
Что берем для изготовления станка
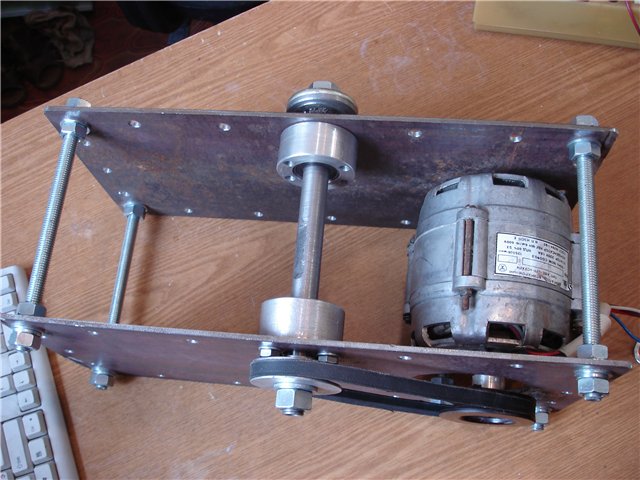
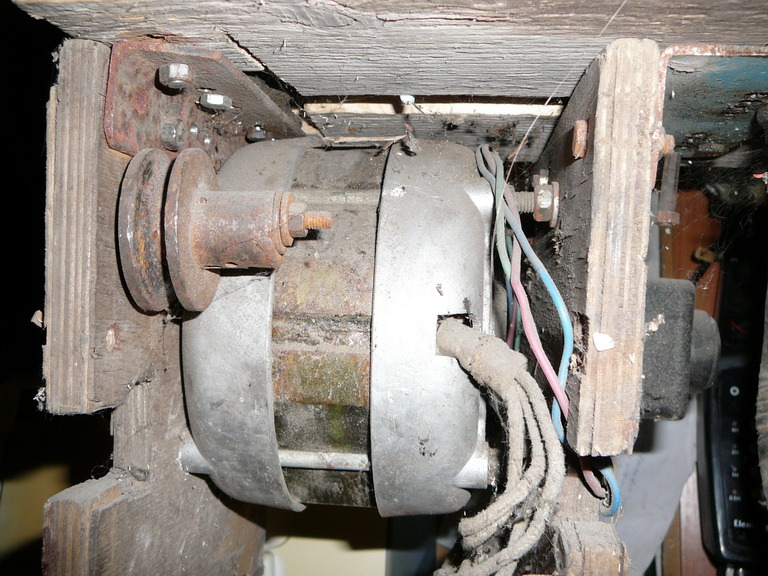
Для сборки домашнего точильного станка потребуется главным образом рабочий мотор от стиральной машины. Можно взять от советской стиральной машины электромотор мощностью 200 Вт, например, от Риги-17 СМР-1,5. Хотя одни говорят, что оптимальная мощность 400 Вт, а другие – что при мощности более чем 300 Вт, точильный круг может разлететься на куски. Для редкого использования точильного станка достаточно мотора в 1000 оборотов в минуту.
Больше от стиральной машины ничего не потребуется, все остальное придется выточить или вырезать из подручного материала своими руками. А потребуется вам:
- металл толщиной 2-2,5 мм для кожуха на точило;
- трубка для вытачивания фланца;
- точильный камень;
- гайка для закрепления камня на шкиву;
- пусковое устройство;
- электрический кабель с вилкой;
- металлический уголок или деревянный брусок для изготовления станины;
Подготавливаем фланец
Первым делом нужно изготовить фланец или купить готовый. Он должен по диаметру походить к втулке двигателя, и на него хорошо должен одеваться точильный камень. Фланец – переходная деталь между двигателем и точилом. Если изготавливать его из куска трубы своими руками, то необходимо на одном ее конце нарезать резьбу, примерно на расстоянии в 2 раза, превышающем толщину круга. Для нарезания резьбы используют метчик.
Второй конец трубки запрессовывается на вал двигателя путем нагрева, а потом закрепляется сваркой или болтом, просверлив сквозное отверстие в трубке и в валу. Ниже представлен чертеж, по которому можно выточить фланец у токаря. Не забудьте указать все диаметры, согласно вашему двигателю и точильному камню, если будете заказывать данную работу.
Подключаем двигатель и собираем основу
Следующий этап работ — подключение двигателя от стиральной машины к электрическому проводу с вилкой своими руками. Для этого необходимо у мотора от советской машинки найти пусковую и рабочую обмотку. Для этого используют мультиметр и замеряют сопротивление. Сопротивление рабочей -12 Ом, а пусковой обмотки – 30 Ом. К электрическому кабелю подключают выводы рабочей обмотки. При таком подключении точильному кругу нужно будет задавать вращение рукой. Поэтому многие делают для этого пусковую кнопку.
Используя двигатель от стиральной машины автомат, можно обойтись без пусковой кнопки. Точильный станок будет работать сразу после включения в сеть. На схеме справа представлено такое подключение. Самое главное — правильно определить вывод рабочей обмотки двигателя.
