Как выполнить пайку в домашних условиях
С такими задачами, как соединение деталей из нержавейки при помощи пайки и пайка нержавейки с медью, нередко сталкиваются и в домашних условиях. Изделия, изготовленные из нержавеющей стали, активно используются в быту уже на протяжении многих лет, поэтому, когда они по каким-либо причинам приходят в негодность, у любого домашнего мастера возникает естественное желание отремонтировать их самостоятельно. Следует сразу сказать, что спаять детали из нержавейки не так уж и сложно, главное – строго придерживаться технологии, а также запастись соответствующими инструментами и расходными материалами.

Освойте технику пайки на простых соединениях, а затем пробуйте работать с более ответственными деталями
Перед тем как приступать к пайке нержавейки, очень желательно не только изучить теоретический материал по данному вопросу, но и более подробно познакомиться с правилами его выполнения при помощи обучающих видео.
Чтобы паять изделия из нержавейки, вам потребуются следующие инструменты и расходные материалы:
- паяльник, работающий от электричества, мощность которого составляет не менее 100 Вт;
- специальная паяльная кислота, которая будет использована в качестве флюса;
- напильник или наждачная бумага;
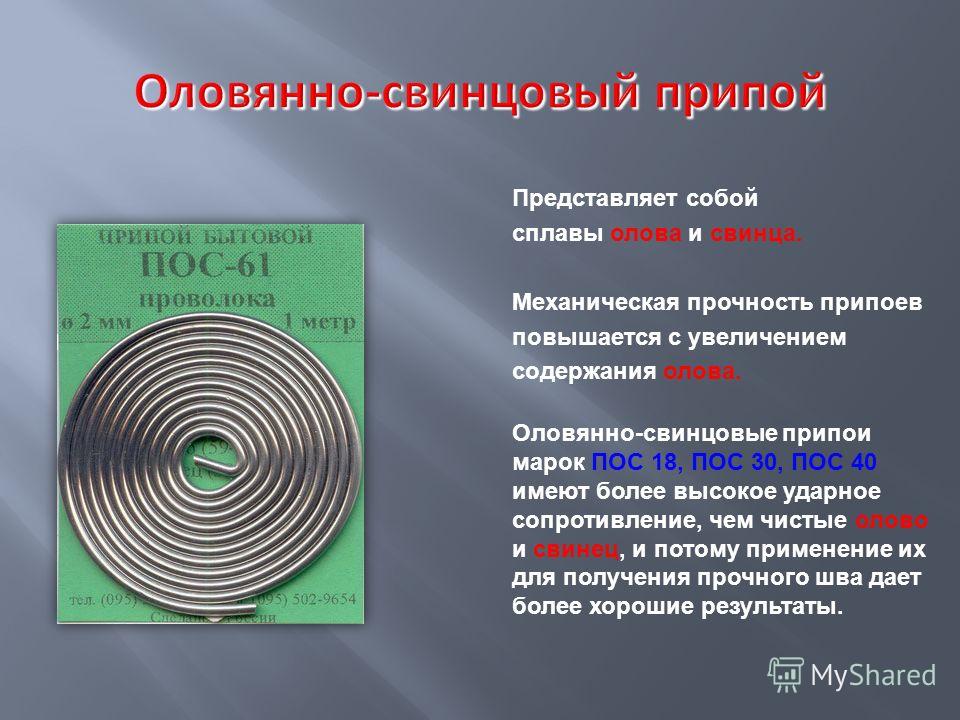
- припой, специально предназначенный для соединения стальных деталей, основу которого составляют олово и свинец;
- трос, изготовленный из стали;
- металлическая трубка.

Материалы и инструменты для пайки
Сам процесс пайки деталей из нержавейки выполняется по следующему алгоритму.
- В первую очередь необходимо тщательно зачистить место будущего соединения, для чего используется наждачная бумага или напильник.
- После подготовки поверхностей соединяемых деталей на них необходимо нанести флюс, в качестве которого, как уже говорилось выше, используется паяльная кислота. Основная задача флюса состоит в том, чтобы обеспечить качественное лужение соединяемых деталей.
- После того как поверхности соединяемых деталей обработаны флюсом, необходимо выполнить их лужение, которое заключается в нанесении на них тонкого слоя припоя, состоящего из олова и свинца. Если выполнить лужение с первого раза не удалось, то необходимо повторить такую процедуру, предварительно разогрев соединяемые детали.
