
Как выбрать марку и на что обратить внимание
Для того чтобы не ошибиться, при выборе марки стали для ножа, прежде всего нужно понимать в каких условиях он будет эксплуатироваться. Для кухонных подойдет более простой вариант, а для походов необходимо использовать более дорогую сталь с высокими показателями сохранности остроты лезвия.
Характеристики
Одной из основных характеристик стали является ее твердость. Согласно общепринятому стандарту, ее измеряют по методу Роквелла и обозначают аббревиатурой HRC. Качественные ножи изготавливают из стали с твердостью от 54 до 57 единиц.
Состав
В состав, помимо железа, входит углерод. От его содержания зависят эксплуатационные показатели будущего изделия.
Для улучшения эксплуатационных характеристик, в состав стали добавляют другие металлы, так называемые легирующие элементы. Качественное лезвие должно содержать высокий процент таких примесей. Основными из них являются:
- хром. Препятствует возникновению коррозии;
- никель. Повышает прочность и снижает вероятность появления коррозии;
- марганец. Применяется для улучшения ковкости металла;
- ванадий. Продлевает срок эксплуатации, увеличивая его прочностные показатели;
- кремний. Используется для увеличения прочности;
- вольфрам. Введение его в состав стали позволяет усилить противодействие коррозии и увеличить прочность готового клинка;
- молибден. Служит для улучшения упругости и вязкости металла.
Брус в строительстве
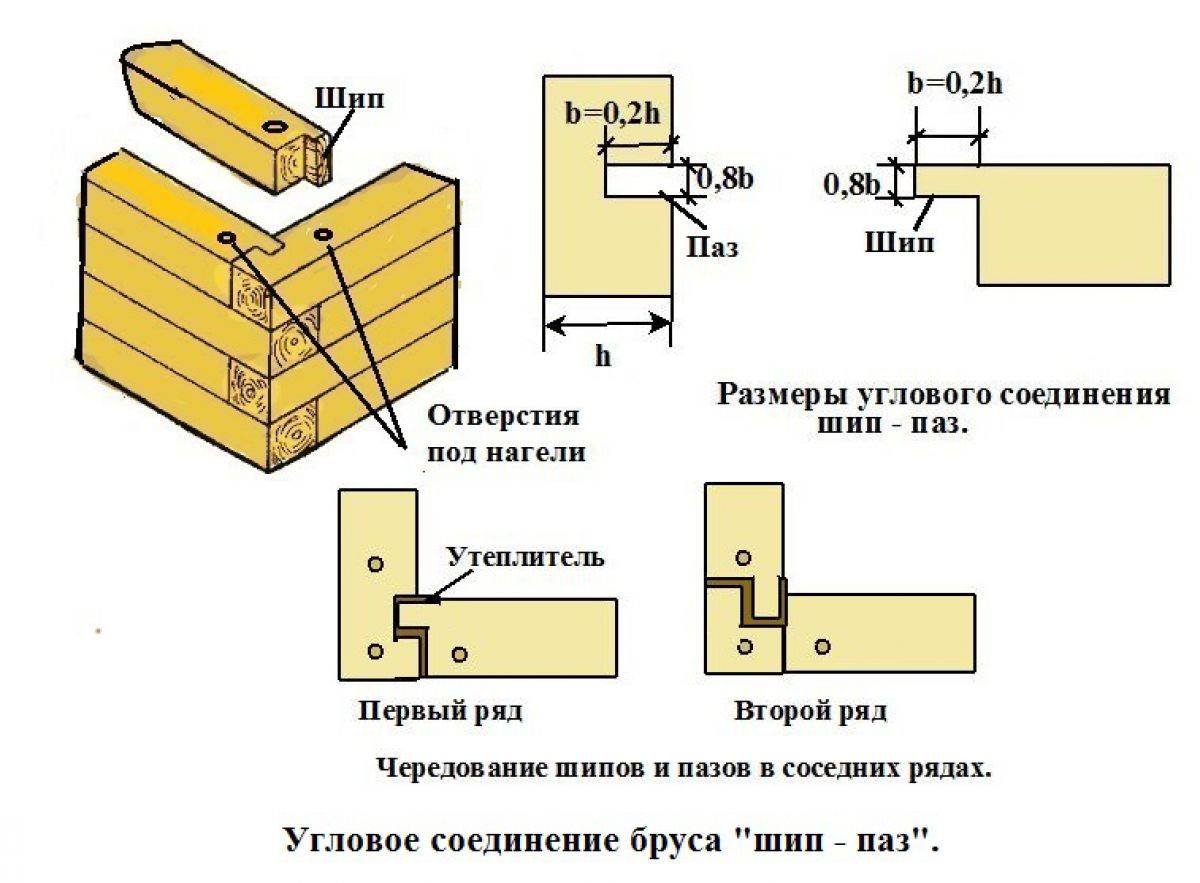
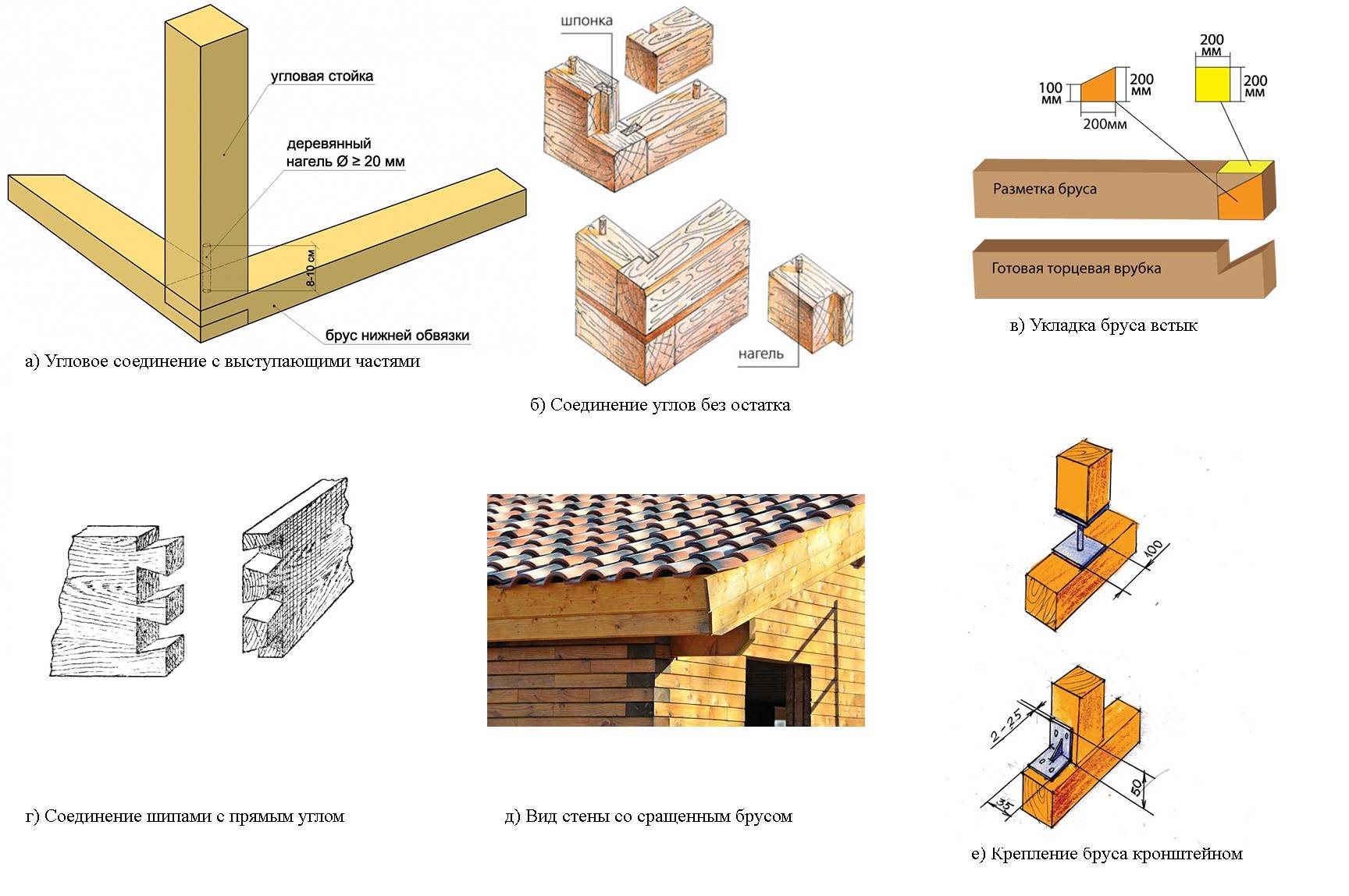
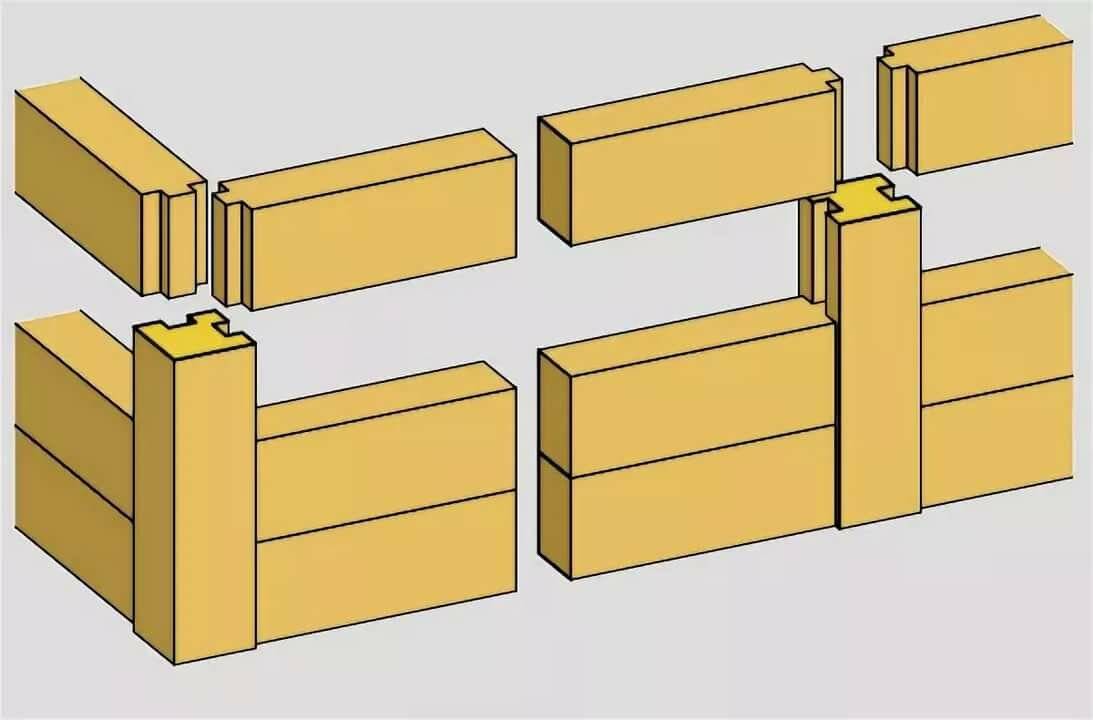
Сруб возводят из профилированного или клееного бруса. Первый вид изготавливают из цельной древесины без разрушения структуры и использования клеев. Внешнюю сторону обрабатывают в виде ровной или выпуклой поверхности, с фаской или без нее. Внутренняя — обычно плоская, под отделку. Опорные грани имеют систему шип-паз, благодаря которой элементы прочно стыкуются. Профилированный материал удобен в работе, сечение имеет стандартные размеры. При строительстве деревянные балки не нужно подгонять.