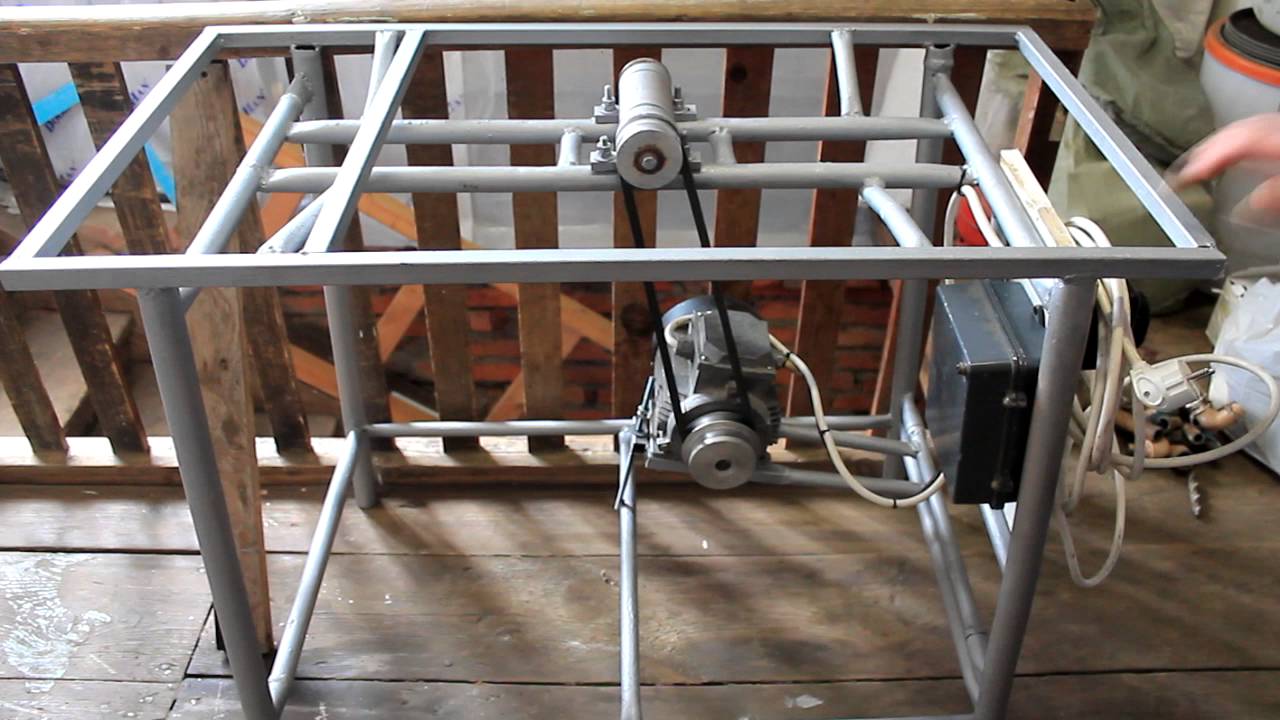
И последнее, что нужно сделать – это станину или основу, на которой будет крепиться станок. Кроме того, обязательно наличие защитного кожуха над точильным кругом, ведь от точильного камня могут лететь мелкие кусочки и пыль. Защитный кожух, лучше всего делать из металла толщиной 2-2,5 мм, хотя встречаются варианты станков, сделанных своими руками и с защитой из толстого пластика. Станина тоже может быть разной, самая надежная – из металлического уголка. Некоторые крепят станок к стене, кто-то предпочитает точило переносное.
В этом и плюс точила, сделанного своими руками, вы делаете его под себя, чтобы вам было удобно на нем работать. На фото представлены некоторые варианты самодельных станков.
Точильный станок – одно из самых распространенных приспособлений, изготавливаемых своими руками из двигателя от стиральной машины. Сделать из такой детали можно все, что угодно, если захотеть, даже медогонку. Но нужно быть аккуратным не только при изготовлении такого оборудования, но и при его использовании, чтобы не навредить своему здоровью. Удачи!
Поделитесь своим мнением — оставьте комментарий
Центробежное литье
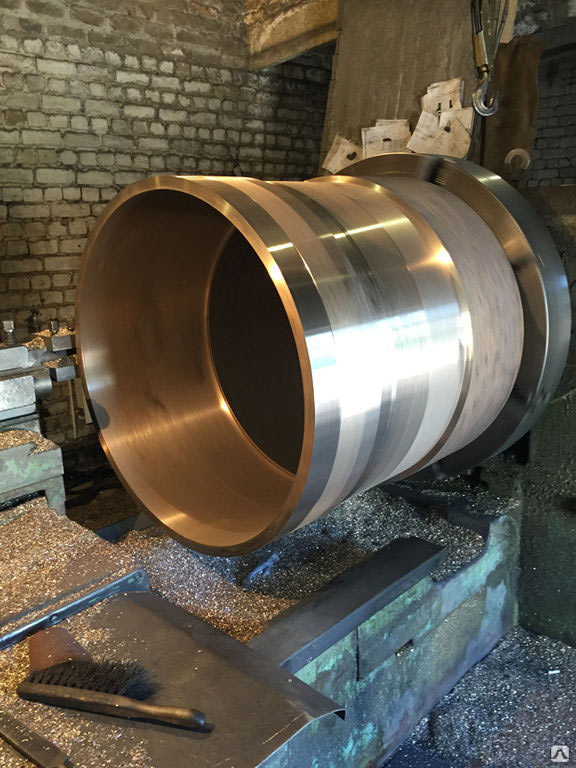
Центробежное литье — это процесс, позволяющий получать высокопрочные отливки. Такую технологию выбирают для таких изделий, как корпуса компрессоров реактивных двигателей, гидравлических компенсационных колец, многих изделий оборонного назначения.
