
Принцип гнутья арматуры
Основное назначение арматуры – армирование бетона, который подвержен разрушению нагрузками изгибающего характера. В железобетонных конструкциях растягивающие и сжимающие усилия берет на себя металлический пруток. Возвести достаточно надежный, прочный фундамент любого дома практически невозможно без арматурного каркаса.
В тоже время, армирование углов и различных примыканий перекрестием прямых прутков является грубым нарушением технологии, ослабляющем конструкцию, что может привести к расслоению бетона. В угловых связках требуется укладка изогнутой арматуры с перехлестом на каждую сторону минимум 80 см. Гибка прутков также необходима для изготовления различных соединительных элементов, работающих на растяжение (к примеру, стандартный крюк, лапка, другое).
Как гнуть арматуру, чтобы она при этом сохранила свои прочностные характеристики, знает далеко не каждый. Стеклопластиковую согнуть невозможно, поэтому подобной обработке подвергают только стальную. Разрешается сгибать арматурные стержни исключительно механическим способом, не допуская острых углов в месте изгиба. Закругления требуется делать плавными – оптимальный радиус составляет 10–15 диаметров арматуры.
В настоящее время очень распространены как минимум 2 недопустимых способа сгибания арматуры:
- место, где будет выполняться гибка, надпиливают посредством отрезной угловой машинки или подобным инструментом;
- место сгиба греют паяльной лампой (сваркой, автогеном, на костре).
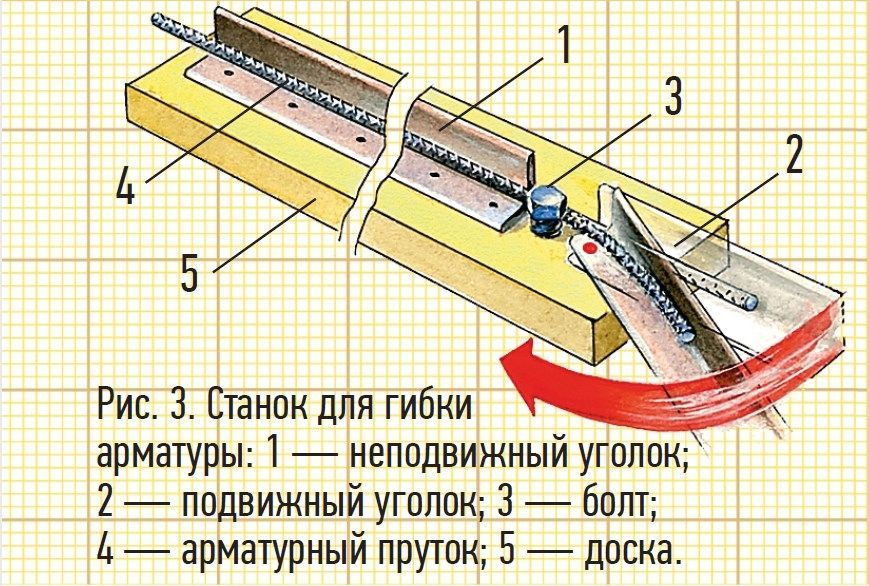
Ручной станок для гибки арматуры
Гибка арматуры — это контролируемый процесс деформации, в результате которого на определенном участке заготовки происходит изменение направления вектора центральной оси. Для больших производств применяются механические гибочные комплексы, обеспечивающие высокий показатель производительности. Но для домашнего использования лучше всего сделать ручной.
Общий принцип действия этого оборудования одинаков. Разница в конструкции объясняется различными диаметрами прута, который необходимо согнуть своими руками. Обычно в станке присутствуют несколько валов для упора заготовки, а также движущаяся часть, которая выполняет деформацию.
Порядок эксплуатации гибочного станка для арматуры.
- Установка заготовки, ее фиксация.
- Определение места гибки. Это часть должна располагаться на опорном валу.
- С помощью механизма происходит искривление стального прута.