Цельный профилированный брусИсточник el.decorexpro.com
Клееный брус, в отличие от цельного профилированного, состоит из склеенных тонких ламелей. Для выполнения стыков в заводских условиях выбирают пазы и просверливают отверстия. На строительной площадке остается только собрать готовые звенья, как конструктор.

Клееный брусИсточник bg.decorexpro.com
Дома, сложенные из деревянных профилей, обладают преимуществами перед кирпичными или бетонными:
- Быстро возводятся, не требуют «мокрых» работ по замешиванию раствора или бетона.
- Легкие, не нуждаются в мощных заглубленных фундаментах, достаточно железобетонного ленточного основания мелкого заложения или «плавающей» плиты.
- Теплые, коэффициент теплопроводности древесины 0,09 вт/м°с, что сравнимо с характеристиками базальтовой ваты.
- Красиво сложенные деревянные здания гармонично выглядят на фоне зелени, природы, не требуют дополнительной отделки сайдингом, декоративными панелями, штукатуркой.
- Благоприятный микроклимат в помещении обеспечивается высокой паропроницаемостью древесины, в таком доме поддерживается оптимальная влажность воздуха.
- Качественный сруб прочен, устойчив и долговечен, срок службы не уступает сооружениям из камня.
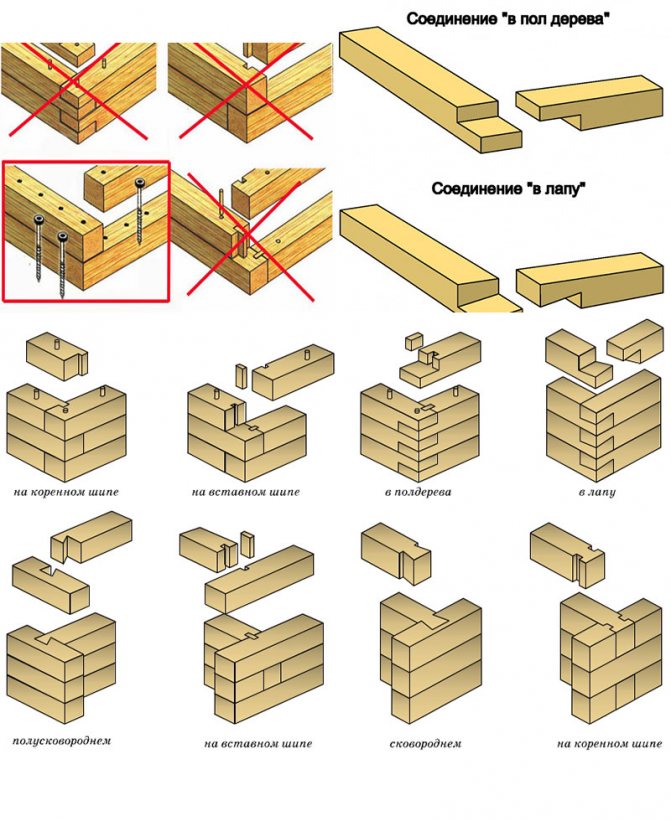
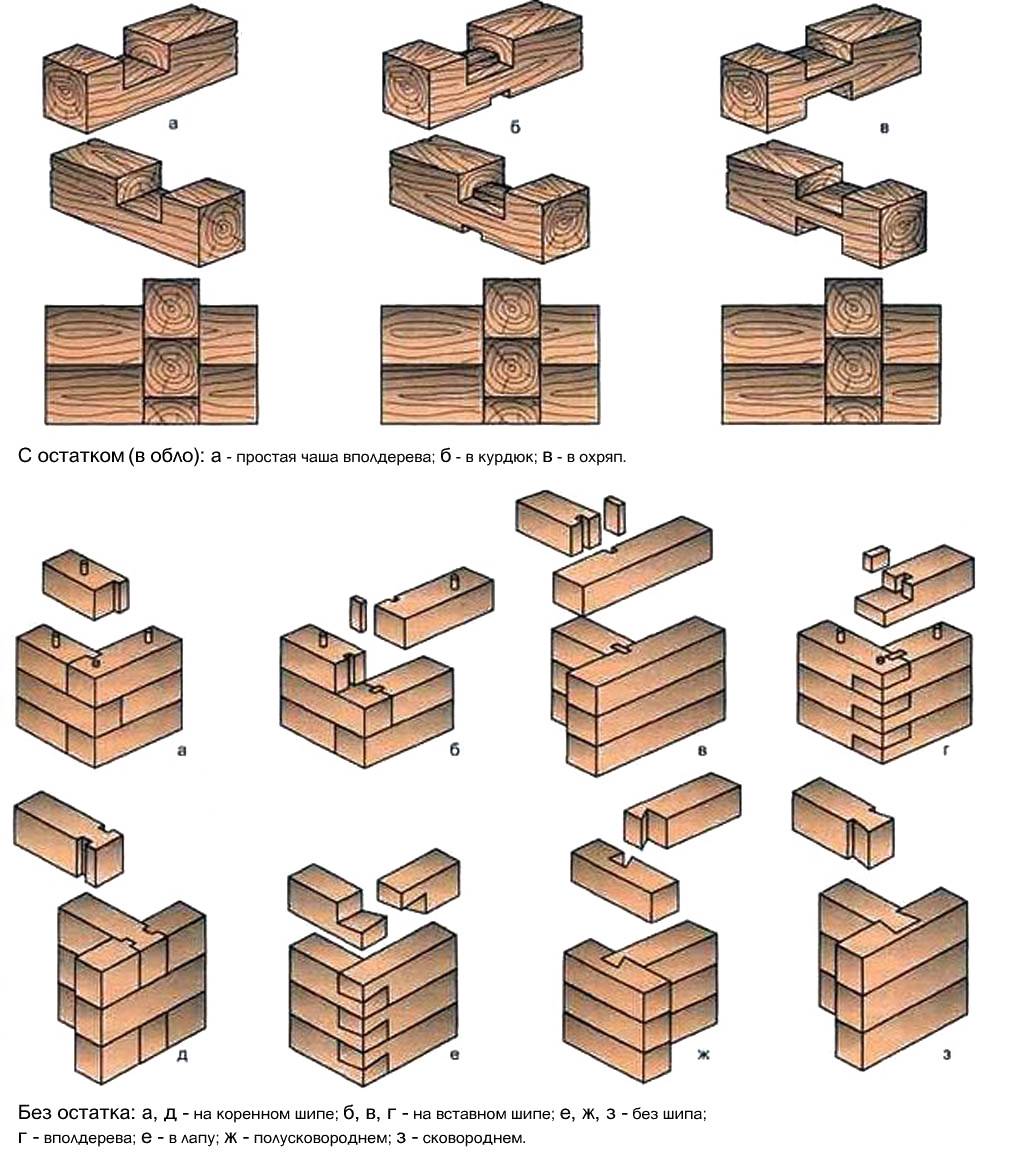
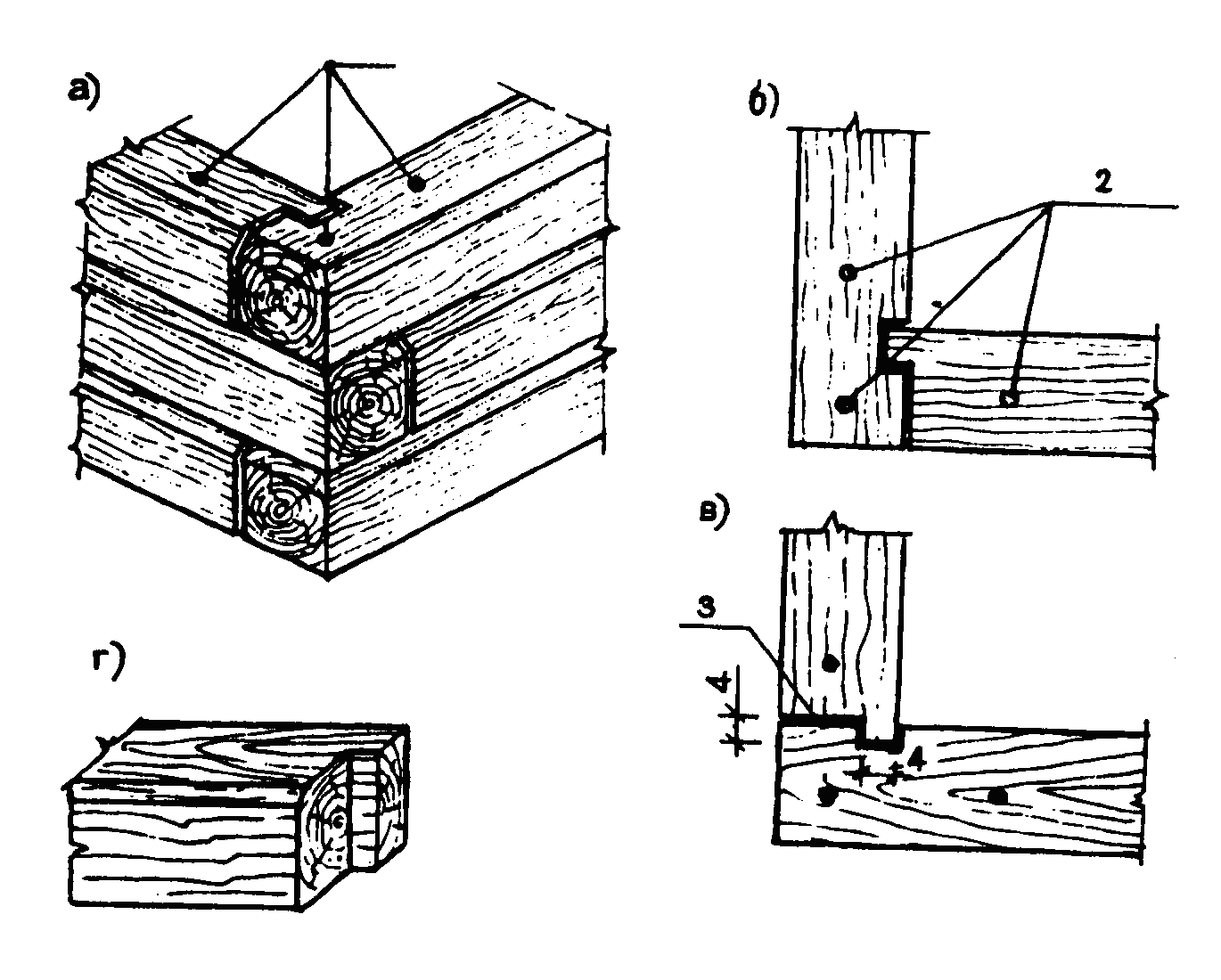
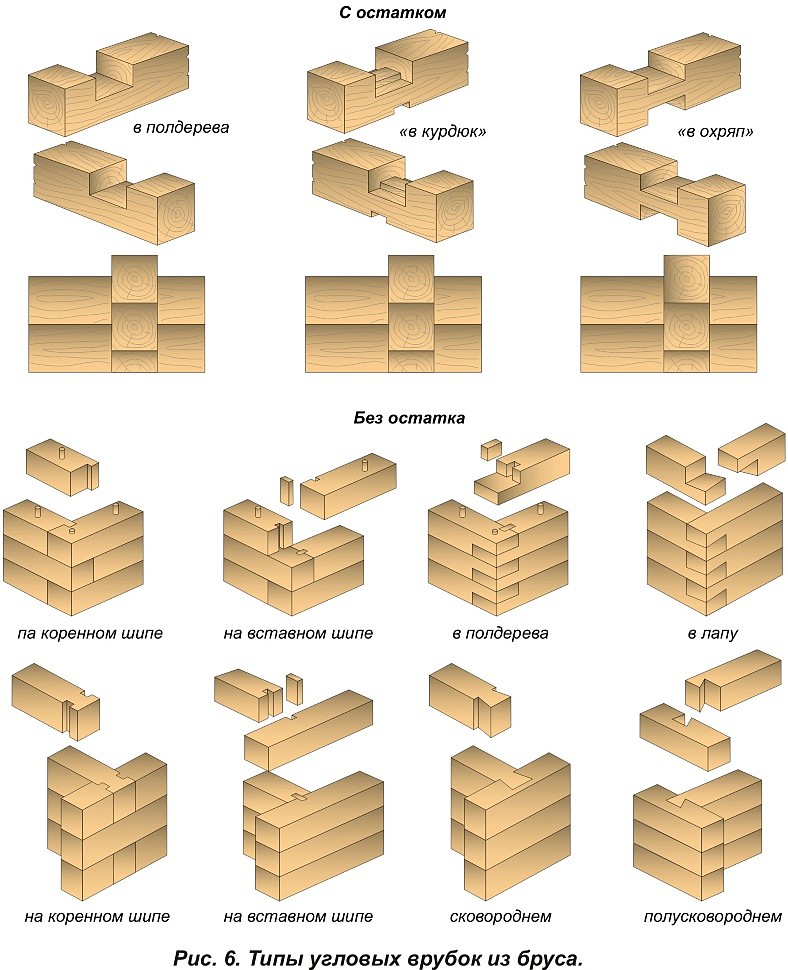
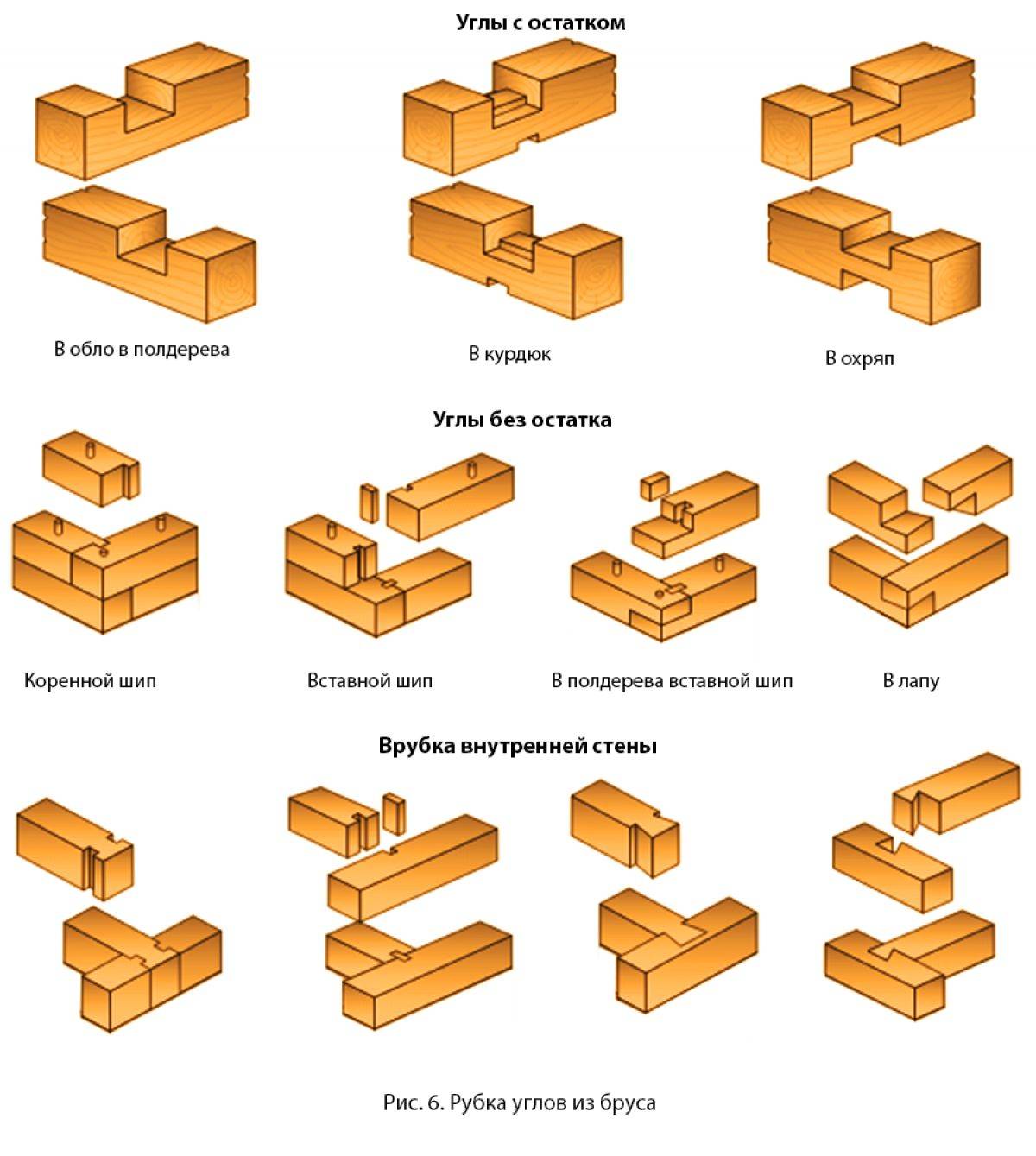
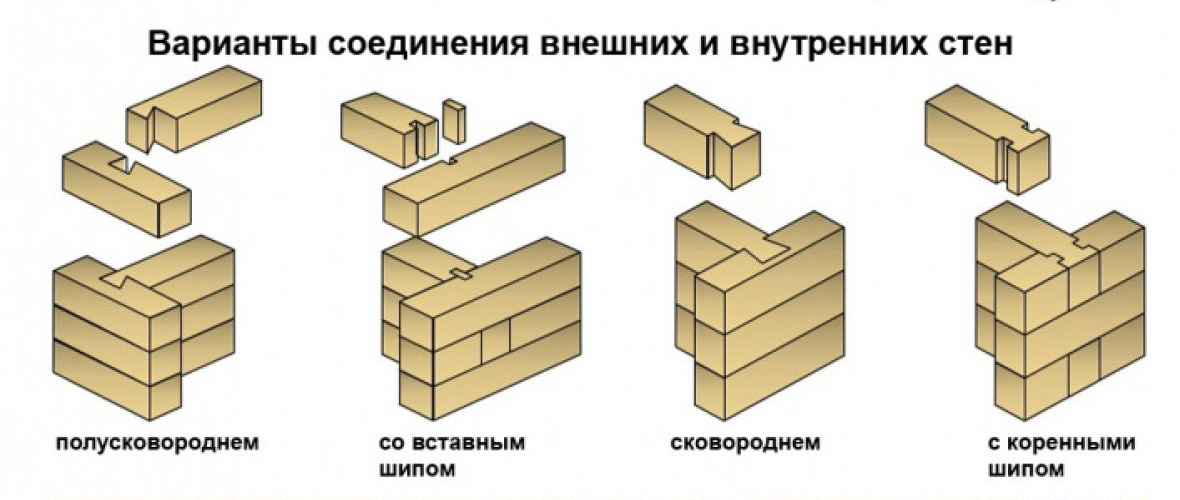
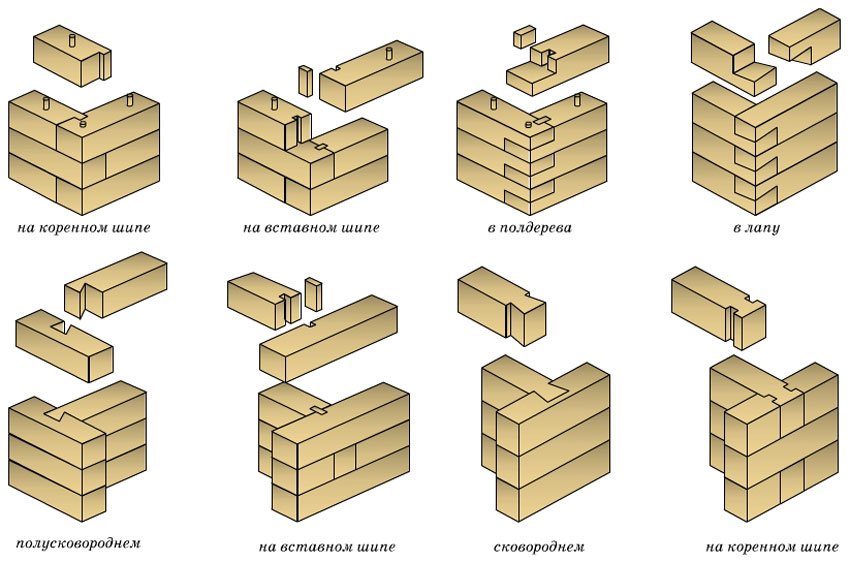
Теплый угол — участок наиболее технологически сложных узлов. Из-за особенностей древесины усыхать, разбухать и коробиться стыки в местах пересечения элементов подвержены разнонаправленным напряжениям, образованию зазоров. Правильное выполнение сопряжения — залог того, что с течением времени не появятся сквозные щели, откуда будет задувать ветер и проникать сырость. Классификацию, типы конструкций и рекомендации по расчету размеров угловых соединений дает ГОСТ 30974-2002.