- Даже после нагрева изделий и их повторной обработки флюсом лужение может не увенчаться успехом – припой будет просто скатываться с поверхности деталей, а не ложиться на них тонкой пленкой. В таком случае необходимо воспользоваться кисточкой с металлическими жилами, которую несложно изготовить из трубки и стального троса. Перед использованием такой щетки на поверхность деталей также необходимо нанести флюс (паяльную кислоту) и только затем, нагревая место будущего соединения паяльником, зачищать его при помощи металлической кисточки. Такая несложная методика позволяет эффективно очистить поверхность нержавейки от окисной пленки, которая, как правило, и является основным препятствием для осуществления качественного лужения.
- После того как на соединяемые изделия удалось нанести тонкий слой олова, можно начинать их паять. Выполняется такая процедура при помощи паяльника и припоя, которым заполняют стык между деталями.
Как выполнить пайку в домашних условиях
Перейти к непосредственному выполнению спайки, следует после того, как были изучены особенности технологии. Сначала необходимо приготовить следующее оборудование и материалы:
- газовая горелка или паяльник;
- флюс и припой;
- бура.
Задача выполнима и без буры с флюсом, но тогда швы получатся видными, место соединения не будет отличаться особой прочностью.
Скрепление изделий выполняется следующим способом:
- поверхность деталей обрабатывается флюсом и посыпается стружкой припоя;
- затем их подносят к газовой горелке и нагревают до 700 градусов.
Очень крупные изделия необходимо прогревать постепенно.
Пайка с помощью газовой горелки
Когда нужно запаять латунь любой марки, выручит газовая горелка. Сначала детали помещают на асбестовое основание и соединяются. Шов протирается флюсом на основе буры, припой посыпается сверху.
Пламя газовой горелки должно попадать ровно на это место. Когда выполняется пайка меди с латунью, следует заранее приготовить специальное средство для удаления оксидной пленки.
Пайка паяльником
Паяльником также удается добиться прочного соединения двух изделий. В этом случае используют такой флюс, как паяльная или ортофосфорная кислота.
Предварительно обработав поверхность изделий, после чего подносится паяльник с припоем. В спаиваемых изделиях таким образом можно скрыть дефекты. Пайка выполняется при хорошо разогретом инструменте.
Сварка
Рассмотрим, как осуществляется трубная пайка меди и своими руками:
- Любая технология подразумевает подготовку трубы. Вам понадобится обрезать коммуникацию до нужного размера и обработать концы фаскоснимателем. Это нужно для того, чтобы следующий элемент при соединении не повредился и получилось максимально жесткое сцепление деталей;
- На край трубы из меди наносится флюс для пайки, его же намазывают на фитинг или другую трубу. После нужно аккуратно вставить коммуникации друг в друга. Если распайка производится самофлюсующимся припоем или электродом, то флюс можно не использовать;
- В стык вставляется выбранный припой. Нужно отметить, что если используется паста, то её нужно наносить после флюса. Под воздействием определенной температуры вещество начнет плавиться, заполняя собой свободное пространство в трубе. Очень важный момент: на припой нельзя воздействовать прямым огнем, он должен расплавиться только от тепла разогретой трубы; Фото – пайка с припоем
- Если используется лужение, то флюс и припой наносятся очень тонким слоем, иначе в противном случае, на месте пайки образуется некрасивый объемный шов. Если осуществляется ремонт замков или радиодеталей (usb, контактов), то это может нарушить процесс работы элемента;
- После окончания нагрева инструмент убирается. В этот момент трубу нельзя двигать – соединение еще слишком пластичное, при повороте металлических отводов можно повредить крепление. Остывают медные трубы естественным путем;
- Остается только удалить остатки припоя или флюса щеткой, абразивной бумагой или кистью. Место стыка не рекомендуется переохлаждать первые сутки, когда процесс застывания металла не завершен. Фото – после зачистки
Купить все необходимые инструменты, которыми производится пайка бронзы или меди, можно в любом электрическом магазине, цена зависит от категории. Горелки стоят от 3 долларов до нескольких десятков, стоимость припоя начинается от 5 у. е., флюса – от 3.
Из латуни делают краны, метизы, трубки, декоративные предметы интерьера и многие другие изделия. Этот материал получают в результате сплавления меди, цинка (в разных пропорциях) и различных добавок.
Пайка латуни обеспечивает получение надёжного и качественного соединения деталей. Пайка предполагает использование специального инструмента в виде газовой горелки, а также припоя из смеси олова и свинца. В ряде случаев при изготовлении твердого припоя для латуни используется одно олово.
Особенности технологии пайки
Технология производства работ с использованием припоев, не содержащих в своем составе свинца, практически ничем не отличается от пайки привычными компонентами. Однако следует учесть некоторые особенности.