Этапы процесса центробежного литья начинаются с заливки расплавленного металла в предварительно нагретую головку. Пресс-форма может быть ориентирована либо по вертикальной, либо по горизонтальной оси в зависимости от конфигурации детали.
При вращении формы во время заливки расплавленного металла центробежная сила распределяет расплавленный металл в форме под давлением, в 100 раз превышающим силу тяжести. Комбинация этого давления, контролируемого затвердевания и вторичного рафинирования позволяет получать изделия высочайшего качества.
Когда пресс-форма начинает заполняться, более плотный расплавленный металл прижимается к стенке. Направленное отверждение прочного металла происходит от периферии пресс-формы к каналу, в то время как менее плотный материал, включая примеси, перемещается к внутреннему диаметру.
После затвердевания отливки деталь удаляют из пресс-формы, а остаточные загрязнения, сохранившиеся на поверхности отливки, подвергаются механической обработке – зачистке.
Вариантом технологии является центробежное литье в вакууме. Оно используется, когда точность детали и контроль воздействия атмосферы имеют решающее значение, поскольку некоторые сплавы, в том числе никель-кобальтовые сплавы, реактивны по отношению к кислороду.
Важно: центробежное литьё в вакууме обеспечивает очень высокую надежность изделий, часто используемых в аэрокосмической и военной промышленности.
Технологии производства
В качестве шихты для получения бронзы используются либо чистые металлы, либо готовые сплавы в чушках. Первый вариант встречается реже, чаще применяется для дорогих деформируемых бронз. Второй же охотно применяется для получения литьевых сплавов.








Плавка на основе чушек
Плавка по такой технологии включает 4 этапа: загрузка, расплавление, перегрев, рафинирующе-дегазирующая обработка.
Важным условием плавки вне зависимости от того, какой тип печи используется, является минимальный срок процедуры. Чем меньше время плавки, тем меньше риск насыщения сплава газами и ниже угар цветного металла.
- Загрузка – для этого используют графито-шамотные или графито-карборудные тигли. Перед использованием их просушивают и прокаливают.
- Расплавление начинают с плавки меди, которую загружают по частям или полностью. Медь плавят как можно быстрее под слоем древесного угля. Добавляют фосфористую медь. Добавка фосфора обеспечивает получение жидких фосфатов, которые удалять из сплава значительно легче. После этого в тигли вводят олово и другие компоненты сплава, если они предусмотрены по рецептуре.
- Перегрев – расплав нагревается до 1150–1200 С. Оловянную бронзу выплавляют с покровом древесного угля или угля с солями. Если исходное сырье загрязнено кремнием, магнием, алюминием используют жидкие солевые флюсы.
- Дегазация – очистка от газовых примесей в основном от водорода. Для этого применяют продувку расплава осушенным аргоном или азотом. Время процедуры составляет от 3 до 10 минут в зависимости от величины печи.
Как правило, в процесс изготовления включается этап модифицирования с целью улучшения механических свойств бронзы. Методы определяются составом продукта и его назначением.
Литниковые системы
Медные сплавы создают довольно высокое металлостатическое давление, поэтому отливка из бронзы включает ряд особенностей. Привычные песчаные формы для медных сплавов не годятся, поэтому используют формовочные смеси с повышенным содержанием глины.
Заливка формы осуществляется при температуре в 1100–1200 С. При этом может появиться металлизированный пригар, который сложно удалить. Риск тем выше, чем больше содержание фосфора в бронзе и чем выше температура отливки. Отказаться от добавки фосфора нельзя: вещество повышает жидкотекучесть сплава, что, в свою очередь, обеспечивает плотность отливки и малую усадку. Так что проблему решают добавлением к формовочной смеси углеродсодержащих компонентов – сланцевых смол, например.
Для отливки применяют специальное оборудование – литниковые системы. Выбор температуры процесса зависит от конструкции системы, также как и от массы и конфигурации отливки.
Чтобы обеспечить высокую плотность отливок применяют метод направленного затвердевания при помощи холодильников. Скоростное охлаждение уменьшает пористую зону и увеличивает толщину литейной корки.
О плавке бронзы из латуни поведает данное видео:
Литье в металлические формы
Этот метод чаще используется для получения отливок из оловянной бронзы. Основное отличие – применение металлических форм для литья – кокиль. Это обуславливает более высокую скорость затвердевания, соответственно, высокую плотность отливки.
Кокиль отливают из чугуна, стержни изготавливают из стали. Сложные полости выполняют при помощи оболочковых песчаных стержней. Перед заливкой форму смазывают смесью машинного масла с 6% графита.
Заливку осуществляют в формы, предварительно нагретые до 150–250 С. Отливки извлекают из формы как только последние приобрели достаточную механическую прочность, таким образом уменьшается усадочное напряжение.
Центробежное литье
Таким образом получают до 37% всех заготовок в станкостроении. Способ одинаково годится и для крупных, и для мелких деталей.
Используют для этого горизонтальные центробежные машины, в которых стальная изложница размещается на нескольких роликовых опорах. Отливка производится в изложницу, снаружи последняя охлаждается водой.
