Изготовление ручного листогиба
В интернете можно найти множество чертежей для изготовления листогибочного станка своими руками. Одна из наиболее простых и эффективных конструкций — схема станка из двутавра. Чтобы изготовить ручной листогиб своими руками, понадобятся: три отрезка двутавра с полками не менее 45 мм и толщиной от 3 мм, два винта диаметром около 20 мм, пружина, толстый металл для изготовления укосин (чтобы усилить проблемные места), дверные петли.
Из инструмента потребуются дрель, болгарка и сварочный аппарат. Алгоритм изготовления несложный:
- Складываются два тавра, размечаются и вырезаются выемки для вваривания петель. Чтобы качественно вварить петли, выборки скашивают под 45 градусов.
- Ввариваются части петель к подготовленным кусками двутавра. Проварить необходимо и с лица, и с изнанки.
- Чтобы разместить болт, фиксирующий прижимные планки, вырезаются четыре треугольные укосины и привариваются по паре с каждой из сторон двутавра. К укосинам также приваривается гайка.
- К третьему отрезку двутавра, которым будет прижиматься лист металла, приваривается толстая стальная пластина. В ней нужно просверлить отверстие под болт. При вваривании необходимо точно отцентрировать отверстие и гайку на ответном отрезке тавра.
- Отрезать пружину такой длины, чтобы она могла приподнимать прижимной двутавр на высоту 8−10 мм. Пружина необязательна, но ее использование значительно упростит работу по гибке металла.
- Также для удобства к шляпке прижимного винта желательно приварить ручки. Их можно сделать из ненужного обрезка арматуры.
- К подвижному отрезку двутавра приваривается рычаг-ручка. Рабочая часть листогиба готова к работе, но в таком виде им крайне неудобно пользоваться, поэтому нужно сделать станину.
Эта работа очень простая и не требует дополнительного описания. Станину можно использовать с ненужного или сломанного инструмента, если таковой имеется. В итоге получился мощный самодельный листогиб, чертежи использовались простые, одни из самых распространенных. С его помощью можно легко гнуть даже длинные и толстые листы металла. Кстати, вместо двутавра можно использовать металлический уголок с подобными характеристиками.