Методы продольного соединения
Разумеется, сборка сруба не ограничивается врезкой и стыковкой углов, чаще всего приходится выполнять сращивание бруса по длине. Процесс возведения здания из брусового материала всегда был и остается недешевым занятием, поэтому выполнять соединение бруса между собой по длине приходится ничуть не реже, чем врезать угловые стыки.
Прочное сращивание бруса
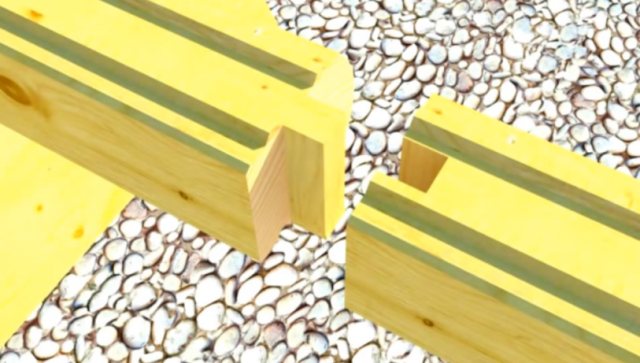
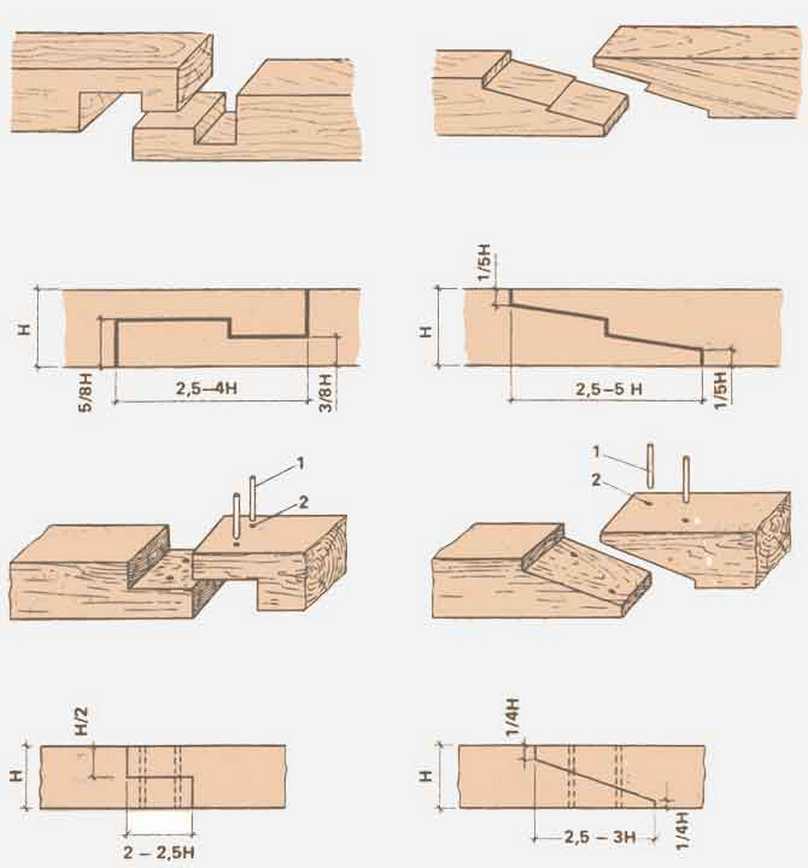
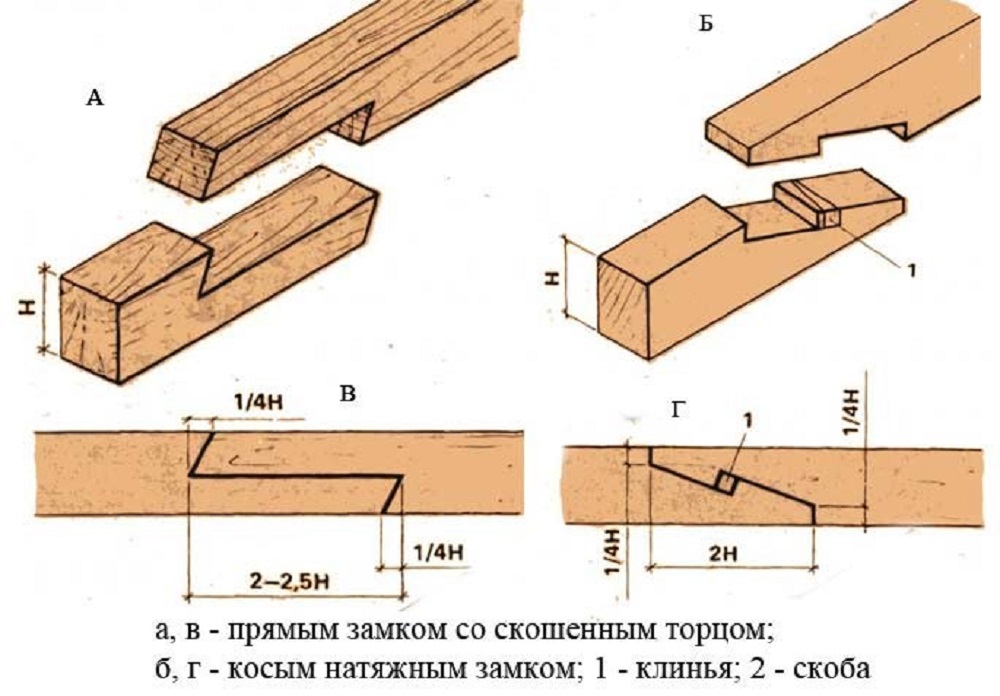
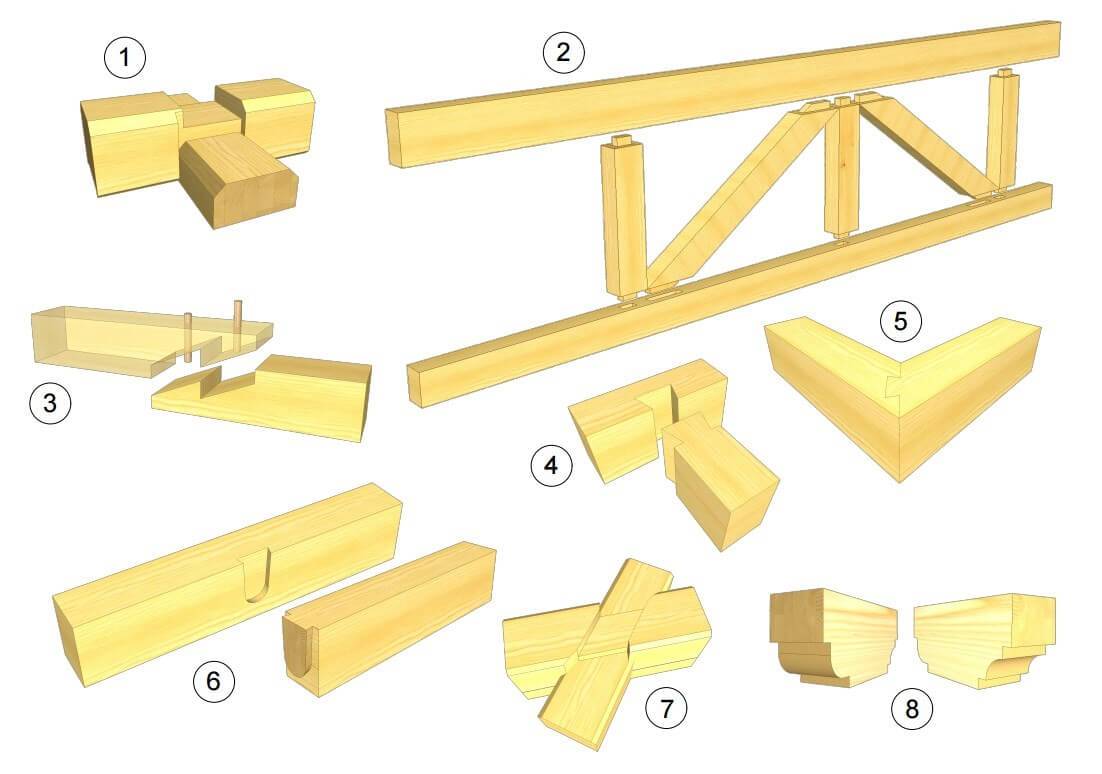
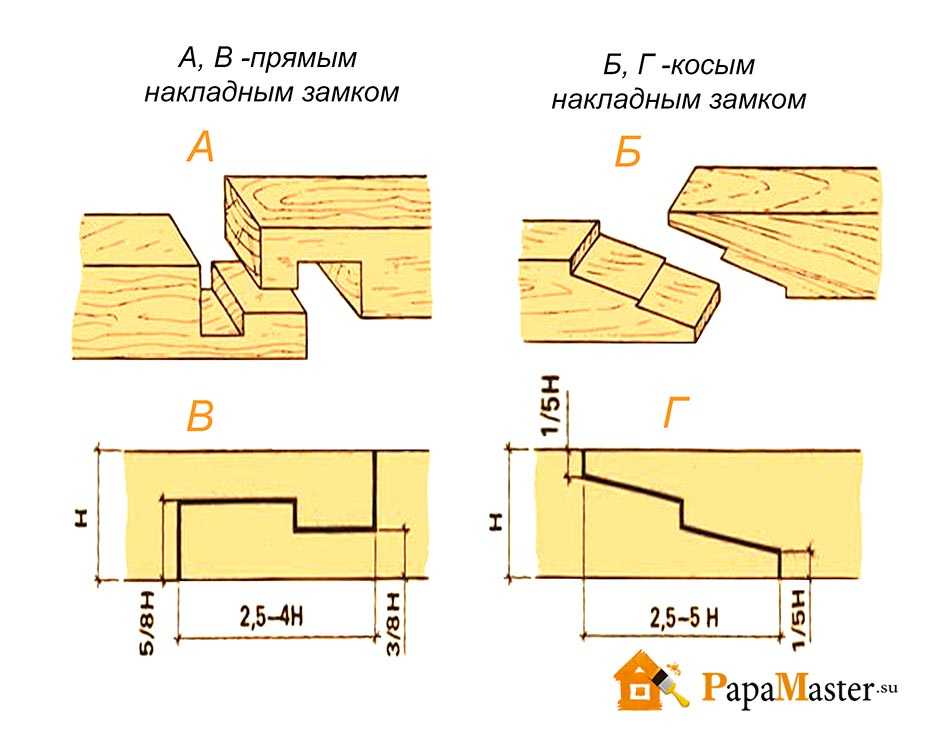