Мелкие детали отливают на машинах консольного типа.
Критерии выбора
Что называется заготовкой? Это изделие, по своим характеристикам максимально приближенное к детали, которая впоследствии будет изготовлена. Особенности болванки заранее просчитывают при составлении проекта, выбирая наиболее экономичный и производительный вариант с учетом всех особенностей материалов и производства.
Перед созданием заготовок необходимо:
- определить параметры статистических, динамических, температурных и других нагрузок;
- создать чертеж изделия с указанием всех размеров;
- уточнить материал и его характеристики.
Далее можно делать выбор заготовки с учетом таких факторов:
- Материал. Для стали подходит прокат, ковка и штамповка, литье используется реже. При работе с чугуном лучше выбрать любой из способов отливки. Цветные металлы обрабатывают прокатом или литьем, также может применяться штамповка. Для других материалов учитываются параметры свариваемости, штампуемости, способность к резке.
- Для чего используют заготовки. Важны особенности эксплуатации детали, которая впоследствии будет изготовлена: расположение в узле и механизме, ее предназначение, особенности работы, нагрузки в процессе эксплуатации.
- Конфигурация. Для простых небольших элементов подойдет недорогой металлопрокат, крупные изделия производят с помощью поковки, отливка и штамповка из-за высокой стоимости применяются реже. Модели со сложной геометрической структурой создают литьем или штампуют.
- Требования к точности. При применении одних технологических процессов дополнительная обработка не требуется, или она минимальна. Выпущенный продукт практически точно соответствует размерам детали. При других производственных методах заготовка получается грубой, и ее нужно обрабатывать разными способами. Себестоимость одного высокоточного изделия выше, но при массовом производстве экономится время и снижаются расходы на обрабатывающие манипуляции, что позволяет снизить цену выпущенной единицы. При изготовлении на заказ или выпуске маленьких партий оптимально создать грубую заготовку, а затем обработать ее до нужной конфигурации.
- Производственные возможности. Это следует учитывать, когда имеется различное оборудование. Штамповку можно изготовить на кривошипном горячештамповочном или электровинтовом прессе, на паровом молоте. Самый дешевый вариант – паровой молот, но здесь возможны отклонения по величине и потребуется дополнительная механическая коррекция. Продукция, сделанная на электровинтовом прессе, отличается высокой точностью и практически не нуждается в последующей обработке. Иногда снижение точности параметров оказывается выгоднее, чем практически полное соответствие размерам детали, поэтому при выборе способа учитывается конечная стоимость продукта. Аналогично проводят оценку других производственных методик.
В основе выбора технологии лежит технико-экономический анализ. Специалисты проводят сложные расчеты, определяя наиболее выгодные виды заготовок. При анализе учитываются издержки на материалы, создание инструментов и производство. Суммируя все факторы, удается выбрать метод, где совокупность затрат на материалы, инструменты, создание и последующую обработку изделия окажется наиболее низкой, но при этом выпускаемая продукция будет строго соответствовать нормам ГОСТ.
Технология изготовления художественных изделий из бронзы
Художественное литье из бронзы является популярным способом изготовления различных предметов интерьера:
- статуэток;
- сувенирных часов;
- гербов;
- письменных наборов.

Набор для письма из бронзы
Процесс литья бронзы трудоемкий и многоэтапный, но изделия из него отличаются хорошим внешним видом и качеством и поэтому пользуются популярностью.
Перед тем как изготовить то или иное изделие необходимо создать эскиз будущей конструкции. Эта работа выполняется художником и дизайнером. Разработанный ими рабочий чертеж является основанием для изготовления отливной модели, по которой будет формироваться опечатка будущего изделия.
Модели, используемые для художественного литья из бронзы и латуни, изготавливаются из таких материалов, как дерево или слоновая кость. Пластик или гипс для этих целей используется реже. Поверхность деревянной или слоновой модели обязана быть обработана шпаклевкой и грунтовкой.







После наносится специальный лак в несколько слоев. Такие манипуляции необходимы для того чтобы добиться максимально ровной и гладкой поверхности.
По типу конструкции выделяются следующие типы моделей:
- неразъемные – это монолитные изделия, которые применяются для ручного литья при домашних условиях;
- разъемные – это сборная конструкция, состоящая из отдельных разъединяющихся элементов;
- специальные – это шаблоны, которые применяются для литья сложных конструкций.

Пресс-форм для литья бронзы
После изготовления подходящей модели начинается производство литейной формы. Это довольно трудоемкий и долгий процесс, для выполнения которого необходимы формовочные композиции, специальный инвентарь и приспособления.
Сами литейные формы являются как одноразовыми, так и многоразовыми. Они наполняются расплавленным металлом, который после остывания принимает форму, идентичную будущей модели изделия.
Технология литья бронзы состоит из таких этапов:
- изготовления формы;
- расплавление металла;
- заливка;
- выбивка;
- очистка и окончательная обработка отливок.
Изготовление восковой модели для литья из бронзы в домашних условиях
Самоделки из двигателя от стиральной машины (видеоподборка, фото, схемы)
Самоделки из двигателя от стиральной машины (видеоподборка, фото, схемы)
Магниты заказал у ООО «НПК «Магниты и системы», прежде я уже покупал магниты при постройке ветряной электростанции. Магниты неодимовые, размер магнитов 20x10x5. Стоимость 32 штук магнитов с доставкой 1240 рублей.
