Основные способы соединения труб и их описание
Прежде чем переходить к непосредственной теме, следует рассмотреть популярные способы соединения металлических или стальных труб. К ним относятся:
- Соединение металлических труб посредством сварки. Используется наиболее часто, но имеет ряд отрицательных моментов:
- Высокая стоимость. Сварочное оборудование является достаточно дорогостоящим, и его использование составляет половину стоимости услуг сварщика.
- Высокая сложность применения. Не всегда, но достаточно часто сварщик сталкивается с проблемой, при которой просто не может применить сварку. Например, в тесном помещении или на большой высоте.
- Недостаточная скорость выполнения сварочных работ. Транспортировка и подготовка оборудования занимает много времени, поэтому часто сварщика приходится долго ждать.
Сварка труб
-
Резьбовое соединение. Требуется комплект метчиков и лерок, рассчитанных на большие диаметры труб. Сейчас даже набор маленьких метчиков для легкового автомобиля достаточно дорогой, не говоря уже про водопроводные или газовые трубопроводы. Также не следует забывать о необходимости уплотнения такой разновидности соединений. Периодически уплотнитель следует менять.
- Соединение муфтой. Муфты для труб (особенно большого диаметра) обладают высокой стоимостью, и используются часто для устранения аварийных ситуаций. Более практичным вариантом является монтаж фитингов, о которых будет рассказано далее.
Рекомендуем посмотреть видео:
Блиц-советы по соединению и эксплуатации
- При использовании различных фитингов, желательно сильно не экономить, так как чаще всего недорогие и имеют недолгий срок службы.
- Ответственно отнеситесь к нанесению уплотнителя при резьбовом соединении, потому что большая часть протечек происходит именно из-за некачественной подмотки.
- При первом пуске системы, обязательно проверьте все соединительные места на предмет протечек.
- Соединенные разными способами трубы, необходимо обязательно покрасить, дабы избежать их ржавления.
- При монтаже водопроводной сети, установите фильтр, который позволит избежать загрязнения всей системы.
- На смонтированные элементы, постарайтесь как можно меньше делать нагрузку, не класть тяжелые вещи.
Технология электросварки трубопровода
Чтобы надежно соединить две трубы, нужно правильно состыковать их. Затем сформировать сварной шов выбранным методом.
Правильная стыковка труб
Этот этап сварочных работ выполняют следующим образом:
- Элементы трубопровода закрепляют в тисках или другом устройстве, устанавливая их встык или внахлест. Место соединения прихватывают электродом в нескольких местах. При формировании 2 точек их размещают на разных сторонах окружности.
- Если предусмотрена единственная «прихватка», начинают приваривать стык с противоположной области.
Пошаговая инструкция
Ровно установив элементы, приступают к процессу сварки. Его проводят так:
- Настраивают параметры работы аппарата в соответствии с выбранным способом сварки труб.
- Возбуждают электрическую дугу. Для этого касаются электродом металлической поверхности.
- Формируют сварной стык. Чтобы понимать, как правильно варить трубы отопления, нужно разбираться в типах швов. Вариант выбирают после начала сварки. Направления движений зависят от конфигурации трубопровода, материала его изготовления, профессиональных навыков сварщика. Соединение должно начинаться и заканчиваться в одной точке.
После завершения работы со швом удаляют шлак, имеющий вид наплыва. После этого осуществляют пробный пуск коммуникационной линии, оценивая качество сварки.
Стыковая сварка пластиковых труб
Сварка полипропиленовых труб встык позволяет прочно пластиковые изделия с разным диаметром и размером. Данная технология имеет отличия от сваривания металлических изделий, это связано с тем, что пластиковый материал не способен пропускать через себя электрический ток. Именно по этой причине торцевые части нагреваются специальными нагревательными элементами.

Стыковая сварка труб из пластика имеет несколько важных особенностей:
- при проведении работ стоит учитывать, что пластиковый материал не способен пропускать ток. По этой причине рекомендуется применять специальные приборы с контактным нагревательным элементом;
- соединяемые изделия сильно прижимаются друг к другу. По этой причине размер диаметра труб должен точно соответствовать;
- для равномерного прогревания поверхности обязательно должна использоваться насадка. Этот элемент должен повторять диаметр и форму трубы;
- при воздействии тепла насадка слегка сжимается. Под давлением образуется качественное и прочное соединение.
Небольшие ПВХ-трубы с диаметром не больше 10 см можно сваривать в домашних условиях. Для этих целей может применяться старый электроутюг. Однако для работ необходим опыт и наличие определенных навыков. Также специалисты указывают, что для получения качественного и прочного шва стоит использовать специальное сварное оборудование для стыковой сварочной технологии.
Технология стыковой сварки оплавлением
Данный способ стал наиболее популярным ввиду гарантированного получения высококачественного стыка. Чтобы применить технологию оплавления, не нужно тщательно подготавливать поверхности. При этом можно использовать практически не ограниченный ассортимент материалов заготовок и площади сечения.
Сварка оплавлением действует по следующему принципу: в область обмотки трансформатора подается необходимый объем напряжения. Как только происходит соприкосновение двух свариваемых изделий, подача тока прекращается (как раз на пике напряжения). Этого оказывается вполне достаточно для получения тепловой энергии, которая сможет расплавить металлическую основу.