Для выполнения этих несложных действий можно сделать небольшой ручной станок своими руками. Для оптимизации изготовления рекомендуется изучить стандартные чертежи.
В приводных конструкциях основным рабочим элементом является диск, на котором расположено несколько валов для изгиба. Гнуть можно после предварительной фиксации заготовки. Изменение конфигурации происходит во время вращения диска.
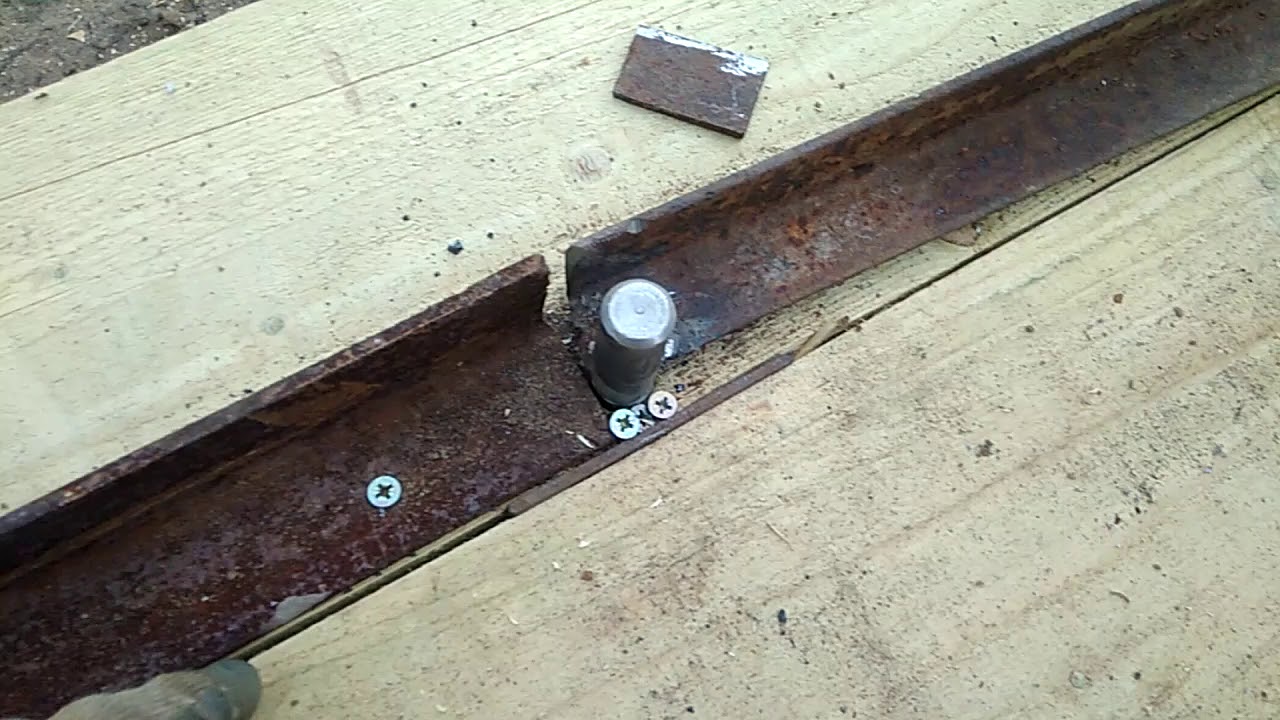
Самодельный станок для гибки арматуры
Уголок разрезается на две части. Одна из них крепится на деревянном брусе. Этот компонент предназначен для фиксации арматуры, перед тем как гибочный узел изменит ее конфигурацию. Вторая часть уголка для изгиба будет подвижной. Он крепится к брусу с помощью болта. В дальнейшем этот узел будет выполнять функцию рычага.
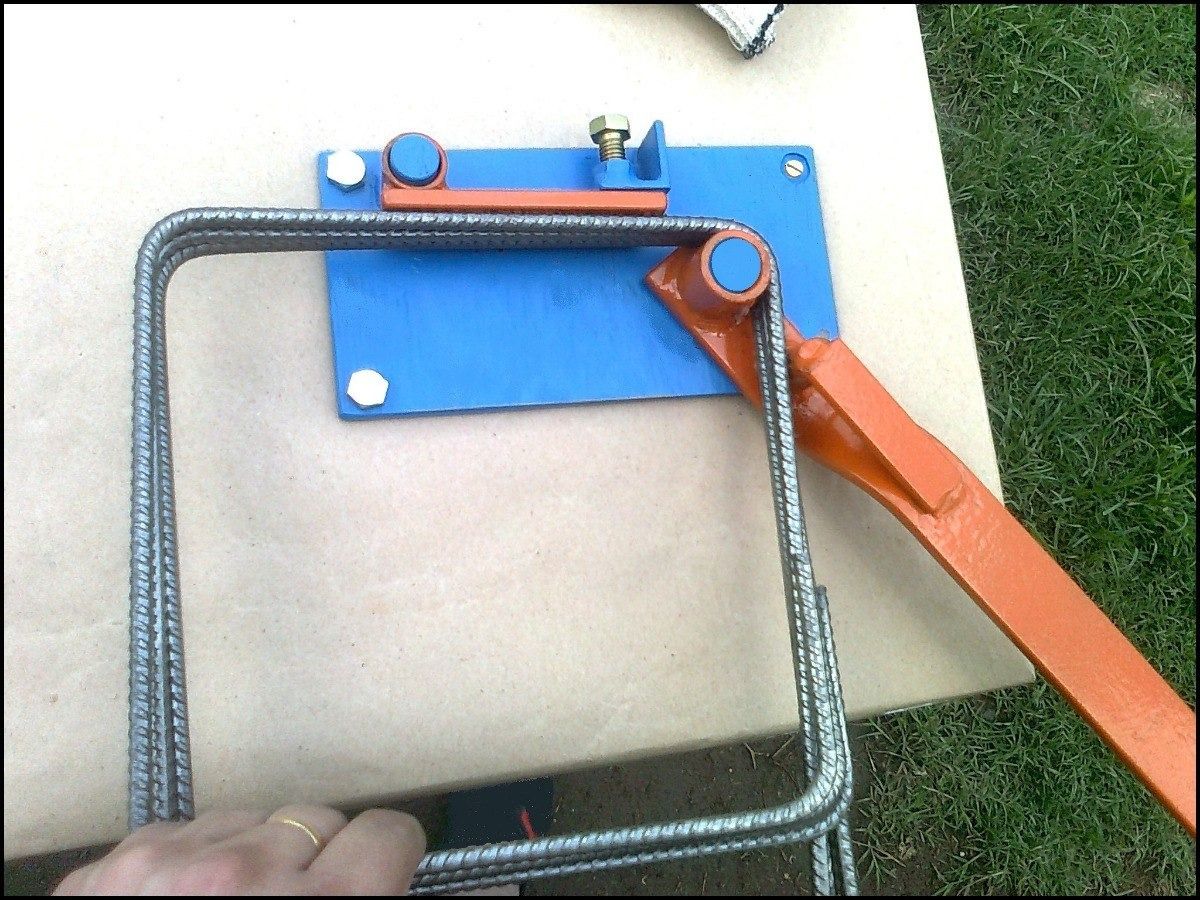
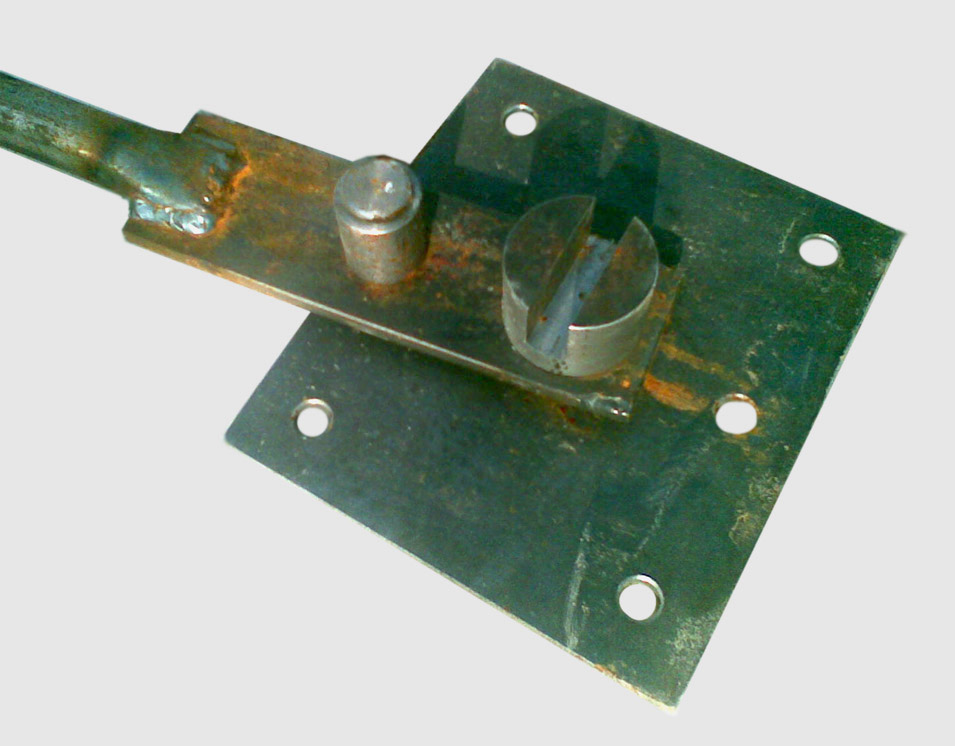
Гибочный станок конструкции Замкова
Для большого объема работ лучше всего использовать ручной гибочный станок конструкции Замкова. Изготовить его своими руками несколько проблематично, так как для этого понадобится выточить или заказать основные компоненты.
Для того чтобы правильно согнуть арматуру с помощью этого оборудования необходимо изготовить устойчивый опорный стол. В его столешницу врезается корпус станка. После этого стальной прут располагается между двумя роликами. С помощью третьего происходит гибка заготовки. В качестве опорной плиты рекомендуется использовать стальную пластину толщиной не менее 4 мм.
Немного о технологии холодной гибки арматуры
