Самодельные инструменты и станки
Трубогиб
Устройство для гибки металла представляет собой металлический стержень, приваренный к станине. Стержень состоит из куска арматуры. На штифт надевается труба, а с другой стороны в трубу вставляется длинный кусок арматуры. При нажатии на рычаг трубка изгибается на нужный угол. Устройство подходит для небольших сечений круглых труб.
Приспособление для сгибания профилированных труб
Владельцы теплиц знают, насколько важно иметь приспособление для гибки отрезков из профильной трубы. Изогнутый профиль используется как арочная конструкция для формирования полиэтиленовых покрытий теплиц
Трубогиб позволяет существенно сэкономить на строительстве теплицы. Конструкция состоит из 3-х роликов: два — направляющих, а третий ролик выполняет направляющую функцию.
Профильная труба вставляется в отверстие между двумя колесами и роликом. Ролик имеет упор и поворотное устройство в виде рычага или привода электродвигателя.
Изготовление трубогиба своими руками
- К металлическому каркасу из отрезков гладкой арматуры приварены две оси, на которые устанавливаются старые автомобильные ступицы.
- Со ступиц снимаются выступающие фаски, чтобы боковые поверхности роликов были гладкими.
- В проем между ступицами вставляется канал полками вверх.
- Такой же профиль вставляется в швеллер меньшей ширины с опущенными полками.
- Сверху к внутреннему профилю приваривается ось, на которой крепится третья ступица.
- К станине приваривается вертикальная полка из листовой стали.
- В вертикальной планке просверливается отверстие и запрессовывается подшипник.
- Гайка закреплена на центральном канале сваркой.
- Одним концом в гайку ввинчивается вал винта.
- Хвостовик винта продевается через подшипник в вертикальную штангу.
- С обратной стороны ремешка к стержню приварена вращающаяся ручка.
- К оси приводной ступицы приваривается поворотный рычаг.
Теперь машина готова к работе. Между роликами вставляется профильная труба и фиксируется винтом. Вращающийся рычаг приводит в движение ролики, которые тянут трубку, изгибая ее. Радиус изгиба задается ручкой винта.
Станок для гибки автомобильных ступиц — один из вариантов устройства. Существует множество моделей складных устройств. В некоторых моделях приводной ролик коаксиально соединен с приводным валом.
Роликовые ножницы и особенности резки листового металла
В металлообрабатывающей промышленности для обработки листового материала используются роликовые ножницы или ножи. Ножами этот инструмент называют по причине того, что его работа основывается на применении двух режущих дисков. Процесс резания основывается на том, что ролики вдавливаются в листовой материал с двух сторон — сверху и снизу. При этом происходит его разрезание без применения каких-либо острых ножей. Роль режущих и острых ножей играют ролики, которые соприкасаются стенками друг к другу с двух сторон.

Ролики не только режут листовой материал, но еще и облегчают процесс перемещения инструмента по поверхности листа. Это означает, что резать роликовым ножом не только удобно, но еще и эффективно. Если сравнить работу устройства с ручными ножницами, то следует отметить такие достоинства:
- Скорость — разрезать лист стали роликовыми ножницами можно за считанные секунды, а использование ножниц требует много времени, которое зависит от длины разрезаемого материала
- Качество реза — роликовый нож режет не только быстро, но еще и высококачественно. При этом отсутствуют сколы, искривления, изгибы и т.п. в месте получения реза
- Физическая усталость — резание ручными ножницами требует прикладывания физических усилий, в то время как применение роликового инструмента исключает такую потребность. Для разрезания необходимо только перемещать ножницы роликовые по направляющим, выполняя тем самым разрезание листа стали
Роликовые ножницы классифицируют по типам ножей на три вида:
- Они располагаются параллельно. Самая популярная разновидность режущего инструмента, который предназначен исключительно для раскроя материала на полосы, то есть резка выполняется в прямолинейном направлении
- Имеют один наклон. Они предназначаются для нарезания не только ровных полос листового материала, но еще и для вырезания заготовок круглого и кольцевого типа
- С несколькими наклонами. Такие роликовые устройства предназначаются непосредственно для нарезания разной формы заготовок — кольцевые, круглые, криволинейные и т.п.

После разрезания край материала не нуждается в дополнительной обработке, так как он получается ровным, без сколов и задиров.
Методы термической резки
Газовая резка
Способ термической обработки, при котором материал нагревается до температуры воспламенения, после чего под высоким давлением подается струя кислорода. Она разрезает металл по всей толщине, плавно перемещаясь вдоль направления реза.
Используется для исправления дефектов, вырезки заготовок и прорезания отверстий.
- высокая скорость резки;
- отсутствие ограничений по форме и размерам;
- возможность использования для резки ржавого и окрашенного металла;
- толщина обрабатываемого листа – до 200 мм.
- низкое качество обработки (увеличенная ширина реза, окислы и наплывы);
- не подходит для производства заготовок небольшого размера.
Плазменная резка
Осуществляется высокотемпературной струей плазмы, получаемой при помощи электродугового разряда. Воздействие плазмы вызывает оплавление, выгорание и выдувание материала из листа. Обработка металла происходит при температуре от 15 000 до 30 000 градусов °C, что делает этот метод обработки применимыми к любым типам металлов и сплавов.
Используется для резки гибких листов толщиной до 200 мм. При этом крайне высокие температуры в зоне резки не оказывают теплового воздействия на материал рядом с ней, благодаря чему лист не деформируется, а характеристики материала не ухудшаются.
