
Способы резки
Существует несколько способов разделения материала. Технология зависит от оборудования, применяемого в процессе работы. Выделяют следующие виды резки металла:
- ручную;
- гидроабразивную;
- термическую.
Ручная резка металла
Ручное резание металла не является высокоэффективным и в промышленных масштабах не используется. При ручной резке используются следующие инструменты:
- ножницы;
- ножовка;
- лобзик;
- болгарка.
Гидроабразивная резка металла
Гидроабразивный способ резки основан на воздействии струи воды, смешанной с абразивными частицами, на обрабатываемую заготовку. Давление подаваемой жидкости составляет 5000 атм. К преимуществу такой резки металла относится возможность получения разнообразных линий. Обработке подвергаются сплавы определенной марки с небольшой толщиной листа.
Термическая резка металла
Резание металлов горячим способом основано на отсутствии контакта между инструментом и заготовкой. Горячая струя расплавляет и разделяет материал в нужном месте.
К видам термической резки относятся:
- газокислородная;
- лазерная;
- плазменная.
Газокислородная резка
Газокислородная резка состоит из 2 этапов:
- В место реза направляется струя пламени, которая выходит из резака. В качестве горючего материала используется ацетилен.
- После разогрева идет подача кислорода, который прорезает размягченную металлическую поверхность. Параллельно удаляются окислы.
В процессе работы расстояние от нижней точки резака до поверхности изделия должно оставаться постоянным. От этого зависит качество реза.
Для этой цели используются лазерные резаки. Процесс основан на подаче лазерного луча в точку поверхности. Происходит фокусирование тепловой энергии. Ведется прогрев участка, расплавление материала и последующее его испарение. При перемещении луч разрезает поверхность.
Лазерная резка металла
Плазменная
В качестве оборудования для плазменной резки используется плазматрон. Через имеющееся в нем сопло под высоким давлением выходит кислород. Его температура составляет до 20 тыс. градусов. Ширина пучка 3 мм. Происходит нагрев участка поверхности, его частичное выгорание и выдувание расплава.
Механическая резка металла
Механическая резка металла осуществляется с помощью воздействия специальной стали с высокой степенью закалки. За счет большой твердости инструмент разрезает изделие.
При резке используются такие виды оборудования:
- ленточная пила;
- гильотина;
- дисковый станок.
Резка ленточной пилой
Ленточная пила представляет собой полотно, которое закрепляется в специальном оборудовании. Материал инструмента такой же, как и у ручного изделия. На одной стороне расположены зубцы. В процессе работы двигателя станка идет вращение шкивов, благодаря которому происходит непрерывное движение ленты.
В процессе работы наблюдается небольшой отход, потому что ширина полотна составляет 1,5 мм. Возможна резка как листового металла, так и круглых заготовок.
Ударная резка металла на гильотине
Гильотинная резка металла используется для подготовки заготовок из листовой стали при штамповочных операциях. Разрезаемое полотно располагается на горизонтальной поверхности, подается до упора и разрезается гильотинными ножницами по всей ширине одним ударом.
Резка на дисковом станке
В качестве рабочего инструмента используется диск. По его наружной поверхности располагаются зубья. Сверху стоит защитный кожух. В качестве привода используется электродвигатель, который приводит во вращение диск. Получается срез высокого качества.
По такому же принципу устроены труборезы, которыми разрезаются трубы. В процессе работы идет постоянный поворот заготовки на 360 градусов. Есть возможность делать срезы под разными углами.
Инструмент для пространственной разметки
Уже отмечалось, что устройства для пространственной разметки не всегда целесообразно использовать для работы в одной плоскости. Однако инструмент для плоскостных построений вполне годится для некоторых операций с объемными фигурами. Главным отличием пространственного измерения под разметку является именно работа в нескольких плоскостях. Стандартная ситуация, когда устройства для разметки такого типа используются в фиксации параметров на одной плоскости, после чего проверяется количество прилегающих осей.
Специализированным инструментом для таких операций можно назвать вертикальную линейку и рейсмус. К слову, иногда также задействуется в качестве платформы для измерений горизонтальная плита – ее применение гарантирует корректность положения заготовки на базовой плоскости. В работе с объемными предметами также используется штангенциркуль с победитовыми напайками, обеспеченный стопорным винтом. Данный инструмент применяют и для оценки основных параметров объекта, и для выполнения рисок при необходимости.
Лазерный центроискатель для фрезера или сверлильного станка

Лазерный центроискатель является чрезвычайно полезным дополнением для фрезерного или сверлильного станка и может использоваться для различных задач выравнивания с удивительной степенью точности. Центрирование фрезы или сверлильного станка над отверстием или другим элементом на обрабатываемой детали выполняется очень легко.
Было три функции, которые мастер хотел включить, а именно
1. Возможность продолжить обработку в том месте, в котором она была установлена. 2. Регулируемый угол лазера. 3. Регулируемый фокус.
Этот инструмент был сделан полностью из старого поврежденного лазерного уровня и нескольких кусков алюминия из коробки для отходов. Единственными, «купленными» предметами были две батарейки ААА. Шаг 1: Подготовка материалов и инструментов
Мастер обрезал конец старого уровня, чтобы извлечь лазерный блок. Лазер и его линза были установлены внутри небольшого алюминиевого корпуса. Он повернул этот корпус, чтобы снять монтажный фланец, который виден на фотографиях. Ему нужно было переработать и использовать этот корпус, потому что он был с внутренней резьбой для латунного держателя линзы. Эта резьба позволяет регулировать фокусировку. Последнее фото также показывает красную крышку и переключатель для батарейного отсека и пружинный контакт батареи.
Рама была сделана из нескольких алюминиевых деталей из отходов. Размеры деталей зависят от размера устройства, на которое они будут установлены, и остаются на усмотрение читателя.
— Мастер использовал фрезерный станок для придания раме формы; — Токарный станок будет полезен для изготовления адаптера сверлильного патрона; — Паяльник для соединения; Шаг 2: Изготовление рамки
Рамка состоит из трех основных частей. Две из них образуют зажим для крепления к фрезерному или сверлильному шпинделю, а один из них сверлится для батарейного отсека. Третья часть представляет собой корпус лазерного блока, который крепится болтами к половинному зажиму аккумуляторного отсека так, что он может поворачиваться, чтобы выровнять лазер по желаемому диаметру круга.