Переделка ротора заключалась в снятии слоя сердечника (углублении). В образовавшемся углублении будут установлены неодимовые магниты. В начале на токарном станке было снято 2 мм сердечника – выступ над боковыми щечками. Затем было сделано углубление на 5 мм под неодимовые магниты. Итог переделки ротора можно видеть на фотографии.
Измерив длину окружности получившегося ротора, были произведены необходимые расчеты, после которых из жести был изготовлен шаблон-полоска. С применением шаблона ротор был разделен на равные части. Между рисками потом будут вклеены неодимовые магниты.
На один полюс использовалось 8 магнитов. Всего на роторе получилось 4 полюса. С помощью компаса и маркера все магниты были промаркированы для удобства. К ротору магниты приклеивались “Суперклеем”. Скажу, дело это кропотливое. Магниты очень сильные, приходилось их крепко держать при склеивании. Были моменты, когда магниты отрывались, прищемляли пальцы, а клей прилетал в глаза. Поэтому клеить магниты нужно с применением защитных очков.
Полость между магнитами решил заполнить эпоксидной смолой. Для этого ротор с магнитами был обернут несколькими слоями бумаги. Бумага закреплена скотчем. Торцы для дополнительной герметизации замазаны пластилином. В оболочке вырезано отверстие. Вокруг отверстия из пластилина сделано горлышко. В отверстие оболочки заливалась эпоксидная смола.
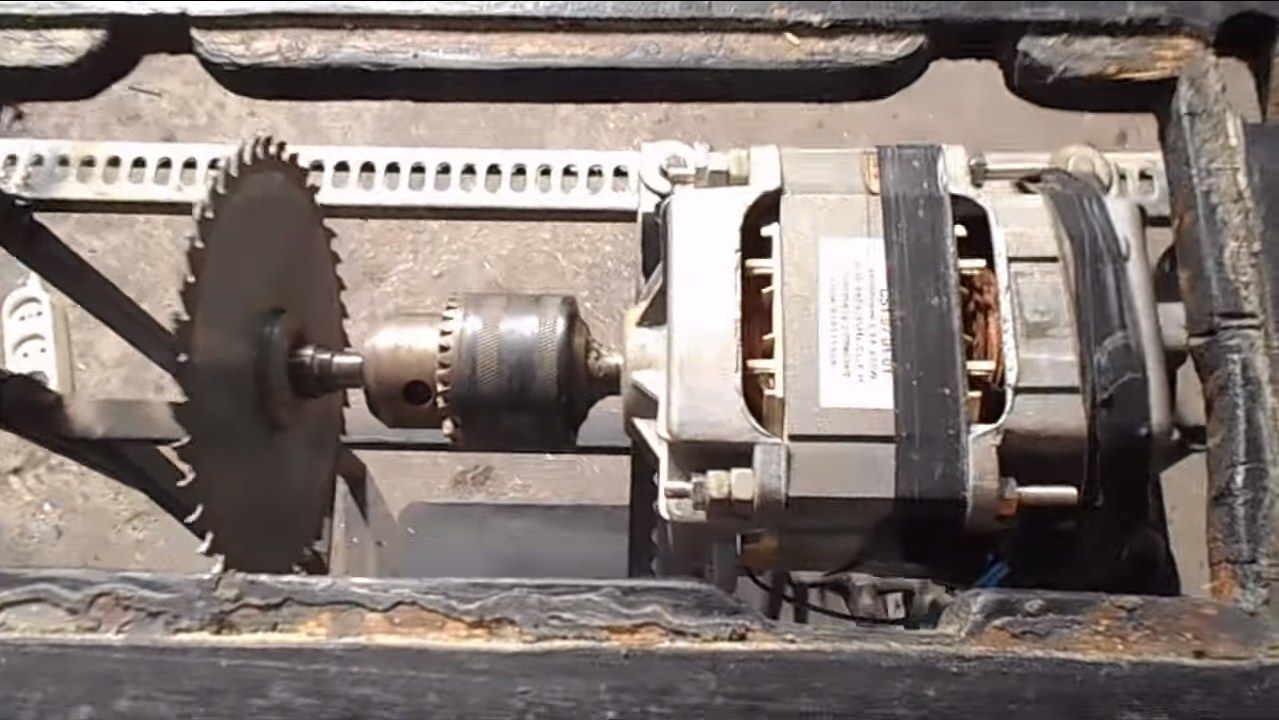
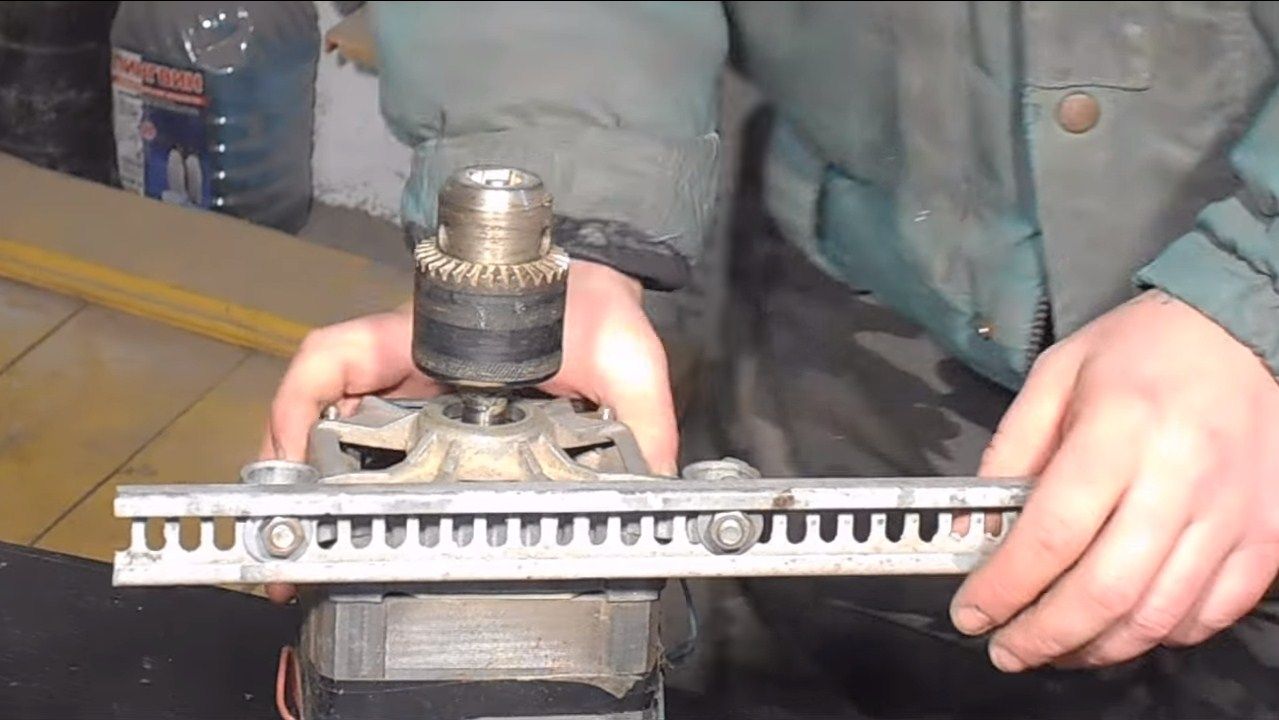
После застывания эпоксидной смолы, оболочка была снята. Ротор зажат в патрон сверлильного станка для последующей обработки. Шлифование проводилось наждачной бумагой средней зернистости.