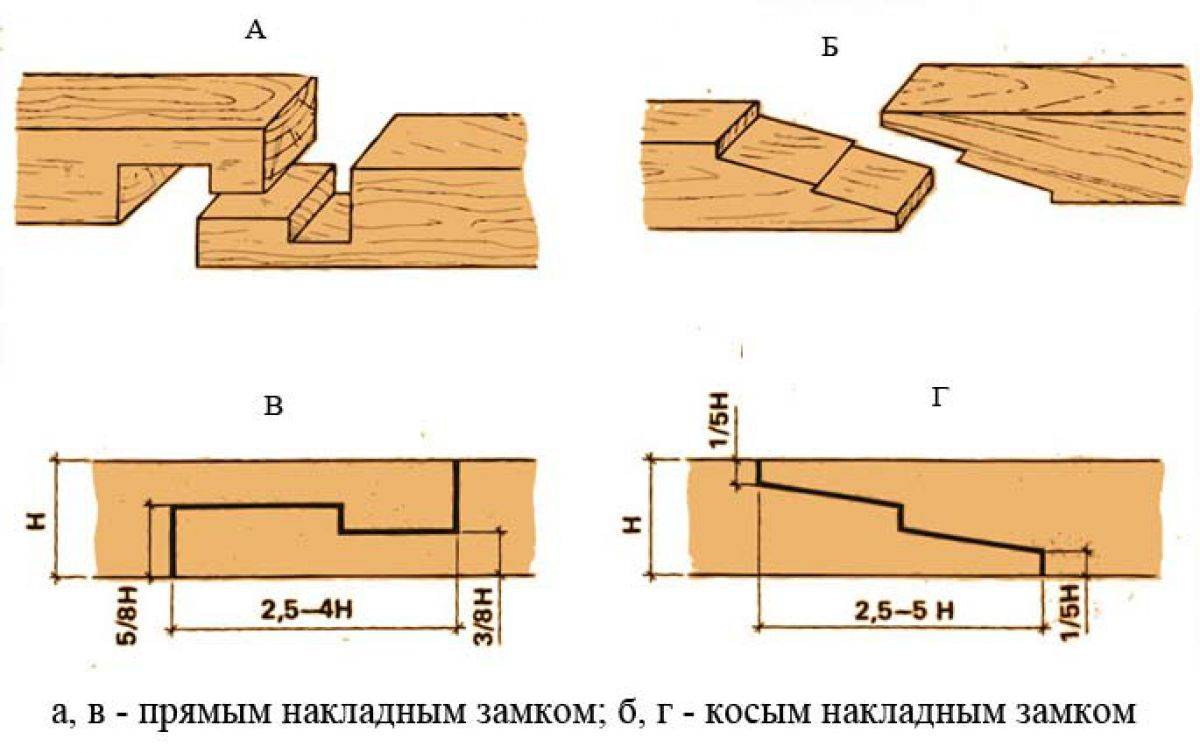
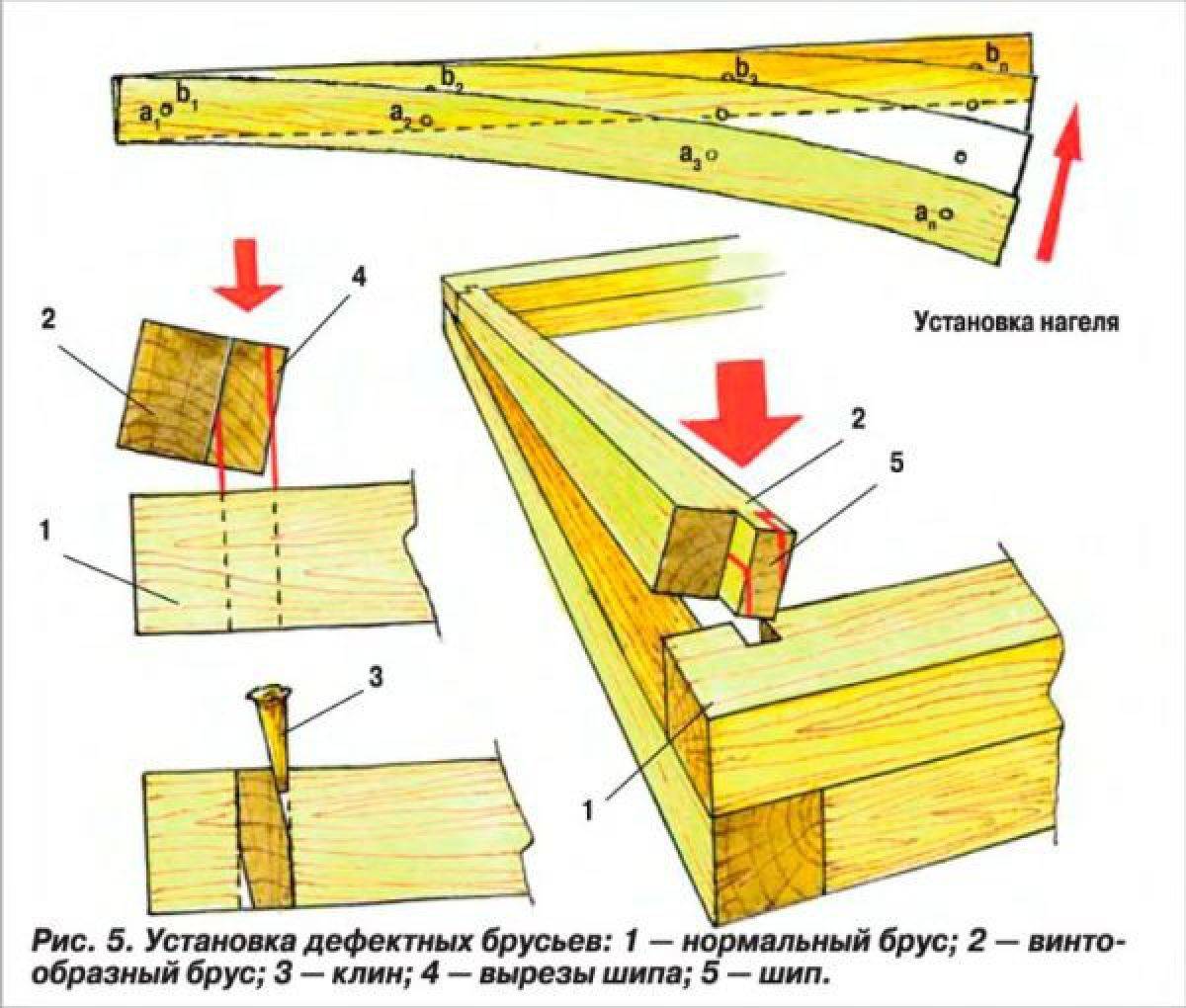
Варианты соединений и стыковки бруса по длине выбираются по способу и виду нагружения. Например, для деталей сруба, испытывающих сильные изгибающие нагрузки, используется двузубый замок, как на схеме.
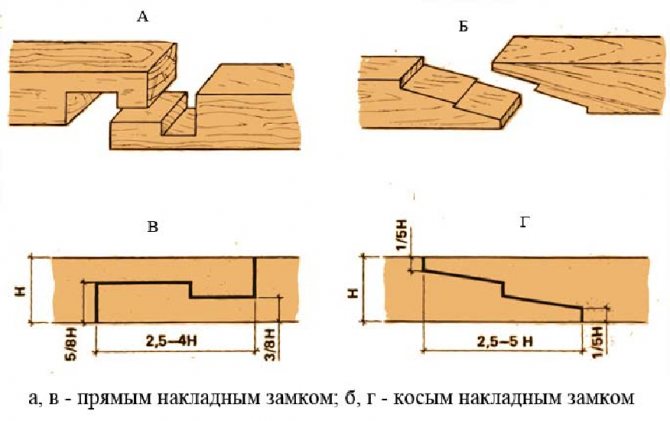
Длина каждой половинки должна быть не менее 300 мм, для больших сечений используются замки с размером стыковочной части до 400 мм. Столь сложная конфигурация запила на каждой из сращиваемых частей выбирается специально, чтобы предупредить образование продольных трещин.