На вопрос, чем паяют, ответ однозначный: паяльником. Однако лучше всего использовать устройство с терморегулятором. Это позволит проводить работы в диапазоне рабочих температур, указанных производителем. А он значительно меньше, чем у составов на основе свинца.
Для предотвращения перегрева деталей и минимизации теплового контакта необходимо подобрать оптимальную форму жала паяльника. К тому же следует учитывать, что обычный медный наконечник прослужит (при использовании таких припоев) довольно недолго. Лучше использовать специальные жала со стальным напылением или с покрытием из хрома и никеля.
Выбор флюса также играет немаловажную роль при работе с припоями без свинца. Обычно для этого используют специальные составы (как правило, более химически активные). Наиболее удобны в работе жидкости, гели и пасты, не требующие последующей очистки места пайки.
В остальном все, как обычно:
- разогреваем паяльник до требуемой температуры;
- при необходимости зачищаем места пайки;
- наносим флюс;
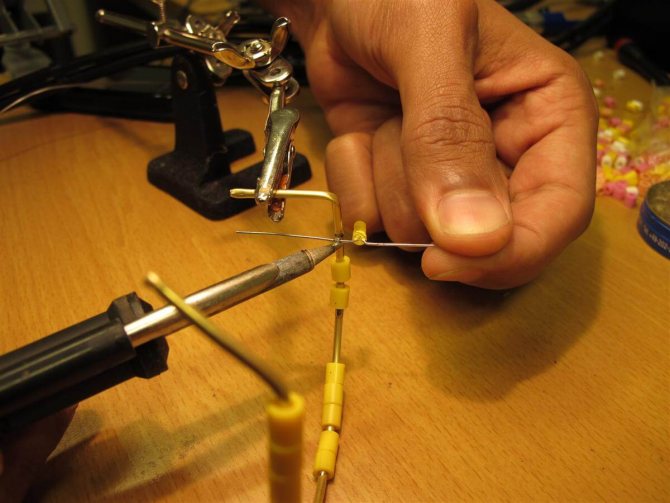
- одновременно прикладываем пруток припоя и жало паяльника к месту соединения элементов;
- даем спаянным элементам остыть естественным путем.
Способы сварки меди
Негативные свойства меди, препятствующие сварке, обходят многими способами, применяя различные расходные материалы и оборудование. Не все можно применить в домашних условиях, но некоторые вполне доступны.
Сварка меди аргоном
Этим способом выполняют сварку меди полуавтоматом или ручным аргонодуговым методом. Работа проводится постоянным током прямой полярности. Его величина устанавливается из расчета, что на каждый миллиметр толщины нужно 100 А. Значение можно корректировать в процессе работы в зависимости от состава металла. При сварке меди аргоном расход газа не должен превышать 10 л/мин.
В качестве присадочной проволоки можно использовать медные провода или жилы кабеля, очищенные от изоляции и лака. Ее подают по краю сварочной ванны впереди электрода, чтобы при плавлении металл не прилипал к нему. Для заготовок толщиной меньше 0,5 см предварительный подогрев не нужен.
Чаще всего выполняют сварку меди угольными электродами, так как вольфрамовые приходится часто менять. Заготовки толщиной больше 1,5 см соединяют графитовыми электродами. Допустимый вылет электрода не больше 7 мм, длина дуги 3 мм. В отличие от других способов сваркой меди аргоном можно качественно соединять вертикальные стыки.
Газовая сварка
Для этой технологии не требуется сложное оборудование как для аргонодуговой. Достаточно горелки и баллона с ацетиленом. Чтобы обеспечить нормальное протекание процесса, потребуется расход газа 150 л/час для заготовок толщиной до 10 мм, свыше ― 200 л/час. Для замедления остывания заготовки с обеих сторон обкладывают листовым асбестом. Диаметр присадочной проволоки выбирается равным 0,6 толщины металла, но не более 8 мм.
Выполняя газовую сварку меди, пламя направляется перпендикулярно к стыку. При этом нужно следить, чтобы проволока плавилась раньше основного металла. Чтобы снизить вероятность появления горячих трещин, работу проводят без остановок. Завершенный стык проковывают без нагрева, если детали тоньше 5 мм, или при температуре 250⁰C, когда толще. Затем проводят отжиг при 500⁰C и быстро охлаждают водой.
Ручная дуговая сварка
Этим способом соединяют заготовки толщиной больше 2 мм, используя плавящиеся электроды и постоянный ток обратной полярности. Процесс практически не отличается от сварки стали, только электрод ведут без поперечных колебаний, поддерживая короткую дугу. Шов формируется возвратно-поступательными движениями.