Чтобы сделать кромкогиб ручной своими руками, чертежи легко можно найти в интернете. Для прижимной части можно использовать неспаренный уголок, но его желательно усилить укосинами дли придания необходимой жесткости.
Конструкция листогиба и ее усовершенствование
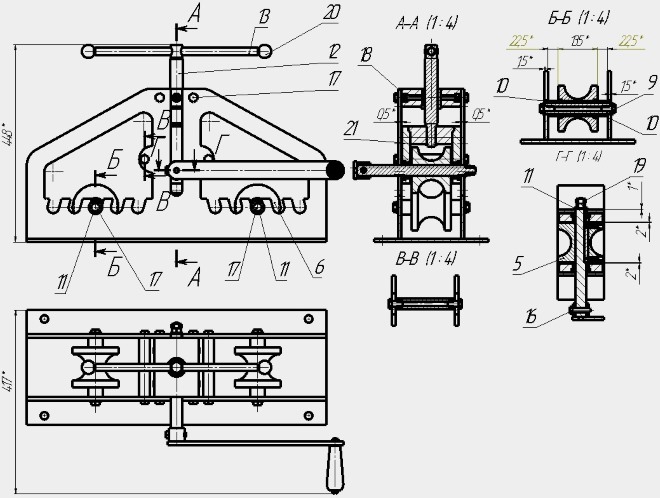
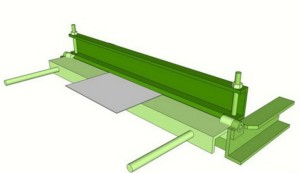
Установку ручного листогибочного станка можно без труда улучшить. Для строительства листогибочного станка используется эта схема:
- Подушка, сделанная из дерева;
- Основная балка из швеллера 10−130 мм;
- Щечка, для производства которой применяется лист шириной 7−9 мм;
- Подвергаемый отделке лист мануфактуры;
- Прижимная балка, изготовленная из уголков 70−90 мм, связываемых при помощи сварки;
- Стержень для вращения траверсы (производится из железного прутка диаметром 11 мм);
- Сама распорка — это угол с габаритами 90−110 мм;
- Ручка приспособления, изготавливаемая из прута диаметром 12 мм.
У траверсы листогиба, которую согласно начальному чертежу планируется делать из уголка, условно изображен вариант выполнения из швеллера. Такое усовершенствование в несколько раз усилит выносливость траверсы, которая при применении уголка в определенный момент непременно прогнется в центре и не станет в этом месте формировать высококачественный сгиб листа.
Замена на швеллер разрешит делать не 250 сгибаний без рихтовки или замены предоставленного элемента (что при более или менее конструктивной работе весьма немного), а больше 1400.
Конструкцию этого листогибочного станка, смастеренного в хозяйственных условиях, можно еще дополнительно улучшить, что сделает его более действенным и универсальным.
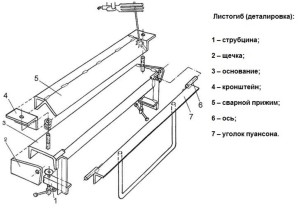
Второй вариант позволяет более подробно разобраться в установке самодельного листогиба:
- Самодельная струбцина, изготовленная из пригодного уголка (50−70 мм) и винта с пяткой и воротком;