- подходит для обработки любых типов сталей, включая сплавы с высоким коэффициентом расширения;
- высокая скорость и точность резки;
- простота работы с плазморезом;
- возможность фигурной резки;
- безопасность процесса (благодаря отсутствию газовых баллонов).
- относительно небольшая максимальная толщина реза (до 50 мм в зависимости от мощности плазмореза);
- необходимость строго придерживаться перпендикулярного угла реза.
Лазерная резка
В основе способа лежит принцип воздействия на материал тепловой энергией узкосфокусированного лазерного луча.
Благодаря возможности точной и сложной фигурной резки, способ используется в ювелирном деле, для производства деталей машиностроительного производства, элементов декоративных кованых изделий и других областях, где необходима точная обработка.
- отсутствие непосредственного механического воздействия на материал;
- возможность обработки практически любых металлов и сплавов;
- точность до 0,01 мм на листе толщиной 2 мм;
- минимальное участие человека за счет автоматизации производства.
- высокая стоимость обработки;
- не подходит для раскроя толстых листов металла;
- строгие требования к эксплуатации установки.
Источник
Из чего состоит токарный станок
Типичная конструкция
Даже маленький токарный станок весит много, создаёт во время работы вибрации. Необходима надёжная станина (1), на которой закрепляют функциональные узлы и отдельные детали. Если предполагается создание напольного варианта, применяют надёжные опоры нужной длины. Итоговая высота рабочей области должна быть удобной для пользователя.
В следующем списке перечислены другие компоненты:
- В передней бабке (3) размещают коробку передач. Она предназначена для регулировки скорости вращения шпинделя (4), изменения величины крутящего момента.
- С обратной стороны заготовку поддерживает задняя бабка (6). Сюда же устанавливают при необходимости метчики, свёрла, другие инструменты.
- В стандартном режиме обработки резцы закрепляют в специальном держателе (5).
- Этот узел монтируют на суппорте (8). Для плавного перемещения по горизонтали применяют винтовой механизм, размещённый в фартуке (7).
- Коробка подач (2) приводит в действие ходовой вал.
Суппорт токарного станка
Устройство
Примечания к рисунку:
- каретка (1) и весь блок в целом (17) приводятся в движение ходовым валом (2);
- механизм перемещения подключают специальной рукояткой (15);
- эти салазки (3) обеспечивают свободу перемещения верхней части в поперечном направлении (12);
- она закреплена на поворотном узле (4) с продольными направляющими (5);
- резцы устанавливают в держатель (6);
- для закрепления этой детали/ инструментов применяют винты (7/8);
- рукояткой (9) можно безопасно перемещать резцы на расстоянии от рабочей зоны;
- крепёжный элемент (10) верхней части (11);
- для её точного перемещения в соответствующих направлениях применяют рукоятки (13, 14) с винтовым приводом;
- маховиком (16) перемещают суппорт вручную.
При детальном изучении этой части токарного станка по металлу необходимо учитывать повышенные нагрузки, которым она подвергается в процессе выполнения технологических операций
Надо обратить внимание на большое количество перемещающихся компонентов
Чтобы сохранить точность обработки, необходимы не только прочные детали. Постоянные регулировки помогут устранить люфт для компенсации износа. Испорченные уплотнители рекомендуется заменять на новые изделия.








Задняя бабка
Основные компоненты узла
Здесь и далее будем рассматривать несложные для самостоятельного воспроизведения проекты с уточняющими комментариями. Пример на рисунке точнее подходит для деревообрабатывающего оборудования. Чтобы длительное время работать с прочными заготовками, следует изготовить опорный башмак из стальной пластины.
В дополнение к стандартному оснащению пригодятся подобные сменные приспособления
С их помощью расширяют базовые возможности задней бабки. В авторских рекомендациях предлагается удалить часть стандартного крепления патрона (3). Это позволит увеличить рабочий ход инструмента, обрабатывать более крупные заготовки.
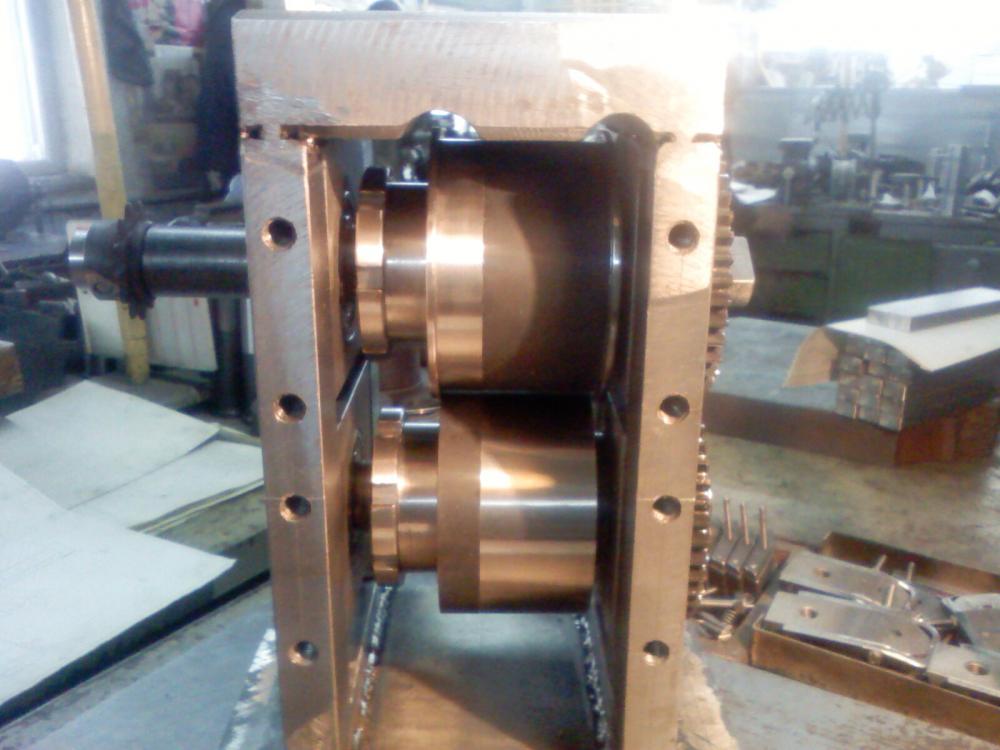
Особенности изготовления своими руками передней бабки токарного станка
Для изготовления самоделок применяют простые конструкторские решения
Здесь использован ременной привод (1), который отличается небольшой стоимостью, низким уровнем шума. Для ступенчатого изменения крутящего момента установлен двойной шкив (2). Чтобы продлить срок службы шпинделя (3), надо применить пару шариковых подшипников. При необходимости, в корпусе делают отверстия для периодической заливки смазки.