Для сварки меди в домашних условиях лучшими признаны электроды АНЦ-1, которыми можно соединять металл толщиной до 15 мм без подогрева. Аналогичными характеристиками обладают марки EC и EG польского производства. При ремонте трубы с горячим носителем следует учитывать, что тепло и электропроводность швов, сделанных этим способом, в 5 раз меньше, чем у меди.
Сила тока и диаметр электрода в зависимости от толщины деталей приведены в таблице:
Как использовать латунный припой
Прежде чем начать пайку, изделие должно быть собрано. Для этого отдельные детали скрепляются посредством металлической проволоки (биндры). Когда подготовка окончена, все вместе помещается в горг, где происходит нагрев, пока металл не раскалится до красноты
При закладке нужно проявить предельную осторожность. Для расчистки места в углях под изделие используется кочерга, на решетке остается топливо достаточно большим и ровным слоем
При работе с углем важно следить, чтобы он не попадал на ковку, даже малейшими кусочками. Поддув горна не должен быть сильным, чтобы получить равномерное прокаливание
Читать также: Как крепко склеить пластик
В роли флюса, как правило, выступает бура. Перед нанесением она по всей поверхности смачивается водой, после чего приступают к пайке. Оставляя флюс на месте, берут прутик латуни и проводят его там, где должны быть соединения. В этот момент пламя в горне изменяет свой цвет на зеленый. В процессе пайки заготовка изделия не должна перемещаться и сдвигаться с первоначального места. Это поможет избежать случайного смещения деталей относительно друг друга, чтобы не испортить шов как с точки зрения внешней привлекательности, так и надежности шва.
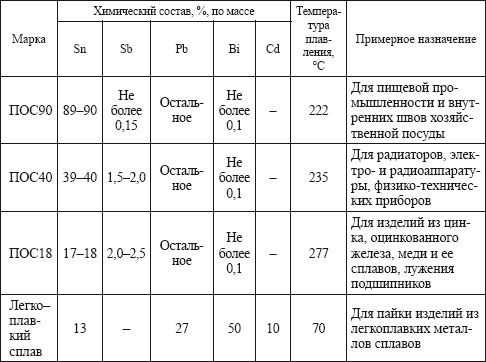
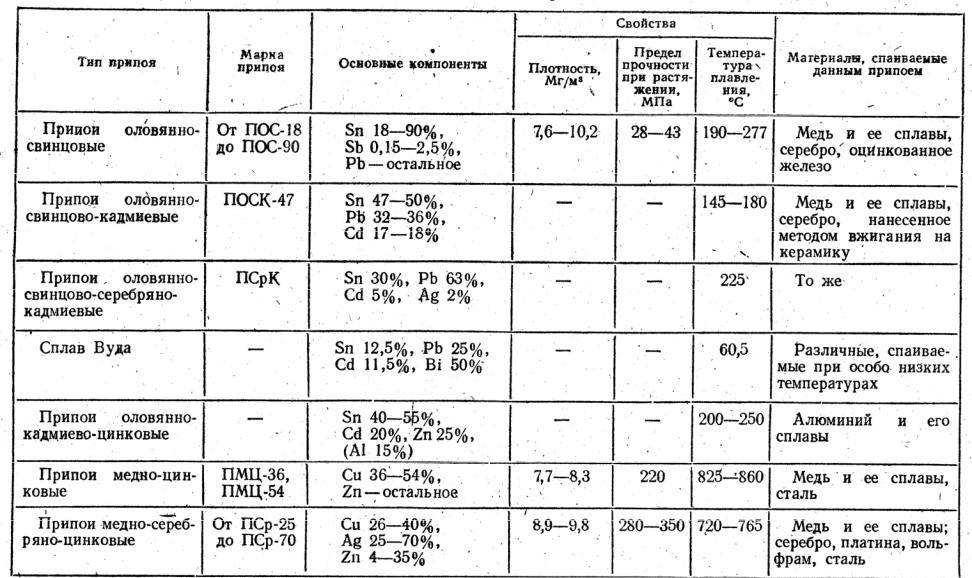
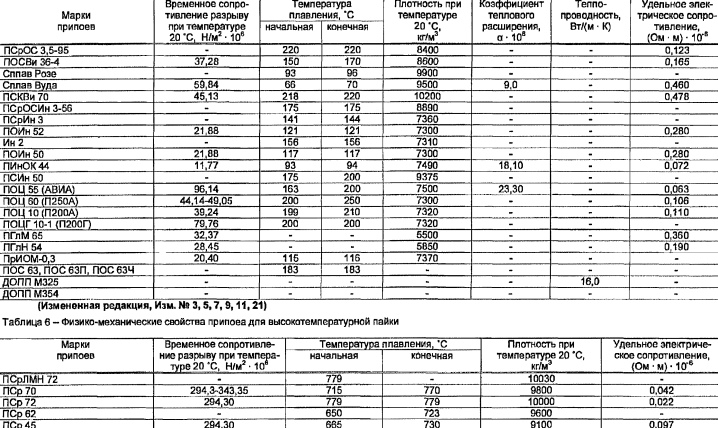
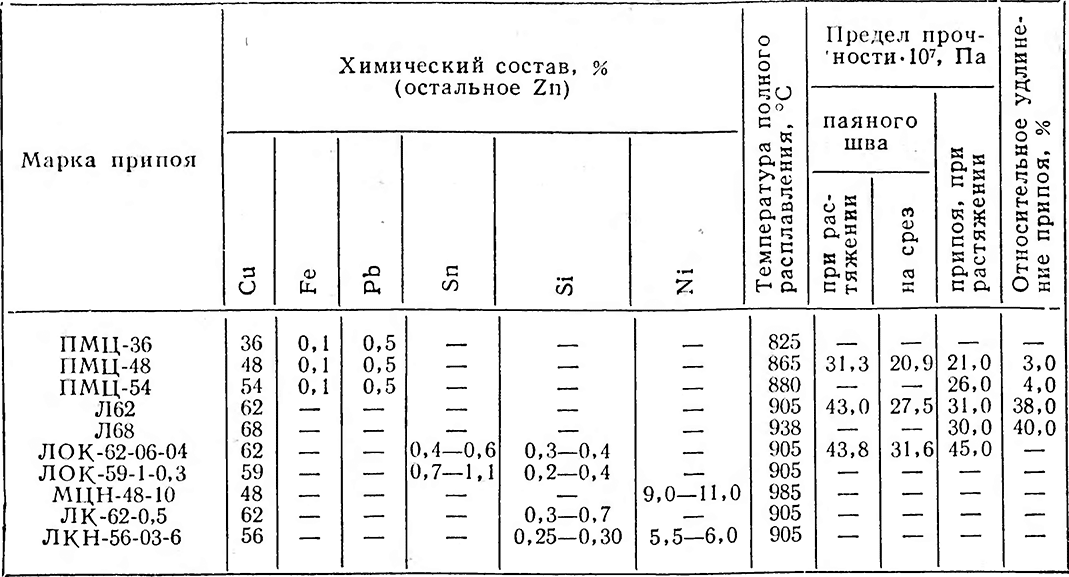
Таблица состава и применения припоев.