- Щечка;
- Балка, выступающая в роли опорной точки станка;
- Кронштейн прижимающей балки, сделанный из уголка 120 миллиметров;
- Сама прижимающая балка листогиба;
- Ось вращения траверсы;
- Сама траверса;
- Усиливание прижимной балки.
Ниже рассмотрена схема увеличения прижимной планки. Однако, если в качестве прижима первоначально будет довольно мощный уголок, а гнуть чрезвычайно толстые листы на своем листогибе не планируется, то вполне можно обойтись без усиления прижимающей планки описанным методом.
Чтобы продлить срок службы прижимающей балки и сделать его сравнимым со сроком службы траверсы, необходимо увеличить предоставленный элемент конструкции, который с самого начала по чертежу выполнен из уголка, базой из металлической полосы с габаритами 17×90 мм.
Переднему краю предоставленной основы необходимо придать угол 45 градусов, чтобы разровнять ее область с плоскостью самого прижимающего уголка, а конкретно рабочей кромке предоставленного элемента необходимо сделать фаску около 3 миллиметров. Эти меры разрешат металлу прижима действовать не на изгиб (что крайне неподходяще), а на сжатие, тем самым во много раз увеличивая время службы без ремонта:
- Специальный 61-й уголок, прикрепленный к задней полке главного прижимного уголка, будет удерживать его от выгибания вверх.
- А также следует подумать о фрезеровке нижней плоскости прижимающей балки, которая и сформировывает сгиб.
- Неровность предоставленной плоскости, согласно общепризнанным правилам, не должна быть выше пятидесяти процентов толщины сгибаемой заготовки.
- В противном случае согнуть болванку ровно, без набухшей линии сгиба, не удастся.
Необходимо иметь в виду, что отдавать балку на фрезеровку нужно только тогда, когда на ней уже есть все сварочные швы, поскольку их исполнение приводит к изменению геометральных характеристик конструкции.
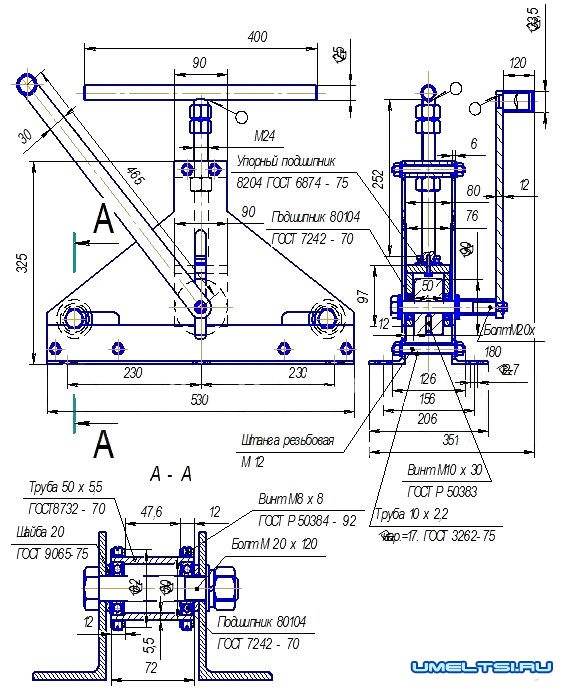
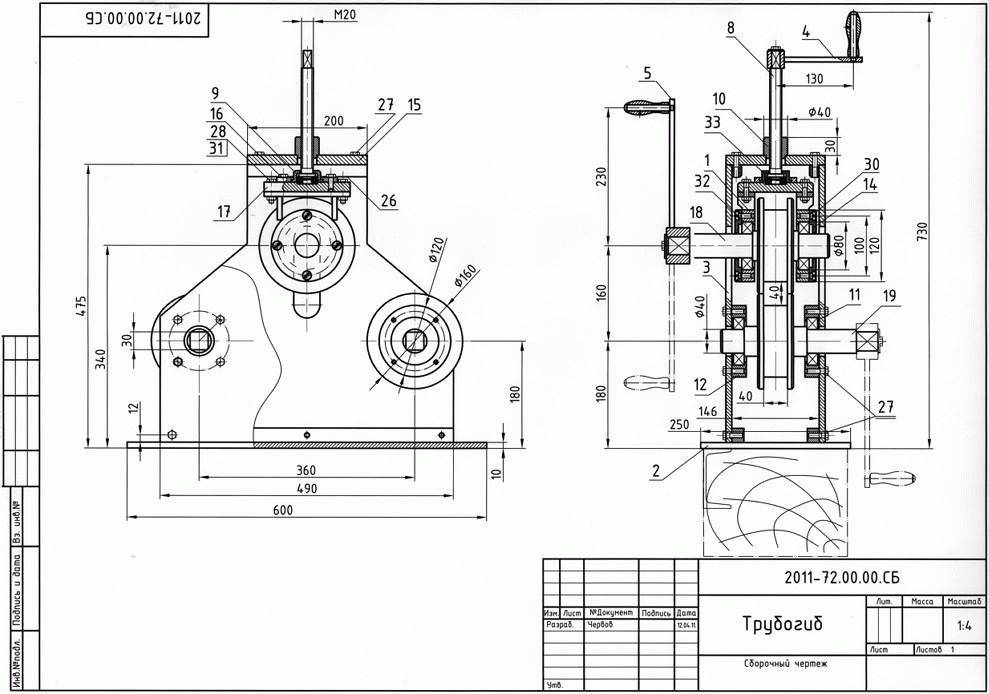
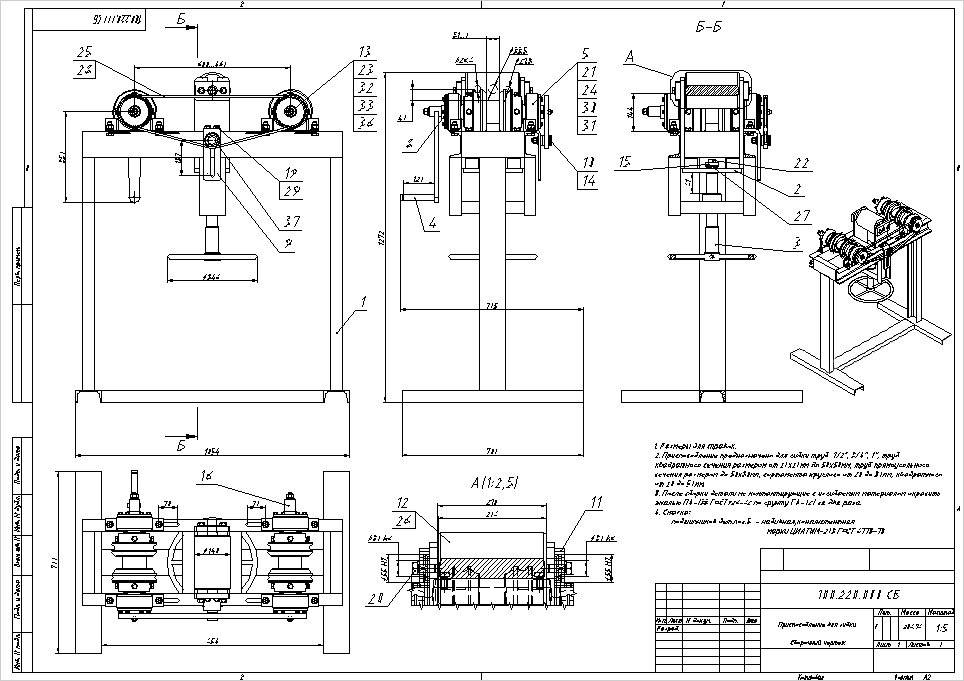
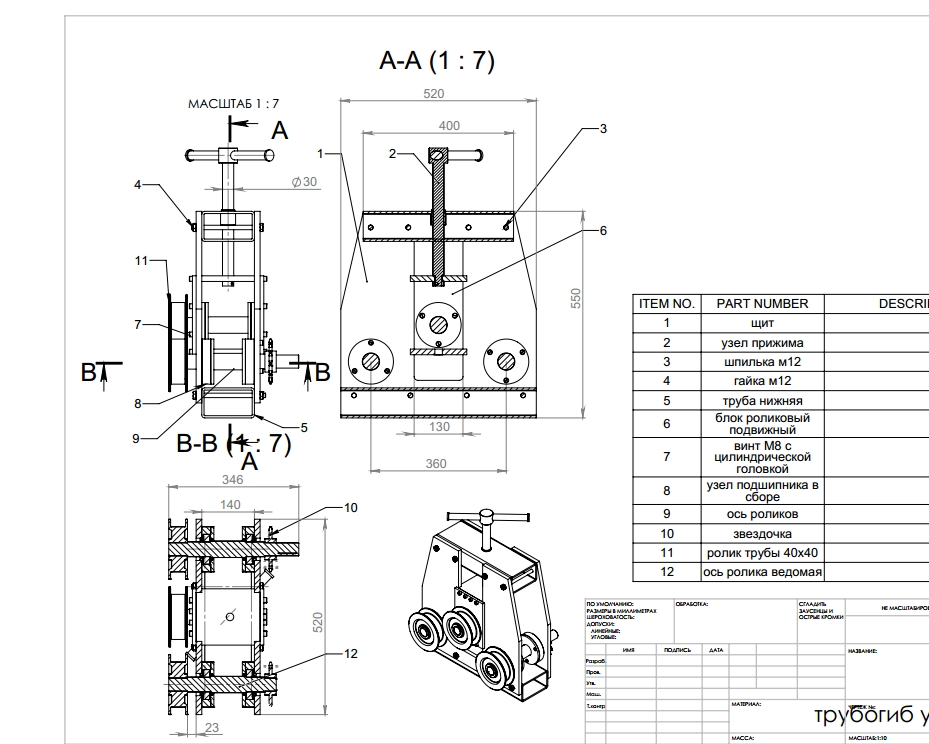
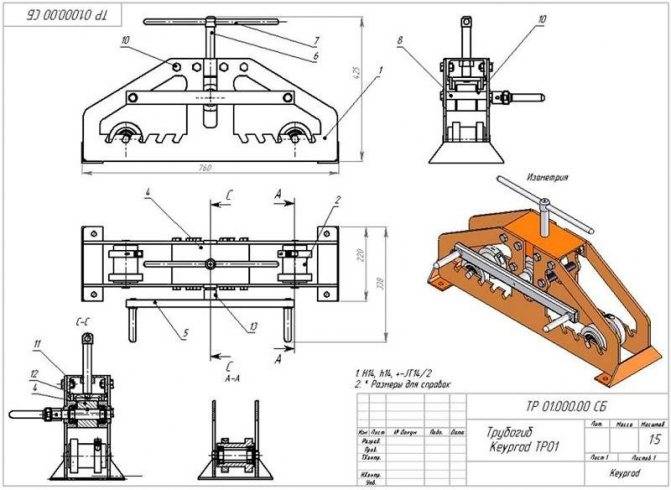