Поверхность стыков двух элементов содержит небольшие неровности, которые отвечают за хорошее сцепление. Однако для получения наилучшего результата рекомендуется торцевые части полностью сдавить и выровнять (приложить усилие или оказать давление нужно в момент незначительного расплавления свариваемых поверхностей). Благодаря этому металл сможет быстро разогреться и расплавиться.
Во время сварки оплавлением возможно возникновение дополнительных неровностей, заполненных паровыми смесями от расплавленного металла. Однако беспокоиться не стоит, поскольку сварочный процесс от этого только выигрывает: пары обеспечивают защиту сварочной зоны от негативного влияния кислорода.

Важные нюансы:
- соединение поверхностей происходит при выходе излишков жидкого металла в ходе сжатия деталей;
- вместе с выходящей металлической массой вымываются продукты распада и оксидная пленка;
- возможны допуски в пределах 8-15%, что зависит от типа используемых заготовок;
- чаще сварке оплавлением отдают предпочтение при монтаже отвесных конструкций, ж/д рельсов и магистральных трубопроводов.
Требования к сварным швам
Требования к швам зависят от условий эксплуатации, видов нагрузки, свойств металла, технологии сварки и пр. Для их классификации по конкретным условиям были разработаны ГОСТы. Например, требования к соединениям ручной сварки приведены в ГОСТ 5264-80.
К общим для всех швов независимо от условий относят:
- прочность;
- надежность;
- долговечность;
- стойкость к коррозии и агрессивным веществам.
О длине и толщине швов в зависимости от особенностей конструкции и марки металла, методах проверки качества и т. д. можно узнать из тематических СНиПов, которые нетрудно найти в свободном доступе. Полученные сведения можно использовать как шпаргалку при выполнении сложной работы.
Варианты крепежных элементов для соединения труб
Профильный трубопрокат применяется для сборки каркасных конструкций. Трубные профили с квадратным, прямоугольным и фигурным сечениями не используются при прокладке трубопроводов ввиду того, что в них возникает сильное внутреннее сопротивление.
Для соединения профильных труб без сварки используются различные крабы-соединители, муфты, фланцы и хомуты. Такие крепления условно можно разделить на две категории:
- плавающие, к которым относятся стяжки и клипы;
- жесткие — это соединительные крабы, фланцы, фитинги, скобы.
Крабы для монтажа трубопроката представляют собой систему хомутов и могут иметь плоскостное и объемное соединение. Первый тип крепежа для профильной трубы бывает трех видов:
- Т-образный, позволяющий соединить три трубы небольших диаметров. Благодаря этому монтаж конструкции осуществляется по простой и понятной схеме.
- Г-образный, используемый для углового соединения двух труб.
- Х-образный, обеспечивающий надежную фиксацию трех и четырех труб крестообразным способом в середине металлоконструкции.
Объемное соединение обеспечивается благодаря трех- и четырехчастным краб-системам, когда трубы соединяются под углом 90° в разных плоскостях по осям Х, Y и Z.
Фитинговые крепежи применяются для соединения трубопроката, когда есть необходимость создать изгибы и ответвления. В основном их можно встретить в сборке водопроводных сетей, но их разновидности нашли применение и в монтаже различных металлоконструкций, и построек из трубного профиля. Они бывают нескольких видов:


- Муфты и фланцы. Применяются для обеспечения надежной стыковки трубопроката по прямой. Бывают круглого и квадратного сечения.
- Повороты и колена. Необходимы для обеспечения соединения труб с разными осями направления.
- Тройники и крестовины. Используются на ответвлениях конструкции. Этот вид фитингов позволяет соединить профили с разными размерами сечений.
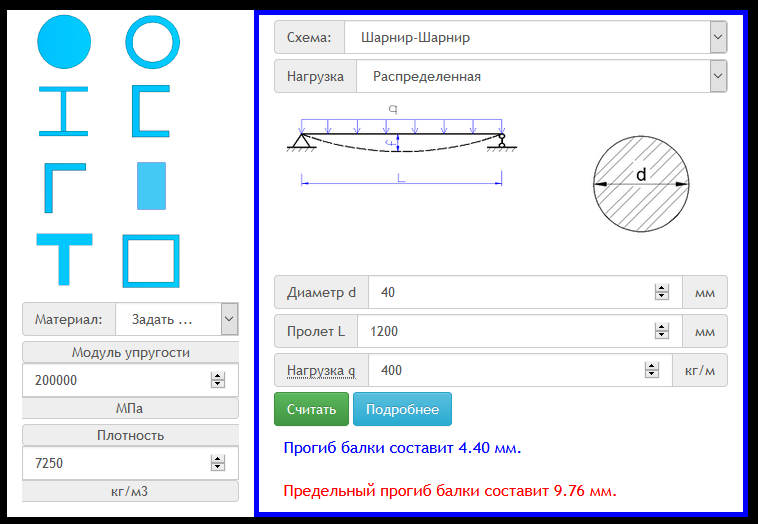
Характеристики металла для гибки
Любому металлу присуща своя точка сопротивления, то есть максимальная и минимальная нагрузка, которую он может выдержать.
