
Технология сварки проводов из меди
Соединение проводов возможно выполнить двумя способами:
- контактным, заварить скрутку;
- выполнить сварку.
Конкретные варианты выбираются на основе требований к качеству соединения, особенностей эксплуатации проводки, электрических характеристик, а также наличия подходящего оборудования.
Сваривание выполняется на постоянном или переменном токах при напряжениях от 12 до 36 В. Используется оборудование, позволяющее выполнить точную регулировку по току, чтобы подобрать параметры под конкретные условия проведения работ, параметры заготовки.
Выгодно использование инверторов, которые обладают достаточной мощностью (до 1,5 кВт) и диапазоном регулировки силы тока в интервале 30–120 А.
В качестве держателя проводников к кабелям, идущим от инвертора, присоединяют специальные пассатижи или зажимы. При этом пассатижи соединяются с массой устройства, а зажимы — с плюсовым выходом.
Кроме функции крепления, пассатижи также выполняют роль теплоотвода. Поэтому перегрев меди, появление раковин или других видов дефектов исключено. Изоляция токопроводящих жил при нагреве также не пострадает и сохранит все свойства.
Для точечной сварки допускается применение трансформаторов, мощность которых не превышает 500 Вт. Напряжение выбирается в пределах от 12 до 36 В. Технология заключается в кратковременном контакте скрутки (1–2 с), закреплённой на контактном проводнике, с массой (держателем), подключённой к источнику тока.
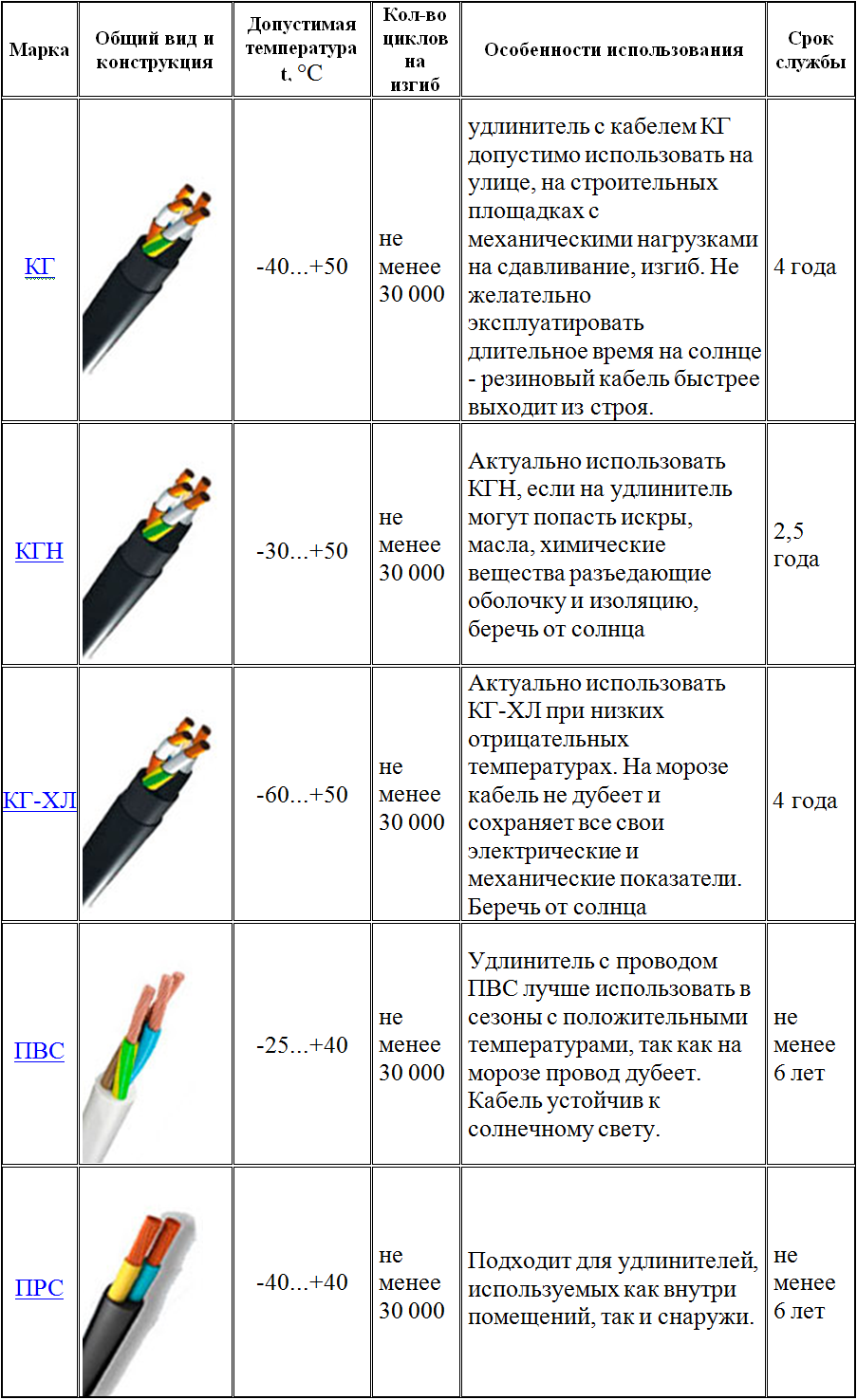
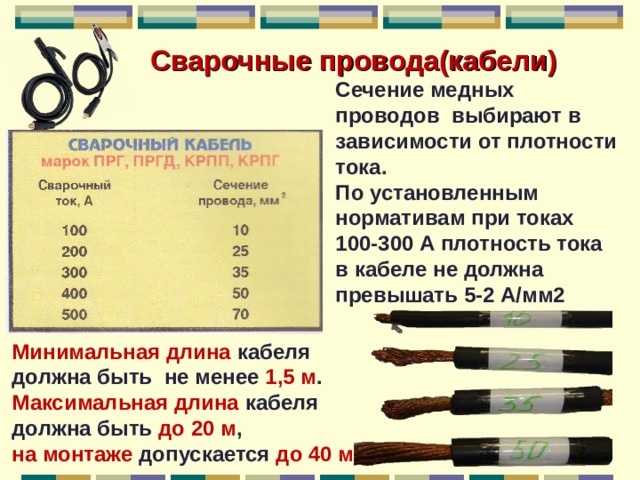
Требования к сварочным кабелям
Для уверенного выбора сварочного кабеля полезно ознакомиться с требованиями, которые к нему предъявляются:
- недопустимо появление на изоляции дефектов после многократных перегибов и сматывания/разматывания во время переноски;
- внешняя оболочка должна быть устойчивой к продуктам нефтепереработки, ударным и разрывным нагрузкам;
- проводник, подключаемый к держателю, должен быть максимально гибким, чтобы не мешать выполнению работы;
- изоляция не должна растрескиваться на холоде и от действия ультрафиолета;
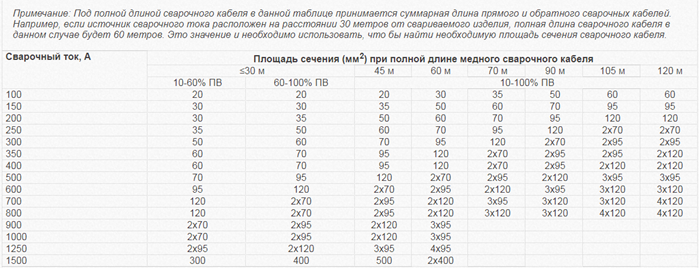
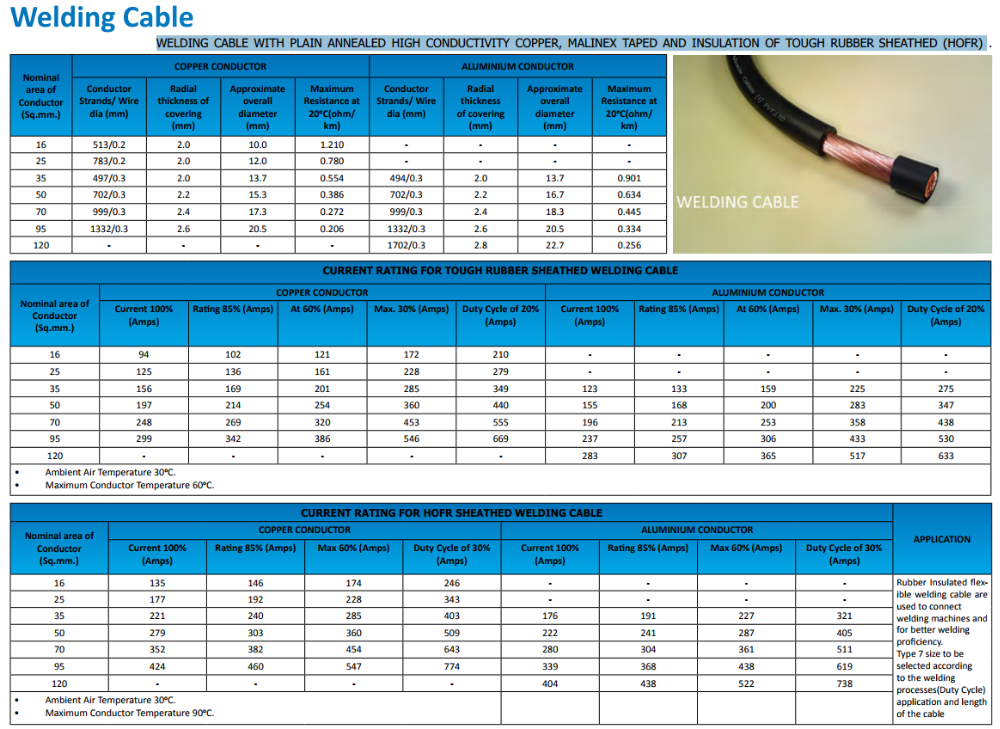
- чтобы сварочные провода не перегревались во время работы их сечение должно быть достаточным для сварки на максимальном токе выдаваемым аппаратом.