Гибочный станок с чертежами
Трубогиб предназначен для придания трубе или профилю определенной конфигурации и изгиба различного градуса. Применяется как на профессиональном производстве, так и в частных мастерских.
С помощью трубогиба изготавливаются различные металлоконструкции нестандартной формы, так к примеру арки, каркасы теплиц, детали рам и остовов техники, козырьки, а так же станки данного типа активно эксплуатируются в кузнечных мастерских.
Так же применяется и для создания самодельной техники, а именно рам вездеходов, мотовездеходов, багги, и т д.
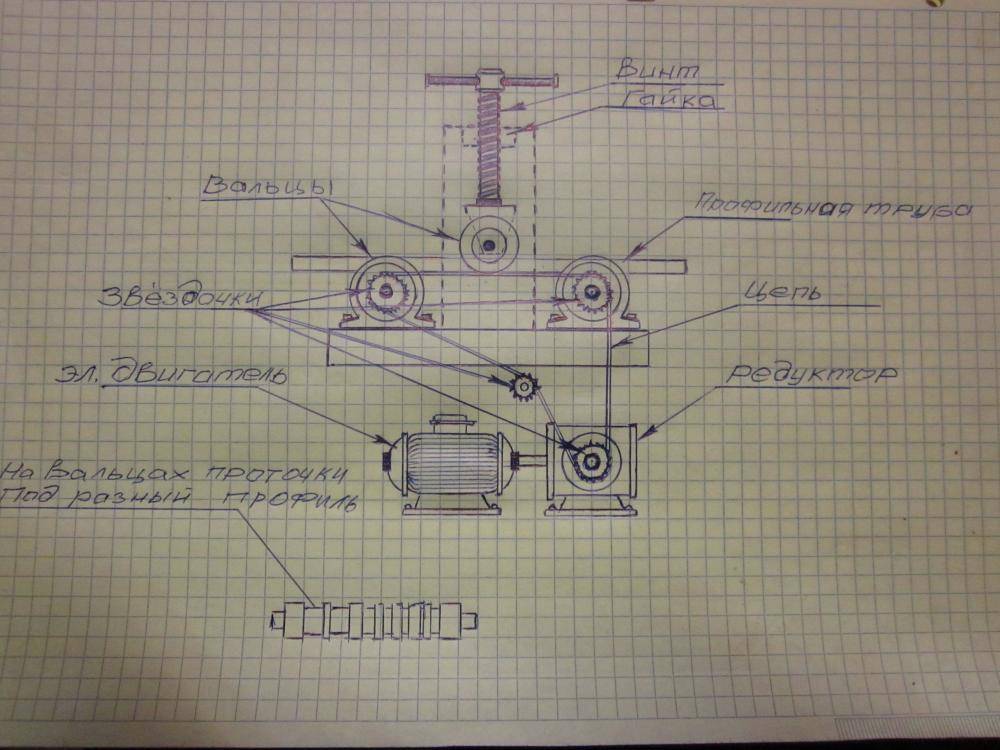
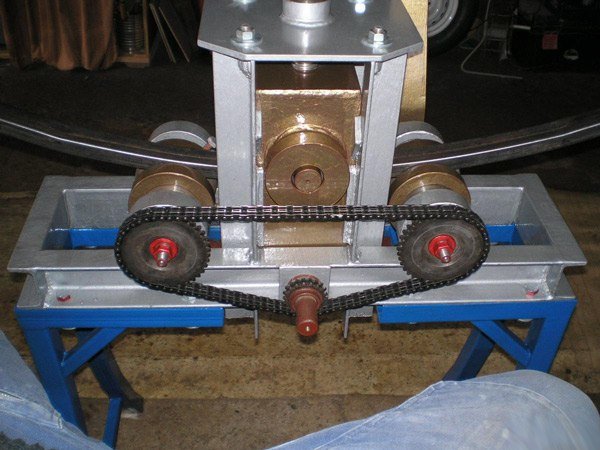
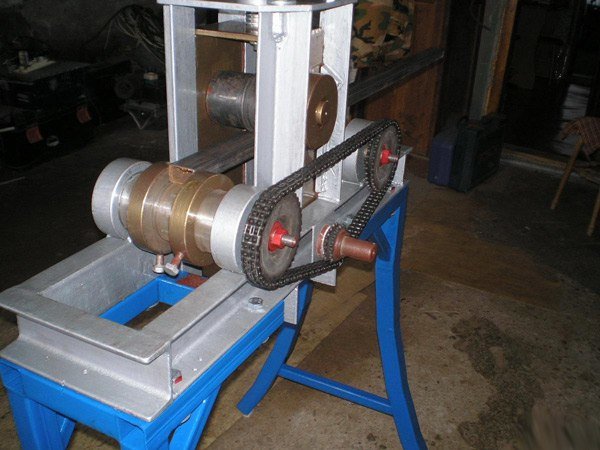
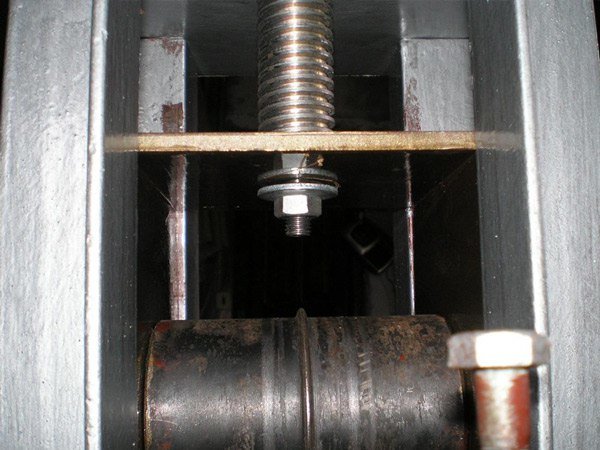
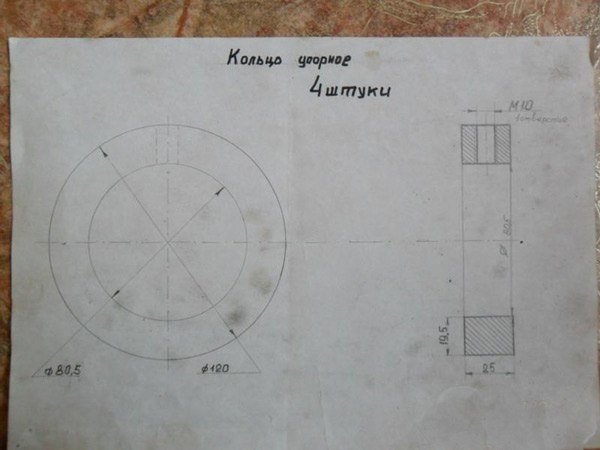
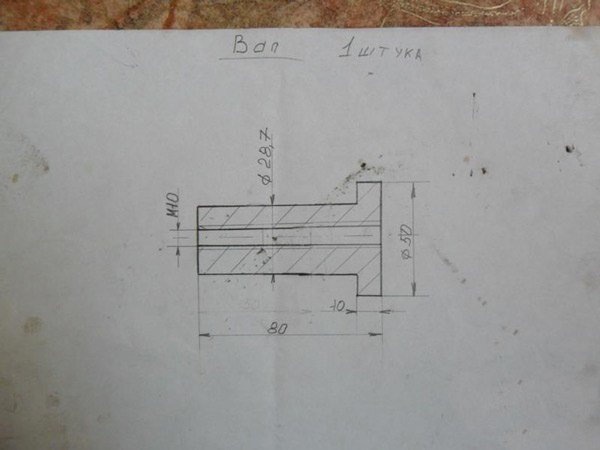
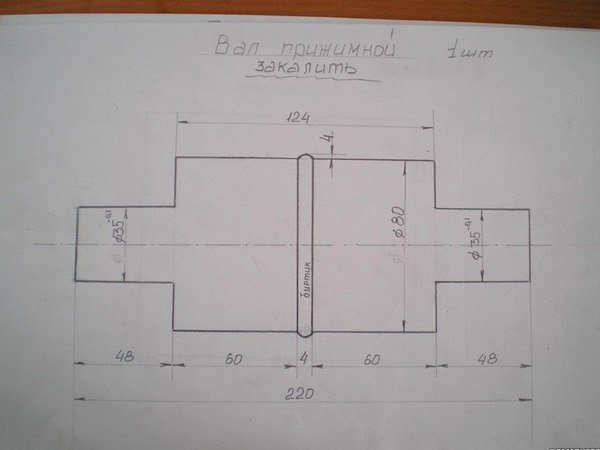
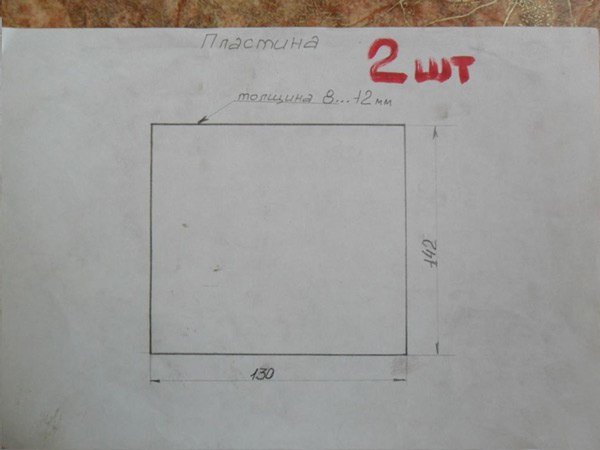
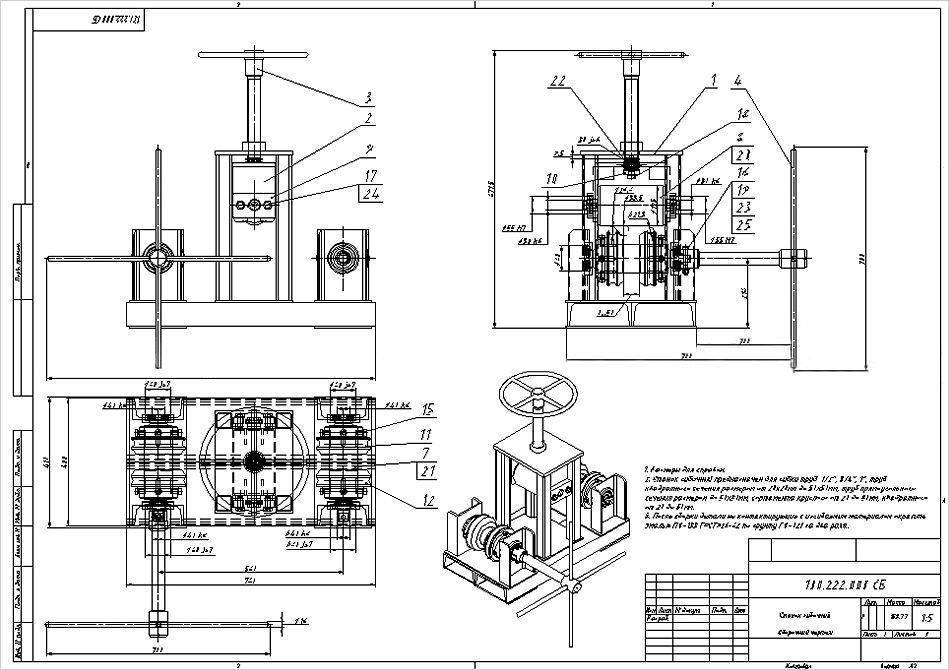
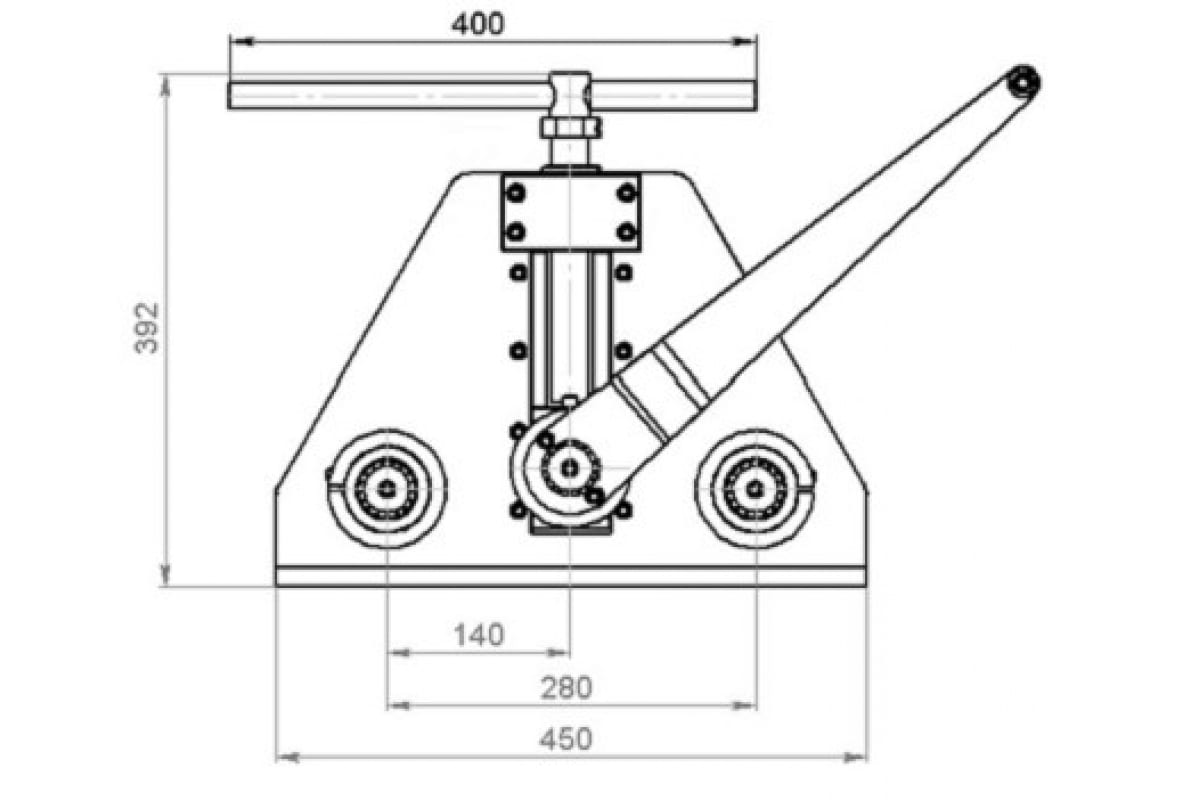
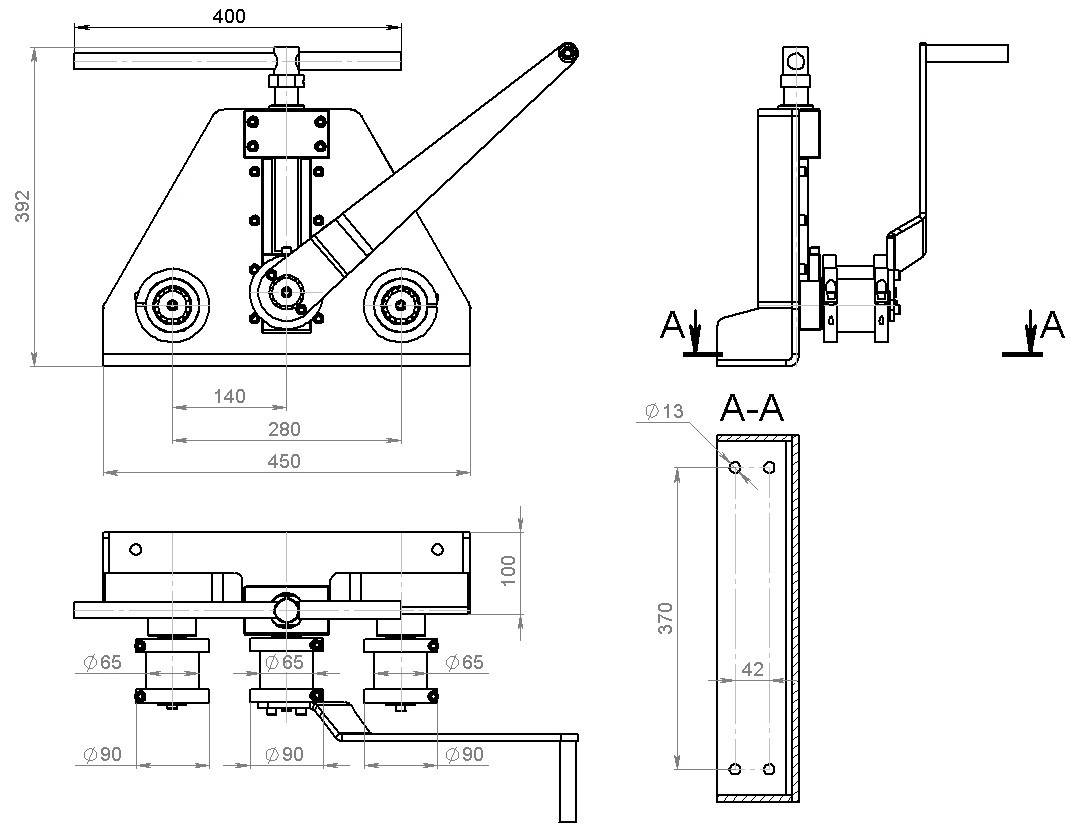
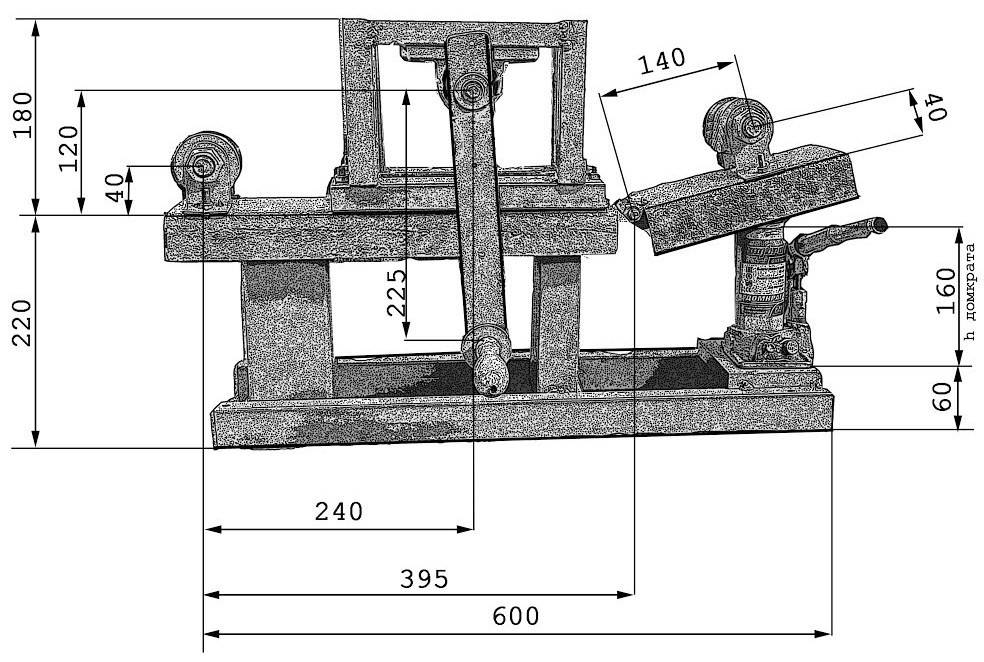
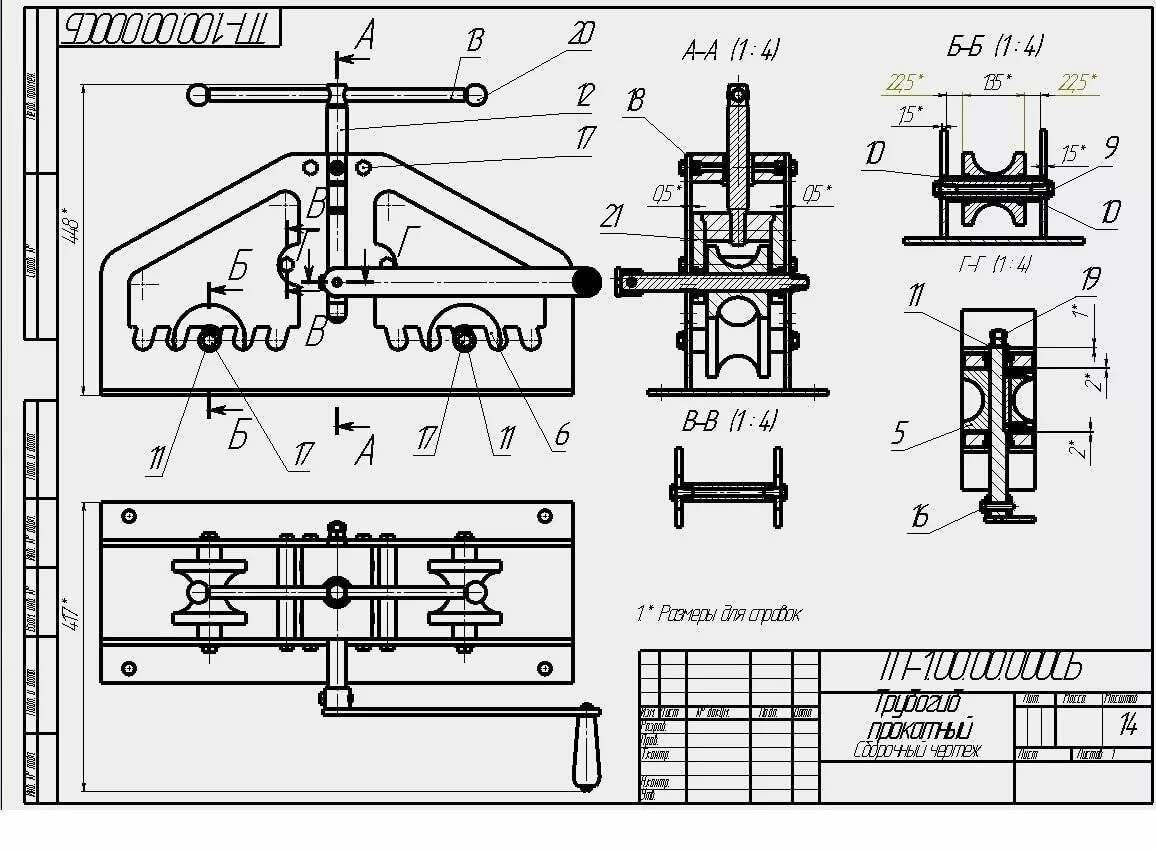
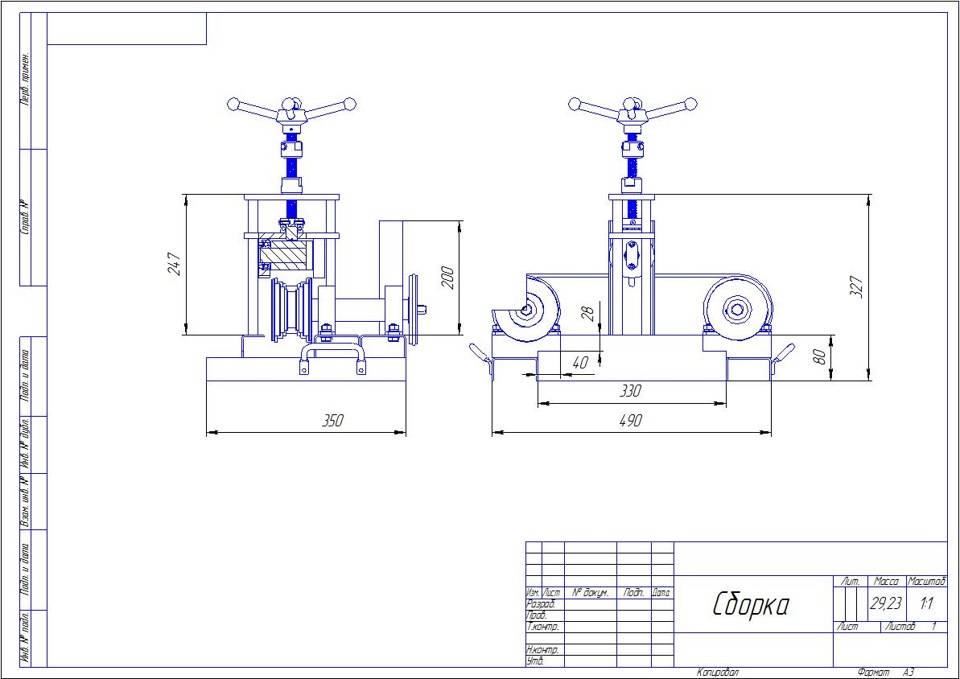
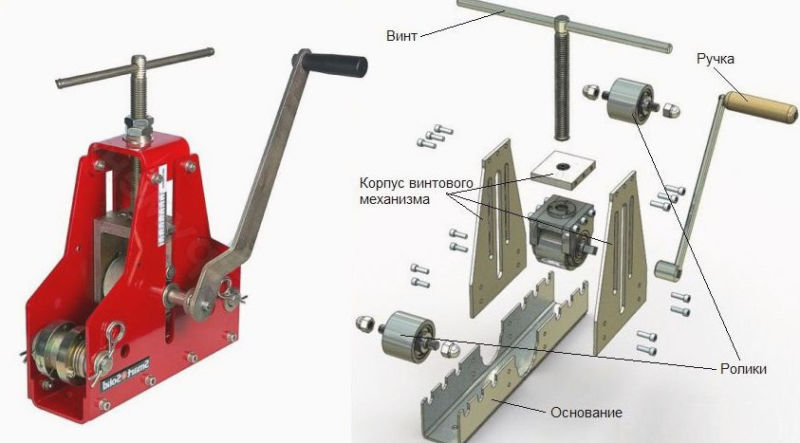
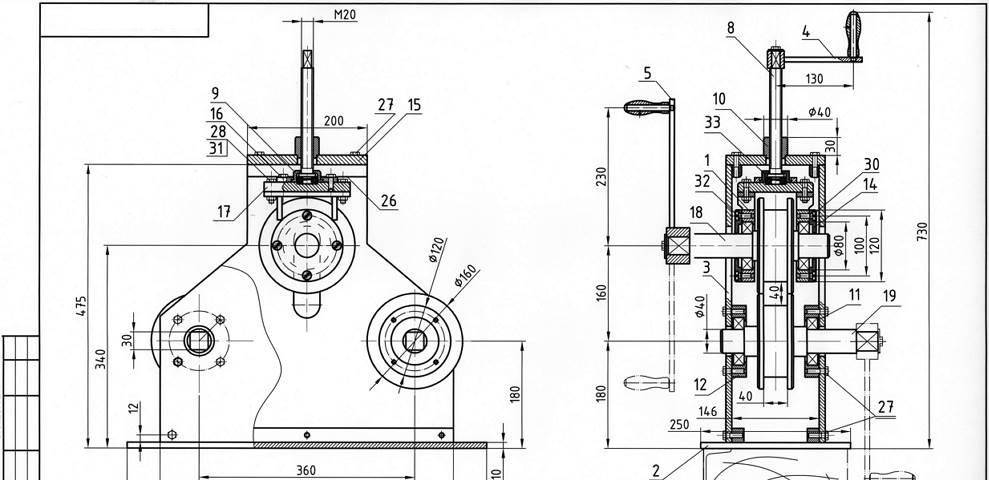
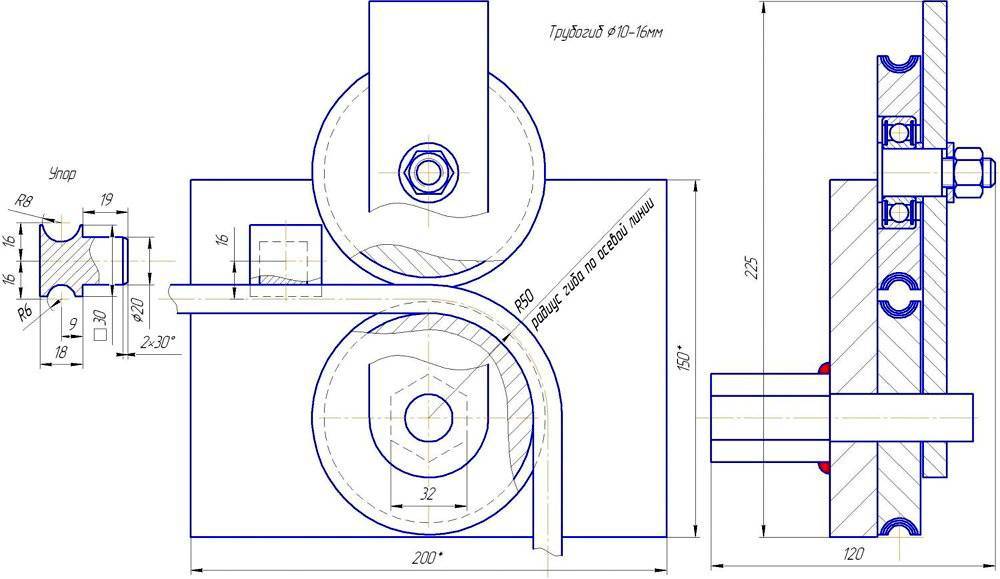
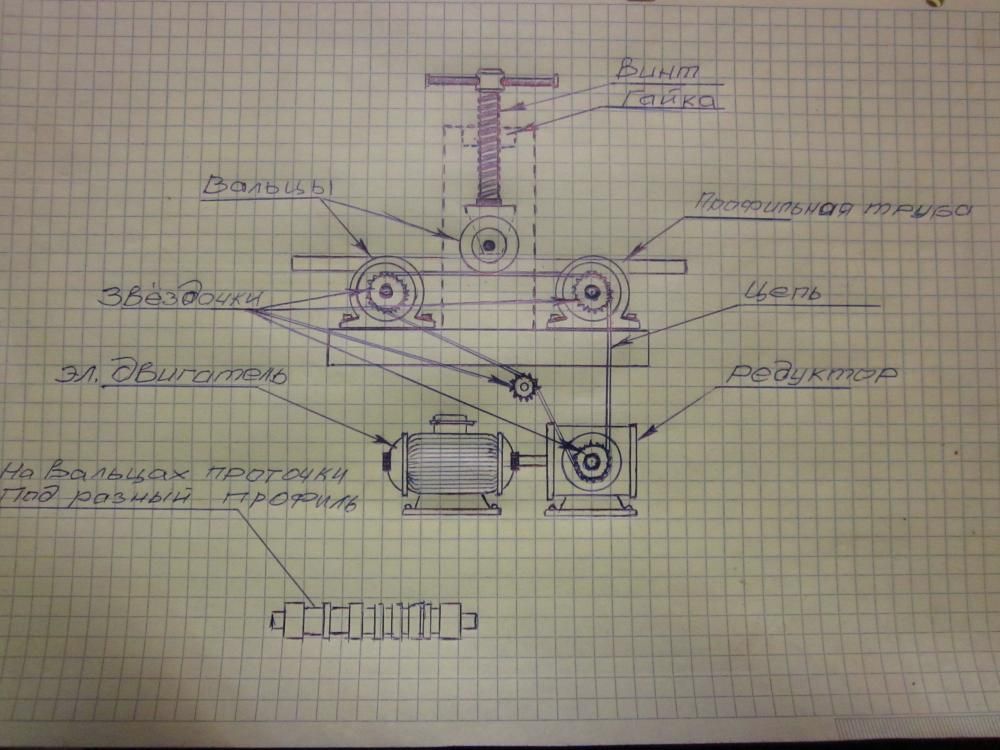
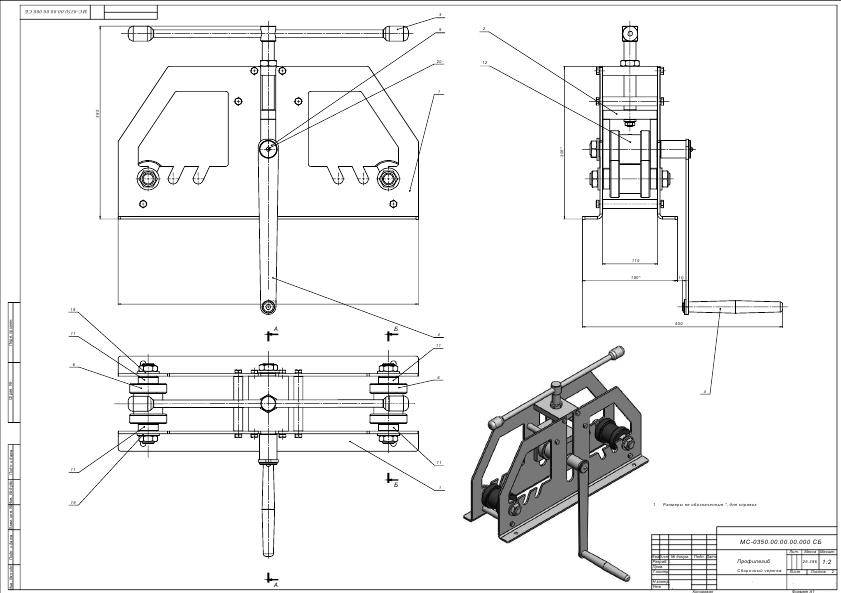
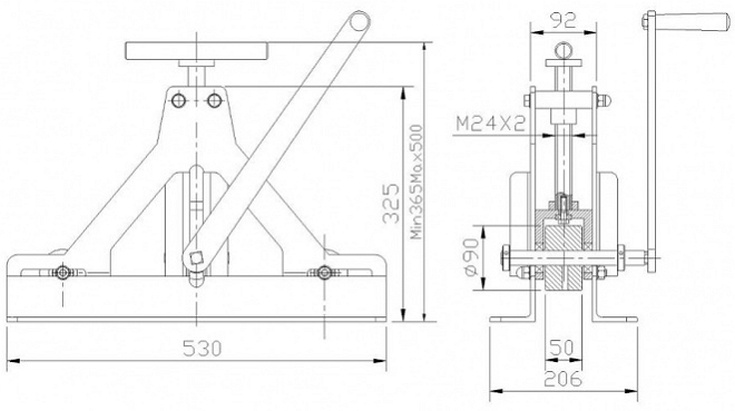
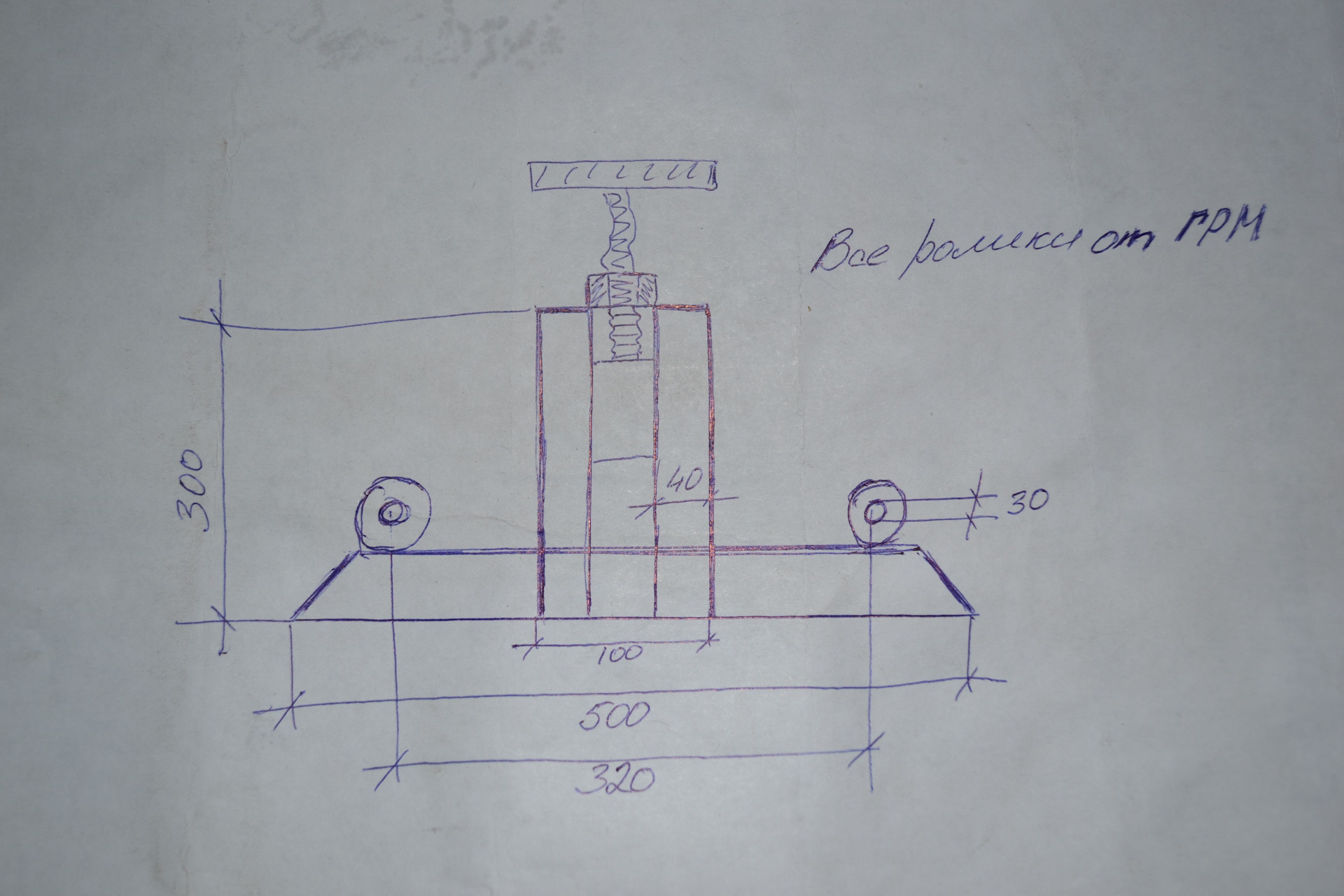
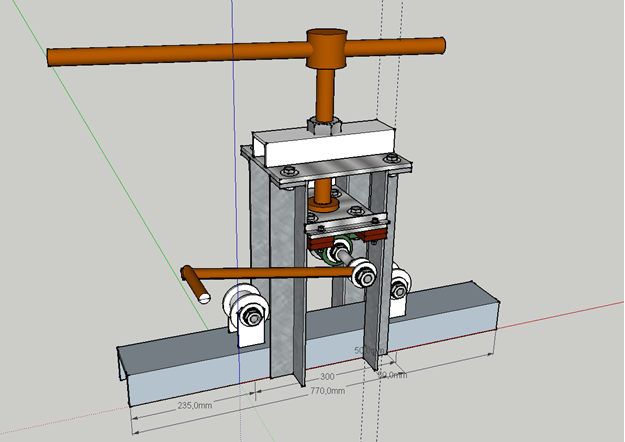
Трубогиб состоит из рамы сваренной из швеллера и системы вальцов 2 из которых постоянно находятся в одном положении, а третий при помощи инструментальной резьбы перемещается вверх или вниз, тем самым прижимая заготовку и задавая определенный угол при прокате. Уникальность такого станка в том, что практически все детали взяты по сути из металлолома, что в очередной раз говорит о бюджетности конструкции. Автор представленного трубогиба щедро поделился чертежами (см фото ниже)
И так, давайте рассмотрим особенности конструкции и чертежи.

