом. Закаливание заготовки проводится в 2 этапа: 1. Предварительный. Предназначен для предотвращения последующей деформации. Сталь нагревается до 740-770°C, охлаждается в масле, а после подлежит отпуску в течение часа при 600°C. 2. Окончательный. Температурные показатели закалки варьируются в зависимости от марки, при этом температура отпуска остается в пределах 150-160°C для всех видов: • У7, У8 — 800-840°C при этом достигается твердость 63-65 (по шкале Роквелла), после отпуска опускается до 61-63 HRC; • У9, У10 — 780-800°C; 64-66 и 62-63 соответственно. Прочность на изгиб при этом около 1800-2700 Мпа.
Область проведения
На предприятиях должно эксплуатироваться только исправное сварочное оборудование, которое обеспечивает технологические параметры согласно установленному ГОСТу, поэтому и проводятся периодические проверки комиссиями НАКС, которые инспектируют:
- импортную технику для сварочных процессов;
- оборудование, впервые эксплуатируемое на предприятии;
- сварочное оборудование, впервые проходящее аттестацию.
Тщательно проверяется комплектация и соответствие оборудования требованием нормативных документов. Для нового оборудования аттестация действует в течение трёх лет, а для изделий, находящихся в эксплуатации более 6 лет — не более 18 месяцев. Каждый объект проверки должен иметь журнал учёта технического состояния, куда записывается информация о проведённых проверках, ремонте и перемещениях в пределах данного производственного комплекса. Кроме главенствующей организации, занимающейся аттестацией в области сварочных работ, НАКС проводит консультативное и методическое обслуживание предприятий, имеет право сформировывать и направлять в нужное русло техническую деятельность САСв или Системы Аттестации сварщиков, а также следить за соблюдением технологического процесса сварки на вверенных для надзора предприятиях. Выдаваемые документы и сертификаты от НАКС являются гарантом качества и высокого профессионализма исполнителей.
Клише для тиснения. Клеймо с паяльником. Создание векторного рисунка
от 3 000 РУБЛЕЙ
Мастерская CheGoods изготовит клише для горячего и холодного тиснения на коже, бумаге и дереве для последующего нанесения на любые фирменные аксессуары, именные подарки, коробки, упаковки и другую сувенирную и презентную продукцию.
Разнообразные клише для разных видов нанесения — конгревной, блинтовой печати и для тиснения фольгой. Все клише, как латунные, так и магниевые, мастерская Chegoods производит на современном высокоточном оборудовании.
Мы производим сменное клеймо для горячего тиснения из латуни или магния и комплектуем паяльником для возможности нанесения логотипа дома или на небольшом производстве в рамках вашего хобби или малого предприятия. Клеймо — съемное, и на его место, к паяльнику, можно прикрутить другое.
Клеймо из латуни или магния с паяльником можно использовать как для нанесения логотипа или именной подписи на кожу, так и на дерево, некоторые виды пластика, плотную бумагу вручную без использования дорогостоящего оборудования.
СМЕННОГО
ЛАТУННОГО
КЛЕЙМА
С ПАЯЛЬНИКОМ
цена за клише + паяльник составит от 5000 руб
И клише из латуни?
И магниевое и латунное клише прекрасно подходит для паяльника, а выбрать материал можно, исходя из их свойств.
Основными плюсами клише из магния будет быстрый нагрев и привлекательная цена. Однако, при использовании под прессом лучше использовать клише из латуни в силу большей прочности материала.
По сути, если вы будете применять для тиснения только паяльник, то вам можно обойтись магнием. В случае, если у вас есть перспектива использования станков для тиснения, то есть смысл взять клише из латуни.