Если оказать на металл слишком большое давление, это может спровоцировать деформацию, ненужные прогибы или надломы в профиле. Выполняя расчет на изгиб трубы, необходимо учитывать такие важные характеристики как плотность металла, размеры и диаметр профильных или круглых труб, а также ряд других параметров. Таким образом, можно будет спрогнозировать, насколько эффективным будет использование того или иного материала в условиях окружающей среды.

В процессе гибки трубы происходит сжатие внутреннего слоя металла, он становится меньше, а внешний слой, напротив, увеличивается за счет растяжения. А вот центральный слой металла остается неизменным, сохраняет исходные параметры, обеспечивая тем самым прочность трубы.
Электродуговая сварка
Сварка профильных труб таким способом считается самым удобным и потому востребованным. Особенностью электродуговой сварки является возможность работы сварочного аппарата и электрода в труднодоступных местах.
Для выполнения работ потребуется сварочный аппарат и электроды. Оборудование можно взять напрокат в специализированном магазине или на производстве. Помимо инструмента и электродов стоит запастись защитной одеждой (включая маску) и специальными фиксаторами для профилей.
Дуговую сварку можно выполнять при помощи различных способов:
- Соединение встык;
- Шов внахлест;
- Соединение тавровое;
- Шов под удобным углом.
Выбираем электроды для дуговой сварки
Те, кто не знают, как варить профильную трубу, должны понимать, что качество сварного шва полностью зависит от правильности выбора электрода. При этом стоит помнить, что сечение электрода играет немаловажную роль в сварке туб того или иного диаметра. Так, слишком тонкий электрод будет прерывать горение, а электрод большого сечения способен прожечь тонкостенную трубу.
Диаметр электрода зависит от толщины стенок трубы:
- Для тубы сечением до 2 мм — электрод 1,5 мм диаметром;
- Для тубы сечением 2-3 мм — электрод 2 мм;
- Трубы с сечением 4-6 мм — электрод толщиной 4 мм.
При этом стоит знать, что электроды бывают плавящимися и неплавящимися. С последними необходимо обязательно использовать специальные присадки, выполненные из сплавов олова, латуни и других мягких металлов с примесями фосфатов.
Технология сварки оцинкованной трубы
Выполняем дуговую сварку
Сварка профильных туб выполняется в специальном помещении. Предварительно необходимо зачистить и обезжирить концы свариваемых труб. Если толщина стенок тубы превышает 4 мм, то нужно подготовить кромку с помощью фаскоснимателя. Такая кромка позволит сформировать шов в несколько слоёв, что сделает стык более крепким и надёжным.
- Детали закрепляют на специальном столе.
- Если сечение труб более 10х10 мм, то рекомендуется нанести точечные прихватки в нескольких местах и только после этого варить трубы.
- Сварку выполняют со скоростью, которая позволяет плавить металл, но не допускает протекание его во внутренний просвет труб. При этом электрод можно двигать елочкой или слева-направо и справа-налево.
Лучшие производители
Краб-системы не являются сложной конструкцией, и в каждом регионе есть как небольшие, так и крупные компании, занимающиеся производством металлоконструкций и креплений, что делает их всех конкурентоспособными
При выборе изделия важно придерживаться указанных выше рекомендаций
Также можно предложить несколько критериев, по которым можно выбрать производителя:
- антикоррозийное покрытие изделий;
- покупка изделий через фирму-производителя, а не через посредников, это позволит сэкономить средства;
- сроки изготовления продукции, есть ли товар в наличии;
- гарантия;
- способы оплаты и доставки.

Особенности сварки профильных труб
Профильная труба представляет собой особую разновидность металлопроката, изготавливаемую из углеродистой или нержавеющей стали путем литья стальной трубы с круглым сечением и ее последующей формовки.
Сечение материала может меняться в пределах от 10х10 и до 500х400 мм, что позволяет подобрать актуальный вариант с учетом конкретной нагрузки на металлоконструкцию. Толщина стеночек тубы в зависимости от параметров ее сечения меняется в диапазоне 1-22 мм.
Трубный прокат ‒ это особенный вид строительного металлопроката, который актуален для возведения легких металлических конструкций.
Чертеж профильной трубы.
Основные достоинства материала:
- низкий вес, что позволяет снизить трудозатраты при монтаже металлической конструкции;
- широкое разнообразие размеров;
- стандартные размеры по типу труб, что облегчает их торцовую стыковку при сварке;
- равномерная толщина стеночек, ровная гладкая поверхность профильного проката снаружи и внутри.
Сваривание специальным оборудованием и электродом является наиболее популярным на отечественном рынке видом термообработки металлопроката.



Технология соединения труб с помощью электросварных муфт
Технологический процесс сварки полиэтиленовых труб электросварными фитингами не представляет сложности – трубы вставляют в фитинг, фиксируют и подают на клеммы электроток.
Схематично алгоритм можно обозначить следующим образом:
- Трубы подготавливают для соединения. Их разрезают по размеру, делая срез под прямым углом к направляющей оси трубы.
- Срез зачищают, освобождают от пыли, частиц материала, влаги.
- Вставляют трубы в электросварную муфту.
- Подключают фитинг к источнику бесперебойного напряжения.