Рама трубогиба сварена из швеллера и уголка, вальцы расточены токарем, цепь и шестерни ГРМ. Станина сделана из профиля и прикручена к раме болтовыми соединениями.
Главное правильно выставить расстояние между вальцами и выровнять по уровню.

Цепь автомобильная ГРМ со звездочками, вальцы можно регулировать под ширину заготовки.

На прижимном валу имеется бортик.
А теперь изучаем чертежи.


Имея наглядный пример и чертежи Вам будет проще сделать свой собственный трубогиб.
Полезные советы
Рекомендуется всю конструкцию окрасить, поскольку она будет использоваться во дворе, а не дома. Своевременная покраска не позволит ей заржаветь.
Не используйте деревянный листогиб для сгибания листов толще чем 1 мм – это приведёт к его быстрой поломке. Он не рассчитан на такое усилие.
Не используйте, наоборот, слишком мощный листогиб для тонкой стали. Слишком быстрое сгибание приведёт к надлому листа, в результате образуется трещина. Особенно трещины разрушают со временем обычные оцинкованные листы. Каждое устройство рассчитано для определённой нагрузки.
Гнуть сталь толщиной более 2 мм на мощном листогибе одному рабочему подчас не по силам. Даже когда у листогиба длинные рычаги, может потребоваться помощь других рабочих. На профессиональных ручных листогибах рабочие гнут стальные листы вдвоём, втроём либо используют механическое устройство с 12-киловаттным двигателем. Последний вариант применим на фабрике, где из полос готовой листовой стали изготавливают, например, кровельные гофрированные листы, «коньковые» уголки, короба, Г-образные полосы для порогов и несколько иных видов продукции.
Любой листогиб подвергается постепенному износу, даже если он сверхпрочный и сверхкачественный. Движущиеся, трущиеся поворотные детали (петли, подшипники) необходимо смазывать хотя бы раз в год – при редкой, эпизодической работе. Частая и долгая работа может потребовать смазки раз в месяц, квартал – эти части испытывают усиленную перегрузку и не лишены трения окончательно. Проверяйте направляющие кромки – со временем они также могут подтупиться и зазубриться, и листовое железо гнётся хуже и грубее, с неровностями и помятыми участками.
Не используйте в качестве материала листы из нержавейки. Значительная вязкость такого сплава делает эти листы трудными в обработке.
Изготавливая листогиб, избегайте сварных соединений, которым вредят нагрузки, постоянно меняющие направление на противоположное.
Старайтесь сделать станок предельно простым, не прибавляя ненужных деталей. Простота – друг надёжности. Лишние детали могут прибавить дополнительный вес.
Листогиб не подходит для сгибания заготовок, используемых затем в художественной ковке – его нож не рассчитан на фигурное разрезание заготовок из стали от 2 мм. Нож листогиба в основном режет только прямо. Используйте специализированные станки для металлообработки иного уровня, решающие эту задачу.
Работая с электроинструментом, включая механизированные листогибы, используйте перчатки, защитные очки и спецодежду
Это уменьшит вероятность получения травмы при неосторожном движении. Амуниция рабочего не должна цепляться при работе за само устройство
Изготовление зиг-машины
Зиг-машина (или зиговочный механизм) позволяет согнуть на конструкциях из листового железа бортики жесткости, которые именуются зигами. Такие машины причисляются к группе специального оборудования и могут быть сделаны с гальваническим или ручным приводом. Ручные зиг-машины, также фиксируемые при помощи струбцины, могут иметь довольно малогабаритные размеры и переносятся в обыкновенной сумке для рабочих приборов.