Как сделать универсальный центроискатель своими руками
Центроискатель в домашней мастерской — штука полезная и нужная. При помощи этого инструмента можно быстро найти центр заготовки и провести разметочную линию.
Причем центроискатель можно сделать своими руками. В этом обзоре автор делится своей идеей. Конструкция универсальная — позволяет найти центр на заготовках из дерева и металла (это бруски, пластины, профильные трубы) разного размера.
Для изготовления центроискателя потребуется стальной квадрат, три болта и восемь маленьких подшипников (их можно извлечь из фиджет-спиннеров).
Основные этапы работ
В первую очередь автор делает разметку, после чего сверлит в квадрате семь отверстий на одинаковом расстоянии друг от друга. Еще одно сквозное отверстие надо будет просверлить на перпендикулярной стороне заготовки.
В просверленных отверстиях (во всех, кроме центрального) надо нарезать резьбу. Затем автор затачивает два болта под конус. Далее их нужно будет закалить.
Сборка центроискателя
На последнем этапе останется только собрать приспособление. Надеваем на болты по четыре подшипника и вставляем их в просверленные в квадратной заготовке отверстия.
В центральное отверстие вставляет чертилка по металлу или карандаш, и фиксируется третьим болтом.
Подробно о том, как сделать универсальный центроискатель для домашней мастерской своими руками, смотрите в видеоролике на нашем сайте.
Как наклеить пластиковую кромку на торец столешницы
Рубрики сайта
- Авиация
- Авто и мото
- Армия и флот
- Археология
- Животные
- Здоровье
- Знаменитости
- Игры
- Интересное
- Интернет и компьютеры
- История
- Космос
- Кулинария
- Культура и искусство
- Мода и стиль
- Музыка
- Наука и технологии
- Новости
- Общество
- Охота и рыбалка
- Политика
- Природа
- Происшествия
- Психология
- Путешествие и отдых
- Развлечения
- Религия
- Родноверие
- Рукоделие
- Сад и огород
- Самоделки
- Спорт
- Строительство и дизайн
- Тайны и мифы
- Экономика
- Юмор, приколы
- Песочница
Боятся!? )))) Значит всё правильно делаем.
Я бы советовала покупать шкаф-купе, каркас которого изготовлен из ДСП толщиной 18 мм. Он б.


У сестры всегда было пониженное давление, но она как-то не очень это замечала. А однажды л.
хохол – это диагноз.
Когда я играю в Topigr, я бы хотел, чтобы мы были полностью свободны от проблем, и не бесп.

Сейчас в мире столько всего не объяснимого, что мама не горюй.
Пиндосы, признайтесь что вы не были на Луне и мы от вас отстанем.
Басков такой-же бандерлог как и Ротару! Басков, почему не едешь выступать в Крым и Донбасс.
Так называемая «поистине великая звезда» спонсировала геноцид Донбасса! Пусть выступает пе.
Самодельное зарядное для автомобильного аккумулятора
Информационно-развлекательный сайт «Лабуда» – это ежедневные, оперативные, актуальные, интересные новости и полезная информация из разных сфер жизни.
Полное или частичное копирование материалов сайта labuda.blog разрешается только при указании активной и индексируемой гиперссылки на источник публикации.
Правовая информация
Уважаемые авторы, помните, размещаемые вами публикации, не должны нарушать законодательство Российской Федерации и авторские права сторонних ресурсов.
*Экстремистские и террористические организации, запрещенные в Российской Федерации и Республиках Новороссии: «Правый сектор», «Украинская повстанческая армия» (УПА), «ИГИЛ», «Джабхат Фатх аш-Шам» (бывшая «Джабхат ан-Нусра», «Джебхат ан-Нусра»), Национал-Большевистская партия (НБП), «Аль-Каида», «УНА-УНСО», «Талибан», «Меджлис крымско-татарского народа», «Свидетели Иеговы», «Мизантропик Дивижн», «Братство» Корчинского, «Артподготовка», «Тризуб им. Степана Бандеры», «НСО», «Славянский союз», «Формат-18», «Хизб ут-Тахрир».
Что потребуется
Чтобы рабочий процесс был непрерывным и не занял много времени, лучше сразу приготовить все необходимые составляющие и инструменты:
- скотч двухсторонний;
- деревянную планку;
- батарейки на 3 В плоской формы – 2 шт.;
- прозрачную коробочку из пластика с крышкой;
- переключатель двухпозиционный;
- любую пилу (например, маятниковую);
- настольный сверлильный станок;
 Лазерные модули LAMBDAWAVE
Лазерные модули LAMBDAWAVE
- камень шлифовальный;
- паяльник;
- нож обойный;
- дрель с тонким сверлом;
- пару лазерных модулей;
- ограничитель шпинделя.
Совет! Основной компонент — лазерные модули можно приобрести на популярных интернет-площадках по минимальной стоимости.
Кернер
Ошибается тот, кто думает, что достаточно поставить кернер и ударить по нему, чтобы выбить разметочную лунку.
Сначала на гладкой поверхности металла нужно найти для кернера опору. После этого остро заточенный и закаленный конец инструмента под небольшим наклоном устанавливают вблизи намеченной точки. Легким ударом кернер подгоняют к точке, при этом его твердый конец образует перед собой «волну», которая вместе с крошечной ложбинкой образует достаточно надежную опору. Затем кернер ставят вертикально и наносят окончательный удар: на толстой заготовке сильнее, на тонкой — слабее, иначе кернер пройдет насквозь. Кернером намечают центр отверстия и точку опоры для ножки измерительного циркуля.
Силу удара по кернеру следует соразмерять с толщиной листа. Вы ведь хотите только наметить, а не пробить отверстие!
Приемы разметки
В слесарном деле применяют следующие приемы:
- По шаблону. Используется в случае мелкосерийного производства. Шаблон изготавливают из металлопроката, всю партию размечают (или даже обрабатывают) через единожды размеченные прорези и отверстия в этом листе. Для деталей сложной формы может быть сделано несколько шаблонов для разных плоскостей.
- По образцу. Размеры переносят с детали — образца. Применяется при изготовлении новой детали взамен сломанной.
- По месту. Используется при производстве сложных многокомпонентных изделий и конструкций. Заготовки размещаются на плоскости или в пространстве в том порядке, в котором они входят в конечное изделие и размечаются совместно.
- Карандашом (или маркером). Используется для заготовок из сплавов алюминия, чтобы чертилка не разрушала пассированный защитный слой.