Применяя в качестве исходной заготовки стандартные горячекатаные прутки по ГОСТ Р 5244 — 2006, стоит напомнить, что гибке арматуры практически всегда предшествует отрезка «в размер». Поэтому соответствующий гибочный станок должен иметь две рабочих позиции.
Основными эксплуатационными параметрами гибки арматуры являются:
- Угол гиба.
- Максимальный изгибающий момент.
- Допустимое сопротивление металла.
- Производительность процесса.
Различают свободную и калибрующую гибку. ГОСТ Р 5244 – 2006 предусматривает для производства арматуры преимущественно низкоуглеродистую сталь круглого поперечного сечения диаметром от 6 до 80 мм. Однако иногда условия строительства и требования по прочности строительной конструкции вынуждают использовать высокопрочную арматуру классов A-III, A-IV, A-V и A-VI, которая изготавливается из среднелегированных и высокоуглеродистых сталей типа 25ГС, 80С, 32Г2Рпс и т. п. Такие материалы характеризуются повышенными упругими свойствами, и после гибки заметно распружиниваются.
Арматурогиб, рассчитанный на работу со всеми марками металла, должен работать по принципу калибрующей гибки, когда конструкцией станка предусматривается жёсткий подпор заготовки в течение всего хода деформирующего инструмента. По той же причине оборудование не должно иметь электропривод, который не позволяет оставить под давлением деформируемый участок прутка. В то же время ручное управление арматурогибом, хотя и утомительнее, зато обеспечивает более точную фиксакцию рабочего угла гиба.

