
Варианты самоделок
На основе фанеры вполне можно изготовить приличный токарный станок. Для работы понадобятся, кроме самого материала, следующие элементы:
- клей;
- пила циркулярная и пила торцовочная;
- карандаш или маркер, линейка (для отметок);
- фиксирующие струбцины;
- подшипники, краска, шурупы, шуруповерт;
- пластина из металла, электродвигатель и шкив;
- ряд других деталей.
Для формирования основания станка применяют клееную фанеру толщиной 1,2 см. После нарезки и склеивания заготовок края торцуют, а пазы используют для установки стоек. Переднюю бабку также делают из фанеры, в ней необходимо просверлить отверстие под подшипник. Некоторые гайки и шайбы целесообразно сажать на клей. Ширина платформы и направляющей части должна совпадать, причем качественно сделанная платформа с зажимами свободно ходит в двух плоскостях.
Изготовление задней и передней бабок не отличается. Обе они требуют специальной защиты. Крепить силовой привод нужно на доску, соединяемую с основанием при помощи петли. Чтобы сделать шпиндель, требуется приварить две гайки в шайбе, а потом проделать «зубы» в гайке. Станок обязательно окрашивают.
Из фанеры можно сделать, разумеется, еще и сверлильный аппарат. Поскольку он обычно рассчитывается на сравнительно небольшие заготовки, можно применять фанерные листы толщиной 1 см. Все детали требуется подгонять максимально плотно, чтобы не было визуально заметных разрывов
Важно: листовой материал плохо переносит грубые механические воздействия, поэтому стыковка частей на гвозди и саморезы будет плохой идеей, можно применять лишь шипы и пазы, да еще иногда клей ПВА для максимального упрочнения
Если планируется с помощью фанерного станка сверлить другие фанерные заготовки, требуется предусмотреть место для подкладки еще одного листа. В противном случае обрабатываемые изделия могут растрескаться и даже расколоться. Окрашивание аппаратов для сверления не слишком оправдано. Они подвергаются очень интенсивным вибрационным, тепловым и механическим воздействиям. А вот нанесение грунтовки очень даже полезно, особенно в мастерских, лишенных отопления.
Возможна и сборка фрезерных или деревообрабатывающих станков с ЧПУ. Траектория обрабатывающей части (как и в других типах) рассчитывается по трем осям. Если места в мастерской не хватает, можно использовать универсальные станины, рассчитанные на широкий спектр инструментов. Обычно рабочее поле составляет 60х90 см с вертикальным ходом 25 см.
Есть две основных схемы устройства любых фанерных самодельных станков. В одном варианте движется стол, а портал остается неподвижен, во втором – роли меняются. Первый способ позволяет упростить конструкцию, но пригоден лишь для очень малых рабочих столов. Поэтому на практике гораздо чаще используют подход с перемещением портала и неподвижностью стола. Но и во второй схеме могут быть частные варианты.
Прежде всего, они касаются использования единственного центрального или двух боковых приводов. Вариант с 2 приводами подходит для сравнительно громоздких конструкций. Он позволяет минимизировать риск перекашивания портала относительно направляющих. При этом вся сборка имеет отличную жесткость. Величина обрабатываемой области определяется теми задачами, которые предстоит решать.
Часто полагают, что геометрия портала, пропорции дистанции между осями и рабочими направляющими, промежутки между подшипниками могут быть рассчитаны только с учетом сопромата и точной механики. Это во многом верно, но базовые моменты доступны даже неспециалистам, а именно:
- уменьшение зазора над столом позволяет повысить жесткость конструкции;
- оси тоже следует делать жестче и не слишком большой длины;
- по возможности следует наращивать разрыв между направляющими по оси X, чтобы уменьшить ненормальное закручивание;
- центр тяжести портала должен соответствовать точке расположения фрезы и при этом оказываться между подшипниками оси Y (из-за этого часто вертикальные стойки изгибаются назад);
- требуется применять только приводные винты ШВП, дающие наименьший люфт;
- винт должен оснащаться парой независимых подшипников и присоединяться к мотору через гибкую муфту (тогда достигается баланс простоты и качества)
- сборка всех ключевых деталей может вестись на ящичных шипах (это куда эстетичнее, чем топорщащиеся во все стороны гайки).
Технологический процесс производства
Технологический процесс изготовления фанеры происходит в несколько этапов.
Склеивание
На специально оборудованных столах располагают листы шпона одинакового размера. Их поверхность очищают от древесной пыли и мелкого мусора, чтобы при склеивании не создавалось лишних бугорков. Далее, собирают и группируют по размерам в стопки для будущей склейки каждой плиты.
Вначале изготавливается хвойная фанера, как внутренний слой и будущий каркас. На первый лист наноситься влагостойкий клей, бакелитовая пленка или смола. Сверху его прижимают следующим листом шпона в результате получается своеобразный бутерброд. Процесс могут повторять до получения 3 и более слоев. Вся работа проводиться в хорошо проветриваемых помещениях из-за повышенной токсичности некоторых веществ в составе клея.
Часто, количество слоев увеличивают для повышения прочности. Например, такой способ применяют во время производства строительной фанеры.
Процесс склеивания фанеры
При склеивании волокна древесины каждого нового слоя стараются располагать перпендикулярно предыдущему, что в несколько раз увеличивает прочность будущей конструкции. Если слоев в плите четное количество, это значит, что направление внутренних волокон древесины расположено параллельно друг к другу. Для получения широких полноформатных листов используют способ ребросклеивания по продольным кромкам.