Как правило, токарный станок по металлу оснащают трёхкулачковыми патронами
Эти зажимы центрируются автоматически без дополнительной подстройки. Самостоятельное изготовление подобных узлов вызовет затруднения. Поэтому данный функциональный элемент передней бабки токарного станка купить можно в магазине.
Для обработки квадратных заготовок применяют модели с четырьмя кулачками
Как сделать резцедержатель для токарного станка своими руками
Основную часть держателя лучше сделать в разборном исполнении
Это позволит без лишних трудностей сделать ремонт. В отверстия с резьбой вкручивают болты, которые прочно фиксируют инструмент. Расстояние между пластинами определяют с учётом размеров резцов.
Сверху устанавливают рукоятку для быстрого поворота узла. Это приспособление позволяет оперативно менять инструмент для сложной последовательной обработки заготовок
Металлорежущий инструмент. Основные виды
Человечество уже много веков обрабатывает металл, но вид и конструкцию близкую к современной металлорежущий инструмент приобрел только с началом промышленной революции, когда появилась большая потребность в точной обработке металлических заготовок сложной формы. Сегодня практически любая обработка металла связана с применением металлорежущего инструмента различного назначения, поэтому мысль куплю инструмент металлорежущий возникает у любого менеджера мелкой мастерской или директора крупного машиностроительного завода.
При металлообработке наиболее распространены резцы для токарных работ, осевой металлообрабатывающий инструмент и резьбонарезной инструмент. Любой металлорежущий инструмент состоит из рабочей части, укомплектованной режущими лезвиями (пластинками) и крепежной части с выполненными посадочными элементами (хвостовиками или отверстиями).
Режущие лезвия металлообрабатывающего инструмента (пластинки) выполняют из быстрорежущей стали, твердых сплавов, минералокерамики и композитных материалов. Токарные резцы можно разделить на резцы для чистовой и черновой обработки металлов, а также резцы для токарных, расточных, резьбонарезных, строгальных и долбежных работ.
По конструкции металлорежущие резцы различают на: • проходные, • упорные, • подрезные, • отрезные, • резьбовые, • специальные фасонные резцы. Фрезы применяют для чистового и чернового фрезерования. Для фрезерования плоскостей применяют: • концевые фрезы, • шпоночные фрезы, • фрезы для обработки пазов, • дисковые пазовые фрезы, • дисковые трехсторонние фрезы, • фрезы полукруглыми зубьями, • торцевые насадные фрезы из быстрорежущей стали, • торцевые насадные фрезы с ножами из твердого сплава, • торцевые насадные фрезы с механическим креплением режущих пластин. По методу крепления фрезы можно разделить на: • фрезы с коническим исполнением хвостовика, • фрезы с цилиндрическим исполнением хвостовика, • фрезы с базирующим отверстием.
Металлорежущий инструмент для обработки различных отверстий это различные спиральные сверла, развертки, зенкеры и зенковки. Для небольших по диаметру отверстий осевой инструмент изготовляют цельным из быстрорежущей стали, а для отверстий 60 мм и более со вставными ножами из твердых сплавов или композитных материалов.
По методу крепления инструмент для обработки отверстий можно разделить на: • осевой инструмент с коническим исполнением хвостовика, • осевой инструмент с цилиндрическим исполнением хвостовика.
Технологическую операцию нарезания резьбы на валах осуществляют плашками, резьбовыми резцами и гребенчатыми фрезами. В небольших отверстиях резьбу получают метчиками, а в более крупных отверстиях расточными резьбовыми резцами. Купить комплект металлорежущего инструмента оптимальный серийности технологического процесса, можно более подробно изучив каталог компании ФАСТБ работающий с лучшими европейскими производителями инструмента для обработки металлов, предлагая клиентам надежную сертифицированную по мировым стандартам ISO продукцию европейского качества.

Нюансы резки листового металла гильотиной

Гильотины применяются для резки листового металла в домашних условиях или на небольших производствах.
1. Что можно резать гильотиной?
При помощи гильотины можно обрабатывать металл ничуть не хуже, чем на заводском оборудовании. Более того, мастера часто изготавливают гильотинные ножницы в домашних условиях.
Самыми распространенными вариантами гильотин являются модели, имеющие прямое движение ножа и с изменением угла. У первых нож двигается в вертикальном положении и позволяет ровно разрезать листовой металл. Использование моделей второй группы позволяет не только осуществлять резку листового металла, но и обрабатывать пруты арматуры и большие металлические уголки.