- Точная. Делается теми же методами, но применяются измерительные и особой точности.
Выбор приемов проводят в соответствии с конструкторскими и технологическими указаниями.
Прежде всего, при разметке всплывает брак, допущенный на предыдущих стадиях изготовления. Продукция заготовительных участков или цехов, а также материалы, приобретенные на других предприятиях, обнаруживают:
- нарушение размеров
- искажение формы
- коробление.
Такие отливки или прокат дальнейшим разметочным операциям не подлежат, а возвращаются в подразделение или организацию, допустившую брак, для его исправления.
На этапе собственно разметки брак может быть вызван следующими факторами:
- Неточность чертежа. Слесарь, не задумываясь, отображает неправильные размеры на детали, и в ходе дальнейшей обработки выходит бракованная продукция.
- Неточность или неисправность инструментов. Все разметочные инструменты подлежат обязательной периодической поверке в метрологической службе предприятия или в авторизованном метрологическом центре.
- Неправильное использование инструмента или вспомогательных разметочных принадлежностей. Известны случаи, когда вместо мерных калиброванных подкладок для выставления уровня использовались обычные подкладки. В этом случае также возможна ошибочное нанесение углов и уклонов.
- Неточность установки заготовки на разметочный стол или плазу. Приводят к перекосам при откладывании размеров, нарушению параллельности и соосности.
- Неправильный выбор базовых плоскостей. Возможно также, что часть размеров наносилась от базовых плоскостей, а часть — от черновых поверхностей заготовки.
Отдельно в ряду причин брака стоят ошибки разметчика. К ним относится:
- Неправильно прочитанный чертеж. Возможно нанесение радиуса вместо диаметра и наоборот, неточное нанесение центров отверстий относительно центровых рисок и т.п. В случае возникновения затруднений слесарь обязан обратиться за разъяснениями к бригадиру или мастеру.
- Неаккуратность и невнимательность при кернении и нанесении линий.
Халатность может допустить как сам слесарь, так и его руководители, не поверившие вовремя инструмент или выдавшие неподходящие разметочные приспособления.
Обычно разметочные операции поручают наиболее опытным и ответственным работникам, рассчитывая на то, что они не будут механически переносить размеры с чертежа на заготовку, а отнесутся к делу вдумчиво и вовремя заметят и устранят причины возможного брака самостоятельно или обратившись к своим руководителям.
Для чего нужен центроискатель и как им работать
Работа по созданию инструмента завершена. Он полностью готов. Называется центроискатель. С его помощью можно легко находить центр на круглых деталях. Например, если надо просверлить чётко по центру в крышке отверстия под трубочку или что-то подобное. Те, кто использует токарный станок по металлу или по дереву, тоже нуждаются в данном угольнике, поскольку на болванках нужно ставить отверстиями для упора центром и это не всегда легко сделать. Но благодаря этому приспособлению операция упрощается.
Центр можно находить не только на круглых деталях, но и на квадратных заготовках. Штангенциркулем это делается достаточно долго и не удобно. Правда заготовка имеет прямоугольную форму, потому центров получилось бы два. Идеальный центр находился бы между ними.
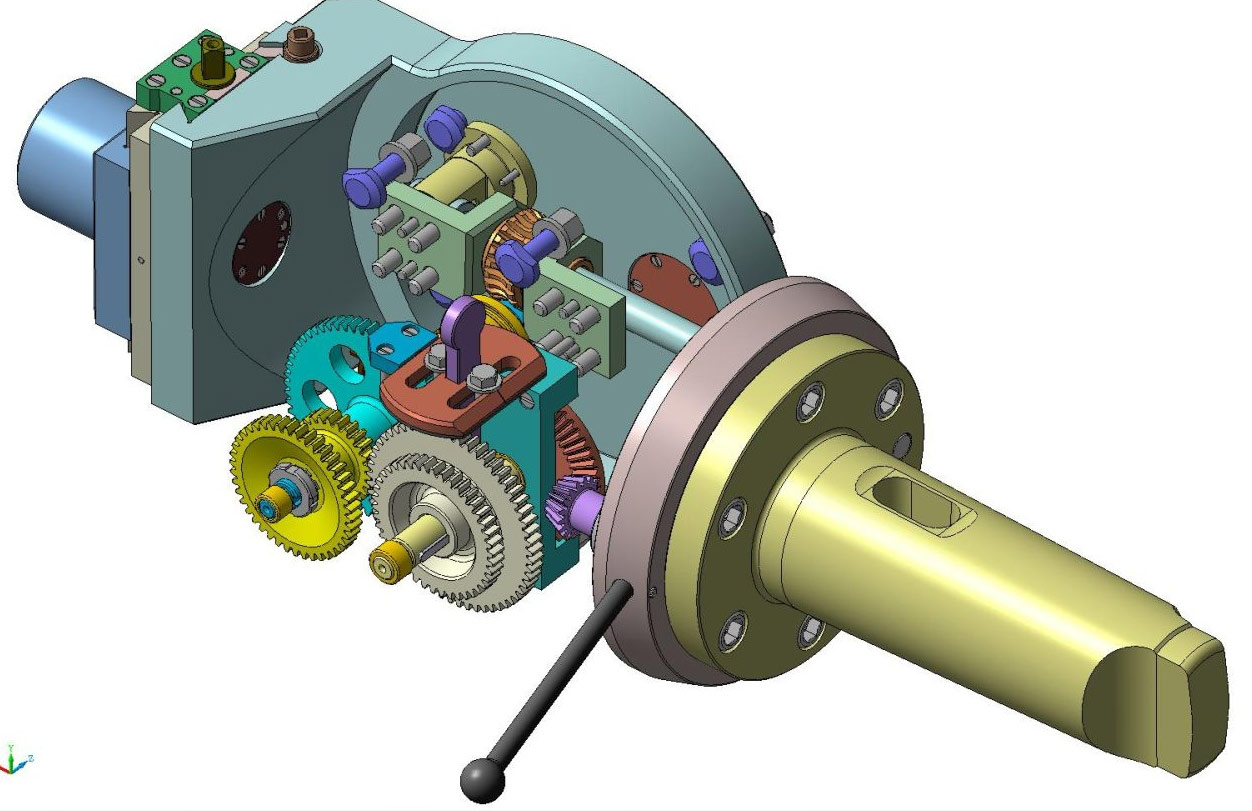
Одной из самых важнейших операций при работе на фрезерном оборудовании является определение центра подготовки. В особенности это касается изготовления штучных изделий. Их обработка методом проб и ошибок не даст должного результата. Для выполнения этой работы необходим специальный модуль — центроискатель.