В случае обнаружения поврежденных участков на листах, их вырезают и заменяют специальными заранее подготовленными заплатками. Поврежденный шпон, стараются использовать для создания внутренних слоев фанеры.
Иногда на спиле листа можно увидеть резкие изменения цвета волокон с черными включениями. Это говорит о том, что производитель экономил на закупке качественной древесины, использовал подгнившее второсортное сырье или нарушил технологический процесс изготовления продукции. Такая плита редко когда выдерживает требуемые нагрузки и через непродолжительное время может разрушиться.
Холодное склеивание или термическая обработка под давлением
Первый способ – при холодном склеивании лист фанеры помещают в пресс и оставляют его там при комнатной температуре на 6 часов. После застывания, его отправляют на этап просушки.
Второй способ – готовые тщательно склеенные листы направляют под термопресс, где с давлением и высокой температурой соединения набирают окончательную прочность.
Процесс прессования фанеры
Нанесение покрытия
В отдельном цеху поверхность шлифуют и наносят разнообразные покрытия. Для этого используют всевозможные лаки, краски или готовые наклейки с изображениями.
В зависимости от покрытия фанеру разделяют:
- На облицовочную – состоит из нескольких слоев лущеного шпона. Имеет облицовочное покрытие с одной или с двух сторон.
- Ламинированную фанеру – покрытие чаще всего имитирует древесную структуру.
- Шлифованную и не шлифованную – на поверхности создаётся специфическая текстура.
Облицовка фанерой
Особенности производства разных видов фанеры
Бакелизированная фанера – имеет увеличенную прочность структуры. Эффект достигается пропитыванием листов шпона бакелитовой смолой с дальнейшим спрессовыванием, под высоким давлением с температурой 270 °C.
Водостойкая – для производства используется водостойкий фенолоформальдегидный или карбамидоформальдегидный клей.
Профилированная – имеет сложную волнообразную структуру волокон для увеличения продольной прочности.
Армированная – внутри размещают слой, который придает дополнительную прочность будущей плиты, вставка может быть металлопластиковой, стекловолоконной или в форме металлической сетки.
Авиационная фанера – производиться из березового шпона (один из самых легких материалов). Ее могут применять в авиастроении и создании легких конструкций.
Упаковка
Готовая продукция в зависимости от размера и пожеланий заказчика, упаковывается в различные влагозащитные материалы и коробки.
Производство фанеры не требует больших денежных вложений на закупку оборудования и запуск процесса производства. Принцип технологического процесса простой и малозатратный, потому начать свой бизнес по силе каждому предпринимателю.
Стадии производства фанеры
Фабричное производство фанеры разных видов, на некоторых этапах немного отличается, но основной технологический процесс ее изготовления остаётся все тем же.
Существуют следующие этапы производства:
- Подготовка древесины.
- Заготовка шпона.
- Склеивание шпона в листы.
- Нанесение защитного и облицовочного покрытия.
Заготовка древесины для получения фанеры

Для производства фанеры используется шпон из лиственных пород и хвойной древесины. Для наружных слоев предпочитают березу, реже граб, тополь, бук и ольху. Цена березового шпона в закупке материала, является самой дешевой, потому она и обрела такую популярность среди производителей. Граб, тополь, бук и ольху считают дорогостоящими материалами, потому их используют для производства шпона по индивидуальным заказам. С хвойных пород деревьев, часто изготавливают внутренний слой, из-за хорошей прочности и небольшой стоимости этой древесины в закупке.








Привезенный материал в первую очередь проходит калибровку на специальном станке. Снимаются все излишки, сучки и кора в результате достигается ровный круг на срезе в соотношении с центром древесины. Длинные бревна разрезаются на одинаковые чурки и направляются на этап варки.
Размягчённое в воде бревно легче поддается лезвиям станков, это в несколько раз ускоряет процесс нарезания и сохраняет длительное время податливость материала.
В воду могут добавлять вещества, придающие будущим изделиям дополнительные свойства. Как только древесина равномерно пропитываться влагой, ее отправляют на этап изготовления шпона.