Рабочие возможности самодельных гильотин, как правило, ограничены. Это объясняется тем, что, в отличие от промышленных образцов, которые обладают различными типами привода (гидравлическим, пневматическим или электрическим), самодельное приспособление для резки листового металла обычно оснащается только механическим рычагом или педальным механизмом. Глубина реза при использовании самодельных установок зависит от величины усилия, которое прилагает мастер.

При помощи самодельных гильотин можно разрезать:
- листы черной и оцинкованной стали толщиной до 1,5 мм;
- листы нержавеющей стали до 0,6 мм;
- алюминий;
- пластмассу;
- картон.
В процессе изготовления гильотинных ножниц следует обязательно учитывать тот вид металла, который вы планируете обрабатывать.
2. Принцип действия.
Раскрой металла при помощи гильотин может осуществляться как в продольном, так и в поперечном направлении. Возможности установки зависят от типа установленных ножей и их расположения. Выполняя поперечный рез, нож совершает одно движение. Продольная резка сопровождается несколькими движениями, которые будут повторяться совместно с поступательными перемещениями изделия. Продольное разрезание выполняется при рулонной обработке или в случае необходимости раскраивания листов длиной более 2 м.
Гильотина работает по следующему принципу: острый нож под собственным весом с высокой скоростью опускается на металлическую поверхность. Иногда скорости реза или веса ножа недостаточно для разрезания металла определенного вида или необходимой толщины. Поэтому конструкцию станка часто оснащают дополнительным элементом – нижним неподвижным ножом. Такая установка работает как обычная гильотина и ножницы.
Наличие вспомогательного элемента, разумеется, приводит к повышению итоговой стоимости оборудования, но в то же время оно позволяет улучшить качество и увеличить скорость обработки металлических деталей.
3. Разновидности станков.







При выборе станка следует учитывать несколько важных факторов, а именно: разновидность металла, его толщину, а также предполагаемую периодичность применения оборудования. Если в некоторых случаях вполне можно обойтись ручными установками, в других – без электромеханического или даже гидравлического станка желаемых результатов достичь не удастся. Сегодня на рынке представлено множество моделей с различным функционалом и такой же разной стоимостью.
Самую простую конструкцию имеют ручные модели. Эти установки без труда режут тонкий металл, пластик, органическое стекло, толстый картон и резину. Ручной станок не требует подключения к электрической сети, поскольку функционирует при помощи рычажно-пружинного механизма. Преимуществами ручных установок являются простота использования и невысокая стоимость.
Гидравлические установки применяются в основном на крупных и средних производствах. Высокая масса конструктивных элементов обеспечивает высокую точность реза и позволяет обрабатывать металлические изделия разной толщины.
Пневматические установки также гарантируют высокую точность реза. Принцип действия подобного оборудования почти такой же, как у гидравлического, разница лишь в том, что в рассматриваемых установках используется система со сжатым воздухом.
Еще одним эффективным инструментом обработки листового металла являются механические ножницы, которые активно используются в работе некоторых предприятий. Эти установки хороши тем, что потребляют минимальное количество электроэнергии. Работа станка активируется электрическим двигателем.
Электромеханические конструкции также характеризуются минимальным потреблением электроэнергии, но, в отличие от механических станков, имеют более высокую производительность.
Ножовка – еще один вариант насадки
Допускается устанавливать как на ручную/электрическую дрель, так и на аккумуляторный шуруповерт.
Приготовления к работе:
Комплектующие и материалы, из которых состоит насадка в виде ножовки по металлу, описаны в таблицах.
Инструменты потребуются такие:
- дрель (ручная или электрическая) либо шуруповерт;
- метчик для резьбы на 4 и 6 мм;
- напильник для металла;
- отвертки;
- сверла;
- станок для сверления;
- тиски;
- ключи с шестью гранями.
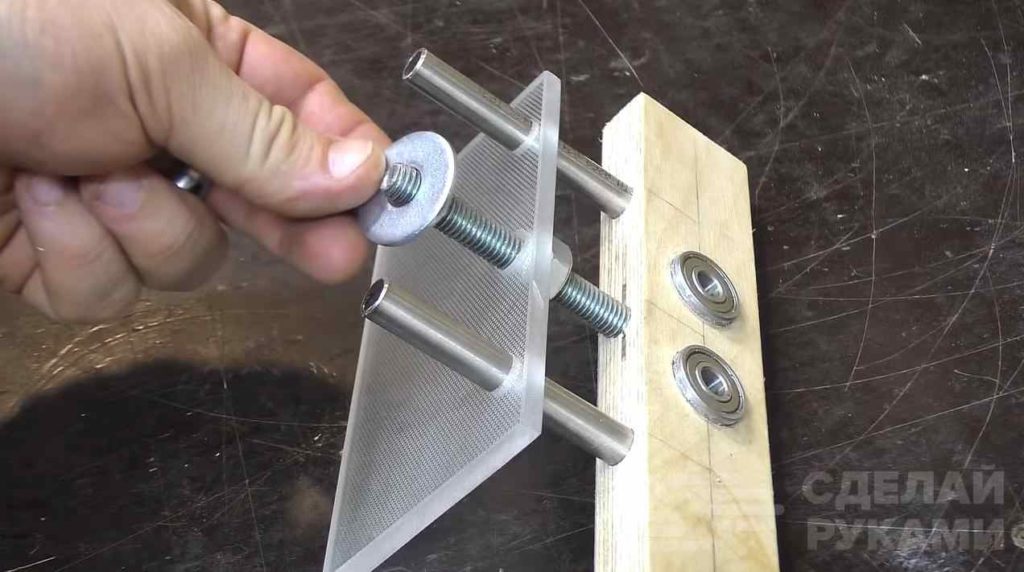
Как сделать насадку-ножовку:
Зажать пруток в тисках. С помощью напильника сделать симметричные пазы под наклоном в 20 градусов.