Назначение центроискателей для фрезерных станков
 Центроискатель на фрезерном станке
Центроискатель на фрезерном станке
Главной задачей этого инструмента является совмещение базовой точки обработки заготовки с осью шпинделя. Это может быть не только центр детали, но и любая область, которая должна подвергаться фрезерованию.
Для обработки больших деталей используется специальное оборудование. Помимо фрезерного станка для определения центра применяют переносные радиально-сверлильные установки. Однако для штучных изделий небольших размеров такой подход невозможен. Оптимальным вариантом является установка на шпиндельную головку центроискателя.
Это дополнительное оборудование позволит с высокой точностью выполнять следующие операции:
- фрезеровка центра детали для формирования выемок различных конфигураций;
- изготовление каналов на торцевой части. Центроискатель с максимальной точностью определит расстояние от области обработки до центра;
- выполнение радиально-сверлильных операций для сложных заготовок, у которых кривизна поверхности состоит из нескольких радиусов.
Центроискатели не входят в стандартную комплектацию станка. Выполнение стандартных операций делается с применением заводских моделей. Если же предстоит массовая обработка сложных заготовок — устройство для определения центра изготавливается под заказ.
Трудности выбора
Конечно, как и любой современный инструмент, выколотки должны быть упакованы в удобный для переноски и хранения сейф и иметь доступную цену
Однако, при их покупке следует обратить внимание на материал изготовления товара. Гарантия их длительного эксплуатационного срока – это максимальные прочностные качества, а также способность конструкции приспособления не причинить лишних разрушений обрабатываемой детали
Даже если набор позиционируется как просто «стальное и стабильное решение», все его качества нужно тщательно подвергать проверке. Лучше всего приобрести набор из приборов, изготовленных на базе хромованадиевой стали, ибо она подходит для выполнения большинства выпрессовочных задач. В то же время, иногда могут понадобиться и приборы, изготовленные из мягких материалов, например, дерева или алюминия, которые будут гасить даже самые сильные удары молотка. Тем более, что сплавы алюминия с бронзой, примененные в качестве производственного сырья, повысят долговечность инструмента.