Во всех остальных случаях гибка арматурных прутков может выполняться по свободной схеме, когда перед гибкой фиксируются только торцы заготовки. Станок получается конструктивно более простым, и обладает меньшим весом.
Учёт угла сопротивления металла β проще всего можно проводить, пользуясь приводимой далее таблицей. Здесь r – радиус гибки прутка, R — половина диаметра исходной заготовки.
Гибочный станок (арматурогиб) своими руками
Если для работы требуется настольный самодельный станок для гибки арматуры, предлагаем взять на вооружение идею автора YouTube канала Fawa Bros.
Это приспособление можно использовать для сгибания рифленой и гладкой арматуры, а также для квадратного прутка.
Шаг первый — изготовление основания конструкции.
В качестве основания будем использовать швеллер. Отрезаем заготовку длиной 35 см.

Сверху швеллера устанавливаем корпусные подшипники, маркером отмечаем места сверления отверстий.

После этого сверлим отверстия, и крепим подшипники с помощью болтов и гаек.

Шаг второй — изготовление самодельного гибочного механизма.
На токарном станке нужно выточить вал с металлическими болванками на концах. Если токарного станка нет, можно сделать иначе.








Отрезаем от стального кругляка две болванки одинаковой длины.
В торцах заготовок сверлим глухие отверстия. Вставляем в отверстия отрезки круглого прутка подходящего диаметра, и обвариваем. Затем в самих болванках нужно вырезать пазы для арматуры и квадратного прутка.
Две части вала вставляем в отверстия в корпусных подшипниках, установленных на станине, после чего свариваем их между собой.

К центральной части вала привариваем длинную ручку-рычаг из круглого прутка. К ней нужно приварить ограничитель хода.

Шаг третий — изготавливаем ось с опорными роликами
На противоположной стороне от корпусных подшипников привариваем к станине ось из круглого прутка. Надеваем на нее два опорных ролика, изготовленных из толстостенной круглой трубы.

Чтобы в процессе загибания арматурного стержня ролики не соскакивали с оси, по краям прутка надо приварить шайбы.
Автор решил эту проблему по-другому. Сначала он приварил к основанию кусочки полосы металла с отверстиями (для крепления к рабочему столу), затем — по краям оси приварил кусочки квадратного прутка, которые упираются в крепления.

Шаг четвертый — установка самодельного упора для рукоятки.
В основании необходимо просверлить отверстие, и приварить снизу гайку. Потом вкручиваем в гайку болт, который и будет выполнять роль упора, чтобы регулировать угол сгиба. Зачищаем и красим самоделку.

Сделанную конструкцию можно закрепить как на столе, так и на полу в мастерской, если предварительно просверлить в нем отверстия и установить крепежные шпильки.