Если в композиции содержится много элементов, то сваривание происходит по-другому. В тех местах, где будет производиться пайка, с самого начала латунь раскладывается кусочками, в расчете на то, что при нагреве она начнет растекаться, в результате чего детали будут скреплены.
Латунь может использоваться отдельными кусочками, стружкой или опилками, засыпаемыми в местах сварки. При этом они должны соответствовать требованиям чистоты, чтобы не было никаких примесей и посторонних включений. Железная стружка и другие металлические мелкие детали удаляются посредством магнита.
Чтобы спаять более мелкие детали, как скрепляющий материал применяют глину с добавленной в нее солью. Но при сборке отдельных частей для скрепления используется проволока не из железа, а из латуни. После этого изделие посыпается бурой, обмазывается глиной и аккуратно помещается на лист металла, который отправляется в горн. Поддувать также нужно слабо, прогрев глины должен происходить равномерно. После того как она засохнет, подача воздуха происходит активнее. Глина, начавшая трескаться, свидетельствует о том, что скрепление деталей надежно. Пайка отдельных частей происходит посредством латунной проволоки, которая к этому моменту плавится и скрепляет детали. По окончании процесса горн выключается, готовое кованое изделие должно остыть. Завершающим этапом осуществляется удаление глины и флюса, излишки припоя вычищаются с помощью напильника.
Отличия меди от латуни
Нередко возникает вопрос о том, как отличить медь от латуни. Латунь представляет собой сплав, где в 30% содержится цинк. В половине случаев для производства латуни проводят использование технического цинка, где его присутствует только 50%. Остальная часть состоит из свинца и других примесей. Для того чтобы различить эти представители, надо знать их характеристики. В связи с этим уместен вопрос, как определить медь?