Процедура изготовления и отделки шпона
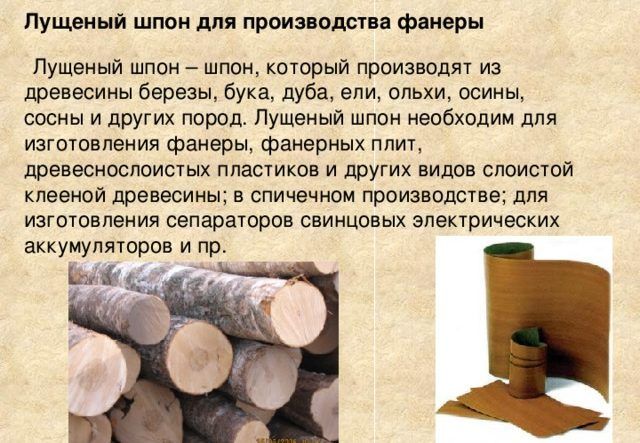
Шпон для производства фанеры
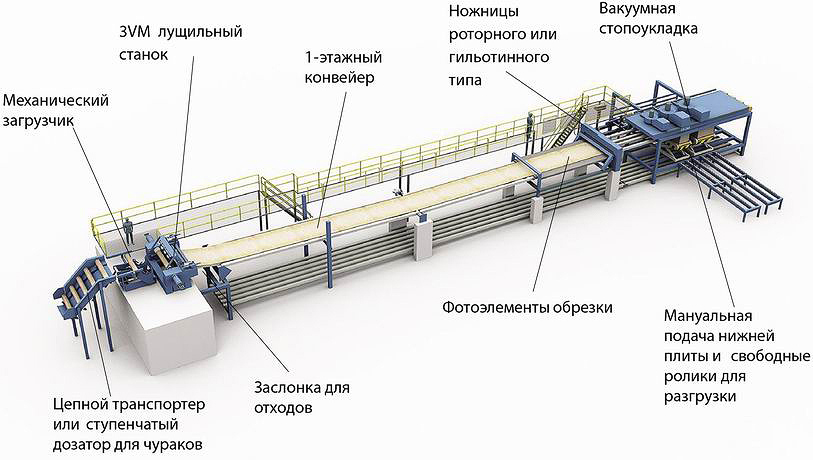
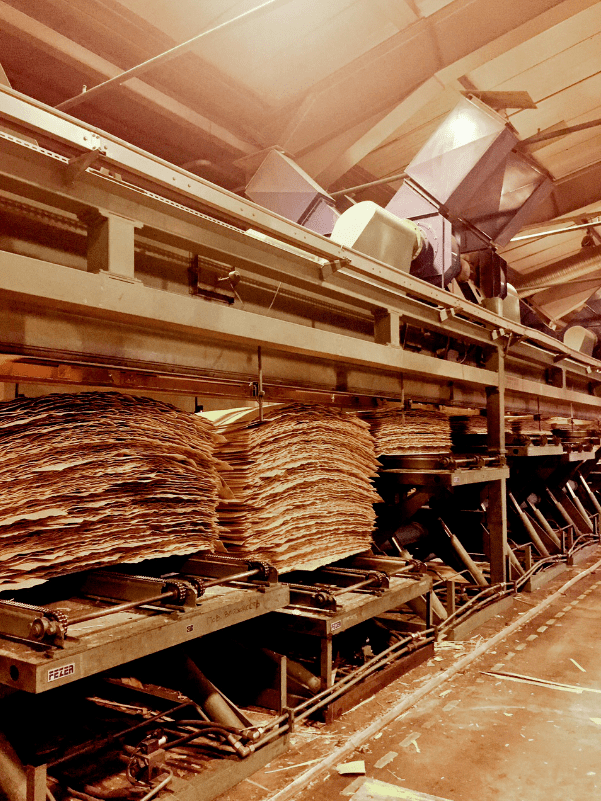
Подготовленные бревна загружают в специальные установки, фиксируя их между тремя валиками и, с помощью лезвий срезают листы или ленту шпона. Валики одновременно фиксируют и вращают бревна с заданной скоростью. Размеры определяют в зависимости от технических характеристик лущильного станка и размеров готовой продукции. Листы складывают в стопки, а ленту сматывают в рулон.
Далее, шпон загружают в форматно-раскроечный станок, с которого выпускают ленту и ножами нарезают ее на листы требуемых размеров. Весь процесс автоматический и настраивается оператором станка.
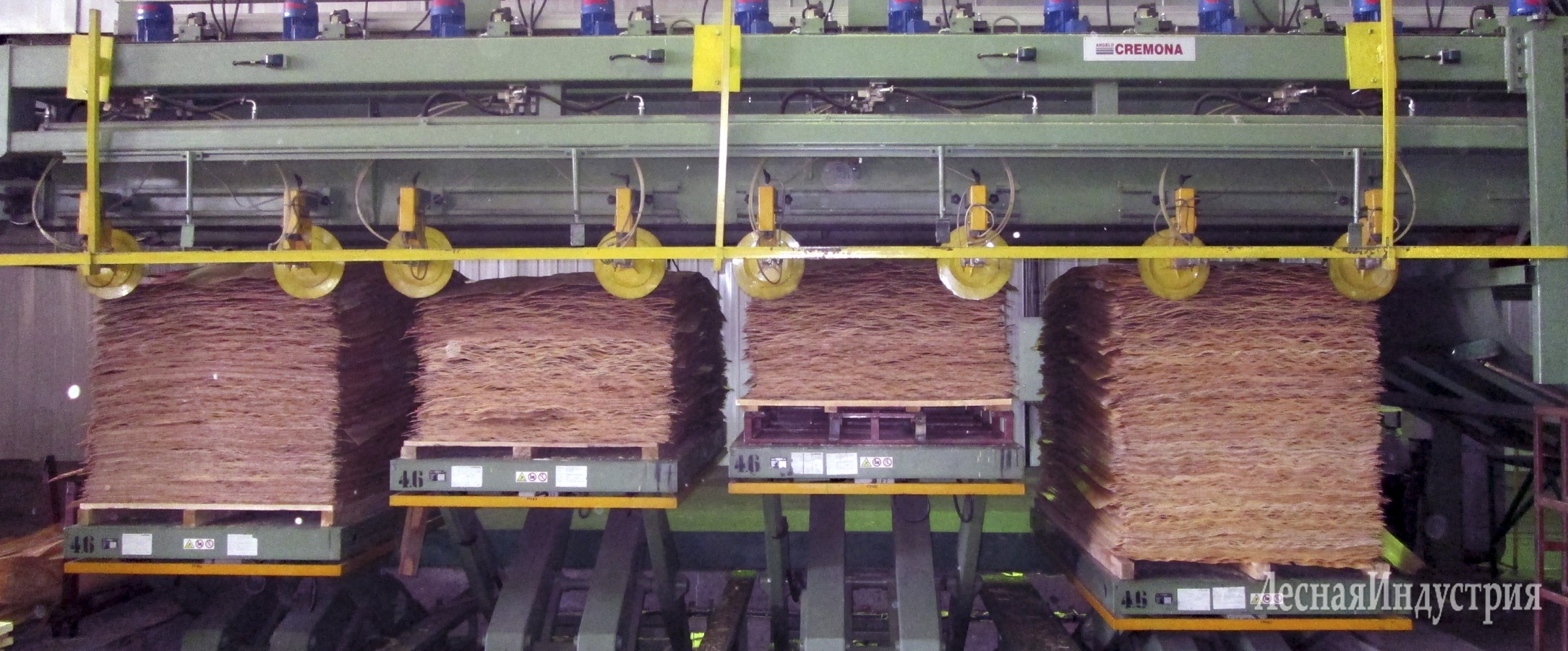
Сушка проводится в специальных закрытых помещениях, с автоматическим контролем температуры. Горячий воздух стараются распределять неравномерно, чтобы разделить сушку на несколько последовательных этапов. Рулоны или листы в подвешенном состоянии перемещают по многоэтажной роликовой системе. Это позволяет провести процесс сушки максимально эффективно с соблюдением всех временных ограничений. Влажность шпона должна быть – от 4 до 6%.