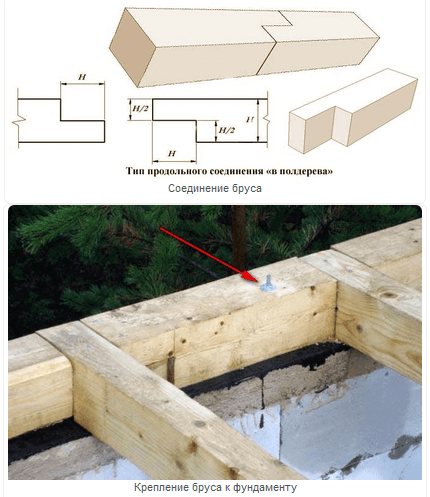
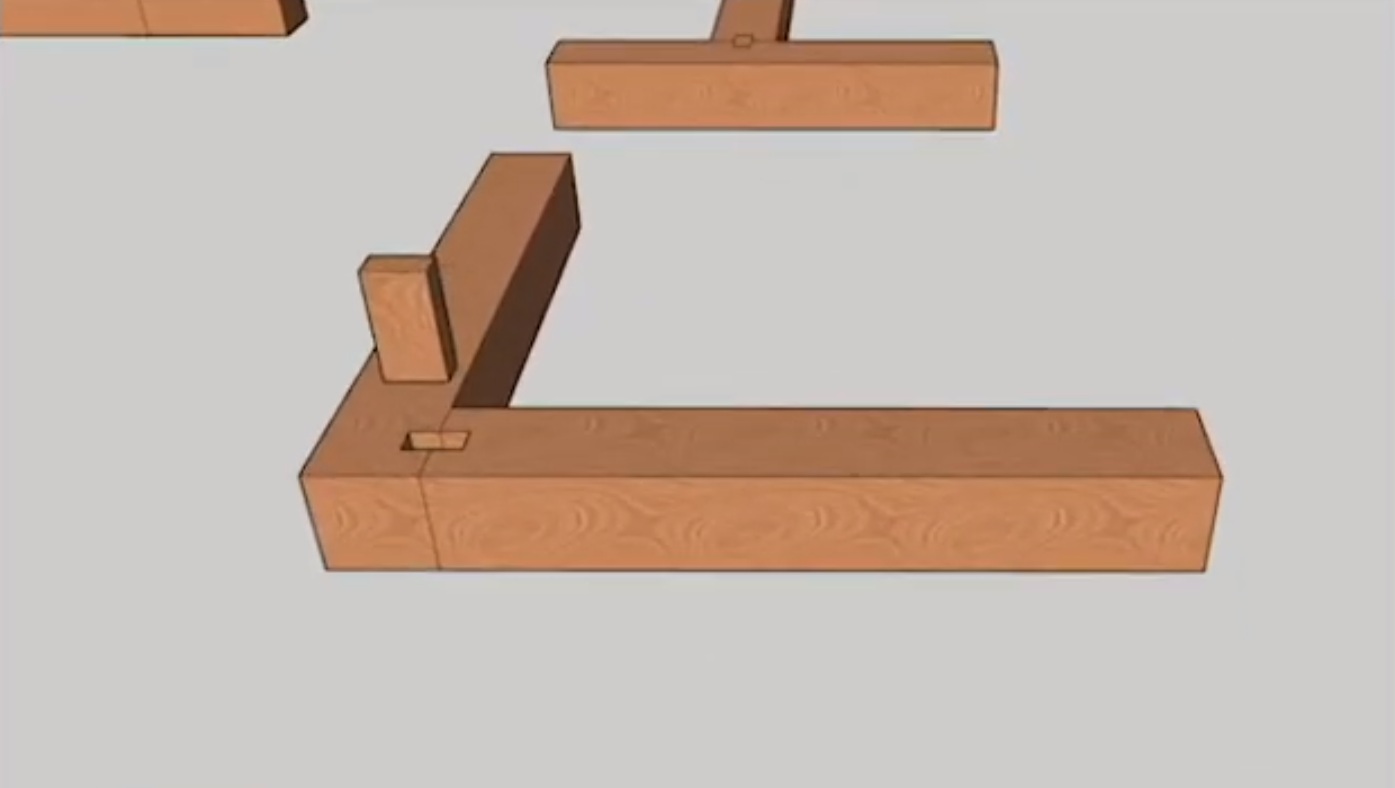
Для линейно нагруженных венцов может использоваться более простая схема, каждая из половинок балки, как и в случае соединения на углах, запиливается двумя пазами. Для сращивания достаточно ввести в зацепление шип и паз и сбить стык деревянными нагелями.
Простые схемы сращивания
Клееный и профилированный материал может соединяться по упрощенной схеме.
Перед тем, как соединить брус между собой, необходимо заложить утеплитель, линия стыка получается небольшой, и стена будет промерзать в зиму. Кроме того, нужно заранее вырезать участки с трещинами или расслоением волокон, иначе под нагрузкой такой венец просто разрушится.
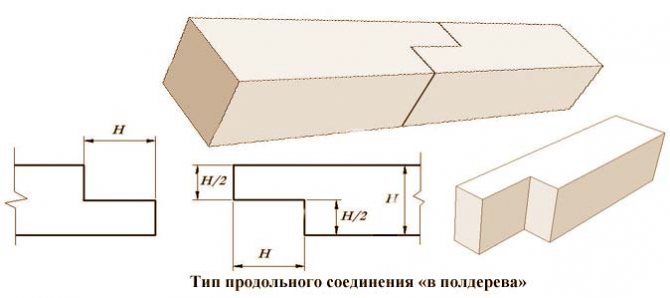
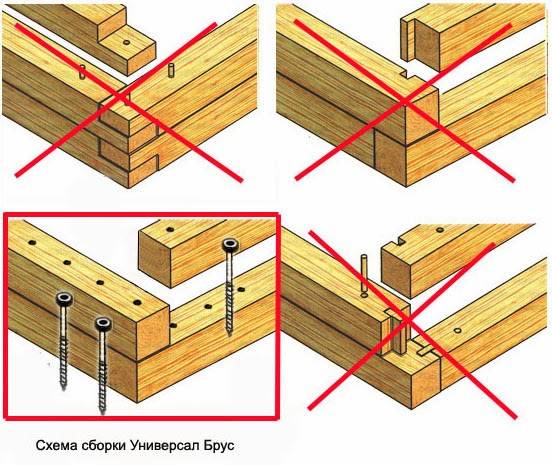
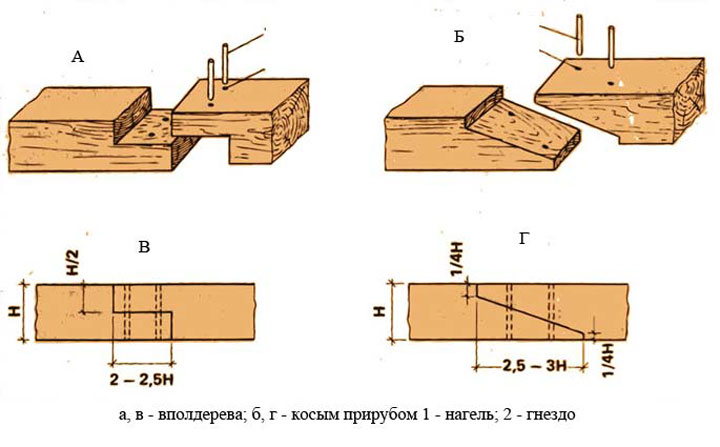
Для рядового венцового материала, который будет уложен в стены, можно использовать классический способ сращивания деталей в угловых стыках, называемый «в полдерева». Каждая половинка обрезается в ½ толщины, после чего детали стягиваются между собой струбциной и сбиваются гвоздями.
Лучшая трубная струбцина
Трубные инструменты используют при стягивании больших конструкций. Приспособление состоит из 2-х независимых частей, одна из которых притягивается к другой. Длину и диаметр трубы нужно выбирать исходя из размера заготовки. Команда ВыборЭксперта изучила этот сегмент рынка и выбрала лучшую модель.
Кобальт 246-074
Лучшая струбцина для столярных работ по мнению ВыборЭксперта. С ее помощью удобно склеивать мебельные щиты или другие материалы. Благодаря накладкам из мягкого пластика заготовка не сминается, не царапается. Аппарат хорош для быстрого крепления больших деталей для дальнейшей обработки или склейки. Отсутствие пластиковых элементов позволяет использовать аппарат для сварки. Порошковое покрытие защищает инструмент от коррозии.
В качестве рейки можно использовать трубу любой длины с резьбой 3/4» на одном конце. Приобрести ее нужно дополнительно. Барашек удобно вращать благодаря специальному выступу. А широкий шаг резьбы обеспечивает быструю фиксацию объектов любого размера.

Достоинства
- Неограниченная ширина зажима;
- Чугунный корпус;
- Прочный зажимной винт из углеродистой конструкционной стали
- Хорошая степень сжатия.
Недостатки
Рейка не идет в комплекте.
Внутренняя резьба на модели не очень надежна. Она бывает залита краской. Сразу после покупки струбцины пользователи рекомендуют прогнать ее метчиком. Пользоваться конструкцией станет удобнее.
Лучшие трубогибы
Способы заточки
Заточить топор можно двумя основными способами:
- ручным методом;
- приспособлениями с электрическим приводом.
При выборе параметров учитывают следующее:
- твердость древесины;
- уровень влажности;
- назначение обработки;
- качество стали, из которой изготовлен топор.
Болгаркой
Чтобы заточить при помощи болгарки следует:
- Приобрести специальный диск для заточки. При этом запрещается использовать отрезной круг.
- Закрепить шлифовальный круг при этом необходимо снять кожух, применить специальные гайки для затяжки.
- Болгарку установить в тиски и надежно закрепить.
- Работу проводить при наличии средств индивидуальной защиты.
Данным инструментом удается обработать рабочие поверхности топоров, изготовленных из стали высокого качества. Недостатком является отсутствие регулировки скорости вращения круга, в результате чего происходит перегрев кромки и изменение характеристик металла.
Бруском
Заточить топор на наждаке можно при наличии следующих материалов и приспособлений:
- щетки металлической;
- наждачки с разным абразивом;
- средств индивидуальной защиты;
- войлочной ткани и полировальной пасты;
- верстака со слесарными тисками;
- напильника с крупной насечкой;
- наждачного камня;
- приспособления для замера угла и плоскостности;
- смазки и воска.
При заточке соблюдают следующий порядок:
- При помощи металлической щетки удалить с рабочей части топора следы ржавчины и загрязнений.
- Наждачкой обработать лезвие с двух сторон.
- При помощи полироли и войлочной ткани отполировать лезвие инструмента с двух сторон.
- Зафиксировать в тисках тыльную часть топора. При этом режущая кромка должна быть свободна.
- При помощи напильника с крупной насечкой обработать край с двух сторон, выполняя обратные движения мастером от плеча.
- Щеткой сметкой очистить металлическую стружку.
- При помощи абразивного бруска, обработанного воском и водой провести правку лезвия.
- По окончании работ нанести защиту от ржавления на металлическую поверхность.
На точильном станке
Для правильной заточки топора необходимо подготовить следующий инструмент:
- станок с двумя наждачными кругами с абразивом разного размера;
- пасту для доводки;
- маркер;
- средства защиты;
- инструмент для измерения угла.
Работы выполняют в следующей последовательности:
- Установить станок на ровную поверхность.
- Визуально проверить шлифовальные круги на наличие дефектов. При необходимо поправить поверхность.
- Закрепить лезвие, при этом вращение круга должно быть навстречу топору.
- Опустив рабочую кромку к наждачному камню, установить угол заточки.
- Обработку ведут до полного удаления заусенец и щерблений на кромке топора.
- Точная правка проводится при помощи круга с мелким абразивом. В таком случае добиваются идеальной гладкости режущей части.
- Сняв инструмент с крепления провести полировку лезвия доводочной пастой.
- По окончании работ провести обработку против ржавления.

Заточка топора на точильном станке
Напильником
Для заточки топора необходимо выполнить следующее:
- Защитить руки при помощи перчаток.
- Закрепить металлическую часть в тисках или другом приспособлении.