Для отличия латуни от меди требуется выполнение ряда действий, с помощью которых можно распознать медь в домашних условиях:
- Чистят предмет, который необходимо проверить. Для удаления загрязнений используют водный раствор уксуса. Таким способом происходит удаление и окислов.
- Лучше определение проводить при белом свете. Медные изделия характеризуются красно-коричневым цветом. Латунная поверхность переливается несколькими цветами. Это связано с присутствием в ее составе нескольких представителей.
- Медные предметы мягкие и удар о твердую поверхность сопровождает приглушенность звука. У латуни этого нет. Звук более звонкий по своим характеристикам.
- Предметы способны содержать пометки в виде литеры «М» или «Л». По этому признаку эти два вида также могут отличаться.
- Узнать, что перед вами конкретно, можно и по области применения изделия. Медные изделия встретишь довольно редко, зато она повсеместно используется для производства проводов.
Перечисленными способами и проводят определение меди прямо дома.

Припои и флюсы: классификация и методы выбора
Для получения хороших результатов пайки обязательно применяются добавки в виде флюсов и различных припоев.
Припоем называется определённый металл, который после его расплавления проникает в металлы, подготовленные для пайки.
Только в крайнем случае, если паяют детали, на которых не лежит большой ответственности за весь агрегат, и нет высоких требований к прочности, применяют обычные сплавы олова со свинцом.
Современные припои классифицируются следующим образом:
- По температуре плавления. Они бывают мягкие с температурой плавления достигающей 400°C; полутвёрдые с температурой плавления олова и твёрдые. Температура плавления твердых припоев превышает 500 °C.
- По типу расплавления. Припои, которые расплавляются в процессе пайки полностью или частично.
- По способу получения припоя. Производятся готовые припои, и припои которые образуются в процессе пайки. Такая пайка называется контактно – реактивная.
- По перечню химических элементов, добавленных в состав. Таких элементов применяется достаточно большое количество. От распространенных металлов цинка, олова, алюминия, до редкоземельных металлов галлия, индия, палладия.
- По технологии изготовления припоя. Они бывают: проволочные, штампованные, катанные, литые измельчённые.
- По виду припоя. Их производят в виде проволоки, готового порошка, в виде ленты и отдельных листов, в форме таблеток и готовых к применению закладных деталей.
- По способу образования флюса. Припои делятся на две большие категории: флюсуемые и так называемые самофлюсующиеся.
Припои, так же как и латунь, маркируются заглавными буквами и цифрами. По маркировке можно определить для какой латуни предназначен конкретный припой. Например, если необходимо спаять деталь из латуни, в которой большой процент меди, то предлагается использовать припой марки ПСр12 или ПСр72. Этот припой в своём составе содержит большой процент серебра. Если в латуни присутствует большой процент цинка, то целесообразно использовать припой ПСр40. Поэтому, чтобы получить надёжное соединение после пайки, необходимо понимать, какие нагрузки возлагаются на ремонтируемую деталь. Если деталь стационарная и не несёт больших вибрационных нагрузок (например, элементы сантехники) можно смело применить припой мари ПМЦ. Если же необходимо обеспечить прочное соединение применяют специальные твёрдые припои, такие как L-CuP6. Этот припой имеет очень высокую температуру плавления — 730 °С.

Припои для латуни
Чтобы правильно выбрать марку припоя, можно воспользоваться следующим методом:
- Определить температуру плавления деталей, которые планируется спаять.
- Уточнить коэффициент температурного расширения. У латуни, которую планируется паять и припоя он должны быть очень близким.
- После пайки припой не должен снижать механические характеристики отремонтированной детали.
- Припой должен образовывать с основной латунной деталью гальваническую пару. Если этого не обеспечить будет быстро происходить процесс коррозии.
- Свойства припоя должны соответствовать всем техническим и эксплуатационным характеристикам.
- Припой должен обеспечивать в процессе пайки хорошую смачиваемость основной детали.
Флюсом называют специальное вещество, которое позволяет подготовить поверхность металла, то есть, снять с неё образующийся налёт окисла, жирные и водяные пятна. Без применения флюса качественно спаять латунную деталь невозможно. Флюсы подбираются в зависимости от химического состава латуни.
Опыт показывает, чтобы качественно спаять детали из распространенных марок латуни ЛС59 и Л63 достаточно иметь флюс, состоящий из хлористого цинка, растворённого в борной кислоте. Если необходимо спаять латунь, в составе которой имеется свинец и кремний (например, марка ЛКС80), то необходим флюс, имеющий соединения фтора и калия. Их также растворяют в борной кислоте, или буры. Подобный флюс для пайки можно приготовить и в домашних условиях, используя соответствующие элементы в требуемом процентном соотношении.