- Дают стыку остыть. Среднее время остывания составляет около получаса.
- Проверяют надежность полученного соединения. Для чего промазывают стыки густой мыльной пеной и подают в систему сжатый воздух.

Нюансы расположения труб в муфте:
- если фитинг имеет ограничительные выступы, то трубу вставляют строго до отметки;
- если ограничителя нет, то ориентироваться следует на толщину стенки трубы – расстояние между срезами соединяемых труб не должно быть больше, чем толщина стенки трубного материала;
- стык должен располагаться в середине муфты;
- для соблюдения расстояний, на внешней стенке трубы рисуют круговую отметку или наносят риску.
Процесс сварки проходит в автоматическом режиме. После соединения следует проверить надежность стыка. Для этого соединение промазывают мыльной пенкой и подают носитель под давлением. Если стык не начнет пузырится, то соединение герметично.
Достоинства электросварных фитингов:
- Простота монтажа. Доступность работ для выполнения непрофессионалом.
- Возможность стыковать трубопровод в траншее, других труднодоступных местах.
- Автоматизация процесса исключает человеческий фактор при монтаже.
- Срок эксплуатации трубопровода зависит только от материалов.
Рекомендуем ознакомиться: Как правильно проводится соединение (пайка) медных труб?
К недостаткам можно отнести высокую стоимость фитингов. Однако затраты окупаются экономией на привлечении сторонних специалистов.
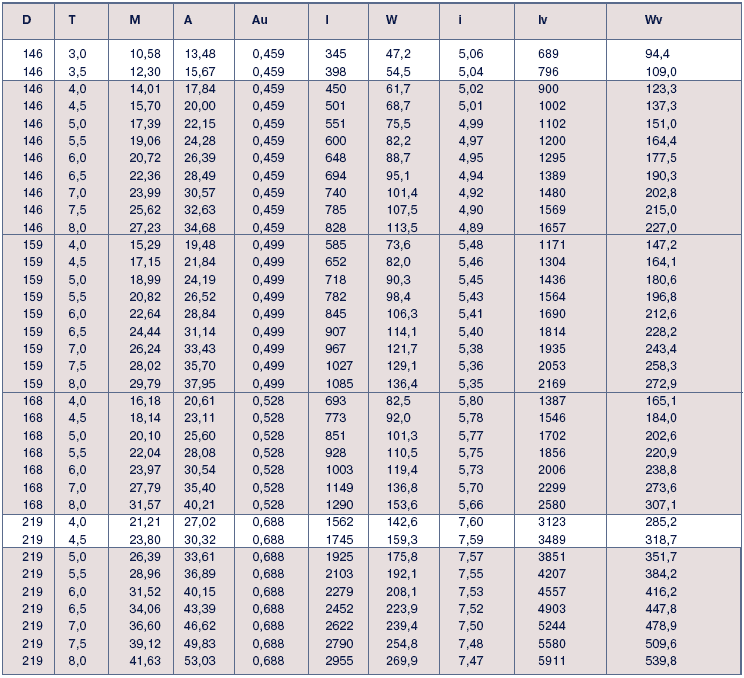
Размеры квадратной профильной трубы и вес погонного метра
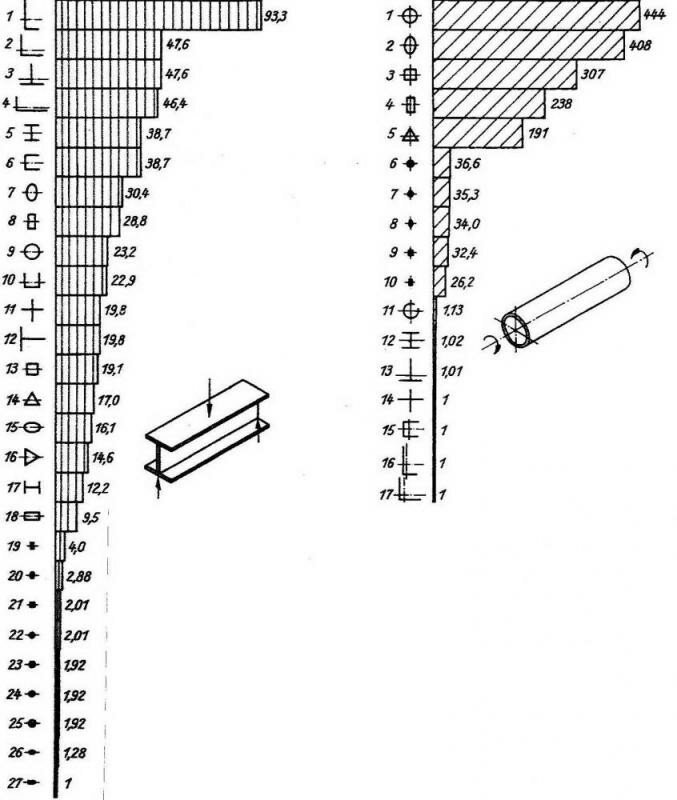
Труба квадратного сечения идет чаще на стойки, из нее собирают несущий каркас, а перемычки делают из прямоугольной. К такому каркасу проще крепить материалы (любые). А еще, при прочих равных, прочность на изгиб у квадратной профильной трубы выше. Она сравнима с показателями двутавровой балки. Но сопротивление скручивающим нагрузкам у круглой трубы намного выше. Так что это надо учитывать.