Инструкцию, как собрать компактный станок для гибки арматуры своими руками, можно посмотреть на видео ниже.
Конструкция получилась довольно удобной в повседневной эксплуатации, и самое главное — надежной. Единственная сложность может возникнуть при изготовлении вала.
Преимущества станка для загиба прутков
Учитывая активное развитие научно-технического прогресса, нужно понимать, что большинство нововведений, выпускаемых производителями по всему миру, является модификацией простых механизмов, которые были открыты более века тому назад.
Сразу же встаётлогичный вопрос: настолько ли рационально использовать станки для гибки арматуры и труб, как это заявляют производители? Для того чтобы ответить на этот вопрос, нужно обратиться к статистике об объемах производства до 1915 года, ведь именно в тот момент начали масштабно внедрять автоматические и полуавтоматические станки для гибки металлов. Сложно поверить, но до этого момента металлические изделия гнулись вручную, а иногда, для того, чтобы выполнить обработку прута арматуры, требовалась усилия 3 или даже 4 человек.
Отсюда следует первый плюс, а именно ускорение рабочего процесса и увеличения объемов производства.
Если станок такой эффективный, то у него должен быть какой-то минус, например большие габариты или сложная схема подключения. Несмотря на то, что аппарат относится к категории бюджетных, его транспортировка, установка и подключения не вызывает никаких неудобств, схемы интуитивно понятные, а если уж и этого недостаточно, то в комплекте со станком приложена схема подключения и инструкция.
Второй плюс – легкость в транспортировке и установке.
Всё налажено, материала в достатке, электроэнергия подведена. Механизм оборудован панелью управления, при помощи которой можно контролировать режим работы, задавать различные параметры и в любой момент остановить процесс подготовки изделия. Поэтому управлять станком совсем несложно.

Станок для гибки арматуры СГА-1. Производство — Россия. Фото ВсеИнструменты.ру
Третий плюс – лёгкость эксплуатации и удобство в работе.
Также стоит отметить экономический фактор. Большинство современных станков с большой мощностью потребляют колоссальное количество энергии, тем не менее, их КПД от этого не возрастает. Модель СГА-1 выполнена с учетом данного фактора и не расходует электроэнергию выше нормы.
Четвёртый плюс — экономия.
Еще один неоспоримый плюс — это использование червячной передачи. Такой фактор продлевает срок работы аппарата и снижает шанс поломки механизма подачи.
Это интересно: Станок для гибки арматуры «STALEX DR20»
Технические проблемы
Часто задаваемые вопросы.
Не меняется реверс
К примеру, у станка не изменяется реверс. Для того, чтобы решить данную проблему нужно осмотреть трехфазный двигатель, а конкретно протестировать его в холостом режиме работы. Если при холостом ходе наблюдаются такие же изменения, то скорее всего двигатель нужно менять или ремонтировать.
Вибрация

Станок СГА-1, применяющийся для гибки арматуры. Фото ПромСтройМаш Еще одна распространенная проблема — вибрация станка, даже в виду отсутствия заготовки. Это может говорить о том, что двигатель работает в неправильном режиме, либо главная центральная ось разбалансирована, либо аппарат недостаточно хорошо закреплен на полу, либо подкладка между аппаратом и полом неровная или установлена под углом.









Другие вопросы
Также возможен выход гнутых валиков за рабочую плоскость. Иными словами, механизм стремится согнуть деталь за пределами рабочего стола. Данная проблема характерна для станков, у которых нарушена преобразующая шина, то есть поломка произошла на программном уровне. Контрольная панель не преобразует должным образом команды, передаёт механизму неверное указание и неверные координаты вращения и давления.
Ещё одна разновидность такой поломки — это нормальные показания на контрольной панели и некорректная работа механизма в реальности. То есть, на пульте управления оператор будет наблюдать, что процесс идет по стандартному алгоритму, а заготовка не будет гнуться или будет гнуться неправильно. В этом случае нужно осмотреть операционную систему станка. Возможно, придётся поменять программное обеспечение или установить его заново.