Если говорить конкретно об извлечении штифтов, то для них лучше приобрести медные выколотки. Так можно избежать лишних выбоин и вмятин на прилегающей поверхности. Если же извлекаемая деталь уже безвозвратно повреждена или сохранение ее целостности не требуется, то для таких операций экстракции оптимальным решением станет латунный инструмент.
Оснастка
Для того чтобы установить деталь на рабочей плоскости разметочной плиты, применяют опорные подкладки, призмы, домкраты, специальные приспособления, кубики и угольники, располагающие точно обработанными призматическими и вертикальными поверхностями, перпендикулярными к поверхности плиты. Подкладки используют также для предохранения рабочей поверхности разметочной плиты от повреждения необработанными (черными) поверхностями размечаемых деталей.
Подкладки плоские (рис. 2, а) и призматические (рис. 3) располагают непосредственно на рабочей поверхности разметочной плиты.
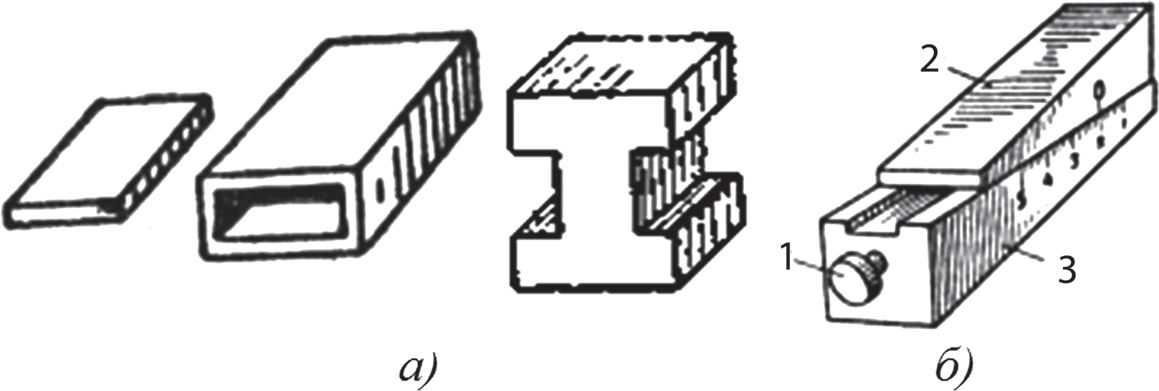
Рис. 2. Подкладки для установки детали на разметочной плите
![§ 72. приспособления для разметки [1980 макиенко н.и. - общий курс слесарного дела]](https://homo-expertus.ru/wp-content/uploads/f/3/5/f359975056ee2a870d7cb3ebc2f4e093.jpeg)
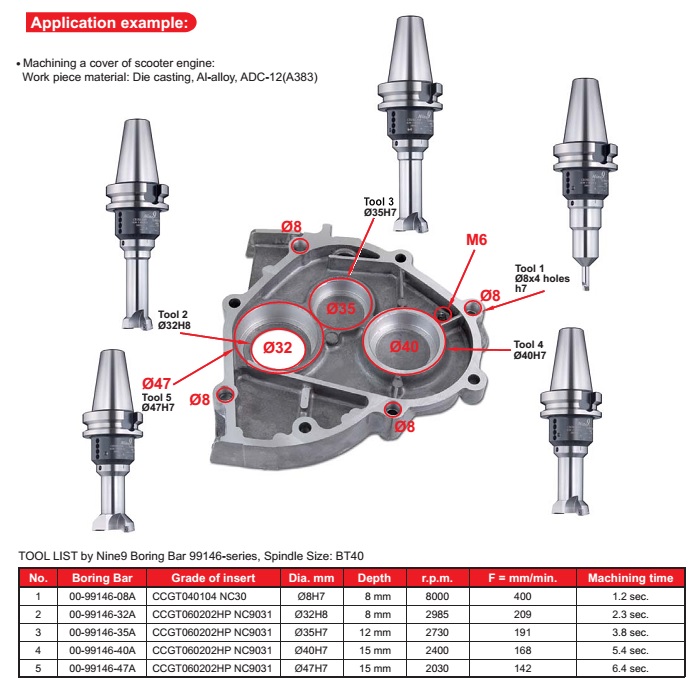
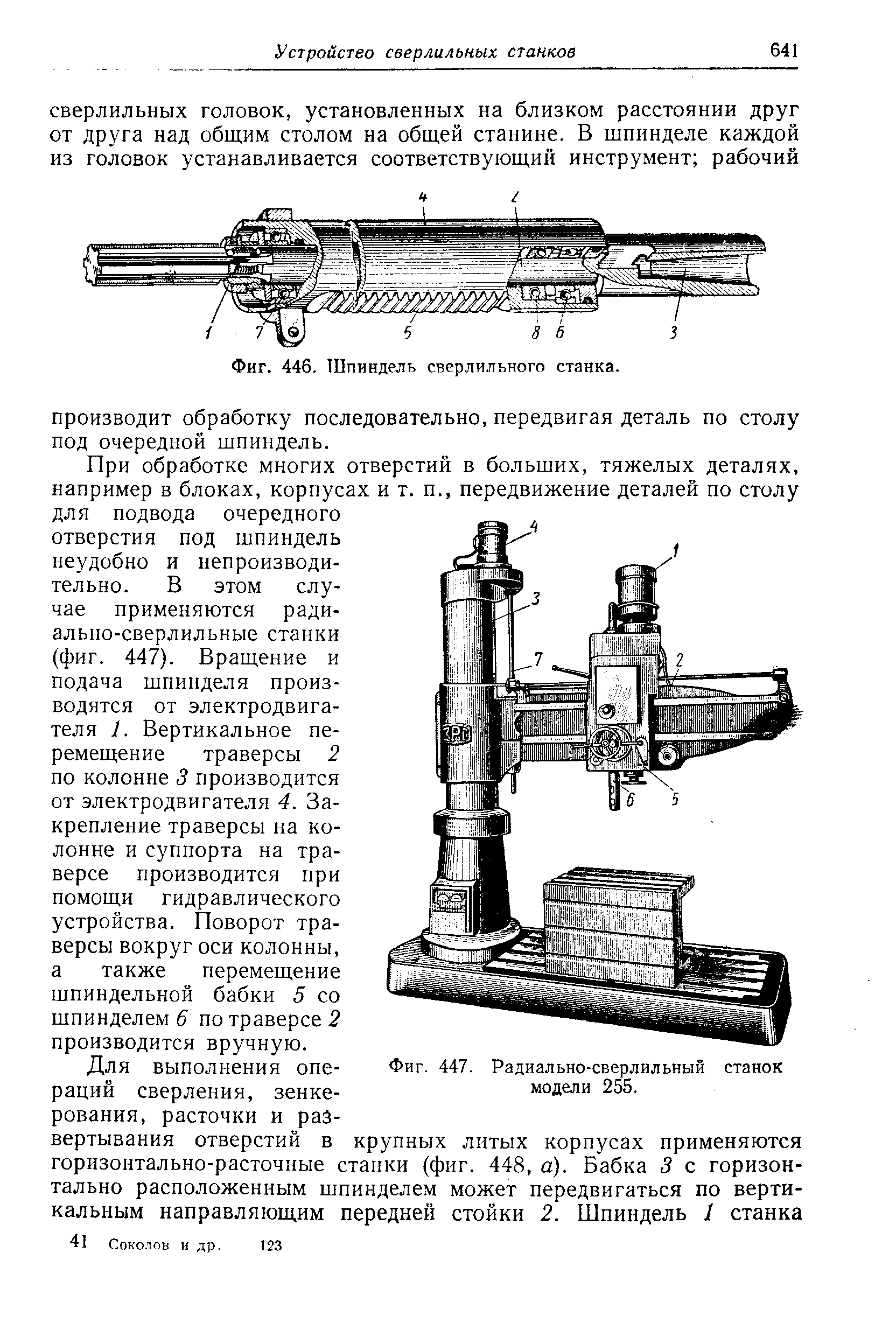
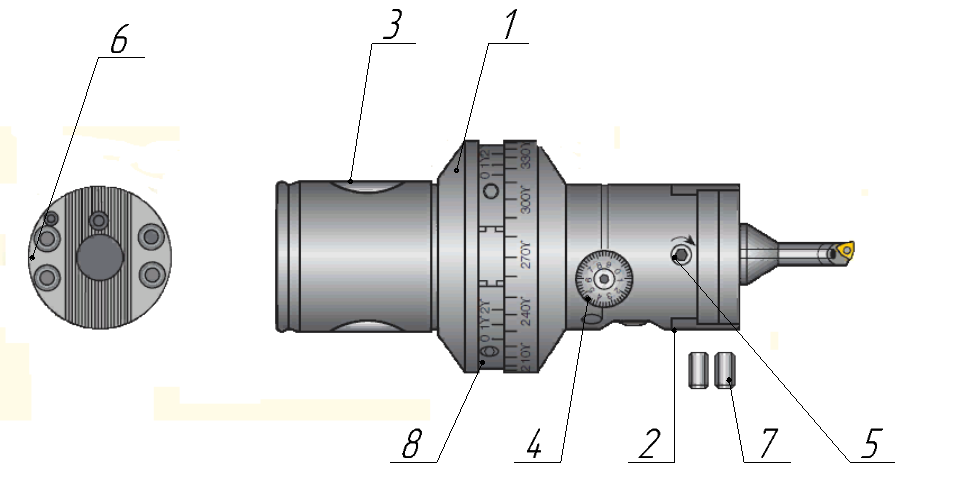

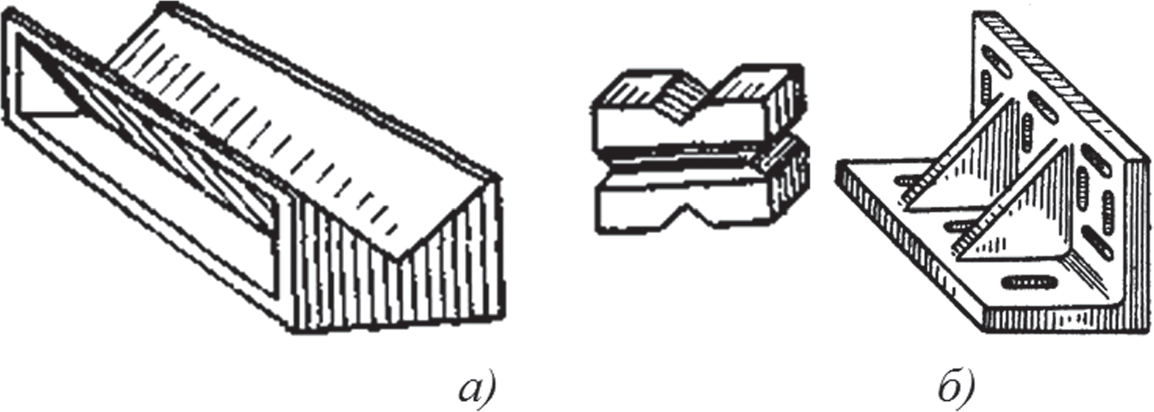
Рис. 3. Призма (а) и угольник (б) для установки деталей
Детали, имеющие плоское основание, плоский торец или три опоры, разнесенные на максимальное расстояние по габариту детали, необходимо устанавливать для разметки на трех подкладках, подобранных по высоте. Если необходимо деталь ориентировать в горизонтальной плоскости, то подбирают подкладки или набор подкладок под опоры, при которых деталь займет горизонтальное положение. В этом случае удобно также использовать регулируемые по высоте подкладки. На рис. 2, б показана регулируемая подкладка, которая регулируется по высоте вращением винта 1, который перемещает клин 2 по клину 3. На боковой поверхности нижнего клина нанесена шкала, которая позволяет более точно устанавливать высоту подкладки.