Одеть подшипник на вал и провернуть в прорези до самого конца.
Сделать втулки, чтобы закрепить подшипник. Трубку из алюминия нужно разрезать на две части под наклоном, который будет совпадать с углом подшипника в отношении оси.
После во втулках проделать отверстия с помощью станка и сделать резьбу под винты DIN 913, 3,5 мм.
Втулки надеть на вал и закрепить посредством винтов.
На вал с обоих боков надеть по паре шайб, чтобы втулки не так сильно и быстро изнашивались.
Чтобы изделие вышло одновременно и прочным, и легким, лучше задействовать алюминий – с ним работать гораздо проще.
Детали надо изготовить, ориентируясь на габариты, упомянутые в таблице. Отверстия платформ, направляющих и стоек обязаны совпасть
В стойках нужно нарезать резьбу насквозь – именно на ней будет удерживаться вся конструкция.
Важно заметить, что устанавливается лишь пара болтов, в стороне вала. Другая пара монтируется в конце, одновременно с упором.
Пару перемычек надо приложить под отверстия в стойках
Они послужат направляющими.
Шток надо сделать из стали. Именно он несет основную нагрузку. Проделать в штоке пару отверстий и вкрутить болты цилиндрической формы.
Шаг подобрать подходящий, чтобы подшипник вращался легко. Болты к штоку прикрепить сварными точками.
Шток обязан быть немного тоньше, чем направляющие, тогда ход будет свободным. Плита, которая прижимается к направляющим, рискует его заклинить.
- Прикрутить со второй стороны еще одну платформу.
- Подсоединить держатель ножовки и упор.
- Держатель сам по себе мелкий и складывается всего из четырех составляющих. Две крышки подсоединяются снизу и сверху к боковинам. Между ними с одного бока надо вставить шток, а с другого – ножовку.
- Шток закрепить болтом, а пилу – сверху парой винтиков и зажать сбоку болтом. Этот боковой болт пойдет сквозь отверстие в хвостовой части пилы. Так крепление будет более надежным, и пила не сдвинется от нагрузки.
- Элементы держателя вырезать на фрезерном станке. В домашних условиях нетрудно изготовить их с помощью тисков и напильника.
- Прежде чем начать высверливать отверстия, элементы держателя желательно склеить. Благодаря этому в ходе сборки отверстия идеально совпадут.
- В «Материалах» указаны габариты заготовок для полотна. Двусторонние пилы более широкие. Потому будет не лишним иметь при себе держатели, которые подойдут под габариты различного режущего инструментария. На схематическом изображении нарисована конструкция держателя.
- Держатель надеть на шток и зажать посредством болта. Чем лучше он будет зафиксирован, тем лучше будет работать готовый инструмент.
- В держатель вставить полотно и зафиксировать тремя болтами.
- Последний шаг – подсоединить и зажать винтами упор, который сделан из уголка, со «входом» для пилы.
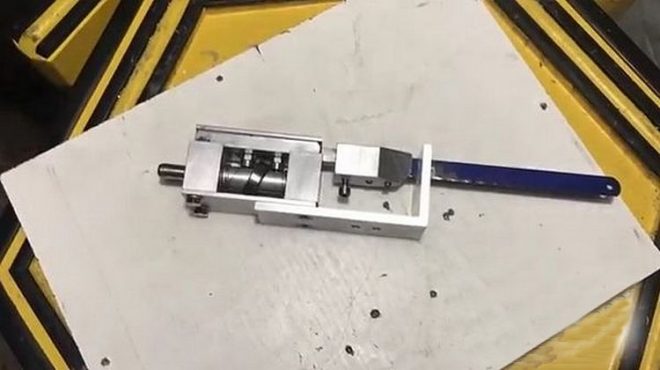
На этом работа по созданию насадки завершена. Теперь можно испытать изделие на практике.
Эксплуатация самодельного станка
При использовании самодельного отрезного станка нужно соблюдать ряд эксплуатационных правил:
Работать в защитных очках, перчатках, чтобы уберечь себя от попадания металлической стружки.
Периодически смазывать подвижные элементы машинным маслом.
Очищать рабочие поверхности от скапливающегося мусора после проведения работ.
Проверять целостность оснастки перед запуском двигателя. Менять диски зависимо от того, какой металл будет разрезаться.
Если появились посторонние звуки, отключить агрегат от сети, не включать до выяснения причин поломки.
Не забывать про установку защитного кожуха
Важно сделать механизм, которые будет сдвигать его во время перемещения маятника вниз.
Не пытаться разрезать сверхпрочные материалы, работать длительное время на максимальных оборотах.
Самодельное оборудование не предназначено для серийного производства.
Отрезные станки по металлу используются как на промышленных предприятиях, так и в частных мастерских. Для строительства, обустройства дома, можно собрать агрегат для распила металлических заготовок своими руками. Подготовить инструменты, расходные материалы, начертить чертеж. Далее провести работы, проверить работоспособность основных элементов перед началом обработки металла.