Но чтобы не было проблем, надо выдерживать рекомендованные размеры профильных труб. Как уже говорили, все размеры (сортамент) прописаны в ГОСТах. Там же указана возможная толщина стенки. У труб малого размера — от 10 до 35 мм в диаметре — толщина от 0,8 мм до 5 мм. Но у труб со стороной 10 мм и 15 мм стенки не толще чем 1,5 мм. Дальше идет постепенное увеличение минимального размера. Например, у 40*40 мм есть самая тонкая стенка 1,4 мм, у 45*45 мм уже тоньше 3,0 мм стенки нет. Та же тенденция соблюдается и дальше. Чем больше размер профильной трубы, тем толще стенки.
| Размер в мм | Вес одного метра, кг | Размер в мм | Вес одного метра, кг | Сечение профильной трубы в мм | Вес одного метра, кг | Сечение профильной трубы в мм | Вес одного метра, кг | Сечение профильной трубы в мм | Вес одного метра, кг | Сечение профильной трубы в мм | Вес одного метра, кг |
| Труба квадратная 10х10х0,8 | 0,222 | Труба квадратная 30х30х0,8 | 0,725 | Профильная квадратная труба 40х40х3,5 | 3,85 | Профильная квадратная труба 60х60х2 | 3,59 | Профильная квадратная труба 90х90х3 | 8,07 | Профильная квадратная труба 150х150х9 | 38,75 |
| 10х10х0,9 | 0,246 | 30х30х0,9 | 0,811 | 40х40х4 | 4,30 | 60х60х2,5 | 4,43 | 90х90х4 | 10,59 | 150х150х10 | 42,61 |
| 10х10х1 | 0,269 | 30х30х,1 | 0,897 | 40х40х5 | 5,16 | 60х60х3 | 5,25 | 90х90х5 | 13,00 | Профильная квадратная труба 180х180х8 | 42,34 |
| 10х10х1,2 | 0,312 | 30х30х1,2 | 1,07 | 40х40х6 | 5,92 | 60х60х3,5 | 6,04 | 90х90х6 | 15,34 | 180х180х9 | 47,23 |
| 10х10х1,4 | 0,352 | 30х30х1,3 | 1,15 | Профильная квадратная труба 42х42х3 | 3,55 | 60х60х4 | 6,82 | 90х90х7 | 17,58 | 180х180х10 | 5,03 |
| Труба квадратная 15х15х0,8 | 0,348 | 30х30х1,4 | 1,23 | 42х42х3,5 | 4,07 | 60х60х5 | 8,30 | 90х90х8 | 19,73 | 180х180х12 | 61,36 |
| 15х15х0,9 | 0,388 | 30х30х1,5 | 1,31 | 42х42х4 | 4,56 | 60х60х6 | 9,69 | Профильная квадратная труба 100х100х3 | 9,02 | 180х180х14 | 70,33 |
| 15х15х1 | 0,426 | 30х30х2 | 1,70 | 42х42х5 | 5,47 | 60х60х7 | 11,00 | 100х100х4 | 11,84 | Трубы квадратные специальных размеров | |
| 15х15х1,2 | 0,501 | 30х30х2,5 | 2,07 | 42х42х6 | 6,3 | 60х60х8 | 12,20 | 100х100х5 | 14,58 | 32х32х4 | 3,30 |
| 15х15х1,4 | 0,571 | 30х30х3 | 2,42 | Профильная квадратная труба 45х45х2 | 2,65 | Профильная квадратная труба 70х70х3 | 6,19 | 100х100х6 | 17,22 | 36х36х4 | 3,80 |
| 15х15х1,5 | 0,605 | 30х30х3,5 | 2,75 | 45х45х3 | 3,83 | 70х70х3,5 | 7,14 | 100х100х7 | 19,78 | 40х40х2 | 2,33 |
| Труба квадратная 20х20х0,8 | 0,474 | 30х30х4 | 3,04 | 45х45х3,5 | 4,40 | 70х70х4 | 8,07 | 100х100х8 | 22,25 | 55х55х3 | 4,78 |
| 20х20х0,9 | 0,529 | Труба квадратного сечения 35х35х0,8 | 0,85 | 45х45х4 | 4,93 | 70х70х4 | 9,89 | 100х100х9 | 24,62 | 65х65х6 | 10,63 |
| 20х20х1 | 0,583 | 35х35х0,9 | 0,953 | 45х45х5 | 5,94 | 70х70х6 | 11,57 | Профильная квадратная труба 110х110х6 | 19,11 | ||
| 20х20х1,2 | 0,689 | 35х35х1,4 | 1,45 | 45х45х6 | 6,86 | 70х70х7 | 13,19 | 110х110х7 | 21,98 | ||
| 20х20х1,4 | 0,791 | 35х35х1,5 | 1,55 | 45х45х7 | 7,69 | 70х70х8 | 14,71 | 110х110х8 | 24,76 | ||
| 20х20х1,5 | 0,841 | 35х35х2 | 2,02 | 45х45х8 | 8,43 | Профильная квадратная труба 80х80х3 | 7,13 | 110х110х9 | 27,45 | ||
| 20х20х2 | 1,075 | 35х35х2,5 | 2,46 | Профильная квадратная труба 50х50х2 | 2,96 | 80х80х3,5 | 8,24 | Профильная квадратная труба 120х120х6 | 20,99 | ||
| Труба квадратная 25х25х0,8 | 0,599 | 35х35х3 | 2,89 | 50х50х2,5 | 3,64 | 80х80х4 | 9,33 | 120х120х7 | 24,16 | ||