Рабочими элементами зиг-машины считаются вальцы-ролики, а ее применение позволяет существенно сэкономить на приобретении частей кровельной конструкции, сделанных в заводских условиях. Если посмотреть видео, в котором представлена работа этого устройства, становится ясно, что пользоваться им можно даже по месту прямого монтажа кровельной системы.
Как изготовить самодельный листогиб
Простейшая конструкция – зажать край листа между стальным уголком и правилом (или двумя уголками) при помощи струбцины, и гнуть заготовку руками. Именно так обычно создаются простейшие элементы кровли.
ВАЖНО! Все работы с металлом необходимо выполнять в защитных рукавицах. Однако траверсный листогиб вполне реально изготовить самостоятельно
Требуется точность разметки и терпение
Однако траверсный листогиб вполне реально изготовить самостоятельно. Требуется точность разметки и терпение.
Конструкция и принцип работы видны на чертежах.
|
|
|
Рассмотрим сборку пошагово.
Для изготовления траверсного листогиба нам понадобятся:
4 метра стального уголка, сторона – 50 мм; Шаровая опора для автомобиля, с кронштейном для крепления; Тяга стабилизатора от него же, диаметром 10 мм; Болгарка, дрель, электросварка.
Уголок нарезаем болгаркой на куски по 1 метру.

Если есть необходимость работать с металлом большей ширины – длина уголков увеличивается. К ширине рабочей поверхности надо прибавить минимум 100 мм. Из кронштейна шаровой опоры вырезаем при помощи УШМ две проушины. Это будут рабочие петли подвижной траверсы.

Из стойки стабилизатора – делаем ось, на которую петли будут опираться.
ВАЖНО! От качества подгонки этих элементов зависит будущий люфт поворотного механизма

Тщательно измеряем и размечаем на уголке выборку для крепления оси.

Наносим разметку точно по центру оси, и совмещаем ее с вершиной уголка – траверсы. Этот момент важен. поскольку при неправильной центровки качество изгиба заготовки на станке ухудшится, или же листогиб будет непригоден для работы.
Популярное: Пассатижи и плоскогубцы – отличие и сходство инструмента

Привариваем к выборкам полуоси с соблюдением параллельности вершине уголка. Для повышения точности, при сварке следует воспользоваться кондуктором. Например, тисками и струбциной. Длина выступающей части оси не превышает 1 см.

В результате должна получиться конструкция, с идеальной соосностью в торцах.

Приставляем уголки друг к другу.

Делаем разметку выборки на втором уголке строго напротив осей первого уголка.

Углы относительно друг друга должны быть расположены следующим образом:

Складываем обе траверсы, соблюдая плоскость, и фиксируем их для сварки. Привариваем петли на второй уголок с обеих сторон.

Уголки должны свободно вращаться друг относительно друга на петлях. При повороте на 180 градусов не должно быть зацепов и подклинивания. При этом щель между траверсами должна быть минимальной.

Прижимной уголок будет располагаться следующим образом:

Предварительно разметив, вырезаем при помощи болгарки выборку вокруг оси на прижимном уголке.
Нижняя сторона прижимного уголка стачивается под углом 45 градусов.
ВАЖНО! Кромка должна остаться идеально ровной, именно по ней будет проходить линия сгиба. В случае неровностей возможны заломы и складки на заготовке

Напротив осей размечаем и сверлим отверстия под болты 10 мм. Болты привариваем резьбой вверх к нижней неподвижной траверсе.

В центре траверсы также делаем отверстие, но болт не привариваем. Это будет съемный элемент, поэтому к нему Т-образно привариваем короткую ось.