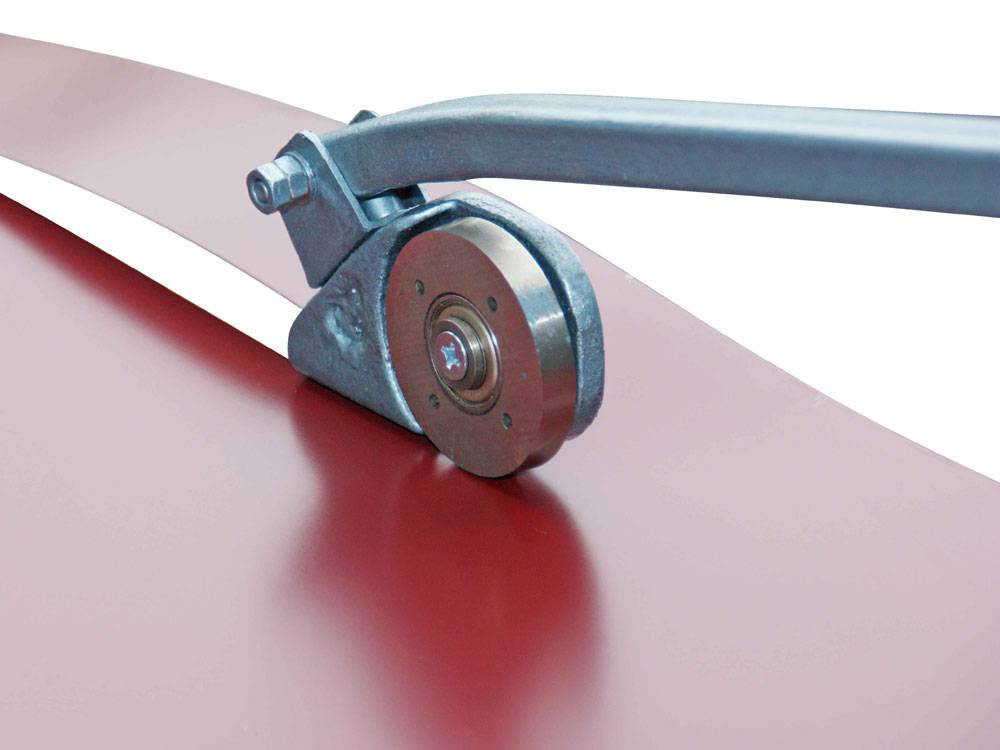
Изготовление роликового инструмента
Для работы потребуются:
- два шарикоподшипника (204 либо 205, или другие), одинаковый размер их — условие необязательное;
- труба из стали для рукоятки;
- уголок (40-60 мм, примерная длина — 300-400 мм);
- крепеж — болты, гайки, шайбы и т. п.;
- инструменты: болгарка, дрель, сварочный аппарат.
Весть процесс выглядит таким образом:
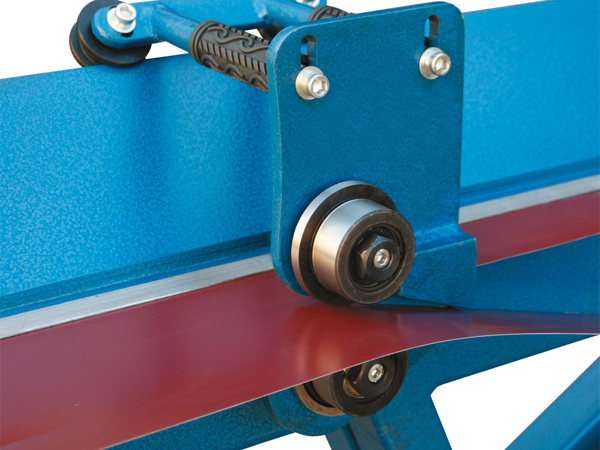
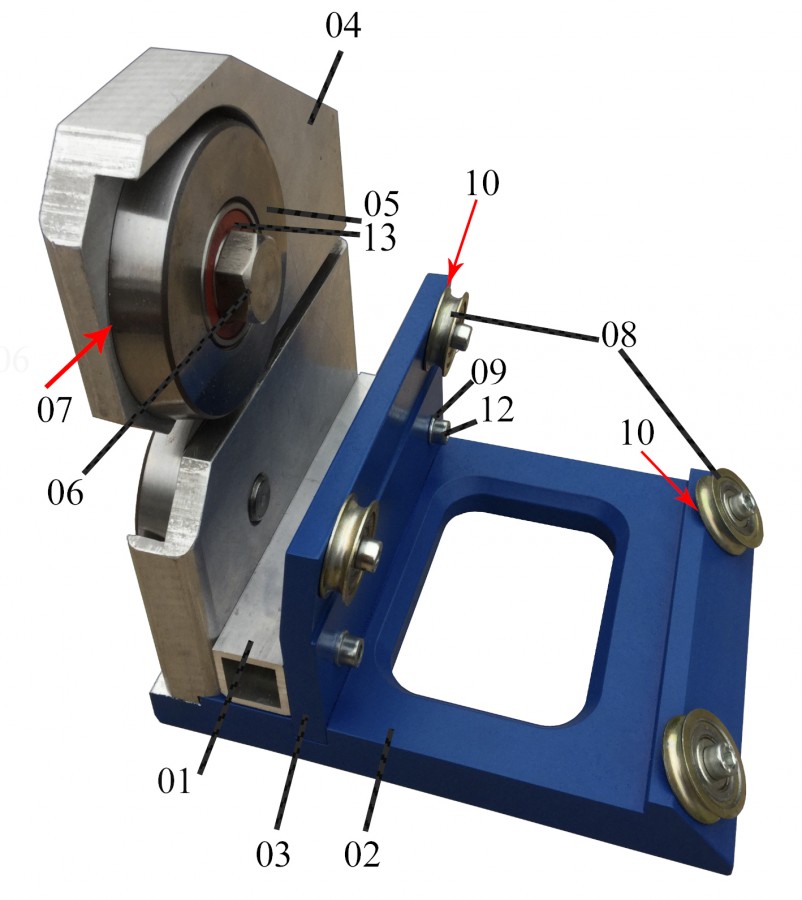
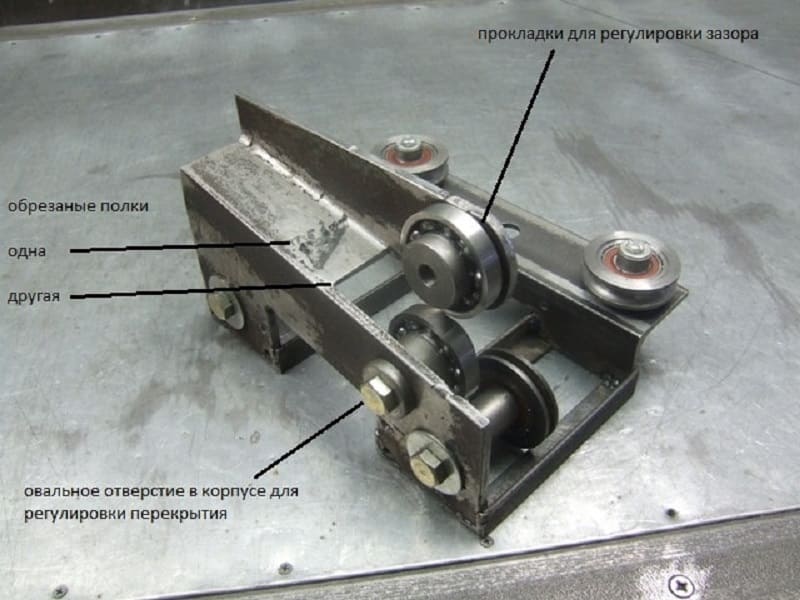
- Из уголка вырезают деталь необходимых размеров. На обоих шарикоподшипниках под острым углом стачивают кромку.
- В детали-уголке сверлят отверстие для закрепления подшипника. Для его фиксации используют болт, имеющий потайную шляпку, и шайбу, обеспечивающую требуемый прижим к полке уголка.