Изготовление клише для тиснения, выжигания, термопереноса
Требования
Для изготовления клише заказчику необходимо предоставить следующие материалы Т ехническое задание, в котором указываются:
- размеры клише;
- материал, из которого будет изготавливаться клише (медь / латунь);
- толщина материала (мм);
- для какого вида работ будет использовано клише (тиснение / конгрев / конгревное тиснение фольгой или др.);
- глубина травления или гравировки пробельных элементов (мм);
- глубина травления или гравировки элементов конгрева (мм);
- размеры полей для обрезки клише (как расстояние от изображения или от крестов по всем 4-м сторонам) и угол обрезки, или размеры ступеньки крепления клише (мм).
Максимальные размеры клише.
Из меди: 457 х 457 мм.
Из латуни для выжигания по дереву: 280 х 400 мм.
Толщина материала для клише:
Медь: 2 / 6.35 / 7 мм.
Изготовление клише осуществляется двумя способами, при помощи лазерной гравировки и на фрезерно-гравировальном оборудовании.
Лазерная гравировка имеет ряд преимуществ перед традиционной фрезерной обработкой:
- быстрая обработка материала;
- высокая детализация изображения (760 dpi);
- более низкая стоимость;
- нанесение изображения на твердые металлы;
- клише для теснения и термопереноса;
- пресс-формы;
- клейма;
- электроды-инструменты.
Клише для выжигания по дереву
Клише для выжигания по дереву изготавливается из латуни толщиной 8мм.
Клише для выжигания на дереве (клеймо для выжигания на дереве) используется с паяльником мощностью от 40-500W. Мощность подбирается нашими специалистами индивидуально для каждого клише, только при соблюдении этого условия ГАРАНТИРУЕТСЯ отличное качество оттисков на Ваших изделиях и отсутствие брака при клеймении. От обычного клише оно отличается наличием отверстия с резьбой, с помощью которого клише крепится к нагревательному элементу.
Стоимость изготовление клише из латуни для выжигания по дереву (без стоимости паяльника и стоимости работ по креплению клише к паяльнику) зависит от площади клише:
| Площадь клише | Цена грн за 1 см2 |
| до 5 см2 | 500 грн за всё клише |
| от 6 до10 см2 | 90 грн |
| от 11 до 15 см2 | 85 грн |
| от 16 до 20 см2 | 80 грн |
| от 21 до 25 см2 | 75 грн |
| от 26 до 30 см2 | 70 грн |
| от 31 до 35 см2 | 65 грн |
| от 36 до 40 см2 | 60 грн |
| от 41 до 45 см2 | 55 грн |
| от 46 до 50 см2 | 50 грн |
| от 51 до 55 см2 | 45 грн |
| от 56 до 60 см2 | 40 грн |
| свыше 60 см2 | цена договорная |
Расчёт мощности нагревательного элемента
Расчёт мощности нагревательного элемента клише для выжигания по дереву.
Расчёт мощности нагревательного элемента напрямую зависит от площади клише и его формы. Чаще всего для этих целей используются в качестве нагревательного элемента мощные паяльники.
Так как нагрев жала паяльника равномерно распределён относительно его продольной оси, то самой оптимальной формой для нагрева клише является круг.
В таблице приведены зависимости максимальных площадей клише от мощности используемого паяльника.
| Площадь круглого клише (см2) | Мощность паяльника (Вт) |
| 9 | 100 |
| 55 | 300 |
| 98 | 500 |
| Площадь квадратного клише (см2) | Мощность паяльника (Вт) |
| 6 | 100 |
| 36 | 300 |
| 64 | 500 |
Из приведенной таблицы можно будет определить необходимую мощность паяльника, при которой клише, установленное на паяльник, нагреется при комнатной температуре в течении 10 минут и на сухой и ровной древесине оставит четкое изображение.

Клише изготовленно на фрезерно-гравировальном оборудовании
Маркировка на ложках
Современная промышленность не производит приборы из драгоценных металлов для массового потребления по причине их хрупкой структуры, а также высокой стоимости. Для улучшения качества и увеличения срока использования изделий применяются различные металлические сплавы, придающие внешнее сходство с золотом или серебром.
Качественная столовая посуда обозначается маркировкой, благодаря которой можно определить материал сплава, использованного для изготовления изделия. Отечественные производители, чеканя клеймо на ложке, используют в маркировке следующие обозначения:
- МЕЛЬХ (МН) – сплав из мельхиора;
- МНЦ – аналог мельхиора – нейзильбер;
- АЛ – алюминий;
- НЕРЖ – из нержавеющей стали.
Некоторые приборы сверху покрываются тонким слоем драгоценного металла. В таком случае наносится двойное клеймо, которое включает указание номера пробы. Маркировка серебряных ложек предполагает использование цифр 925.
Многие покупатели путают мельхиоровые приборы со сплавом нейзильбера, что объясняется высокой степенью внешней схожести материалов. Их отличие состоит в том, что при добавлении марганца получают мельхиоровое изделие, а нейзильбер – сплав, включающий цинк. Базовая основа обоих материалов одинакова – это медь с никелем. Изучив маркировку, покупатель сможет узнать состав сплава МНЦ на ложке, что это, и сколько стоят такие ложки.

Где ставить?
Личное клеймо сварщик, прошедший аттестацию НАКС, обязан ставить на особо важных конструкциях, относительно которых предъявляются высокие требования по безопасности и надежности. Это, чаще всего, трубопроводы котельных, газовых пунктов, подъемники, транспортировочные механизмы, оборудование нефтегазовой отрасли и др.
Поверхность металла, на которой ставится отпечаток, должна быть толщиной более 6 мм. Если меньше или арматура – клеймо выбивать не обязательно. После постановки оттиска, сотрудник заполняет журнал сварочных работ. А также – протокол испытания швов.
Место простановки отпечатка указано технологическими нормативами. Если таковых нет – не ближе 40 мм от границы. Если работало несколько сварщиков, то каждый из них обязан поставить личное клеймо в начале и конце шва.
В сложных конструкциях или трубах сварка нередко выполняется с двух сторон, наружной и внутренней. Оттиск делается только на наружной. Если, в указанном случае, работало два специалиста, то их отпечатки ставятся дробью. В числителе будет клеймо того человека, который работал снаружи, а в знаменателе – внутри.