После сушки, шпон проходит ОТК. Контролеры и рабочие удаляют все дефектные участки, листы сортируют согласно требуемым размерам и влажности. Готовый элемент отправляют в цех производства фанеры.

Цех по производству фанеры
Стадии производства фанеры
Фабричное производство фанеры разных видов, на некоторых этапах немного отличается, но основной технологический процесс ее изготовления остаётся все тем же.
Существуют следующие этапы производства:
- Подготовка древесины.
- Заготовка шпона.
- Склеивание шпона в листы.
- Нанесение защитного и облицовочного покрытия.
Заготовка древесины для получения фанеры
Для производства фанеры используется шпон из лиственных пород и хвойной древесины. Для наружных слоев предпочитают березу, реже граб, тополь, бук и ольху. Цена березового шпона в закупке материала, является самой дешевой, потому она и обрела такую популярность среди производителей. Граб, тополь, бук и ольху считают дорогостоящими материалами, потому их используют для производства шпона по индивидуальным заказам. С хвойных пород деревьев, часто изготавливают внутренний слой, из-за хорошей прочности и небольшой стоимости этой древесины в закупке.
Привезенный материал в первую очередь проходит калибровку на специальном станке. Снимаются все излишки, сучки и кора в результате достигается ровный круг на срезе в соотношении с центром древесины. Длинные бревна разрезаются на одинаковые чурки и направляются на этап варки.
Размягчённое в воде бревно легче поддается лезвиям станков, это в несколько раз ускоряет процесс нарезания и сохраняет длительное время податливость материала.
В воду могут добавлять вещества, придающие будущим изделиям дополнительные свойства. Как только древесина равномерно пропитываться влагой, ее отправляют на этап изготовления шпона.
Процедура изготовления и отделки шпона
Шпон для производства фанеры
Подготовленные бревна загружают в специальные установки, фиксируя их между тремя валиками и, с помощью лезвий срезают листы или ленту шпона. Валики одновременно фиксируют и вращают бревна с заданной скоростью. Размеры определяют в зависимости от технических характеристик лущильного станка и размеров готовой продукции. Листы складывают в стопки, а ленту сматывают в рулон.
Далее, шпон загружают в форматно-раскроечный станок, с которого выпускают ленту и ножами нарезают ее на листы требуемых размеров. Весь процесс автоматический и настраивается оператором станка.
Сушка проводится в специальных закрытых помещениях, с автоматическим контролем температуры. Горячий воздух стараются распределять неравномерно, чтобы разделить сушку на несколько последовательных этапов. Рулоны или листы в подвешенном состоянии перемещают по многоэтажной роликовой системе. Это позволяет провести процесс сушки максимально эффективно с соблюдением всех временных ограничений. Влажность шпона должна быть – от 4 до 6%.
После сушки, шпон проходит ОТК. Контролеры и рабочие удаляют все дефектные участки, листы сортируют согласно требуемым размерам и влажности. Готовый элемент отправляют в цех производства фанеры.
Цех по производству фанеры
Технология изготовления фанеры своими руками
Сегодня фанеру можно приобрести в каждом строительном магазине. Но многих любителей все делать самостоятельно интересует, как сделать фанеру своими руками. Оказывается, и это возможно. Для изготовления фанеры вам понадобится шпон, его также можно сделать самостоятельно.
Изготовления шпона в домашних условиях
Шпон делится на три вида:
Натуральный – шпон, который имеет натуральный цвет и структуру древесины. Изготавливается путем спиливания, слущивания и строгания тонких слоев
Важно сохранить древесную структуру. Экологически чистый материал, очень легкий.
Цветной шпон – это тот же натуральный шпон, только окрашенный в различные цвета.
Файн-лайн – получается после реконструкции старого лущеного шпона, который формируют в блоки, а из них, в свою очередь, изготавливают шпон
Он может иметь любую цветовую гамму, рисунок и размеры как у натурального дерева.