Флюс-паста для пайки латуни
Сегодня промышленность предлагает готовые флюсы для паяния латуни. К ним относятся: флюс «Бура»; флюсы ПВ-209 и ПВ-209Х.
Латуни
Сплавы меди с цинком, называемые латунями, широко используются в электротехнике. Цинк растворяется в меди в пределах до 39%.
В различных марках латуни содержание цинка может доходить до 43%. Латуни, содержащие до 39% цинка, имеют однофазную структуру твердого раствора и называются a-латунями. Эти латуни обладают наибольшей пластичностью, поэтому из них изготавливают детали горячей или холодной прокаткой и волочением: листы, ленты, проволоку. Без нагрева из листовой латуни методом глубокой вытяжки и штамповкой можно изготовить детали сложной конфигурации.
Латуни с содержанием цинка свыше 39% называют a+b-латунями или двухфазными и применяют главным образом для фасонных отливок.
Двухфазные латуни являются более твердыми и хрупкими и обрабатываются давлением только в горячем состоянии.
Присадка к латуням олова, никеля и марганца повышает механические свойства и антикоррозионную устойчивость, а добавки алюминия в композиции с железом, никелем и марганцем сообщают латуням кроме улучшения механических свойств и коррозионной стойкости высокую твердость. Однако присутствие в латунях алюминия затрудняет пайку, а проведение пайки мягкими припоями становится практически невозможным.
· латуни марок Л68 и Л63 вследствие высокой пластичности хорошо штампуются и допускают гибку, легко паяются всеми видами припоев. В электромашиностроении широко применяются для различных токоведущих частей;
· латуни марок ЛС59-1 и ЛМЦ58-2 применяются для изготовления роторных (беличьих) клеток электрических двигателей и для токоведущих деталей, изготовленных резанием и штамповкой в горячем состоянии; хорошо паяются различными припоями;
· латунь ЛА67-2,5 применяется для литых токоведущих деталей повышенной механической прочности и твердости, не требующих пайки мягкими припоями;
· латуни ЛК80-3Л и ЛС59-1Л широко применяются для литых токоведущих деталей электрической аппаратуры, для щеткодержателей и для заливки роторов асинхронных двигателей. Хорошо воспринимают пайку различными припоями.
Алюминий
Характерными свойствами чистого алюминия является его малый удельный вес, низкая температура плавления, высокая тепловая и электрическая проводимость, высокая пластичность, очень большая скрытая теплота плавления и прочная, хотя и очень тонкая пленка окиси, покрывающая поверхность металла и защищающая его от проникновения кислорода внутрь.
Малая плотность делает алюминий основой легких конструкционных материалов; большая пластичность позволяет применять к алюминию все виды обработки давлением и получать из него листы, прутки, проволоку, трубы, тончайшую фольгу, штампованные детали с глубокой вытяжкой и др.
Хорошая электрическая проводимость обеспечивает широкое применение алюминия в электротехнике. Так как плотность алюминия в 3,3 раза ниже, чем у меди, а удельное сопротивление лишь в 1,7 раза выше, чем у меди, то алюминий, на единицу массы имеет вдвое более высокую проводимость, чем медь.
Прочная пленка окиси быстро покрывает свежий срез металла уже при комнатной температуре, обеспечивая алюминию высокую устойчивость против коррозии в атмосферных условиях.
Сернистый газ, сероводород, аммиак и другие газы, находящиеся в воздухе промышленных районов, не оказывают заметного влияния на скорость коррозии алюминия. Действие водяного пара на алюминий также незначительно. В контакте с большинством металлов и сплавов, являющихся благородными по электрохимическому ряду потенциалов, алюминий служит анодом и, следовательно, коррозия его в электролитах будет прогрессировать.
Чтобы избежать образования гальванопар во влажной атмосфере, место соединения алюминия с другими металлами герметизируется лакировкой или другим путем.
Длительные испытания проводов из алюминия показали, что они в отношении устойчивости против коррозии не уступают медным.