- Выполнить первую обработку при помощи напильника с крупной насечкой.
- Для точной заточки применить инструмент с мелкой насечкой до появления заусенца на обратной стороне.
- Перевернув лезвие повторить манипуляции с другой стороны рабочей кромки.
Технология гнутья
Гнутье древесины можно определить как процесс изгибания слоистых или цельных заготовок из древесины для придания им необходимой криволинейной формы. Технология гнутья основана на пластических качествах разных видов древесины. Криволинейные деревянные детали можно получить и путем обработки на специальных станках, но этот метод используется редко, так как наделен рядом негативных последствий.
Описание процесса
Большей пластичностью обладает древесина твердых пород, таких как дуб, бук, ясень. Поэтому и для изготовления криволинейных деталей используют преимущественно породы этих деревьев. Различают холодное и горячее гнутье древесины.
Горячее гнутье основано на резком увеличении пластичности деревянных заготовок при их нагревании от 80 и до 120 градусов. Достигается такой режим нагревания проваркой в воде или пропариванием.



Пластифицированные таким образом деревянные заготовки изгибают по подготовленному шаблону и закрепляют при помощи зажимов, после чего охлаждают и просушивают. При гнутье выпуклая сторона растягивается до необходимого уровня, а вогнутая сжимается. Толстые заготовки гнут при помощи специальных станков.
Холодное гнутье используют для получения многослойных криволинейных гнутых деталей. Для получения детали нужной формы нужно несколько смазанных клеем заготовок уложить друг на друга, придать им необходимую форму и при помощи пресс станка выдержать необходимое время. Форма заготовок, полученных методом холодного гнутья, сохраняется дольше.
Как делают изогнутую древесину, расскажет видео:
Сплачивание досок
Ящики и составные части макетных корпусов производят из раздельных элементов древесины. В данном случае применяются такие виды соединений как сращивание, сплачивание или вязка. Сплачиванием можно назвать стыковку досок по их параметрам: толщина или ширина, у которых волокна древесного материала расположены параллельно. Метод сплачивания в основном применяется для создания громоздких строений.
Для производства цельных лесозаготовок из индивидуальных компонентов используют гвозди, шурупы, клей, нагели, а при сплачивании разъемных заготовок применяют шины и клинья. Часто встречающимся приемом сплачивания считается слияние элементов схлестыванием встык кромками либо пластями. Чем тоньше доска в процессе сплачивания, тем меньше вероятность деформации материала.
В процессе сплачивания важно принимать во внимание размещение годичных слоев на древесине. В сравнении с лесозаготовками, которые соединены кромками, заготовки сплаченные встык пластями значительно устойчивее и буквально не поддаются деформации. Для разъемных корпусов древесный материал сплачивают так, чтобы годичные кольца располагались выпуклой частью к плоскости разъема, а для строения разъемных ящичков маленького размера – в обратном порядке
Сплачивание, выполненное стыковкой доски в фалец и в шпунт, не обеспечит крепкой сбитой линии шва. Данный вид стыкования применяют для выпуска товара без адгезии, применяемый в условиях высокой влажности
Для разъемных корпусов древесный материал сплачивают так, чтобы годичные кольца располагались выпуклой частью к плоскости разъема, а для строения разъемных ящичков маленького размера – в обратном порядке. Сплачивание, выполненное стыковкой доски в фалец и в шпунт, не обеспечит крепкой сбитой линии шва. Данный вид стыкования применяют для выпуска товара без адгезии, применяемый в условиях высокой влажности.
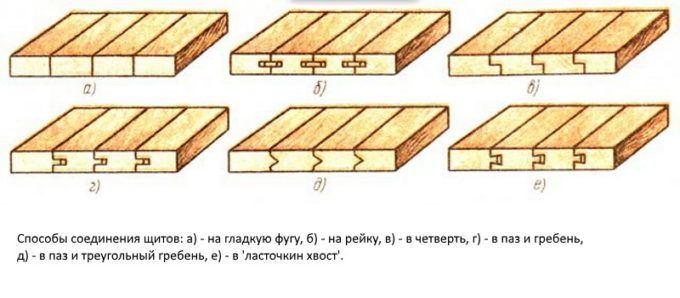
Виды сплачивания:
- Сплачивание на гладкую фугу. Доски предварительно фугуют, стыкуют, смазывают клеем, закрепляют фиксаторами до высыхания;
- Сплачивание с внедрением добавочных связей. Доски предварительно выравнивают, во фронтонах высверливаются проколы для шпилек. Вбивают скобы для увеличения долговечности;
- Сплачивание несущих составляющих. Стыковка досок в половину дерева с накладной частью на площадь стыковки усиливающих планок.
Используемые инструменты
Создание шипов и пазов, при помощи которых будет обеспечиваться соединение двух деревянных заготовок, предполагает, что на боковой поверхности бруса или доски ручным фрезером делается выборка материала. При этом должны быть строго выдержаны все геометрические параметры элементов будущего соединения.
Для выполнения этой операции ручным фрезером можно использовать инструменты с хвостовиками диаметром как 8, так и 12 мм. Наиболее универсальной в этом случае является пазовая фреза, режущая часть которой работает следующим образом:
- боковая поверхность формирует стенки паза и боковые стороны шипа;
- торцевая сторона обрабатывает дно паза и снимает слой материала требуемой толщины с основания шипа.
Вырезка шипа пазовой фрезой
Таким образом, используя инструмент данного типа, можно сформировать на боковой поверхности бруса или доски как шип, так и паз. При этом их размеры можно регулировать в достаточно широких пределах.
В тех случаях, когда к надежности соединения деревянных деталей предъявляются более высокие требования, пазы и шипы делают не прямоугольной формы, а формы, которая называется «ласточкин хвост». Пазы и шипы такой конфигурации создаются с помощью фрез «ласточкин хвост». Выполнить процедуру формирования пазов и шипов такой формы ручным фрезером также возможно, но для этих целей следует использовать приспособления другой конструкции.
Выборка «ласточкиного хвоста» с помощью шаблона
Чтобы вопрос о том, как сделать паз в доске и брусе или шип на их боковой поверхности, не вызывал особых затруднений, лучше использовать электроинструмент, оснащенный удобными боковыми рукоятками, широкой направляющей подошвой и опцией защиты шпинделя от проворачивания в процессе замены фрезы. Кроме того, желательно, чтобы в таком оборудовании присутствовал боковой стопор, за счет которого вылет используемой с ним в комплекте фрезы всегда будет оставаться постоянным.
Имея много общего, эти выборки тем не менее различаются в зависимости от их расположения в деревянной заготовке. Фальц образует Г-образное углубление вдоль кромки или торца. Паз имеет два плечика (стенки) и расположен поперек направления волокон. У шпунта также есть две стенки, но он располагается вдоль волокон.
ПЯТЬ СПОСОБОВ ВЫБОРКИ ПАЗОВ, ШПУНТОВ И ФАЛЬЦЕВ
| ИНСТРУМЕНТ | ОЦЕНКА РЕЗУЛЬТАТА | СТОИМОСТЬ | ДРУГИЕ ВАРИАНТЫ ПРИМЕНЕНИЯ | |
| Наборный пазовый диск | Преимущества: пилит чище, чем большинство обычных дисков; точная регулировка толщины с помощью прокладок | Недостатки: оставляет треугольные борозды в углах выборки; при работе поперек волокон для предотвращения сколов требуется подпорная доска | $80-$250 | Формирование шипов, ящичных соединений, соединений вполдерева и др. |
| Регулируемый пазовый диск | Преимущества: простая и быстрая настройка; доступная цена | Недостатки: неровное дно выборки; при работе поперек волокон для предотвращения сколов требуется подпорная доска | $50-$80 | Формирование шипов, соединений вполдерева и т. п., но с невысокими требованиями к качеству |
| Комбинированный пильный диск с 40 или 50 зубьями | Преимущества: позволяет обойтись без пазового диска; при работе поперек волокон делает чистые фальцы | Недостатки: необходимость делать несколько проходов, что отнимает много времени и часто приводит к ошибкам; следы зубьев требуют зачистки; при работе поперек волокон для предотвращения сколов требуется подпорная доска | $10-$80 | Продольное и поперечное пиление в обычных операциях на пильном станке |
| Прямая фреза | Преимущества: делает чистые и прямоугольные выборки; отличная точность, когда диаметр фрезы совпадает с шириной шпунта или паза | Недостатки: глубокие выборки делаются за несколько проходов; при работе поперек волокон для предотвращения сколов требуется подпорная доска | $5-$20 за одну фрезу или $30-$100 за набор из 6-9 фрез | Выборка гнезд, фрезерование по шаблону, выравнивание грубых поверхностей |
| Фальцевая фреза | Преимущества: делает чистые фальцы при ручном фрезеровании и на фрезерном столе; настройка быстрее и проще, чем у прямой фрезы | Недостатки: глубокие фальцы делаются за несколько проходов; при работе поперек волокон для предотвращения сколов требуется подпорная доска; может отрывать края шпона с облицованных поверхностей | $10-$40 за одну фрезу или $20-$60 за комплект с несколькими подшипниками | Не предназначена для других операций |
Угловые соединения
Существует и множество иных разновидностей соединений столярных изделий. В отдельную группу выделяются угловые стыковки.