- Крепят будущий нож так, чтобы его край выступал за ребро уголка на один-два миллиметра. Чтобы иметь возможность регулировки, шайбу подкладывают с внутренней стороны. Шляпку болта утапливают в основание профиля. Если это невозможно, то паз делают в верстаке.
- Отрезают от профиля второй элемент, он вдвое короче первого, на котором уже закреплен подшипник. Из него болгаркой вырезают деталь, заостренную с одной стороны. На ее торцевой части, просверлив отверстие, фиксируют второй будущий нож.
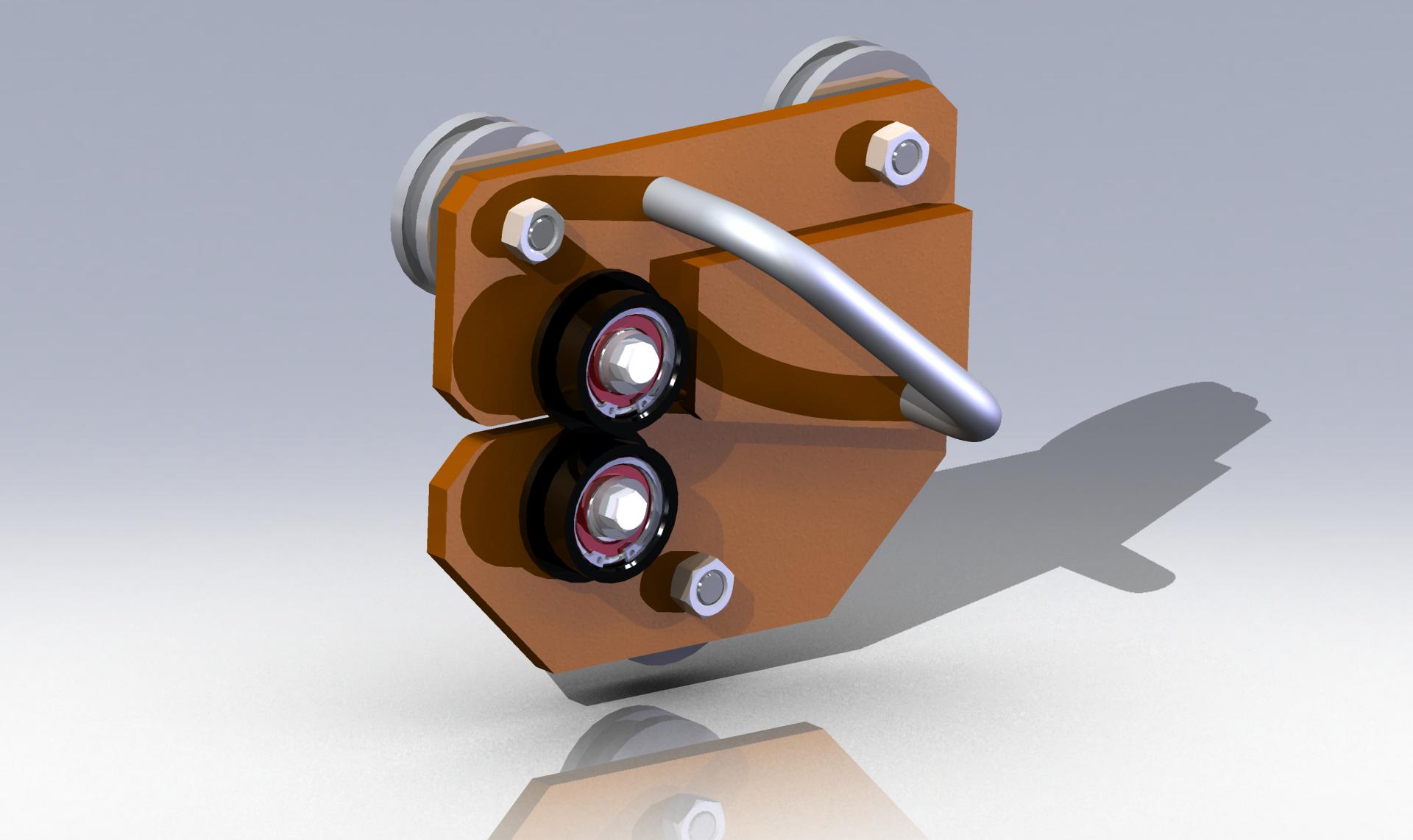
- Новую заготовку приваривают к большому элементу так, чтобы верхний и нижний подшипники соприкасались вплотную, а расстояние от наружной обоймы до полки основания составляло около 1 мм.