Станок СГА-1 для гибки арматуры. Фото Станочный мир
Еще одна распространенная проблема, которая может быть связана как с аппаратной частью, так и с механической — это вылет заготовки. Другими словами, при установке заготовки она не гнется должным образом, а слетает с валиков. Причины могут быть следующие: первая и самая распространенная — нарушение целостности стенок крепежа; вторая — вывод из строя зажимных валиков, третья причина — нарушения в программной оболочке, которые провоцируют слишком быструю или некорректную работу механизма. Перед началом работы рекомендуется вынимать зажимные гнущие валики и центральный вал и вставлять их заново для того, чтобы осмотреть пазы и целостность все системы, продиагностировать аппарат на наличие повреждений.
ВАЖНО! Станки относятся к механизмам потенциальной повышенной опасности. Поэтому рекомендуется обращаться к специалистам, а не ремонтировать их собственными силами, даже при наличии опыта у исполнителя
Ведь поломка механизма может обернуться не только сбоем во всей электронной сети. потери времени, снижением объемов продукции, но и травмой оператора станка.
Как согнуть арматуру без станков
Если нет спецоборудования и нет возможности соорудить приспособление собственными силами, можно прибегнуть к ручному методу гибки. Но такое мероприятие является достаточно травмоопасным. Однако необходимо учитывать, что ручной метод подойдет для гибки стержней до 8 мм. Кроме того, качество такой металлообработки будет не самым высоким. С помощью прутков, согнутых таким способом, не получится организовать надежный, долговечный и устойчивый к нагрузкам фундамент.
Для обработки арматуры большего диаметра можно использовать 2 трубы. Принцип процедуры: стальной пруток крепится в одной трубе, а вторая надевается на выступающий конец проката и используется как рычаг. Металлические стержни небольшого диаметра можно загибать прямо от земли, просто встав на упорную трубу (собственным весом).
Есть другой вариант, который подразумевает крепление фиксирующей трубы, к примеру, в тисках либо с помощью бетона в специально созданном для этого месте. Существует еще один способ: в землю вбиваются штыри, которые будут выполнять функцию упоров. Материал помещается между штырями, а трубы выполняют роль рычага.
Не рекомендуется самостоятельно производить гибку стальной арматуры, если речь идет об организации фундамента или подготовке материала для проведения других ответственных работ. В этих случаях задействовать необходимо специальное оборудование. Только в таком случае вы получите надежную арматуру, которая сможет выдержать достаточно серьезные нагрузки. Не стоит экономить на металлообработке, так как от этого зависит не только долговечность возводимой конструкции, но также безопасность людей.
Наша компания реализует арматуру всех востребованных диаметров. Мы предлагаем выгодные цены и осуществляем доставку продукции. Также у нас вы можете воспользоваться услугой гибки стального металлопроката. Мы обрабатываем стержни диаметром до 40 мм. Гарантируем высокую точность гибки по заданным параметрам. Чтобы получить дополнительную информацию, свяжитесь с нашими менеджерами.
Арматурогиб: как сделать своими руками
› Слесарный инструмент
При возведении дома на нескольких этапах строительства требуется применение арматуры:
- При устройстве фундамента;
- При возведении перекрытий;
- При устройстве армопояса.
Арматура поставляется на строительную плщадку в виде прямых бетонных прутьев, и, чтобы проложить по периметру дома, в некоторых местах её потребуется согнуть. Неправильная гибка арматуры (с подрезами, подогревом мест сгиба) может привести к уменьшению прочностных характеристик. Для «правильного» сгибания используются специальные инструменты – арматурогибы.
Сфера применения гибочных станков для арматуры
Гибочные станки бывают с ручным и с электрическим приводом. Первые чаще применяются для упрощения работ на стройке и для решения бытовых задач:
- Для гибки арматуры непосредственно на стройплощадке при возведении зданий и сооружения на этапе армирования ЖБ-конструкций;
- Для изготовления отдельных изделий из железобетона;
- Для изготовления каркасов, рам, креплений;
- Для производства деталей машин и механизмов.
Станки с электрическим приводом применяются при массовом производстве металлических и ЖБ-изделий.
Особенности оборудования
Арматурогибы ручные встречаются в трёх разных исполнениях:
- На основе простого рычага – в этой системе чем длиннее рычаг, тем меньше сил для сгибания нужно приложить.
- Статичные, которые служат для надёжной фиксации прута. С такими станками для сгибания нужно использовать дополнительные устройства – ключи.
- На системе рычагов – благодаря системе из нескольких рычагов позволяют производить сгибание своими силами арматуры диаметром до 16 мм под любым углом.
Электрические арматурогибы работают на электрическом моторе и не требуют применения усилий оператора для выполнения операций изгиба – оператору достаточно управлять станком с помощью ножной педали. Существуют электрические станки с ЧПУ.
Принцип сгибания арматуры
Принцип работы гибочного станка основан на том, чтобы арматура прочно фиксировалась (одного или двух концов) и по нажатию оператора, усиленного рычагом или системой рычагов, сгибалась под нужным углом.
Согласно строительным нормам, угол сгиба стержня должен быть таким, чтобы в готовом ЖБ-изделии бетон не повредился и не покрошился на месте сгиба.
Не допускается изгиб стержня по надрезу или под действием повышенной температуры – это снизит прочностные характеристики прута, и, как следствие, будущей конструкции. Арматуру можно гнуть только «на холодную».
Самый простой гибочный станок состоит из двух соединенных болтом уголков. В наипростейшем, но не самом надёжном, варианте их можно даже не сваривать между собой.
Выполнение изгиба
При выполнении изгиба следует соблюдать строительные нормативны для конкретного типа арматуры: например, допустимый угол загиба А-III составляет 90 градусов, при условии, что радиус загиба не меньше 6-8 диаметров стрежня. Если арматурный пруток сгибается на 180%, прочность снизится уже на 10%.
Как сделать приспособление для гибки арматуры
Небольшого диаметра стержни можно гнуть на простых приспособлениях. Для изготовления рамок, хомутов из прутов 6-8 мм можно использовать деревянную опору (кусок бревна) и три куска арматуры в качестве упоров.
Два стержня забиваются в опору по одной оси, один между ними – на расстоянии от оси, равном диаметру сгибаемой арматуры.
Тонкую арматуру можно также гнуть об уголок с нижним упором, приваренном к любой вертикальной поверхности (стене, столбу).
Последовательность действий
- Изготовить основание станка (станину). Чем больше диаметр стержней, которые планируется изгибать на инструменте, тем надёжней станок должен быть закреплён на полу.
- К станине приварить металлическую плиту с заранее приваренным осевым штырём или уголком, на который будет опираться арматурный стержень.
- Соорудить поворотную платформу. На платформе монтируются рычаг (в качестве рычага можно использовать кусок трубы) и центральный и гибочный штыри (упоры), вокруг которых будет гнуться арматура.
Расстояние между упорами выбирается исходя из максимального размера сгибаемой арматуры.
Чертежи самодельного арматурогиба, приведены на рисунке ниже:
Классификация станков для гибки арматуры
Все устройства, предназначенные для гибки арматуры, делятся на две группы:
- Ручные. Загиб осуществляют с применением физической силы. Именно эта категория станков нашла широкое применение в индивидуальном строительстве, благодаря компактности, удобству использования и доступной цене.
- Электрические. К этой группе относят профессиональные устройства, предназначенные для производства больших объемов работ на комбинатах по изготовлению железобетонных конструкций и на крупных строительных объектах. Такие механизмы способны гнуть стальные прутья диаметром до 40 мм. Цена на подобные устройства колеблется в пределах 100000÷350000 рублей.
Принцип работы и конструктивные отличия ручных станков
Любой ручной станок для гибки арматуры (независимо от конструктивных особенностей) работает по одной схеме: один конец металлического прутка упирают в неподвижную часть конструкции или фиксируют на ней, второй при помощи рычага загибают вокруг вертикального ролика. Некоторые модели оборудованы дополнительными сервисными приспособлениями: фиксаторами прутка, ограничителями угла загиба, регулировкой толщины прутка.
Все станки для ручной гибки арматуры в зависимости от конструкции подразделяют на:
- Станки с простым рычагом. Изгиб прутка выполняют вокруг вертикального ролика. Пруток либо фиксируют, либо упирают в неподвижную часть. Усилие для изгиба зависит от длины рукоятки: чем она длиннее, тем меньше усилий требуется для осуществления загиба. На рынке эти модели наиболее распространены и востребованы. Известные производители: Afacan (Турция), Stalex (Россия), Alba (Испания), Мисом (Белоруссия), Kapriol (Италия).
- Станки с системой рычагов. Центральная шестерня и зубчатый сектор образуют редуктор, который позволяет уменьшить необходимое прикладываемое усилие при такой же длине ручки, как у простых станков. Этот вид станков не так широко представлен на современном рынке строительных приспособлений. Самым распространенным является гибщик арматуры с зубчатым редуктором – модель «Afacan 16D» (стоимость 8200÷8500 рублей).
Разновидности в зависимости от максимального диаметра арматурного прутка
Выбирая приспособление для гибки арматуры, основным критерием будет максимальный диаметр арматурного прутка, который можно согнуть с помощью него. Этот показатель указан производителем в документации на гибочный станок. Также эту величину указывают и в маркировке самой модели. Последняя двузначная цифра в названии соответствует максимальному диаметру прутка. Например: станок «Stalex DR-12» – цифра 12 указывает на то, что станок предназначен для работы с металлическими прутками диаметром до 12 мм; модель «Мисом СО-350-25» – цифра 25 указывает на то, что с помощью этой модели можно гнуть арматурные прутья диаметром до 25 мм. Чем больше диаметр прутка, который можно согнуть с помощью станка, тем дороже будет он стоить.