Болты нужны для прижима заготовки к траверсе при изгибе. Центральный болт используется в случае, когда заготовка имеет ширину, вдвое меньшую, чем траверса. При работе с широкими заготовками болт убирается.

Из круга 15-20 мм нарезаем две рукоятки длиной 30 см. Более тонкий прут не подойдет, поскольку усилие на рукоятях может быть значительным, и можно их просто согнуть.
Популярное: Самодельный трубогиб, как изготовить в домашних условиях

Рукояти привариваем с нижней части поворотного уголка (траверсы).

Далее изготавливаем станину для листогиба. Четвертый уголок привариваем к нижней неподвижной траверсе с обеих сторон, для прочности. В станине сверлим отверстия. Вся конструкция обязательно должна быть закреплена на устойчивой поверхности, например – на стальном верстаке.

Листогиб прикручиваем к верстаку, проверяем свободный ход подвижной траверсы.

Конструкция позволяет работать с листами железа толщиной до 2 мм и шириной 92 см. Углы загиба можно выбирать любой величины, гнуть заготовку можно как в одном направлении, так и ступенчато. При работе с толстой заготовкой удлиняется рукоятка металлической трубой, прочности уголка всегда хватает.
Работа со стандартной оцинковкой не вызывает сложностей, приспособление гнет ее с легкостью картона.

Какими бывают гибочные станки
Виды станков
Листогибочные станки:
- простые ручные листогибочные;
- гидравлические для профиля и листового железа;
- роликовые или валковые листогибы.
Станки для арматуры:
- ручные;
- с механическим приводом.
Дополнительно гибочный станок для арматуры может различаться по размерам. Эти размеры зависят от диаметра металлических прутьев, для которых они предназначены:
- легкие для работы с прутьями диаметром до 20 мм;
- тяжелые – для арматуры диаметром от 20 до 40 мм;
- сверхтяжелые для гибки прутьев диаметром от 40 до 90 мм.
Разновидности станков для гибки.
Как и все оборудование такого рода, гибочные аппараты могут быть ручными механическими, а могут быть оборудованы электрическим приводом. Следует сказать, что на рынке имеется огромное количество предложений высокотехнологических версий. Особенно это касается листогибов с гидравликой.
Гибочные станки с чпу, например, представлены очень широко многими зарубежными и отечественными производителями.
Зачем нужны станки для гибки?
Есть листовой металл. А есть различные профили – гнутый листовой металл самой разнообразной форма и назначения типа желобов, коньков, карнизов и других кровельных профилей. Разница в стоимости листового материала и готовых гнутых деталей различается в несколько раз.
Стало быть, гнуть листы самостоятельно – дело выгодное экономически и с профессиональной точки зрения. Когда выгодно не покупать, а делать самим – довольной редкая ситуация в современном техническом мире с узкой специализацией любого производства.
Гибка профилей на станке.
Простота исполнения, высокая производительность и экономическая эффективность – отличная комбинация преимуществ, которыми обладают самодельное гибочное оборудование разных типов.
Давайте разбираться и приводить в порядок информацию по металлическим «гибочным» вопросам и способам их решения.
Рекомендации
Чтобы начать работу, необходимо поместить между упорами интересующую пластину или прут. Необходимое для сгибания воздействие создается при помощи рычага, созданного на базе гаражной петли. Усилия должно быть более чем достаточно для равномерного и достаточно быстрого сгибания.