Из электродвигателя выходили 4 провода. Нашел рабочую обмотку, а провода от стартовой обмотки отрезал. Установил новые подшипники, поскольку старые вращались туговато. Болты стягивающие корпус тоже установлены новые. Выпрямитель собран на диодах Д242, в качестве контроллера зарядки применяется контроллер «SOLAR», купленный еще несколько лет назад на Ebay.
Испытания генератора можно посмотреть на видео. Для зарядки аккумулятора достаточно 3-5 оборотов генератора. На максимальных оборотах дрели из генератора получилось выжать 273 Вольта. Увы, залипание приличное, поэтому на ветряк такой генератор ставить смысла нет. Разве что ветряк будет с большим винтом или редуктором. Генератор будет стоять на горнолыжном подъемнике. Испытания в полевых условиях уже этой зимой. Источник www.konstantin.in 4. Подключение и регулировка оборотов коллекторного двигателя от стиральной машины-автомат Изготовление регулятора: Настройка регулятора:
Тест регулятора: Регулятор на болгарке:
Скачать: Cхема управления двигателем на TDA1085.zip
5. Гончарный круг из стиральной машины 6. Токарный станок из стиральной машины автомат Как сделать переднюю бабку токарного станка по дереву из мотора от стиральной машины. и регулятора оборотов с поддержанием мощности. 7. Дровокол с двигателем от стиральной машины Самый маленький однофазный, винтовой колун с двигателем от стиральной машины мощностью 600 Вт. со стабилизатором оборотов Рабочие обороты: 1000-8000 об/мин. 8. Самодельная бетономешалка Простая самодельная бетономешалка, состоит из: бочка 200 л, двигатель от стиральной машины, диск от жигулей классика, редуктор сделанный из генератора запорожца, шкиф ведомый большой от стиральной машины фея, маленькие шкивы самоточки, шкиф барабанный сделан из этого же диска.