В зависимости от диаметра обрабатываемого прутка все оборудование для ручной гибки арматуры подразделяют на:
Бытовые станки, предназначенные для гибки арматурных прутьев Ø=10÷16 мм. Гибка арматуры своими руками при помощи станков этой группы наиболее широко применяют в индивидуальном малоэтажном строительстве для армирования фундаментов и других железобетонных конструкций. Цена на такие изделия варьируется в пределах 2500÷5500 рублей. Наиболее популярные модели от проверенных (4900÷5100 рублей), «Stalex DR-16» (5000÷5500 рублей).
Полупрофессиональные ручные станки, предназначенные для работы со стальными прутьями диаметром 20÷25 мм. Такие изделия понадобятся в случае индивидуального строительства 3÷4 этажных строений или для использования на крупных строительных объектах (при отсутствии электричества). Конструктивно этот вид станков сложнее. Обычно в комплект поставки входят сменные ролики и эксцентрики для более точной адаптации станка под конкретный диаметр прутка. Цена на эти изделия варьируется в пределах от 10000 до 35000 рублей в зависимости от производителя и комплектации. Типичные модели: «Мисом СО-350-20» (16000÷16500 рублей), «Stalex DR-25» (16500÷18000 рублей).
Все ручные устройства обладают целым рядом общих достоинств:
- Демократичной ценой (особенно на изделия для работы с прутками диаметром до 16 мм).
- Простотой и надежностью конструкции.
- Удобством в эксплуатации.
- Небольшим весом.
- Точностью и аккуратностью сгиба.
- Легкостью крепления к верстаку или рабочему столу.
- Большим выбором моделей.
Запчасти, шестерни, ремкомплекты, ремонт
Тоже самое касается и комплектующих
Производители не просто так акцентируют внимание на покупку именно заводских запчастей. Ознакомьтесь с блоком контактов на нашем сайте, в котором собраны проверенные производители и поставщики комплектующих, чтобы быть уверенным в правильной работе приобретенных станков
Компании, занимающиеся ремонтом и сервисом станков представлены тут.
Подведем итог обзора. Станок СГА-1 является универсальным механизмом для работы с арматурой разного назначения и структуры. Его цена и характеристики позволят запустить производство с нуля и получать чистую прибыль уже через несколько месяцев, учитывая расходы на электроэнергию и обслуживание. Эксплуатация, установка, транспортировка станка не приносит дополнительных неудобств, если заказывать оборудование у сертифицированных производителей, которые были перечислены в статье.
Не пренебрегайте диагностикой и осмотром оборудования, так как один неправильно настроенный станок может повредить всю электронную сеть, если он включён в цепочку производства или вывести из строя рядом стоящее оборудование посредством механического повреждения.
Как согнуть арматуру без специального устройства
Часто бывают случаи, когда использовать станки для осуществления гибки металлической арматуры, даже самодельные, нет возможности, а согнуть арматуру необходимо. Во всех подобных ситуациях следует помнить, что любая попытка согнуть металлический пруток своими руками может привести к серьезным травмам. Арматура при такой гибке может отпружинить и нанести серьезный вред вашему здоровью.