Таблица 1. Основные характеристики проводниковых материалов
|
Материал |
Плотность, кг/м3·103 |
Температура плавления, °C |
Удельное электрическое сопротивление при 20 °C, Ом×м·10–6 |
Средний температурный коэффициент сопротивления от 0 до 100 °C, 1/град |
Примечание |
|
Алюминий |
2,7 |
660 |
0,026—0,028 |
4·10–3 |
Провода, кабели, шины, проводники короткозамкнутых роторов, корпуса и подшипниковые щиты малых электромашин |
|
Бронза |
8,3—8,9 |
885—1050 |
0,021—0,052 |
4·10–3 |
Кадмиевая бронза — контакты, фосфористая — пружины |
|
Латунь |
8,4—8,7 |
900—960 |
0,03—0,08 |
2·10–3 |
Контакты, зажимы |
|
Медь |
8,7—8,9 |
1080 |
0,0175—0,0182 |
3·10–2 |
Провода, кабели, шины |
|
Олово |
7,3 |
232 |
0,114—0,120 |
4,4·10–3 |
Припои для лужения и пайки в сплаве со свинцом |
|
Свинец |
11,34 |
327 |
0,217—0,222 |
3,8·10–3 |
Защитная обложка кабелей, вставки предохранителей, пластины аккумуляторов, припои в сплаве с оловом для лужения и пайки |
|
Серебро |
10,5 |
960 |
0,0160—0,0162 |
3,6·10–3 |
Контакты электроприборов и аппаратов |
|
Сталь |
7,8 |
1400 |
0,103—0,137 |
62·10–2 |
Шины заземления |
Таблица 2. Сопротивление металлов или сплавов по сравнению с медью
|
Металл или сплав |
Сопротивление по сравнению с медью |
Металл или сплав |
Сопротивление по сравнению с медью |
|
Серебро |
0,9 |
Олово |
8,5 |
|
Медь |
1,0 |
Сталь |
12 |
|
Хром |
1,6 |
Свинец |
13 |
|
Алюминий |
1,67 |
Нейзильбер |
17 |
|
Магний |
2,8 |
Никелин |
25 |
|
Молибден |
2,9 |
Манганин |
26 |
|
Вольфрам |
3,6 |
Реотан |
28 |
|
Цинк |
3,7 |
Константан |
29 |
|
Латунь |
4,5 |
Чугун |
30 |
|
Платина |
5,5 |
Ртуть |
60 |
|
Кобальт |
6,0 |
Нихром |
60 |
|
Никель |
6,5 |
Уголь |
15000 |
|
Железо |
7,7 |
Таблица 3. Изменение сопротивления медных проводов при нагревании (сопротивление при 15 °C принято за единицу)
|
Температура, °C (десятки) |
Температура, °C (единицы) |
|||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
||
|
0,940 |
0,944 |
0,948 |
0,952 |
0,956 |
0,960 |
0,964 |
0,968 |
0,972 |
0,976 |
|
|
10 |
0,980 |
0,984 |
0,988 |
0,992 |
0,996 |
1,000 |
1,004 |
1,008 |
1,012 |
1,016 |
|
20 |
1,020 |
1,024 |
1,028 |
1,032 |
1,036 |
1,040 |
1,044 |
1,048 |
1,052 |
1,056 |
|
30 |
1,060 |
1,064 |
1,068 |
1,072 |
1,076 |
1,080 |
1,084 |
1,088 |
1,092 |
1,096 |
|
40 |
1,100 |
1,104 |
1,108 |
1,112 |
1,116 |
1,120 |
1,124 |
1,128 |
1,132 |
1,136 |
|
50 |
1,140 |
1,144 |
1,148 |
1,152 |
1,156 |
1,160 |
1,164 |
1,168 |
1,172 |
1,176 |
|
60 |
1,180 |
1,184 |
1,188 |
1,192 |
1,196 |
1,200 |
1,204 |
1,208 |
1,212 |
1,216 |
|
70 |
1,220 |
1,224 |
1,228 |
1,232 |
1,236 |
1,240 |
1,244 |
1,248 |
1,252 |
1,256 |
|
80 |
1,260 |
1,264 |
1,268 |
1,272 |
1,276 |
1,280 |
1,284 |
1,288 |
1,292 |
1,296 |
|
90 |
1,300 |
1,304 |
1,308 |
1,312 |
1,316 |
1,320 |
1,324 |
1,328 |
1,332 |
1,336 |
|
100 |
1,340 |
1,344 |
1,348 |
1,352 |
1,356 |
1,360 |
1,364 |
1,368 |
1,372 |
1,376 |
|
Примечание. Таблица служит для пересчета сопротивлений при температурах нагрева. Например, для подсчета сопротивления при температуре 44 °C надо по вертикали взять температуру 40 °C и по горизонтали поправку на 4 °C: получается изменение сопротивления в 1,116 раза. |


![Пайка латуни в домашних условиях[особенности, видео, советы]](https://homo-expertus.ru/wp-content/uploads/b/0/c/b0c9398f89ab8d1788b54afa4e00e1ec.jpeg)