Подготовил и собрал воедино: Maximan
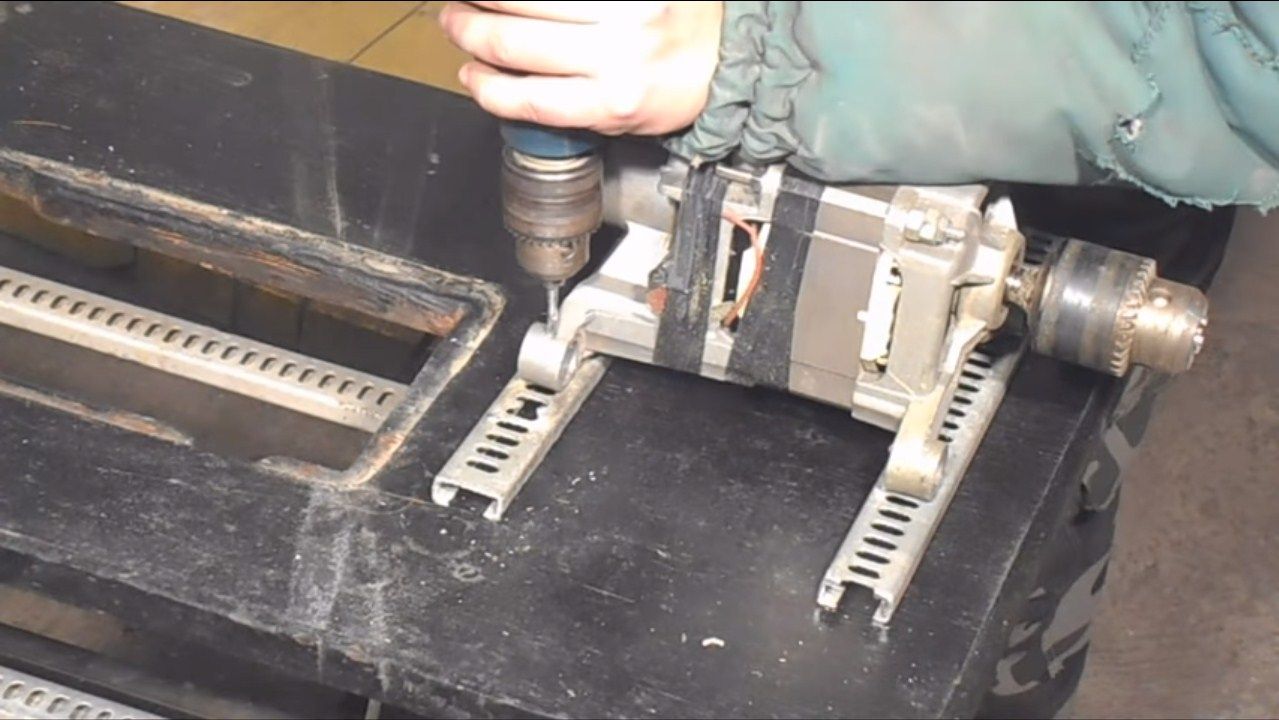
Делаем токарный станок по дереву из стиралки
Что можно ещё сделать с двигателем от стиралки? Одна из популярный идей – токарный станок по дереву. Рассмотрим поэтапный процесс.
| Иллюстрация | Описание действия |
|---|---|
| Для прочной фиксации двигателя на верстаке изготовьте крепежи из металлического уголка. Для этого высверлите отверстия для фиксации к ножкам мотора и столу. | |
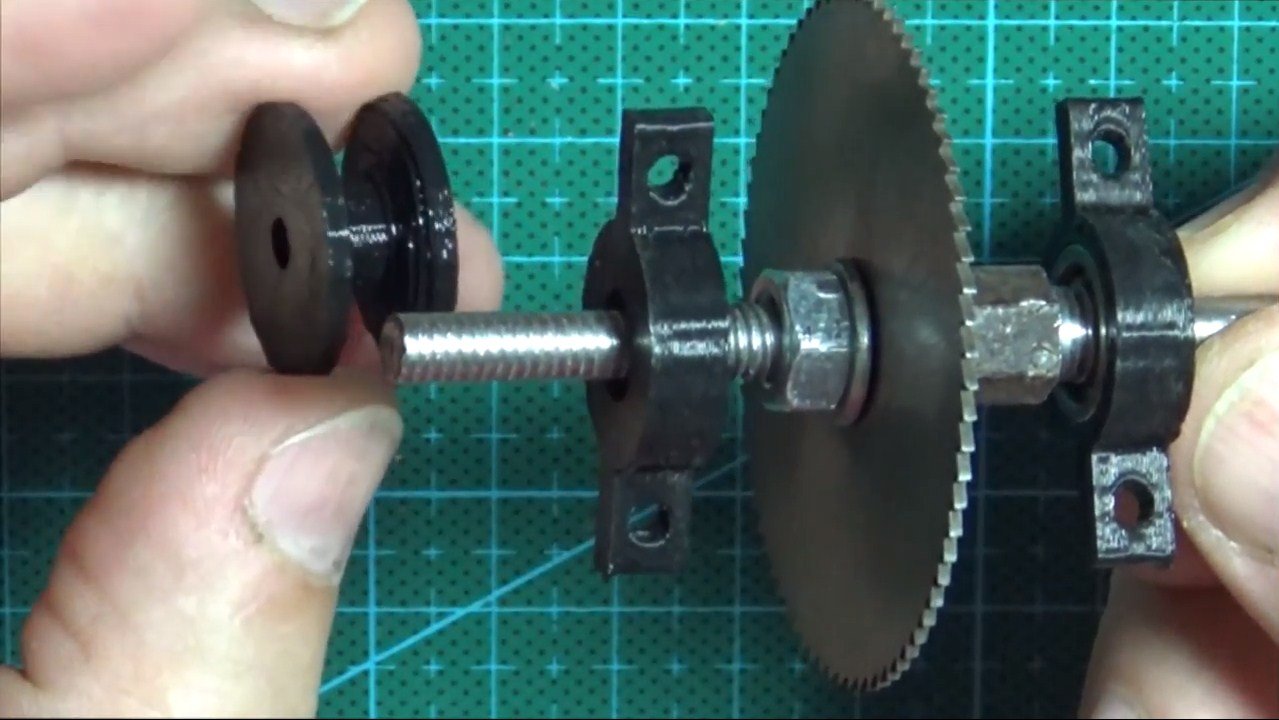
| Для крепления деревянной детали потребуется фланец, зафиксированный на валу мотора, и вот такие шпильки, изготовленные из обычных болтов со срезанными головками. Эти шпильки вкрутите в основание. Потребуется 3 шпильки. | |
| Фиксация мотора осуществляется к столу саморезами, к металлической части – болтами. | |
| Противоположный конец деревянной детали крепится таким приспособлением. Оно состоит из винта с петлёй, двух перпендикулярно закреплённых на уголки деревянных подставок. | |
| Эта деревянная деталь должна быть подвижной, чтобы можно было использовать разные заготовки. Для подвижности она крепится на нарезной шпильке с помощью болтов. | |
| Для управления мотором потребуется блок питания. Можно использовать одни из компьютерных блоков. Вам потребуется установить выключатели для регулировки скорости вращения. | |
| Как подключить мотор к блоку питания в анимации. | |
| Чтобы направлять инструменты, сделайте подручник. Он состоит из двух деревянных деталей и металлического уголка. Все части подвижны за счёт крепления на один болт. | |
| Нижняя часть подручника жёстко фиксируется на верстаке с помощью саморезов и уголков. | |
| Заготовка фиксируется на станке с двух сторон: слева − на шпильках, справа – на болт с ручкой. Для фиксации в заготовке нужно высверлить соответствующие отверстия. | |
| Для работы потребуются заточенные инструменты – резаки. | |
| Окончательная шлифовка заготовки производится с помощью полоски наждачной бумаги. |
Заменить электрический счетчик на новый
Центробежное литье. Суть способа. Основные операции и область использования
Принцип центробежного литья заключается в том, что заполнение фор-мы расплавом и формирование отливки происходят при вращении формы вокруг горизонтальной, вертикальной или наклонной оси, либо при ее вращении по сложной траектории. Этим достигается дополнительное воздействие на расплав и затвердевающую отливку поля центробежных сил. Процесс реализуется на специальных центробежных машинах и столах.
Чаше используют два варианта способа, в которых расплав заливается в форму с горизонтальной или вертикальной осью вращения. В первом варианте получают отливки – тела вращения малой и большой протяженности, во втором – тела вращения малой протяженности и фасонные отливки.