- Последний этап — приваривание рукоятки, которую предварительно сгибают так, как удобно мастеру.
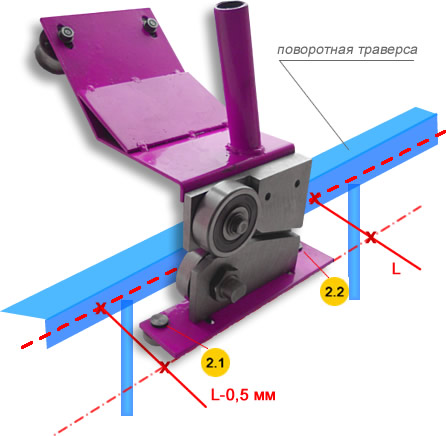
Изготовленный режущий инструмент будет в состоянии резать металлические листы, чья толщина составляет максимум 0,5 мм. Так как изнашивание кромки шарикоподшипников — неизбежное зло при эксплуатации, необходимо предусмотреть устройство для их удобной, точной регулировки.
Роликовый нож для листового металла своими руками — хороший способ значительно упростить работу, сократить время на обработку материала, минимизировать число дефектов, количество мусора, а также избежать длительных физических «упражнений». Поэтому описанный механизм, сделанный самостоятельно, не только выгоден в плане экономии, он — идеальная замена как ножницам по металлу, так и промышленной гильотине.
Так как то, что написано «пером», не всегда позволяет досконально понять все этапы работ, без вспомогательного видео представить четкую картину довольно трудно. Именно оно, описывающее весь процесс, находится здесь:
Скоро Новый Год 2020. Посмотрите как украсить комнаты, кабинет, класс в школе. А также как сделать новогодние поделки своими руками.Посмотреть
Порядок изготовления гибочного станка
Перед тем как сделать листогиб своими руками в домашних условиях, требуется решить ряд вопросов:
Выбрать тип привода.
Это устройство бывает механическим, но не должно представлять собой систему из блоков на тросах с рычагами. Ведь это будет привод в виде резко опускающегося груза. Он отличается сильным ударом, который возникает в начале работы. Потом удар ослабевает. Данный эффект не подходит для изгибания листового металла.







Электропривод же отличается уменьшением КПД и возрастанием потребления электричества при работе с элементами небольшого размера. В редких случаях устанавливают гидравлическое устройство. Однако его существенным минусом является высокая стоимость для станка, выполненного собственноручно. Как уже упоминалось, чаще изготавливают ручное оборудование с недорогим приводом, для работы которого не нужна электроэнергия.
Недорогое ручное гибочное приспособление
Подобрать рабочую схему оборудования.
Для изгибания материала станок может иметь траверсу. Обычно данный вариант оборудования позволяет гнуть материал, у которого толщина максимум 0,5 мм. При этом домашние мастера почти не используют конструкцию с прессом, так как она представляет собой травмоопасные приспособление. Реже умельцы делают ручной или электро листогиб с валами.
С вариантом изготовления листогибочного оборудования поможет познакомиться это видео:
Определить параметры приспособления.
Самодельный листогиб своими руками, простые и надежные решения которого доступны в сети, обязан легко перевозиться и иметь невысокую цену. Во время работы с ним мастер не должен перенапрягаться.
Подготовить чертежи.
При разработке чертежей учитывают основные моменты. Прежде всего, это удобная эксплуатация станка. Также, например, его небольшие размеры, наличие в конструкции траверсы и ручного привода.
Выполнить деталировку и изготовить детали.
Лучше, когда все детали листогибочного станка проработаны на бумаге. Большое количество схем только будет способствовать качественному изготовлению оборудования.
Провести сборку.
После подготовки всех деталей в соответствии с чертежами осуществляется сборочный процесс. Рекомендуется максимально сократить количество сварных соединений, если предполагается интенсивное использование листогибочной конструкции.
Еще одно видео по самостоятельному изготовлению листогиба:
Инструкция по созданию стационарной циркулярной пилы
Самым важным элементом стационарной циркулярной пилы является прочный стол с рабочей поверхностью. Лучше всего подойдет армированный лист с усилением из стального уголка. На рабочей поверхности располагаются следующие детали: отрезной диск, направляющие, толкающие и регулировочные элементы.
Изготовить циркулярную пилу из болгарки можно в следующем порядке:
- Монтаж каркаса и создание рабочей поверхности. Вырезать место для установки диска.
- Упоры для параллельной фиксации выполнены с помощью деревянных балок.
- Настройка шкалы для регулировки процесса резки.
- Установка зажимов для фиксации направляющих и заготовки.
- Закрепление болгарки снизу столешницы диском, направленным в прорезь.