| 25х25х0,9 | 0,670 | 35х35х3,5 | 3,30 | 50х50х3 | 4,31 | 80х80х5 | 11,44 | 120х120х8 | 27,27 | ||
| 25х25х1 | 0,740 | 35х35х4 | 3,67 | 50х50х3,5 | 4,94 | 80х80х6 | 13,46 | 120х120х9 | 30,28 | ||
| 25х25х1,2 | 0878 | 35х35х5 | 4,37 | 50х50х4 | 5,56 | 80х80х7 | 15,38 | Профильная квадратная труба 140х140х6 | 24,76 | ||
| 25х25х1,4 | 1,01 | Профильная квадратная труба 40х40х1,4 | 1,67 | 50х50х4,5 | 6,16 | 80х80х8 | 17,22 | 140х140х7 | 28,57 | ||
| 25х25х1,5 | 1,07 | 40х40х1,5 | 1,78 | 50х50х5 | 6,73 | 80х80х9 | 18,97 | 140х140х8 | 32,29 | ||
| 25х25х2 | 1,39 | 40х40х2 | 2,33 | 50х50х6 | 7,80 | 80х80х10 | 20,63 | 140х140х9 | 35,93 | ||
| 25х25х2,5 | 1,68 | 40х40х2,5 | 2,85 | 50х50х7 | 8,79 | 80х80х11 | 22,20 | Профильная квадратная труба 150х150х7 | 30,77 | ||
| 25х25х3 | 1,95 | 40х40х3 | 3,36 | 50х50х8 | 9,69 | 140х140х8 | 34,81 |
В таблицах также указан вес погонного метра профильной трубы каждого размера. Он нужен не только для того, чтобы можно было рассчитать нагрузку на транспорт. Используя эти данные можно проконтролировать толщину стенки. Вы можете взвесить кусок трубы, высчитать вес погонного метра, а потом сравнить с нормативом. Если данные близки, все нормально. Если реальный вес получился гораздо меньше, толщина стенки меньше заявленной. Правда, в таблице указан вес при плотности стали 7,85 г/см². Если плотность стали трубы меньше, это надо будет учитывать.
Соединение жёстких труб без сварки
Как уже было сказано выше, неэластичные трубы зачастую стыкуются с помощью резьбы. Но существуют способы, которые позволяют соединять отдельные элементы жёстких трубопроводов без использования сварки и резьбы. Стыковку без сварочного оборудования разрешается производить на деталях с диаметром до 600 мм.

Если нет возможности нарезать на жесткой трубе резьбу или применить для стыковки сварку, то трубопровод монтируется при помощи муфт
Для того чтобы произвести монтаж жёсткой конструкции без использования сварочного оборудования, как правило, применяют муфты. Муфтовое сочленение позволяет соединять следующие варианты труб:
- равные по диаметру;
- с разным диаметром;
- из различных материалов.
Соединение, полученное с помощью такого фитинга, отличается высокими прочностными характеристиками и хорошей герметичностью. В случае, если необходимо произвести соединение двух труб без использования сварки и резьбы, как правило, используют специальные приспособления — фланцы. Они же широко применяются для подключения к трубам разнообразного оборудования.
Фланцевые соединения рекомендуется использовать в тех случаях, когда конкретный участок трубопровода нуждается в частых проверках или в периодическом ремонте. Это связано с тем, что такое сцепление легко разобрать и собрать. Оно включает в себя:
- два соединяющихся фланцевых элемента;
- уплотнительное кольцо;
- гайки и болты.
Критерии выбора
Из всего сортамента современного профильного трубопроката наиболее распространены изделия с квадратным и прямоугольным сечением. Традиционно они производятся из металла, но сейчас этот материал все активнее вытесняется пластиком.
Основная область применения профильного трубопроката – производство металлоконструкций различного назначения, где этими изделиями с успехом заменяют стальные бруски сплошного сечения. Большими преимуществами труб по сравнению с такими брусками являются доступная стоимость и небольшой вес.