Наиболее распространенным является способ литья пустотелых цилиндрических отливок в металлические формы с горизонтальной осью вращения. По этому способу (рисунок 6.1) отливка 4 формируется в поле центробежных сил со свободной цилиндрической поверхностью, а формообразующей поверхностью служит внутренняя поверхность изложницы. Расплав 1 из ковша 3 заливают во вращающуюся форму 5 через заливочный желоб 2. Расплав растекается по внутренней поверхности формы, образуя под действием поля центробежных сил пустотелый цилиндр. После затвердевания металла и остановки формы отливку 4 извлекают. Данный способ характеризуется наиболее высоким технологическим выходом годного (ТВГ = 100%), так как отсутствует расход металла на литниковую систему.
Рисунок 6.1 – Схема получения отливки при вращении формы вокруг горизонтальной оси: 1 – расплав; 2 – заливочный желоб; 3 – ковш; 4 – отливка; 5 – форма
При получении отливок со свободной параболической поверхностью при вращении формы вокруг вертикальной оси (рисунок 6.2) расплав из ковша 1 заливают в форму 2, закрепленную на шпинделе 3, приводимом во вращение электродвигателем 4. Расплав 5 под действием центробежных и гравитационных сил распределяется по стенкам формы и затвердевает, после чего вращение формы прекращают и извлекают из нее затвердевшую отливку 6.
Рисунок 6.2 – Схема получения отливок при вращении формы вокруг вертикальной оси: 1 – ковш; 2 – форма; 3 – шпиндель; 4 – электродвигатель; 5 – расплав; 6 – отливка
Отливки с внутренней поверхностью сложной конфигурации получают с использованием стержней (рисунок 6.3, а) в формах с вертикальной осью вращения. Так отливают, например, венцы зубчатых колес. Расплав из ковша через заливочное отверстие и стояк 1 поступает в центральную полость формы 2, выполненную стержнями 3 и 4, а затем под действием центробежных сил через щелевые питатели – в рабочую полость формы. При этом избыток металла в центральной полости формы 5 выполняет роль прибыли, обеспечивая питание отливки при затвердевании.
Мелкие фасонные отливки можно получать центробежным литьем в песчаные формы (рисунок 6.3, б). Части формы 1 и 2 устанавливают на центробежный стол и крепят на нем. При необходимости используют стержни 4. Рабочие полости 3 должны располагаться симметрично относительно оси вращения для обеспечения балансировки формы. Расплав заливают через центральный стояк, из которого по радиальным каналам он попадает в полости формы. Технологический выход годного при таком способе литья приближается к выходу годного при литье в песчаные формы. При центробежном литье можно использовать песчаные, металлические, оболочковые и объемные керамические, а также комбинированные формы.
Рисунок 6.3 – Схема получения фасонных отливок: а – венец шестерни: 1 – стояк; 2 – центральная полость формы; 3 и 4 – стержни; 5 – прибыль; б – мелкие фасонные отливки: 1 – нижняя полуформа; 2 – верхняя полуформа; 3 – рабочая поверхность формы; 4 – стержень