Цилиндрические детали помещают на призматических подкладках с треугольными вырезами (рис. 3, а). В наборе вспомогательных инструментов обычно имеется несколько таких подкладок с одинаковыми вырезами.
Для удобства разметки деталь может быть закреплена на угольнике (рис. 3, б), установленном на разметочной плите. На полках угольника имеются сквозные отверстия, через которые деталь можно крепить к угольнику.
Нанесение рисок
Стандарт регламентирует порядок нанесения разметочных линий:
- горизонтальные;
- вертикальные;
- наклонные;
- криволинейные.
Нанесение криволинейных элементов после прямолинейных дает еще одну возможность проверить их точность. Дуги должны замыкать прямые, сопряжение должно быть гладким.
Прямые риски проводят хорошо заточенной чертилкой, без отрыва за один прием. Чертилку при этом наклоняют в сторону от линейки или угольника, чтобы не вносить искажений.
Параллельные прямые чертят, используя угольник и перемещая его вдоль опорной линейки на требуемую дистанцию.

Нанесение взаимно перпендикулярных и параллельных рисок
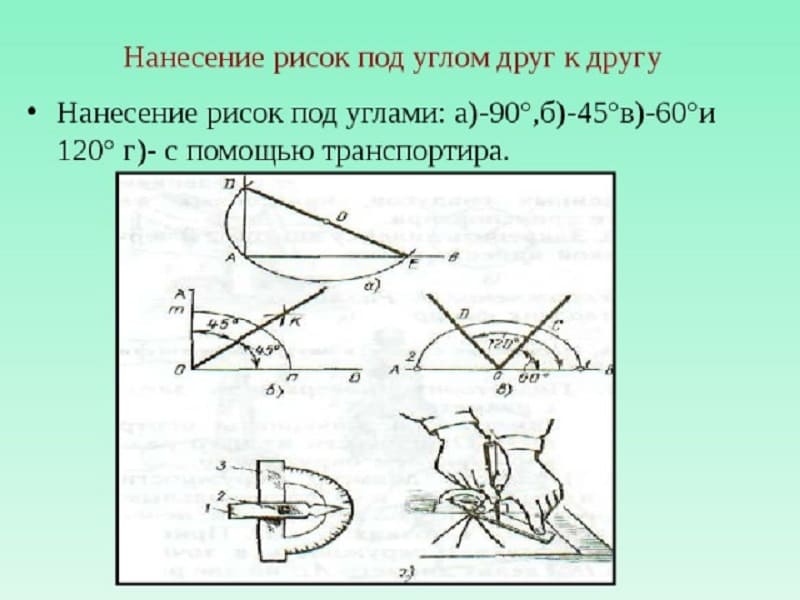
Нанесение рисок под углом друг к другу
Если в заготовке уже есть отверстия, то для привязки разметочный линий к ним применяют специальный инструмент — центроискатель.
Для того чтобы разметить наклонные линии, используют разметочный транспортир с шарнирной линейкой, закрепленной в его нулевой точке.
Для особо точной разметки в слесарном деле применяют штангенциркули. Они позволяют измерять расстояния и процарапывать риски с точностью до сотых долей миллиметра.
Общие сведения
В большинстве случаев, выколотки применяются автослесарями, и с их помощью происходит выбойка мелких деталей из разных узлов и механизмов автомобиля, где они застряли. Чаще всего это относится к крепежным элементам небольшого размера – пробки, заглушки, шпильки, штифты и тому подобное.
Скульпторы используют данное приспособление для создания не только объемных выпуклых поверхностей, но и для проведения, так называемой, дырочной гравировки по металлическим листам. Рассматриваемый тип инструмента отлично справляется и с латунью, и с медью, и даже с некоторыми сортами стали.
Выколотки могут применяться и моряками для разъема такелажных креплений. Благодаря им удобно привести в рабочее состояние корабельные снасти, а при возникновении проблем – выбить шпильку с удерживающего трос болта (скобы).
Конструкция выколотки не отличается особой сложностью и состоит из:
- Рукояти для комфортного удержания при работе;
- Затыльника, по которому осуществляются удары молотком (он почти всегда имеет форму цилиндра и намного больше рабочего конца);
- Рабочей части, выполненной в виде наконечника определенного диаметра, оснащенного специальной головкой.
В итоге рассматриваемое приспособление можно разделить условно на две части – рабочую и ударную. Последняя служит для приема ударов молотка, поэтому отличается особой толщиной. Первая же имеет зауженный конец, а форма ее может быть крайне разнообразной. Рабочий наконечник, обычно, обладает или конической или цилиндрической формой (цилиндрическими извлекаются предметы, имеющие шляпку, например, заклепки, а конусными – любые крепежи, установленные в конусообразные отверстия). Другие формы его предназначены для специфических задач (как правило, они очень остро заточены). Выколотки традиционно поставляются на рынок сразу целыми наборами, что предполагает решение посредством их разнообразных производственных вопросов.
Предназначение и комплектация выколоточных наборов
Современные производители выпускают специальные наборы рассматриваемых приспособлений для:
- Скульпторов;
- Художественных оформителей;
- Сантехников;
- Строителей;
- Столяров;
- Слесарей.