В зависимости от способа изготовления бывает:
- Шпон пиленый – из всех видов самый толстый материал, получается в процессе пиления.
- Строганый шпон – получается в процессе строгания деревянных брусков.
- Лущеный шпон – изготавливается при помощи шпонолущильного механизма.
Обзор производителей
На данный момент популярностью пользуются следующие изготовители:
Объединенная группа . Холдинг включает шесть предприятий, выпускающих качественную продукцию, которая зарекомендовала себя для различных видов работ
Особое внимание заслуживает березовая фанера, отвечающая современным стандартам качества.
ООО «Сыктывкарский фанерный завод». Основное направление – выпуск большеформатных листов, которые используются для обшивки или изготовления мебели
Также имеется линия производства ламинированной продукции.
Группа . Выпускает отличные фанерные материалы 27 форматов с 30 вариантами толщины, специализируется на березовых и ламинированных плитах.

Качество Российской фанеры признано во всем мире, поэтому многие зарубежные компании создают дочерние предприятия, что позволяет позиционировать товар совместно с лидирующими брендами Также часть рынка занимают азиатские производители, качество продукции которых не всегда отвечает заявленным параметрам.
Особенности фанеры сорта 4 4
Укладка линолеума на фанеру: преимущества, технология и полезные советы Среди большинства потребителей очень востребована сегодня фанера сорт 4 4, что это значит и что послужило этому причиной? Прежде всего ее низкая стоимость и отличные эксплуатационные характеристики. Этот материал отличает высокое качество соединения слоев и нешлифованная поверхность (содержит много дефектов), поэтому он используется лишь для изготовления упаковочной продукции и тары. Пригоден для настилания черного пола и для базового основания под ковролин и прочие финишные покрытия.
Технические параметры листов:
- размер листов 1500х1500 мм;
- толщина полотна – 8 мм;
- отклонение по ширине/длине – в пределах 2 мм;
- ІV сорт.
Фанера ФСФ хвоя,1, 22*2, 44 18 мм, нешлифованнаяИсточник tap.az
Материалы
-
Нешлифованная
. Это самый бюджетный вариант фанеры. Она используется только для черновых работ. Ее поверхность имеет множество различных дефектов. - Шлифованная с 1 стороны.
- Шлифованная с 2 сторон.
- Ламинированная. Это наиболее дорогостоящий вид фанеры. Но вместе с тем, она имеет очень большое количество преимуществ. Во-первых, она приобретает декоративность и годится для производства мебели, упаковки, чистовой отделки и т.д. Во-вторых, защитный слой ламинации на смоляной основе делает ее более плотной и, самое главное, влагостойкой. Слой ламинации как бы обволакивает фанеру и не дает влаге проникнуть внутрь.
Как обработать поверхность → Отделка помещений → Как правильно выбрать краску → Технологии обработки поверхностей → Выравниваем и отделываем стены → Выбор и нанесение грунтовки → Удаление с поверхности → Натяжные потолки и технологии→ Обзоры и отзывы
Подбор материала
Чтобы в последствии не возникало вопроса, почему скрипит ламинат, необходимо правильно выбрать фанеру под основу. Определившись с общими качествами фанеры, стоит поговорить об отдельных её марках и определить, какую фанеру стелить под ламинат.








Разновидностей фанеры существует огромное множество, среди которого встречаются дешёвые очень дорогие варианты, например, марка БС имеет очень высокую цену и используется только в строительстве водных судов и воздушного транспорта.
Также фанера различается своей прочностью, влагостойкостью и токсичностью, которая не позволяет использовать определённые марки в закрытых помещениях (прочитайте: «Какая фанера лучше для пола – выбираем марку и сорт материала»).
Разновидности фанеры, применяемые для укладки пола в помещениях:
- Фанера марки ФСФ имеет высокий показатель влагостойкости, однако не рекомендуется к применению в жилых помещениях из-за токсичности клея.
- ФОФ – марка фанеры, которая совершенно безвредна, ведь для её изготовления используются клея без токсинов, однако здесь проявляется её минус – плохая влагостойкость.
- Марка ФК способна выдержать воздействие небольшого количества воды, однако поливать её также не стоит. Фанера безвредна и может применяться для монтажа основания под ламинат.
Говоря о том, какая фанера нужна для пола под ламинат, также стоит обратить внимание на материал, из которого склеивается фанера:
- Хвойная основа устойчива к различным воздействиям, например, грибку, однако при взаимодействии с клеем смола может выделять токсины, поэтому её практически не применяют в жилых помещениях.
- Берёзовая фанера – лучшее решения для укладки основания под ламинат, ведь она не выделяет токсинов и достаточно прочна, однако от грибка и вредителей её стоит обработать специальными антисептиками.
Рассмотрев все вариации фанеры, стоит отметить, что фанера марки ФК из берёзы – идеальный вариант для настила под ламинат, а для наружной работы лучше применять марку ФСФ из хвои.
Выбрав марку фанеры, стоит выбрать подходящий сорт и кодировку. Сорта делятся по качеству материала:
- Первосортная фанера не имеет каких-либо изъянов и может применяться для выравнивания пола, однако она имеет очень высокую цену.
- Второсортная фанера имеет небольшие недостатки, например, вставки шпона и сучков. Применяется для укладки основания, однако это также не самый дешёвый вариант.