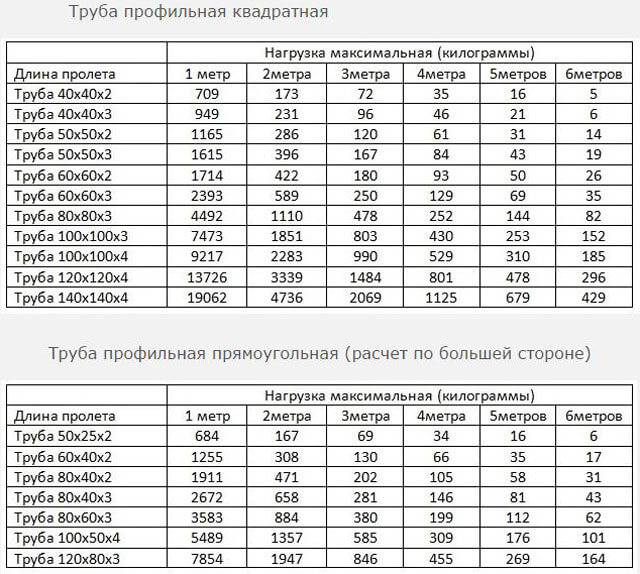
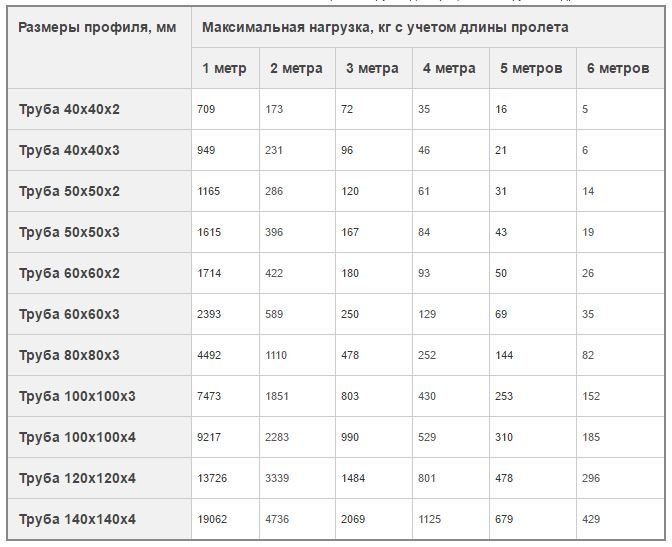
Выбирая из сортамента профильные трубы для изготовления металлической конструкции, очень важно правильно подбирать их профиль и размеры сечения. Основным критерием, которым руководствуются при таком выборе, является несущая способность труб как квадратного, так и прямоугольного сечения
Следует также учитывать и то, что изделия с разными размерами поперечного сечения могут значительно отличаться по весу.
Профильные трубы квадратного сечения
По способу производства, как уже отмечалось выше, в сортаменте выделяют холодно- и горячедеформированные стальные профильные трубы. В соответствии с требованиями ГОСТ 13663 86 сюда относят также продукцию, изготовленную с использованием электросварки. Эти трубы, как и холоднодеформированные, могут покрываться слоем цинка, который предотвращает коррозию.
Размерами сечения профильного трубопроката, наиболее востребованными на строительном рынке, являются:
- 15х15;
- 20х20;
- 25х25;
- 30х30;
- 40х40;
- 60х60;
- 80х80;
- 100х60;
- 100х100.
Технологии гибки труб
Гнутые трубы нашли широкое применение в таких отраслях индустрии, как машиностроение, строительство, химическая и нефтехимическая промышленность, энергетика. Их использование дает возможность существенно снизить количество сварных швов и повысить герметичность трубопроводов.
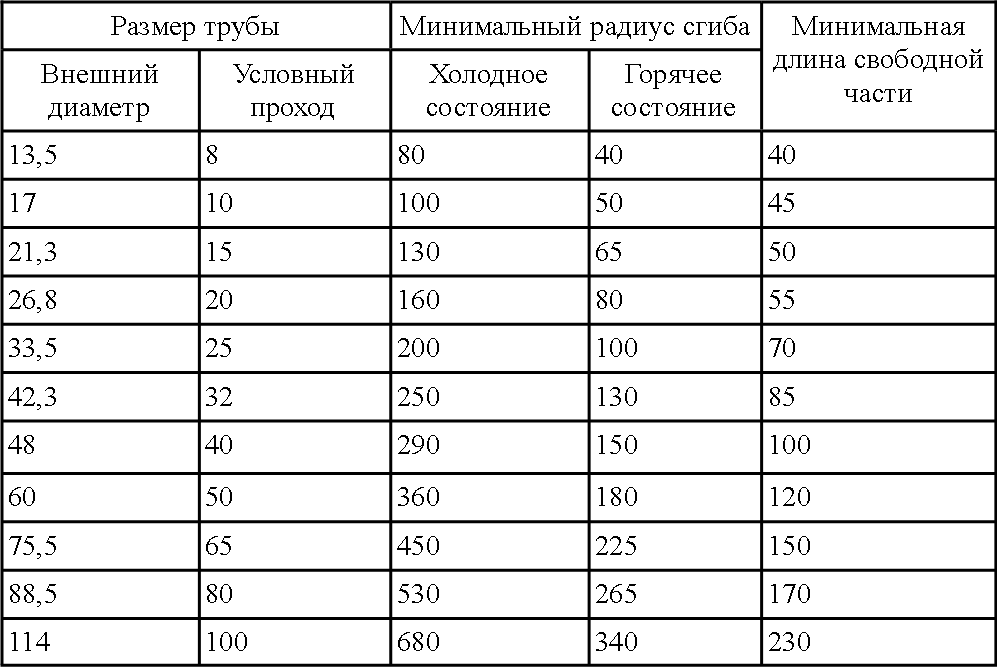
Как правило, для гибки труб небольшого диаметра применяется технология «холодного сгиба», при которой получаемый диаметр трубы равен минимальной величине радиуса сгиба, измеряемого по осевой линии трубы. Более эффективным методом гибки труб, является «горячая» технология гибки. При ее использовании материал, из которого изготовлена труба, приобретает большую пластичность, а, следовательно, риски образования гофры, трещин и иных деформаций, уменьшаются.