После работы над кольцевым швом, отпечаток делается там, где он пересекается с продольным. На очень длинном шве клеймо ставится вначале, а потом с повторением через каждые два метра.
Чтобы долго не искать место клеймения, его обозначают (обводят) несмываемой краской ярких цветов. Отпечаток надо делать аккуратно, так, чтобы буквы и цифры были хорошо различимыми.
Клеймо сварщика, полученное по итогам аттестации в Национальном агентстве контроля сварки

Любой аттестованный сварщик, выполняющий работу с различными металлическими изделиями, обязан идентифицировать все сварные швы, которые он выполняет. Данное действие предусмотрено для того, чтобы в полном объеме идентифицировать все произведенные конкретным сварщиком сварные швы и стыки. С 2014 года в качестве такого обязательного идентифицирующего элемента следует рассматривать специальный металлический инструмент, именуемый клеймом сварщика.
Понятие клейма сварщика и как его получить
Клеймо сварщика – идентификатор всех аттестованных в соответствии с требованиями Национального агентства контроля сварки сварщиков, который присваивается после прохождения таким сварщиком всего комплекса аттестационных мероприятий.
Само клеймо представляет собой металлический стержень, относимый к ручному инструменту, на котором в зеркальном порядке наносится буквенно-цифровое обозначение данных о сварщике на основании результатов его аттестации в Национальном агентстве контроля сварки. Форма клейма сконструирована таким образом, что на одной стороне размещается сам буквенно-цифровой шифр, а с помощью другой стороны выполняется удар, что позволяет делать на свариваемых изделиях рельефное обозначение клейма для последующей идентификации стыка или шва.
Ставить данное клеймо должны все аттестованные сварщики, которые выполняют работы на опасных производственных объектах. Выдается данное клеймо вместе с удостоверением по итогам аттестации.
клейма
Клеймо присваивается сварщику, как уже говорилось выше, в случае успешного прохождения всего комплекса аттестационных мероприятий. Данные присвоенного клейму шифра вносятся в приказы о присвоении клейма в организации, где трудится сварщик, с целью исключения возможной путаницы при идентификации выполненных швов.
шифра клейма может быть сформирован двумя путями:
- на основании первых букв фамилии и имени с использованием дополнительного цифрового обозначения, сгенерированного в автоматическом режиме. В этом случае клеймо будет иметь буквенно-цифровое обозначение;
- цифровое сочетание, которое генерируется автоматически с помощью специальной программы. Такое клеймо будет являться полностью сгенерированным и уникальным, так как в программе данные о нем сохранятся, и повторение его будет невозможным.
При составлении приказа о присвоении клейма в него должны быть внесены следующие сведения:
- данные о сварщике, которому присвоено конкретное клеймо;
- дата проведенной аттестации (с указанием сведений о том, к какому виду деятельности допущен данный сварщик, а также об области проведенной аттестации);
- разряд и уровень в соответствии с квалификационными требованиями Национального агентства контроля сварки;
- шифр клейма, присвоенного сварщику, и срок его действия.
Данный шифр может быть изменен только в том случае, если происходит аттестация на работу с абсолютно другими металлами или на другие технологии сварки. Если речь идет о периодической аттестации, то шифр клейма остается без изменений.
В издаваемом приказе о присвоении клейма указывается только новый срок действия, если имело место продление удостоверения НАКС.
Где и когда ставится
В соответствии с правилами, применяемыми для регулирования процедуры осуществления сварочных работ на опасных производственных объектах, клеймо должно ставиться сварщиком на каждом изделии, которое он изготавливает (например, рядом со сварным швом или стыком на стенке трубопровода). Для соблюдения правомерности использования оттиска клейма следует соблюдать некоторые правила:
- полученный оттиск должен быть легко читаем на протяжении всего периода эксплуатации того изделия, в изготовлении которого принимал непосредственное участие конкретный сварщик;
- простановка клейма должна быть отражена в специальном журнале сварочных работ, а после проведения испытаний сваренного объекта – в специальном протоколе испытаний;
- ставится клеймо на любые изделия, где толщина свариваемых деталей более 6 мм;
- шифр ставится на расстоянии не менее 40 мм от границ свариваемых деталей с целью исключения возможности некорректной его трактовки;
- в случае если речь идет о кольцевом шве, клеймо ставится через каждые два метра, если о продольном – в начале и конце шва;
- если шов носит характер двустороннего (имеются внутренние и наружные проходы), то ставятся два клейма в виде дроби – в числителе указываются данные о сварщике, выполнявшем наружную часть шва, в знаменателе – внутреннюю;
- при постановке клейма не допускается истончение металла либо ухудшение его качеств в месте постановки такового.