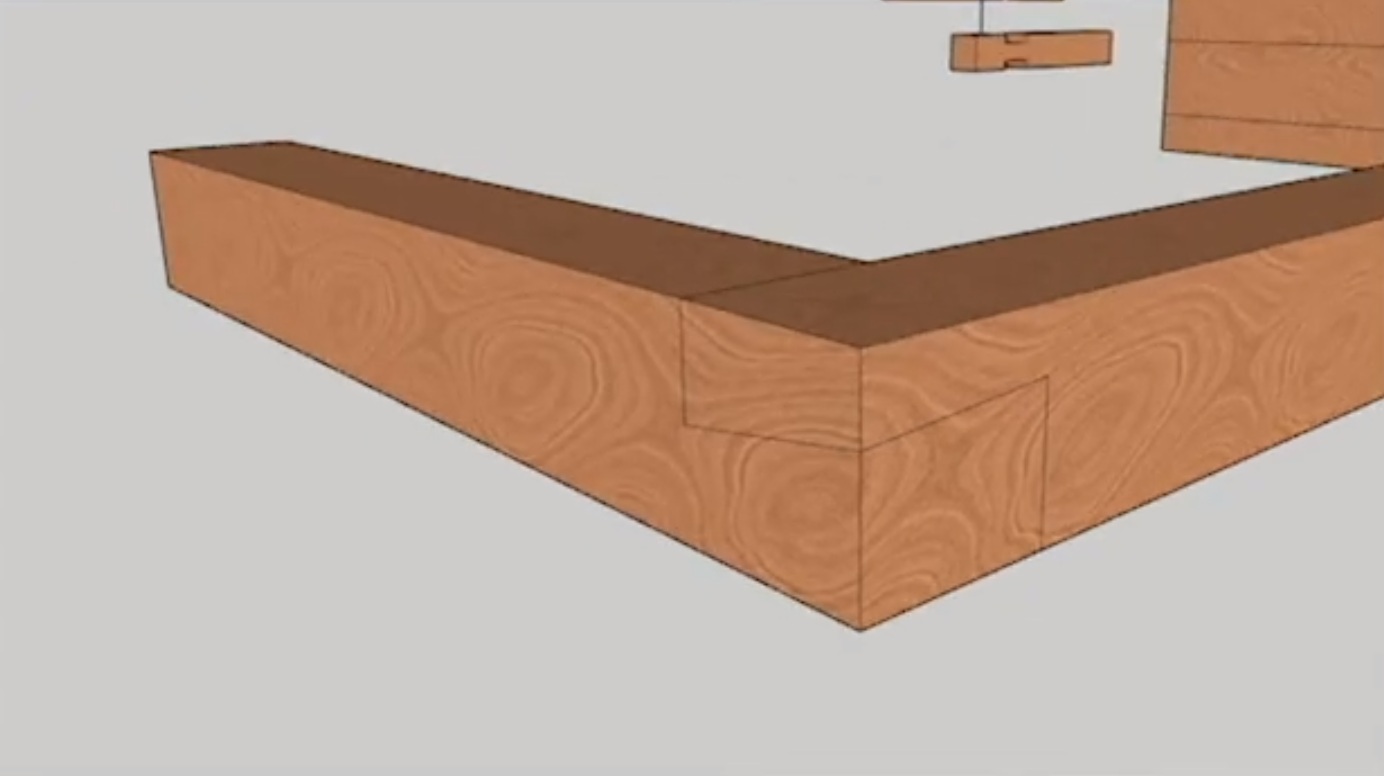

Вязка в этом случае происходит под определенным углом. Такие соединения делятся на ящичные и рамочные виды. Самыми часто применяемыми стыками представленного типа являются:
- Внакладку. Это простой, но при этом менее надежный тип совмещения деталей. В торце выбирают материал до половины толщины заготовки.
- Рамочный прямой шип. Это основной тип угловых стыков. Шип входит в гнездо. Он может быть одиночным, двойным или тройным. Выбор делают в зависимости от требований к прочности детали. Гнездо может быть с одной стороны открытым. Оно называется глухим. Если гнездо открыто с двух сторон, его называют сквозным. Бывают отверстия, открытые с трех сторон. Их называют проушиной, которая располагается на конце. Гнездо также может быть в срединной части.
- Косой шип «ласточкин хвост». Это прочное соединение, которое является более предпочтительным, чем прямой шип. Стык такой конфигурации запиливают не в параллельном направлении относительно кромкам. Основание шипа должно быть 1/3 от толщины бруска. Его конец должен быть 3/5.
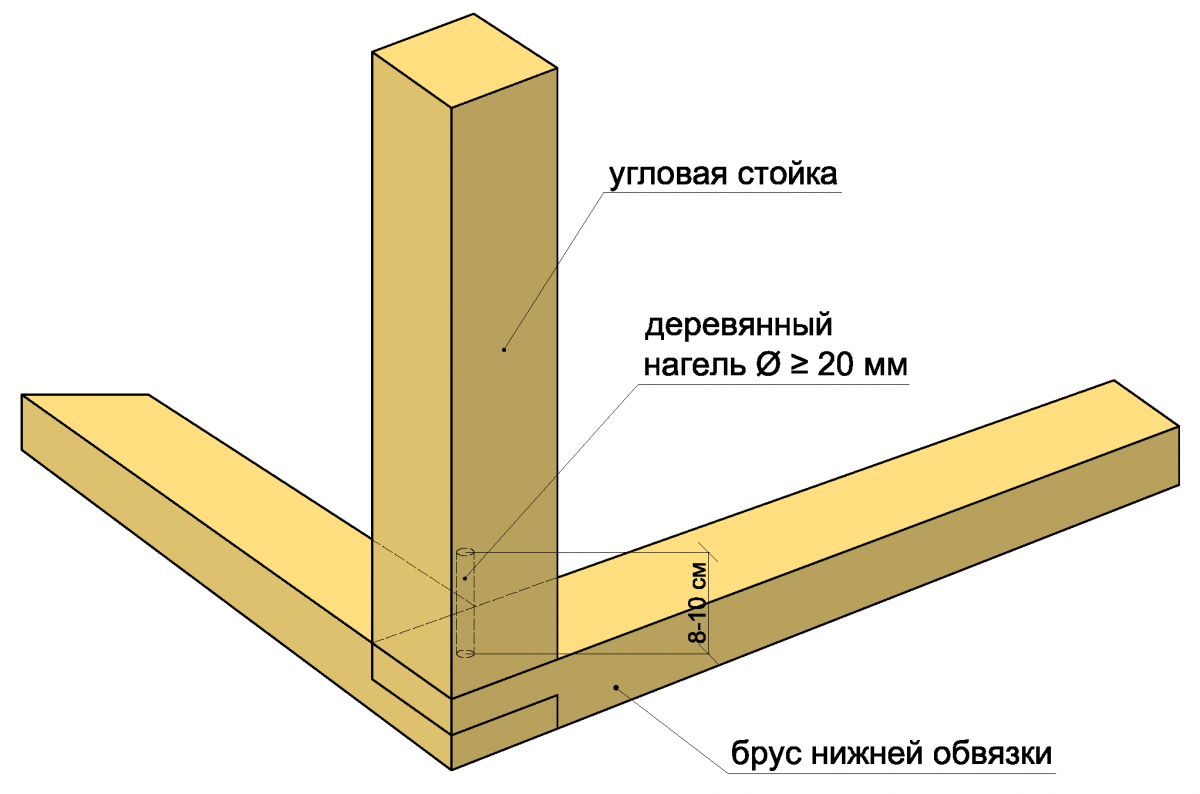
- На шкантах. Это вязка на дюбелях или круглых вставных шкантах. Соединение получается менее прочным, чем шиповое, но при этом оно более экономичное. В этом случае не требуется делать припуск.
- На ус. Концы срезают наискосок. Этот стык применяется как для брусков одинаковой, так и разной ширины. Угол наклона среза может быть разным.
Производители струбцин
Одним из важных критериев выбора инструментов является репутация производителя. Мы отобрали бренды, продукции которых можно доверять:
- Gross – производитель, который входит в российский концерн «Мир Инструмента». Предлагает высокотехнологичную продукцию, сделанную на профессиональном уровне. В каталоге компании большой выбор столярного, слесарного, измерительного или другого инструмента.
- Зубр – компания, которая появилась только в 2005 году, но уже зарекомендовала себя благодаря качественным надежным товарам. Оборудованию бренда можно доверить самые сложные задачи.
- Kraftool – немецкий изготовитель профессионального строительного инструмента для различных задач. Изделия компании славятся эргономичностью, стильным дизайном, долговечностью.
- Fit или Finch Industrial Tools– канадская компания, занимается производством ручного и электрического инструмента для профессионального или домашнего использования. Родилась марка в 1996 году, сегодня она является одним из крупнейших игроков на мировом рынке.
- Stanley – бренд, известный с 1843 года. Американский производитель быстро получил признание благодаря высокому качеству продукции. Под этим логотипом продаютсянадежные ручные или электрические строительные устройства из прочных материалов, которые отличаются продуманной эргономикой, а также высокой производительностью.
- Кобальт – российская марка, делающая монтажно-слесарное оборудование. Компания следует трем основным принципам: надежность, эргономика, оптимальная цена.
- Matrix – немецкий производитель, ассортимент которого насчитывает более 3 000 наименований. Здесь можно найти все от крепежных элементов до слесарного оборудования или автомобильного инструмента.
- Sparta — производит принадлежности для ремонта дома или автомобиля. Они известны низкими ценами и востребованы среди экономных покупателей, которые нечасто прибегают к строительным работам.
- Santool – компания, реализующая ручной строительный инструмент с 2004 года. Главное преимущество ее товаров – разумное сочетание цены и качества. Продукция марки предназначена для использования в личных целях, но также востребована в небольших мастерских.
- Сибртех – бренд, который делает простой надежный недорогой инструмент. В названии соединено 2 слова – Сибирь и Технология. Лаконичный дизайн и отсутствие лишних наворотов – главные отличия товаров марки. Изделия Сибртех призваны помогать при ремонте дома или автомобиля.
Важные нюансы при склеивании деревянных щитов
Здравствуйте, уважаемые читатели и самоделкины! Любому столяру за время его ремесленной практики хоть раз приходилось иметь дело со склеиванием больших деревянных щитов. И каждый из опыта знает: чем лучше выровнены стыки между досками, тем меньше материала придётся счищать или снимать рубанком, чтобы добиться абсолютно ровной плоскости панели.
В данной статье, автор YouTube канала «Stumpy Nubs» расскажет Вам, как можно добиться качественного результата, используя весьма простые приемы.
Конечно, для выравнивания и усиления стыков можно воспользоваться плоскими шкантами, или ламелями. Но тогда в Вашем парке инструментов должен иметься хороший ручной или ламельный фрезер.
Для этого ламельным фрезером во смежных боковых сторонах досок прорезаются глубокие пазы, в которые затем вставляются планки из твёрдого картона или фанеры.
Всевозможные планки, шканты и шпонки применяются также и для укрепления угловых соединений. Хотя, по правде говоря, одного клея по дереву более чем достаточно, чтобы этот тип соединения приобрёл нужную прочность.
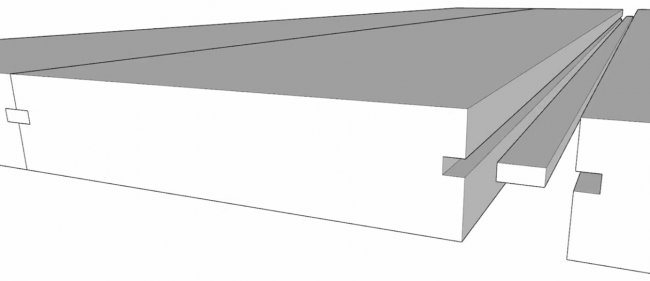
Самым быстрым решением для выравнивания стыков совмещённых досок являются длинные корректирующие рейки, которые можно сделать самим из обрезков древесины.