В традиционный набор входят сразу несколько моделей, которые будут различаться по диаметру. Он может варьироваться от 2 до 8 миллиметров. Таких размеров вполне хватит для проведения большинства рядовых столярно-слесарных работ. Если требуется выколачивать большие крепежи, то на рынке можно легко найти наборы с инструментарием и большего диаметра. Однако, существуют и специфические комплекты, в которых у выколоток не только нестандартные диаметры, но и они имеют различные фигурные формы рабочей части. Такие комплекты в свободной продаже найти очень сложно, поэтому профессиональные мастера заказывают их изготовление в индивидуальным порядке, а изготавливаются они из особо прочных сплавов на специализированных токарных станках. Все же, если предполагается работа с очень мягкими объектами, при взаимодействии с которыми возникает большой риск разрушения самого основания, то и выколотка для таких задач применяется из мягкого материала, например, деревянная.
Особенности использования
Перед тем как использовать выколотку в конкретной ситуации, следует обратить внимание на материал ее изготовления. Если придется работать не по мягкому дереву, а, например, по сравнительному прочному металлу, то и рабочее приспособление должно быть максимально прочным, надежно выдерживать жесткие удары молотка и уверенно взаимодействовать с извлекаемым элементом
Большинство сегодняшних таких приборов выполняются на базе хромованадиевой стали, что предполагает их почти полную универсальность и совместимость со всеми материалами.
Виды центроискателей
Перед выбором оптимальной модели центроискателя для станка необходимо определиться с требуемыми параметрами точности. Однако при этом следует учитывать, что чем меньше погрешность — тем больше трудоемкость изготовления одной детали.
Специалисты не рекомендуют использование самодельных моделей центроискателя. Они не смогут обеспечить должный показатель точности измерения. Оптимальным вариантом является приобретение заводской конструкции, которая соответствует нормативным документам – ГОСТ 25827-93.
С индикатором
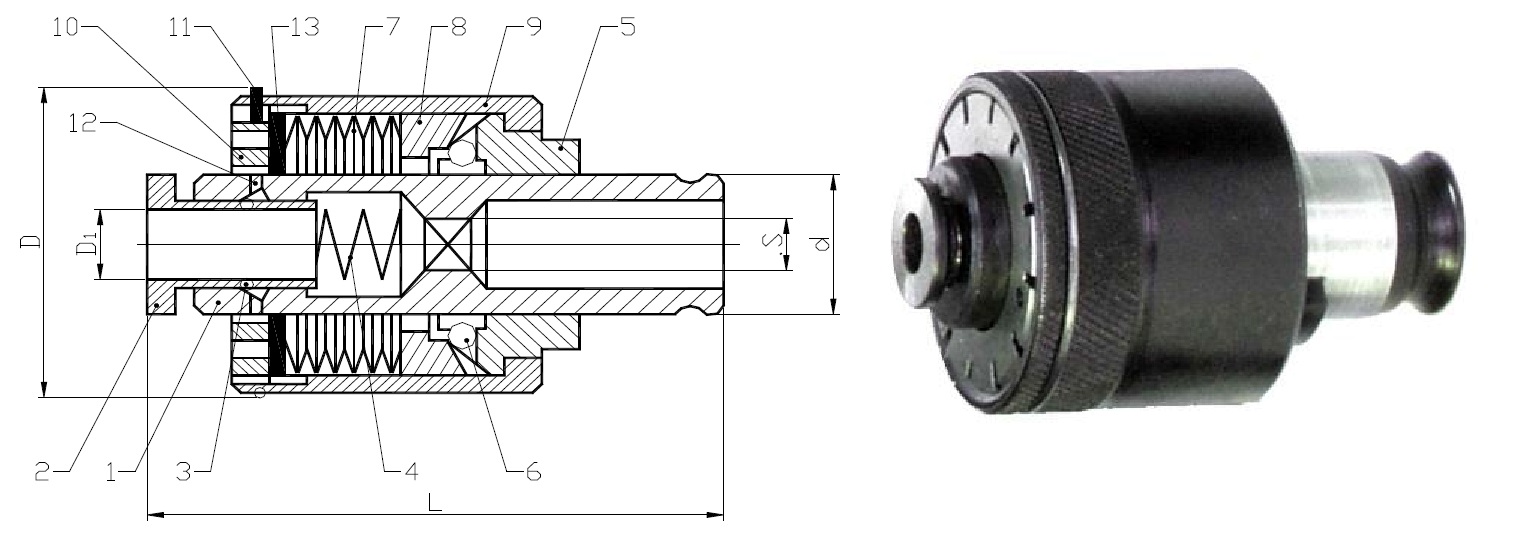
Конструкция индикаторного центроискателя состоит из монтажного узла конусной формы, крепящегося к шпиндельной головке. На ней расположена горизонтальная рейка, по которой перемещается измеритель положения относительно центра детали. Он представляет собой индикатор, контактирующий с подпружиненным рычагом.
Преимущество индикаторного центроискателя для станка заключается в высокой точности измерений. Для выполнения работ он монтируется на шпиндельную головку. Она должна иметь функцию изменения своего положения по осям x; y. После установки устройства выполняется первичное определение центра детали. Затем изменяется положение подпружиненного рычага, он упирается в измеряемую кромку заготовки. Необходимая степень изменения местоположения шпиндельной головки определяется по индикатору.
Особенности эксплуатации конструкции:
- максимальная точность измерения;
- необходимо много времени для настройки прибора под параметры конкретной детали;
- возможность точного определения места обработки относительно центра.
Индикаторный центроискатель можно сделать своими руками. Но для достижения требуемой точности следует приобретать заводской подпружиненный рычаг и индикатор.
Наиболее популярной является модель ЦИ-03-0,01. Ее средняя стоимость составляет 5000 руб.
Оправка-центроискатель
Для точного определения центра заготовки можно воспользоваться упрощенной моделью центроискателя. Она представляет собой корпус, на торцевой части которого расположено смещающееся кольцо. Благодаря пружине оно может изменить свое местоположение относительно центральной оси вертикального корпуса.
Во время эксплуатации кольцо смещают относительно центра оправки. При вращении шпинделя визуально наблюдается биение. Изменяя положение детали добиваются уменьшения биения. Таким образом определяется центр заготовки, максимальная точность измерения составляет 0,01 мм.