- Третьесортная фанера – идеальный вариант для настила под ламинированное напольное покрытие. На поверхности фанеры находится множество сучков и трещин, однако они не помешают работе. Фанера обладает прекрасным сочетанием цены и качества. Лучше делать выбор так, чтобы толщина фанеры под ламинат была чуть больше, чем будет указано ниже.
- Четвёртый сорт фанеры не подойдёт для монтажных работ, связанных с полом, ведь он имеет сильные неровности, а его цена не сильно ниже предыдущего варианта.
На ценнике фанеры также будет написана кодировка, например, ФК-3Е1Ш1, которая нам нужна. В ней указана различная информация о фанерном листе, разбираться в которой нет необходимости.
Инструмент и краска
Для покраски фанеры нужен какой-либо из следующих инструментов:
- валик;
- кисть малярная;
- распылитель.
Каким из перечисленных инструментов воспользоваться — зависит от вида и площади окрашиваемой поверхности. Валик лучше использовать для покраски ровных поверхностей средних размеров (шкаф, шифоньер). Желательно, чтобы валик был поролоновый. Меховым валиком пользоваться для покраски в этом случае неудобно — после него на поверхности остается ворс. Кисть — незаменимый инструмент для покраски торцов, углов, а также различных фигурных элементов. Ну а распылитель хорошо сэкономит время при покраске больших ровных площадей, например, пола.
Что касается типа краски, то здесь нужно обращать внимание на следующие факторы:
- условия, в которых будет находиться изделие из фанеры;
- класс окрашиваемого материала;
- цель покраски.
Если окрашенная фанера будет располагаться на открытом воздухе или в помещении с повышенной влажностью, то рекомендуется использовать акриловую краску. Красящий слой наносится в два слоя. При этом, обрабатываются обе стороны листа, а также торцы.
Если при изготовлении фанеры использовался фенолформальдегидный клей, то здесь потребуется фасадная краска. Такая краска еще применяется для окрашивания древесины. Фанера, которая применяется для изготовления мебели, обрабатывается краской на водной основе. Такая краска имеет ряд преимуществ:
- быстро сохнет;
- отсутствие неприятного запаха;
- качественное сцепление с поверхностью.
Под целью покраски подразумевается внешний вид поверхности. То есть, нужно ли подчеркивать красоту окрашиваемой поверхности или же такая задача не ставится.

Сфера применения
Фанера – это строительный материал в форме многослойной плиты, созданный через склеивание слоями лущеного шпона с использованием дополнительных фиксирующих компонентов. Для производства конструкций применяют плиту с разным количеством слоев, склеенных по определенному принципу.
Фанера применяется:
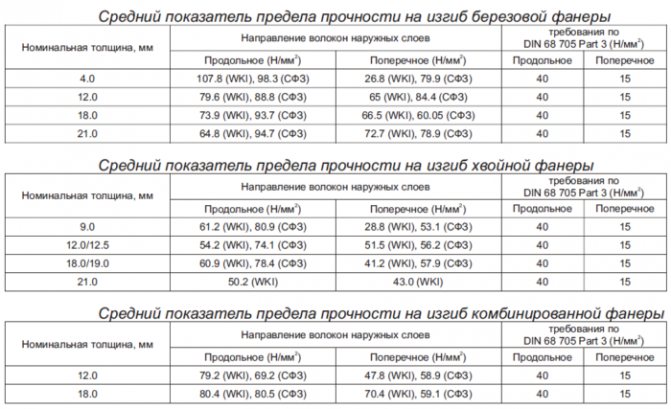
Предел прочности фанеры на изгиб
- Для конструирования больших и маленьких летательных аппаратов.
- Для строительства конструкций разных размеров.
- Во всех направлениях производства мебели.
- В производстве облицовочных материалов.
- В производстве строительных материалов.
- В создании музыкальных инструментов.
- Как основу рекламных щитов.
- Для установки опалубки.
- В производстве тары.
- И в других сферах.
Сфера применения
Фанера – это строительный материал в форме многослойной плиты, созданный через склеивание слоями лущеного шпона с использованием дополнительных фиксирующих компонентов. Для производства конструкций применяют плиту с разным количеством слоев, склеенных по определенному принципу.
Фанера применяется:
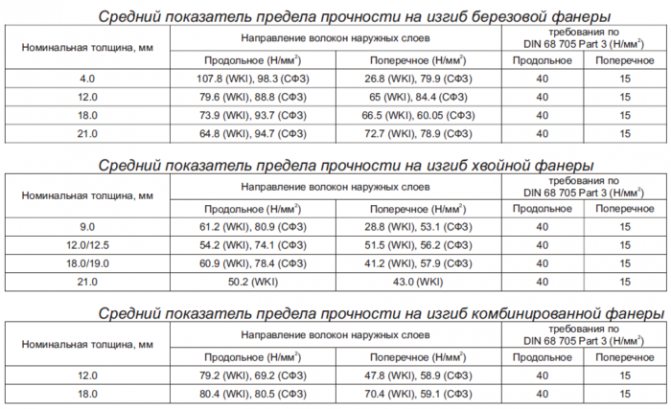
Предел прочности фанеры на изгиб
- Для конструирования больших и маленьких летательных аппаратов.
- Для строительства конструкций разных размеров.
- Во всех направлениях производства мебели.
- В производстве облицовочных материалов.
- В производстве строительных материалов.
- В создании музыкальных инструментов.
- Как основу рекламных щитов.
- Для установки опалубки.
- В производстве тары.
- И в других сферах.