Вариант на скорую руку. Главное — чтобы было чем сделать прорези в швеллере
При хорошей физической подготовке гибка арматуры своими руками может быть выполнена без использования станка, если ее диаметр не превышает 8 мм. Однако следует быть готовым к тому, что радиус сгиба получится слишком большой, и такая гнутая арматура не будет соответствовать всем требованиям, которые к ней предъявляются.
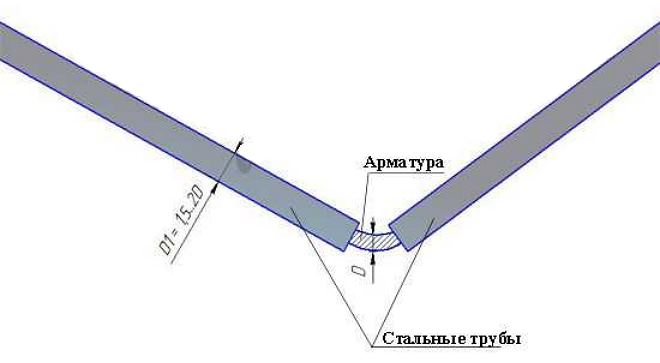
Два отрезка трубы помогут согнуть арматуру при отсутствии других вариантов

Если под рукой есть сварка, то к трубе можно приварить короткий отрезок этой же трубы
Значительно улучшить результат позволяет самодельное устройство, состоящее из двух стальных труб, с помощью которых в домашних условиях можно выполнять даже гнутье прутков большого диаметра. Увеличить диаметр сгибаемой арматуры позволяет использование труб большей длины. Схема, по которой работает такой самодельный гибщик арматуры, достаточно проста: один конец арматуры фиксируют в одной трубе, а вторую трубу надевают на свободный конец прутка. Для того чтобы погнуть пруток, необходимо наступить на одну из труб, а вторую вместе с концом арматуры, которая в ней находится, поднять вверх. Одну из труб с арматурой для более надежного закрепления можно зажать в тиски, вкопать в землю иди даже забетонировать.