Недостатком этой методики является ограничение по форме деталей. Также невозможно определить центр при внутреннем или наружном измерении бортиков.
Оптический
Оптическая разновидность центроискателя позволяет увеличить разметочные линии, нанесенные на поверхности детали. Для этого в конструкции предусмотрена система линз, на одной из которой есть перекрестие.
Подобные модели предназначены для фрезерования микроскопических элементов. Для определения места обработки перекрестие на одной из линз должна совпасть с разметочными линиями на детали. Затем центроискатель извлекается из шпинделя и вместо него устанавливается фреза.
В видеоматериале показана инструкция по эксплуатации индикаторной модели центроискателя:
Как своими руками сделать самодельное приспособление-центроискатель
Для того чтобы изготовить наше самодельное приспособление потребуются:
- деревянный брусок;
- два болта;
- две гайки.
Работу начинаем с того, что находим середину длины бруска.
В этом месте отыскиваем середину бруска по ширине и делаем отметку для предстоящего сверления. В каждую из сторон от точки, обозначающей середину длины бруска, отмеряем отрезки, например, 5 и 10 см.
В этих местах намечаем точки для сверления.
Высверливая центральное отверстие, следует взять сверло такого диаметра, чтобы в него с хорошим натягом входил карандаш.
Карандаш должен прочно держаться в высверленном отверстии
Это очень важно для того, чтобы наше самодельное приспособление работало точно и безотказно
Сверлить без дрели невозможно. А выбрать этот инструмент вам поможет наша статья.



Четыре оставшихся отверстия необходимо высверлить в соответствии с диаметром подготовленных болтов. После этого производится сборка центроискателя:
- карандаш вставляется в центральное отверстие;
- болты вставляются в боковые равноудаленные отверстия;
- вставленные болты закрепляются гайками.
Что такое разметка
Операция нанесения размеров и формы изделия на заготовки называют разметкой. Цель операции — обозначить места, в которых следует обрабатывать деталь, и границы этих действий: точки сверления, линии загиба, линии сварных швов, обозначение маркировки и т.п.
Риски процарапываются в поверхности металла острым инструментом или наносятся маркером. Керны набиваются специальным инструментом — кернером.
По способу выполнения различают такие виды разметки, как:
- Ручная. Ее делают слесари.
- Механизированная. Выполняется с использованием средств механизации и автоматизации.
По поверхности нанесения различают
- Поверхностная. Наносится на поверхность заготовки в одной плоскости и не связана с линиями и точками разметок, наносимых на другие плоскости.
- Пространственная. Проводится в единой трехмерной системе координат.
Замечания по правке и разметке для тонколистового металла
Выбор между поверхностной и пространственной разметкойопределяется, прежде всего, сложностью пространственной конфигурации детали.
Центроискатель своими руками

Часто при работе со столяркой сталкиваешься с проблемой нахождения центра круглой детали, будь то торец бревна или выпиленная заготовка, крышка… Чтобы не мучиться каждый раз с разметкой предлагаю смастерить простой центроискатель своими руками из доски и полоски металла.
Чертеж и порядок изготовления понятен из фото что ниже.
Но я добавлю про изготовление. Начну с того, что во-первых этот центроискатель двойного назначения помимо поиска точки в центре окружности он может еще и чертить их (у него есть ряд насверленных отверстий под разные радиусы)
Для изготовления потребуется: — Доска или фанера 20 мм. толщины. — Полоска металла 3*25*305 мм. — Три самореза — И инструмент – линейка, карандаш, ножовка, дрель, шуруповерт.
1. Берем доску или фанеру 20-ку. На чертеже 19-шка т.к. деталь отшлифована. Далее расчерчиваем и выпиливаем необходимую форму – см. рисунок.
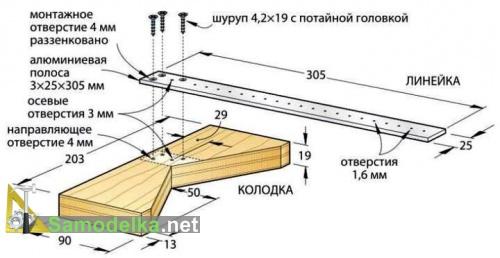
2. Теперь переходим к полоске металла, лучше конечно если это будет алюминий, с ним просто работать — он легче поддается обработке. В общем, отпиливаем полосу длинной 30,5 см и шириной 25 мм. Если нет подходящей, то вырезаем ее из листа с помощью болгарки.
Сделайте руками простой угольник центроискатель
Сегодня будем делать весьма полезный инструмент – угольник центроискатель.
Канал “TOKARKA”.
Основа инструмента – уголок
Для его изготовления понадобится обыкновенный строительный уголок. В любом строительном магазине он стоит копейки. У мастера он оказался лишним и пойдет в ход.
Изолента нужна, чтобы рез получился максимально ровный.
Во избежание травматизма заглаживаем все острые углы и закраины. Берём сверло на два с половиной миллиметра и делаем три отверстия. Желательно всё это сделать аккуратно. Если есть станок, то пользуйтесь лучше им.
Наносим на ватку любой растворитель, который есть в наличии, и производим обезжиривание. Нужно клей, чтобы надежно удерживал всё на месте. Добавляем немножко воды, поскольку нержавейка, из которой будет сделан самодельный центроискатель, сверлится достаточно тяжело. Сверло будем использовать тоже самое на два с половиной мм.
Дырочки проделываем поочередно и не насквозь. Сверлом диаметром чуть меньше 3 миллиметров делаем отверстие только в линейке. В воротке закреплен метчик 3 мм. Если нет воротка, метчик можно закрепить в патроне и делать все операции с помощью него. Тут – о сложном сверлении.
Для чего нужен центроискатель и как им работать
Работа по созданию инструмента завершена. Он полностью готов. Называется центроискатель. С его помощью можно легко находить центр на круглых деталях. Например, если надо просверлить чётко по центру в крышке отверстия под трубочку или что-то подобное. Те, кто использует токарный станок по металлу или по дереву, тоже нуждаются в данном угольнике, поскольку на болванках нужно ставить отверстиями для упора центром и это не всегда легко сделать. Но благодаря этому приспособлению операция упрощается.
Центр можно находить не только на круглых деталях, но и на квадратных заготовках. Штангенциркулем это делается достаточно долго и не удобно. Правда заготовка имеет прямоугольную форму, потому центров получилось бы два. Идеальный центр находился бы между ними.
izobreteniya.net