Оборудование для производства фанеры
В этом вы можете убедиться, изучив таблицу расценок на основные компоненты производственной линии:
| № | Название оборудования | Картинка | Описание оборудования | Примерная стоимость, руб. |
|---|---|---|---|---|
| Итого: | 3 540 000 рублей | |||
| 1. | Лущильный станок | Оборудование используется для снятия первого слоя шпона. Наличие дебаркера обеспечивает высокое качество начальной обработки чурака. С помощью хорошей фрезы заготовке придается правильная форма. Наличие гибкого гофрированного шланга позволяет беззаботно удалять отходы во время работы. | От 170 000 | |
| 2. | Делительный станок | С помощью этого оборудования осуществляется деление ленты шпона на отдельные дощечки или листы необходимой ширины. Задается ширина листа с помощью специального электронного устройства. Использовать это оборудование необходимо на одной линии со станком по производству шпона. Ширина обрабатываемого шпона может составлять до 1600 миллиметров. | От 1 120 000 | |
| 3. | Калибровочный станок | Оборудование производится на основе станков эстакадного типа. Наличие высокооборотного привода позволяет управлять скоростью работы станка. Удобства при работе на станке придаются благодаря возможности автоматического управления столом. Благодаря этому агрегату осуществляется калибровка поверхности плиты. | От 650 000 | |
| 4. | Фанерный пресс | Основание оборудования изготовляется литым из стали или сварным из балок соответствующего профиля. В основание встраиваются в различных прессах от одного до восьми гидроцилиндров диаметром 200-650 мм. Нагревательные плиты выполняются толщиной 38-50 мм для производства фанеры. | От 1 600 000 |
Для работы на оборудовании вам нужно нанять несколько разнорабочих, а также технолога, который будет следить за процессом. Не забудьте и о бухгалтере – вести без него документацию ООО будет крайне трудно.
Технология производства фанеры. Из каких этапов состоит процесс?
Необходимое оборудование. Применение фанеры.
https://youtube.com/watch?v=ozti4AK-XSQ
Технология производства фанеры
Технология производства фанеры сегодня подразумевает минимальное использование ручного труда. Большинство операций в технологическом процессе проводится станками и роботизированными линиями. Но, даже при таком высоком уровне развития оборудования для производства фанеры без профессиональных кадров не обойтись.
Самые ответственные операции в процессе производства – отбор древесины, выбраковка, подбор качественного шпона проводится вручную. А вот среди необходимого оборудования для производства фанеры должны быть:
- окорочной станок;
- ванна для замачивания заготовок;
- лущильный станок;
- гильотина;
- туннельная сушилка;
- станок для нанесения клея;
- линия для склеивания;
- прессы для холодного и горячего склеивания;
- форматно-раскроечный станок;
- шлифовальная установка.
Это далеко не полный перечень оборудования для производства. Для расширения ассортимента продукции в перечень оборудования можно включить и станок лазерной резки материала, и станок для фасонной формовки изделий.









Заготовка древесины для получения фанеры
Для получения продукции самого высокого качества требуется отбор самого качественного сырья. Лучшим сырьем считается липа и береза. Из лиственных пород получается продукция среднего качества. А вот из хвойных обычно получается продукт самого низкого качества, используемый в строительстве как технологический материал для опалубки или возведения временных конструкций.
Перед тем как поступить на лущильный станок, древесина сначала пропаривается или погружается в бассейн с горячей водой. Это необходимо для того, чтобы из дерева были удалены смолы и деготь, а сами волокна стали более пластичными.
Процедура изготовления и отделки шпона
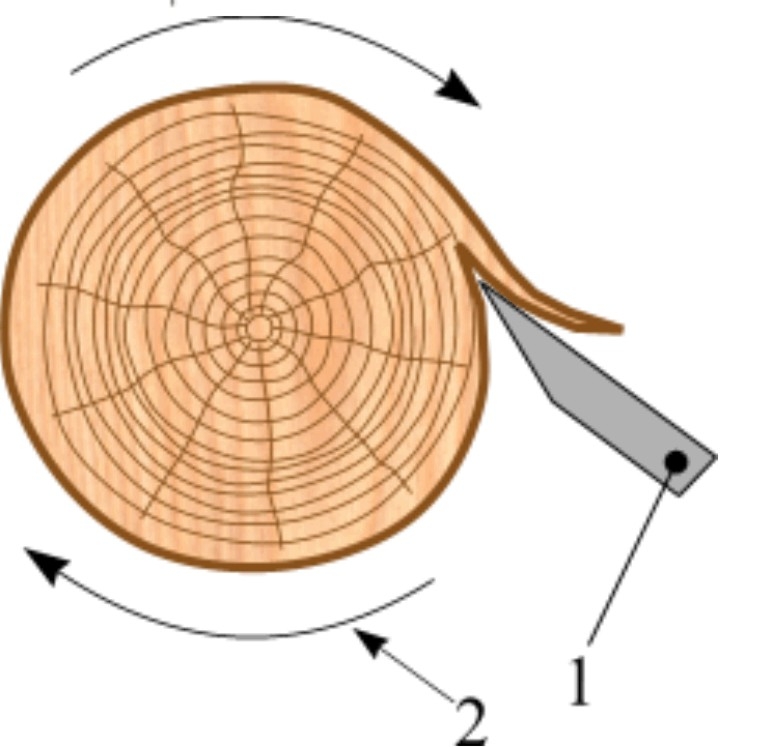
После пропаривания, заготовки поступают на лущильный станок. Здесь бревно зажимается как в токарном станке в двух центрах, и начинает вращение вокруг оси. Нож шириной во всю длину бревна начинает снимать шпон. Эта процедура напоминает разматывание рулона бумаги. Только вместо бумаги получается полотно из шпона толщиной 1-1,4 мм. В изготовлении фанеры высокого качества необходимо чтобы шпон был одной толщины по всей длине отрезка.