При использовании обеих технологий гибки труб, важнейшей задачей является обеспечение отсутствия гофр и равнозначности сечений труб. Кроме того, необходимо учитывать и такой параметр, как амортизация трубы, которая определяется видом материала, из которого она изготовлена.


Гибке могут подвергаться сварные и цельнотянутые стальные трубы, а также аналогичная продукция из цветных металлов и сплавов. Обеспечить высокое качество работ позволяет верно выбранный радиус изгиба. Выбор этой величины зависит от материала, диаметра и толщины стенки заготовки.
Исключить образование складок и гофров в местах изгиба труб помогает использование наполнителя. В этом качестве выступает сухой мелкий речной песок или расплавленная канифоль. При выполнении холодной гибки заготовка плотно заполняется песком и забивается деревянными пробками с двух сторон. Место изгиба намечается мелом. Заготовка устанавливается в трубогиб или станок. При этом у нецельнотянутых труб сварной шов должен находиться сбоку. Заготовка вручную или на станке сгибается на нужный угол.
В зависимости от сферы применения, материала и объема партии гибка труб может производиться на ручных, гидравлических и электроприводных трубогибах, а также на трубогибочном оборудовании с ЧПУ.
При монтаже трубопроводов из различного вида материалов его изгиб позволяет уменьшить количество разборных или сварных соединений, понижающих надежность магистрали. При проведении трубогибочных работ полезно знать допустимый радиус гиба трубы, обеспечивающий безопасность и надежную эксплуатацию трубопроводной системы в соответствии с технической документацией.
Чаще всего изгибаемые трубы выполнены из стали и коррозионно-стойких металлов: нержавейки, меди, алюминия, латуни, при устройстве бытовых систем отопления и водопроводов изгибают изделия из пластика и металлопластика. Методы сгибания труб по радиусу различны в зависимости от материала их изготовления и могут быть выполнены ручным или электромеханическим способом на специальных станках.
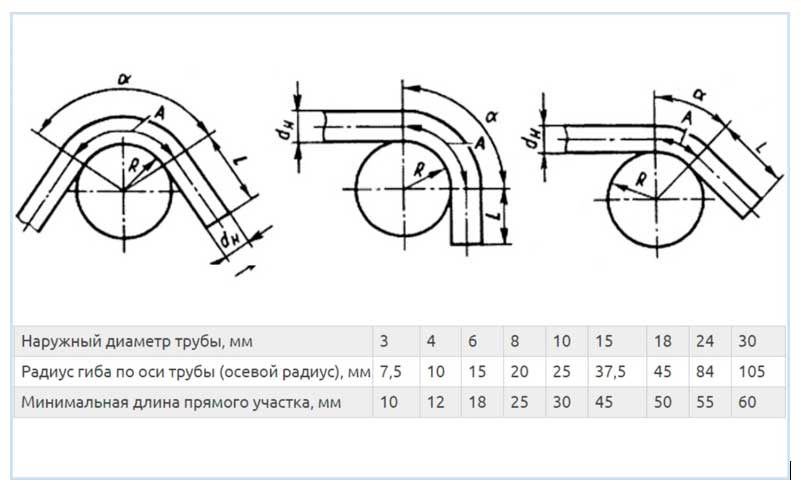
Рис. 1 Углы гиба медных труб и изделий из латуни
Рекомендации по выполнению сварки профильных труб
Специалисты рекомендуют соблюдать правила при выполнении сварочных работ при монтаже конструкций из профильных труб для создания более качественных соединений:
- Резку металла лучше производить пилой, предназначенной именно для этих целей, чтобы срез был ровным без выемок и выступов. Все искривления до начала сварки необходимо выровнять.
- Металл не должен быть покрыт окалиной или ржавчиной. Поверхность должна быть чистой и гладкой. Работы выполняются машиной для шлифовки или щетками по металлу.
- До сборки отдельных элементов рекомендуется выложить всю конструкцию и проверить на совместимость и размеры все основные и вспомогательные детали.
- После окончания сварочных работ с использованием крепежей, швам дают остыть и только после этого снимают с фиксации.
Как варить тонкие трубы?
Тонкие трубы лучше варить сразу одним швом, но большинству любителей это не по силу. Новички предпочитают сначала произвести точечную сварку и уже потом переходить к формированию шва.
Обеспечить комфортную и качественную работу таким образом может только инвертор, с установленной силой тока не выше 60 А.
Как соединить профильную трубу под прямым углом
Прежде всего, трубы должны быть правильно обрезаны, а срезы подготовлены к работе. Для надежности все элементы конструкции фиксируются, чтобы под собственной тяжестью труб не произошло смещение. В качестве подсобных приспособлений для установления точности применяются уголки, косынки или магнитные угольники.
Сама сварка проводится в два этапа. Сначала осуществляется черновое соединение, проверяются необходимые линейные значения, положение вертикального элемента. После остывания осуществляют оформление чистового шва.
>