В процессе работы неизбежно будут появляться излишки металла после сварки. Удалить их можно посредством легких постукиваний молотком по конкретным точкам конструкции. Таким же образом определяется надежность соединений.
Представленный алгоритм поможет создать действительно эффективный мини станок для сгибания металлических прутков или пластин. С ним удобно работать, а сам процесс не отнимает слишком много времени и сил.
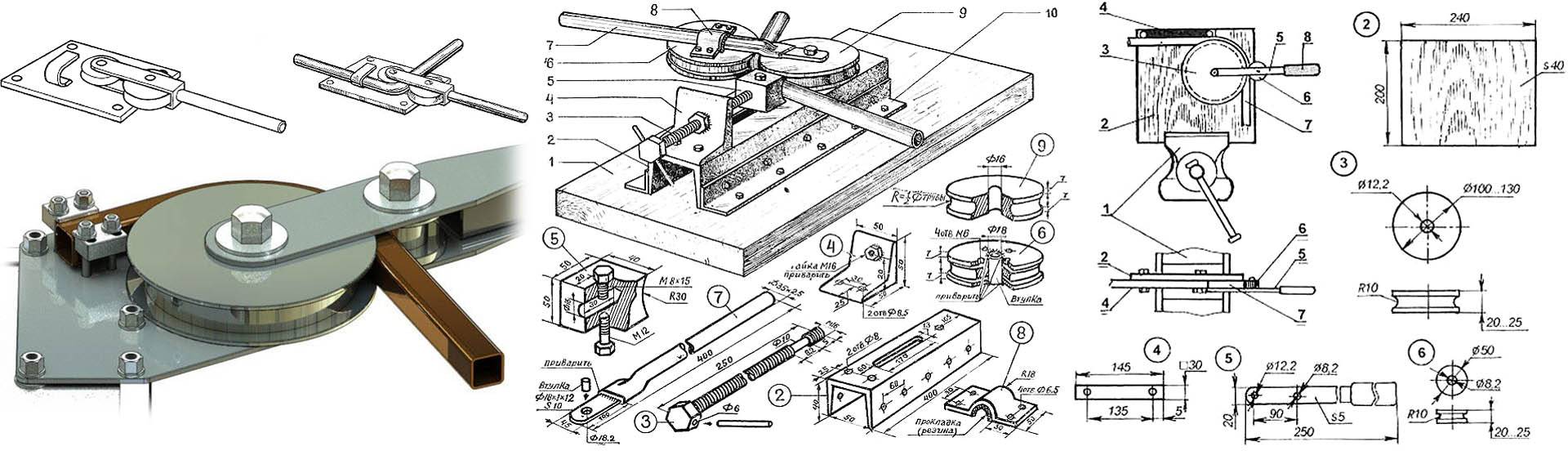
Схема гнутика и последовательность работы на нем
— основания, закрепляемого на столе/верстаке, касательно движущегося поводка, который и производит гибку;
— рычага, перемещающего поводок;
— лимба с указателем углов поворота рычага;
— сменных валиков, имеющих разные углы гиба;
— регулируемых прокладок и зажимных губок, фиксирующих деталь в определенном положении.
Рисунок 2 — Общий вид гнутика
Последовательность действия изготовления гнутика для холодной ковки следующая. Приспособление крепится к столу/верстаку, либо устанавливается на него. Для гибки металлов, требующих значительного усилия, приспособление лучше крепить стационарно, для чего в опорном уголке предусматриваются отверстия. В прямоугольную стальную рамку, внутренние поверхности которой должны быть шлифованными, помещается ползунок. На верхней плоскости ползунка устанавливаются следующие детали:
- Сменный пуансон, на рабочей поверхности которого имеются все наиболее часто используемые варианты гиба заготовок: по радиусу, по дуге, с прямым гибом и т.д.
- Рычаг, при помощи которого можно производить возвратно-поступательное перемещение ползунка.
- Ограничители хода ползунка в раме приспособления.
Установив сменный инструмент, болтами прикрепляют раму к опорной поверхности гнутика, после чего на верхней плоскости устанавливают два валика. Лучше, если валики будут иметь возможность для продольного перемещения вдоль рамы: это позволит производить гибку заготовок различной толщины или диаметра. Для этого пазы крепления роликов выполняют овальной формы, рассчитывая на определенный диапазон изменения толщины заготовки. Оси валиков должны допускать свободное вращение: это уменьшит усилие гибки и исключит зажим валиков при изгибании изделий из более прочных металлов.
Для повышения точности гнутья при изготовлении инструмента для ковки на опорном уголке часто устанавливают лимб с делениями, проградуированными в углах гиба (с учетом пружинения металла).
Закрепив заготовку, постепенно перемещают рычаг до сближения с заготовкой, затем корректируют ее расположение между роликами и ползунком и гнут по получения требуемого угла. Для облегчения процесса возврата ползунка в первоначальное положение, его можно снабдить возвратной пружиной. Ее усилие подбирается из учета 20-25 % от усилия гибки. Это усилие можно установить либо по имеющемуся динамометру, либо воспользовавшись приближенной зависимостью:
в
b — ширина полосы (или диаметр прутка);
S — толщина изгибаемого материала;
σв — предел временного сопротивления материала заготовки (см. таблицу):
Варианты трубогиба
Вы можете согнуть трубу «домашним» способом, заполнить трубу песком, нагреть до красна паяльной лампой либо газовой горелкой, после этого гнуть трубу. Такой метод не признан приоритетным среди мастеров, он трудоемкий и не дает достаточной точности, также могут появится заломы и деформации.
Чтобы получить идеально согнутую трубу, с соблюдением норм и заданных параметров, не нанести урона исходному материалу, мастера применяют в работе специализированные трубогибы.
Большую популярность приобрели трубогибы рычажного типа. Это элементарное изобретение работает по принципу «рычага» — усилие концентрируется в определенном месте, а изгиб сливается с формой созданного вами шаблона, который чаще всего можно снять и заменить на другой.
Чаще всего в комплекте таких конструкций предусмотрено сразу пара дополнительных шаблонов под трубы разного диаметра. Есть схожие по конструкции агрегаты, ручные трубогибы, дроновые либо арбалетные, они позволяют гнуть короткие участки круглых стальных труб, подвергая лишь холодной обработке.
Чертежи создания листогибочных станков
Инструмент с поворотной рамой для гибки заготовок
Подобное устройство, сделанное своими руками, домашние мастера используют чаще всего для загиба листовых изделий. Тем более что оно отличается от остальных листогибов большой универсальностью. Рабочий стол в нём создают из металла либо дерева. Размеры такого листогибочного станка — не меньше 2х1 м. Если понадобится согнуть большие заготовки, то можно с задней стороны устройства установить плоскость, размещённую на уровне со столом, или откидную раму. Делается это для крепления металла, чтобы он не выскальзывал при изменении положения.
Спереди рабочего стола следует прикрутить основание. Для этого понадобится швеллер с шириной верхней грани не больше 7 см. К его концам монтируют направляющие шпильки с пружинами. На них потом фиксируется прижим, передняя грань у которого должна быть скошена под углом в 45 градусов.
Для создания поворотной части используется уголок, размером 5х5 см, с установленной рукояткой. Монтируют его на петлях таким способом, чтобы верхняя грань материала в откинутом состоянии располагалась на одном уровне с основанием.
Простота конструкции такого листогиба и доступность материалов для его сборки позволяет хорошо сэкономить. Во многих случаях металл для рабочего стола и каркаса даже не нужно приобретать, ведь в каждой мастерской есть обрезки труб, уголков и швеллера. Из этих остатков получится отличный самодельный станок для гибки металлических листов.
Чертёж устройства из тавров
Чтобы сделать такой листогиб, понадобятся следующие материалы:
Ровная поверхность, лучше металлическая; Уголки не менее 3 штук с шириной полки около 45 мм и толщиной примерно 3 мм.
Самодельный листогибочный станок делается из тавра. Понадобится три куска такого изделия по 2,5 метра, небольшая металлическая пластина толщиной в 5 мм для укосин, два болта размером 20 мм, а ещё пружина. Сначала нужно сложить два тавра, а потом с двух концов у них сделать отверстия под петли. При этом края ямок скашивают под углом 45 градусов. Оставшееся изделие обрезают аналогичным способом, только выемку делают глубже, чтобы использовать в качестве прижимной планки.
Затем можно переходить к привариванию петель. Делать это надо обязательно с внешней и внутренней стороны. Потом к одному тавру фиксируют укосины. После этого монтируется прижимная планка, а сверху к ней приваривают пластины из металла с выемкой по центру. Диаметр такой ямки должен быть немного шире, нежели болта. Отверстие следует выровнять так, чтобы оно располагалось с установленной гайкой на одной плоскости, и приварить.
Следующий шаг — отрезание пружины, она должна поднимать прижимную планку на целых 7 мм. Болт необходимо пропустить в отверстие этого изделия, установить пружину и завинтить гайку. Когда будет вмонтирована такая же упругая деталь с другой стороны при откручивании планка будет сама подыматься.
Чтобы сделать приспособление для закручивания, необходимо к шляпке винта прикрепить отрезки арматуры. После этого останется только приварить ручку к подвижному тавру и можно приступать к работе. Такой станок будет довольно мощным, на нём получится гнуть даже толстые и длинные листы.
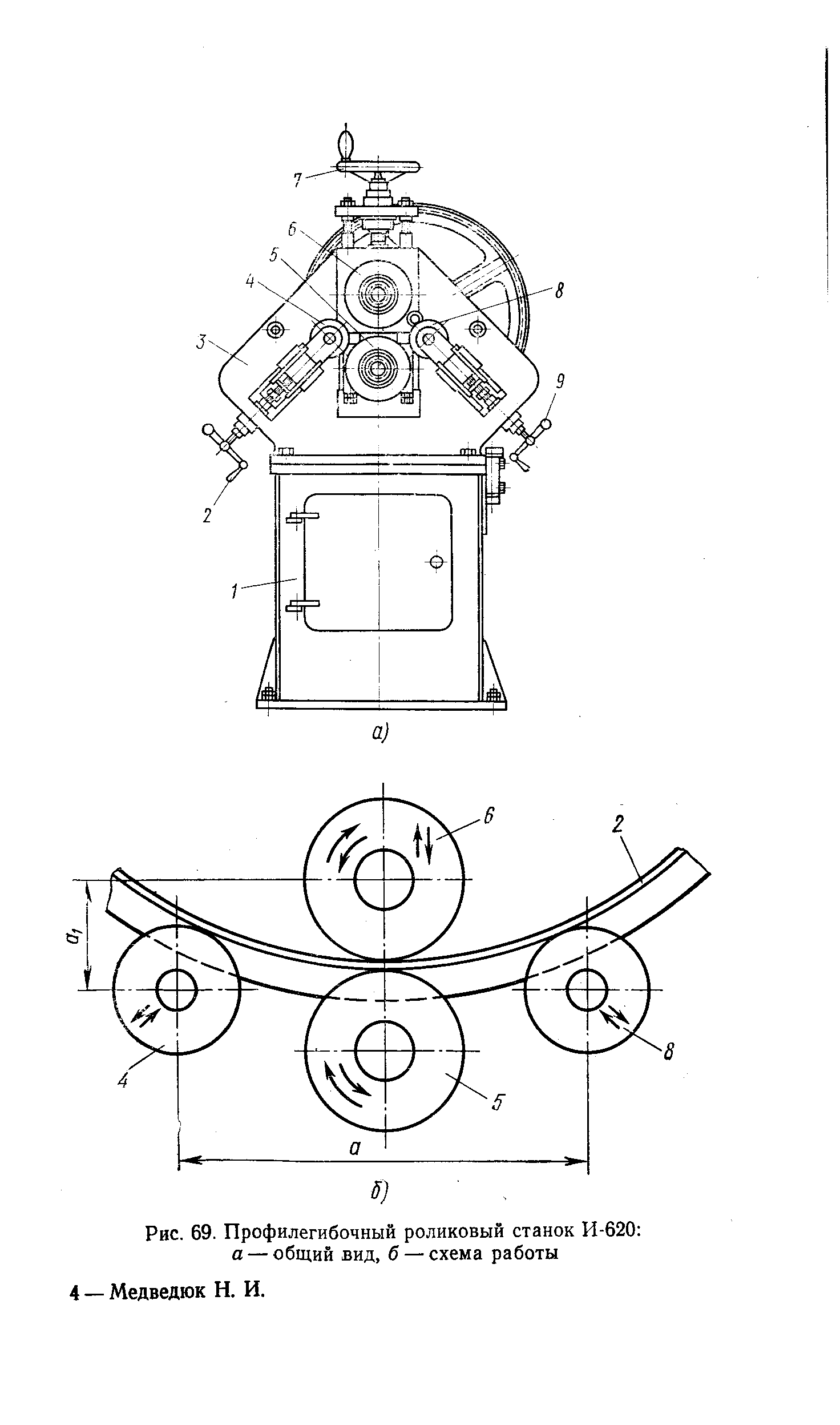
Валковый листогибочный станок своими руками
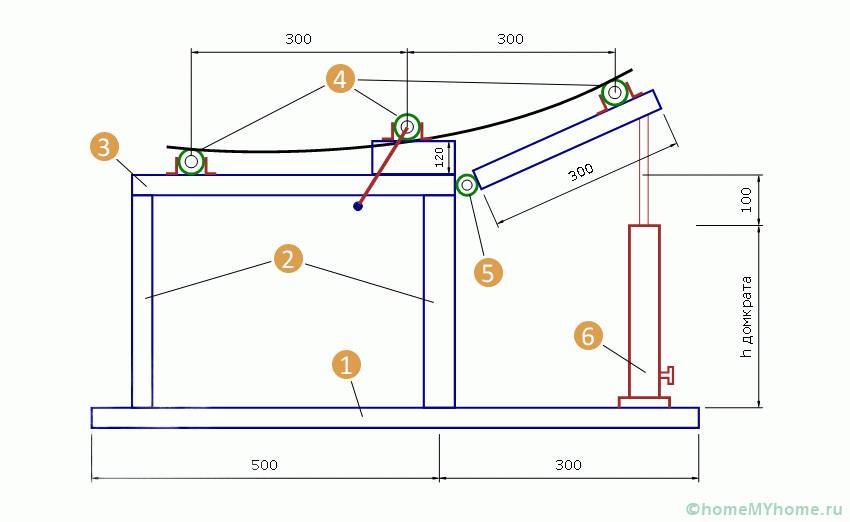
При создании и установке дымоходов, вентиляционных каналов и водосточных систем не обойтись без криволинейной гибки металлического листа. Прекрасно справляются с подобной задачей валковые листогибы.
Соорудить оборудование своими руками с тремя вальцами довольно легко. Ко всему прочему, его можно оснастить электромотором или ручным приводом. Основные детали валкового листогибочного станка следующие:
Опоры вертикальные из швеллера на подшипниках и с выемками под оси. Продольные валы. Их необходимо 3 штуки, подойдут трубы разного диаметра, имеющие заваренные торцы. Подобные изделия лучше использовать толстые, чтобы не допустить деформации. Рама. Узел прижима верхнего валка. Цепной либо зубчатый привод. Он необходим для обеспечения вращения валков с одинаковой скоростью и в одном направлении. Струбцины. Они перемещают опорные валки по горизонтали.
Одна вертикальная стойка в станке должна вращаться вокруг оси на 90–120 градусов. Так необходимо делать, чтобы заменить в последующем вальцы на цилиндры другой величины. Во время изготовления устройства вальцового типа стоит понимать, что его возможности будут ограничены силой человека. На таком самодельном оборудовании гнуть разрешается листовой металл шириной до 60 см и толщиной не больше 1,5 мм. Диаметр жёлоба можно регулировать путём перемещения валков.
Причины собственноручного изготовления листогиба
Перед тем как сделать гибочный станок для листового металла своими руками, я точно знал, зачем он требуется в хозяйстве. Имея такое оборудование, отпадает необходимость покупать готовые водосточные желоба, коньки, карнизы и другие кровельные элементы. Листогиб представляет собой альтернативный способ получения перечисленных изделий.
Если покупать готовые элементы, то придется существенно переплачивать. Ведь листовой металл стоит существенно дешевле по сравнению с изделиями, которые продают специализированные организации и магазины. Цена материала значительно меньше уже произведенной продукции с учетом затрат на ее создание.
Существует и другой вариант гибки металлических листов – использование выколотки требуемой формы. Это уже старинный метод, который позволяет получить изделия кондового вида. Мне лично такие элементы не нравятся. Я предпочитаю использовать качественные и красивые детали. Кроме того, применение выколотки подразумевает выполнение трудоемкого процесса.
Набор современных выколоток
Еще можно было бы купить готовый листогиб, но данный вариант скорее подходит для предприятий по массовому производству изделий из металлических листов, например, профнастила. Такое оборудование может стоить несколько сотен тысяч рублей или даже миллионов. К тому же относительно недорогие станки часто портят материал, а на профессиональную линию нужна солидная сумма.
Как повысить прочность креплений станка
Многие начинающие мастера изготавливают самодельные приспособления без основания. Это листогибы, которые закрепляются на верстаке с помощью струбцин. При активной работе с таким механизмом крепления будут расшатываться. Мастеру нужно постоянно зажимать крепёжные элементы. Чтобы избавиться от этого недостатка, нужно сделать опорную балку, собрать основание из швеллеров, поставить раскосы из металлических уголков.
На основании нужно сделать рабочий стол. Для этого на конструкцию нужно закрепить лист металла со стопорами, которые будут ограничивать глубину закрепления заготовок.