Что это такое?
Что делают сначала натяжной потолок или обои
Ламинированная фанера – это фанера, которая не боится воды и устойчива к механическим повреждениям благодаря специальной защитной оболочке, покрывающей её снаружи. Внутренние слои, как и у обычной фанеры, изготовлены из нескольких слоёв склеенного и спрессованного шпона (тонких срезов древесных стволов от 1 до 10 мм толщиной), ДВП или комбинации этих материалов. Для придания повышенной влагостойкости слои шпона также могут пропитываться водоотталкивающими составами.
Обычно технология создания ламинированной фанеры предполагает следующее:
- слои шпона пропитывают водозащитными и клеящими составами и соединяют методом горячего прессования (давление от 13 до 30 кг/см², температура – 130° C);
- поверхность полученного фанерного листа шлифуют и термическим методом наносят ламинирующую плёнку;
- торцы ламинированной фанеры защищают акриловым составом, иногда их тоже ламинируют, но это сильно повышает стоимость материала.
Сборка фанеры
Готовые листы шпона можно собирать в пакеты:
- Нанесите клей на обе стороны шпона и соедините между собой листы в пакеты.
- Отправьте пакеты под холодный пресс.
- Склейте пакеты шпона в листы фанеры при помощи горячего пресса. Не забывайте, что количество листов шпона должно быть нечетным, соединять их нужно так, чтобы волокна склеиваемых листов были перпендикулярны друг к другу.
- Теперь можно обрезать листы фанеры по нужным вам размерам.
- Зашлифуйте фанеру при помощи шлифовального станка так, чтобы поверхность стала идеально гладкой.
- Готовую фанеру можно декорировать краской или вскрывать лаком.
Количество слоёв шпона
Второй критерий — количество слоев шпона. Оно начинается с трех, при этом оно всегда нечетное. Это объясняется особенностями производства фанеры — для увеличения механической прочности листа направление волокон листов шпона при укладке чередуется, а нечетность позволяет сохранять одинаковый внешний вид с обеих сторон. Исключение составляет четырехслойная — у нее направление волокон двух внутренних слоев совпадает, а наружные укладываются перпендикулярно внутренним. На заводах по производству фанеры необходимая толщина фанеры достигается только соединением нужного количества слоёв шпона.
Монтаж фанеры на пол
Укладка в качестве чернового пола
Использование фанеры как одного из видов чернового настила – это самое простое и доступное решение.
Укладка фанеры на бетонный пол осуществляется листами толщиной 10-12 мм, которые клеятся непосредственно на основание. Перед тем, как стелить фанеру на пол, основание должно быть подготовленным и иметь ровное покрытие. В процессе укладки обязательно нужно оставлять 3-4 миллиметровые промежутки между листами, а также отступ между листами и стеной. Это даст возможность фанере легко расширяться в связи с изменениями климатических условий.

Кроме того, фанерой можно выравнивать большие перепады высот, главное вооружиться специальными крепежами.
- Если планируется обустройство регулируемых полов, то лаги не потребуются, нужны лишь специальные крепежи, устанавливаемые под фанеру.
- Возможна укладка фанерных листов на лаги или балки перекрытия. В этом случае необходимо понимать, какую фанеру использовать для пола по лагам лучше всего. Понадобятся плиты не менее 12 мм и готовое каркасное основание. Такой пол потребует больше всего времени на его реализацию, в нем есть необходимость, когда нужно утеплить пол или приподнять его на требуемую высоту. Использование регулируемых лаг позволяет устранить разность высот пола. Именно поэтому регулируемые лаги достаточно часто используются строителями.
Фанера в качестве выравнивающего слоя
Очень часто встречаются ситуации, когда старый пол уже утратил свой прежний вид, но все еще может без проблем эксплуатироваться. На такой пол можно смело уложить напольное покрытие.
Но если вы не хотите, чтобы оно испортилось раньше срока, стоит провести монтаж дополнительного промежуточного выравнивающего слоя из фанеры.
Монтаж фанеры на пол из дерева производится при помощи саморезов. Этот процесс является довольно легким и быстрым.

С тем, какую фанеру выбрать для пола в данном случае, мы теперь разобрались.
Однако для того, чтобы она прослужила долго, нужно во время монтажа придерживаться ряда правил:
- листы должны крепиться надежно, не нужно забывать о зазорах;
- шляпки саморезов должны садиться под потай;
- все неровности следует устранить шлифовальной машиной;
- все трещины и впадины должны быть прошпаклеваны;
- дополнительно нужно простелить подложку.
Фанера в качестве чистового покрытия
Опытным специалистам под силу сделать из фанеры настоящий паркет дворцового образца. Обычно для этих целей раньше использовался лишь паркет высочайшего качества.
В настоящее время, чтобы достичь такого результата, нужно взять материал первого сорта со шлифованной лицевой поверхностью. Чтобы получился красивый узор, фанера после укладки шлифуется, вскрывается морилкой и паркетным лаком.