Сваривание проводов из алюминия
Сварка алюминиевых проводов графитовым электродом возможна, но требует некоторого опыта. В расплавленном виде алюминий более текучий чем медь. Поэтому во время жидкой фазы он способен просто вытечь с места соединения. После застывания также есть особенности. Алюминий хрупкий, токоведущая жила легко обламывается в месте сварки.
Дополнительная информация. Гораздо удобнее сваривать алюминиевую проводку газовой горелкой. Для этого заранее подготовленная скрутка нагревается пламенем. Затем тонким железным прутком (гвоздь, отвертка) необходимо разорвать оксидную пленку и позволить металлам свариваемых жил перемешаться друг с другом. Это сложно, требует практики, но гарантирует самое надежное соединение алюминиевых токоведущих жил.
Классификация держателей электродов
Главной задачей этого инструмента стоит закрепление электрода, подведение рабочего тока и осуществление полного управления в процессе сварки. Из этого следуют обязательные требования, которые предъявляются к такому оборудованию:
- Надёжная и крепкая фиксация электродов различных диаметров в разных положениях.
- Качественный контакт для стабильной токопередачи.
- Высокий срок службы и стойкость к сложным условиям эксплуатации.
- Удобство работы и хвата в руке, отсутствие лишней нагрузки и дискомфорта.
Развитие сварочного оборудования и требуемой оснастки повлияло и на держатели, которые также модернизировались и развивались, расширяя представленный ассортимент на рынке электрододержателей.
В основном держатели для сварочного аппарата можно разделить на специализированные и универсальные, изготовление которых регламентируется требованиями ГОСТа:
- Держатель зажим-прищепка, пружинный или рычажный, который обладает очень простой конструкцией, и низкой ценой — самый популярный среди мастеров вариант. Может быть, выполнен в различных модификациях, различия которых в совместимости с большинством сварочных аппаратов и полной изоляцией поверхностей сварочного держателя электродов. Обеспечивает высокое качество рабочего шва, эффективный уровень энергосбережения и автоматический поджог электродуги.
- Вилка-трезубец или цанга. В обычном представлении очень спорный вариант, запрещённый к эксплуатации в большинстве стран мира из-за незащищенной поверхности, находящейся под напряжением и создающей постоянную опасность причинения серьёзной травмы для человека. Автоматизированный вариант считается более безопасным при работах, а также может обеспечить высокий уровень выполняемых работ и их эффективность. Основываясь на практике, большинство мастеров, кто использовал такой вид, получили ожоги и удары током даже со смертельным исходом.
- Винтовой держатель позволяет крепко закрепить катод. Основным недостатком отмечается постоянное закручивание и откручивание винта в зажимном устройстве при смене рабочего электрода.
- Безогарковый электрододержатель позволяет оперативно вставлять новый материал и полностью исключает получение неиспользованных частей электрода. Конструкция устроенна так, что электрод фиксируется привариванием катода к концу изолированного стержня и поэтому полностью расходуется при работе.
Наряду с вышеприведёнными вариантами, существует ещё и специализированные держатели, которые предназначаются для создания определённого вида швов и изделий. К таким моделям можно отнести держатели для нескольких электродов одновременно или для работы под напряжением трехфазной дуги. Основным отличием считается большой вес и сложная конструкция, что относит такие модели к специализированным и не имеющим широкого применения. Каждый мастер индивидуально под себя делает выбор нужного оборудования, основываясь на личных потребностях и условиях работы.
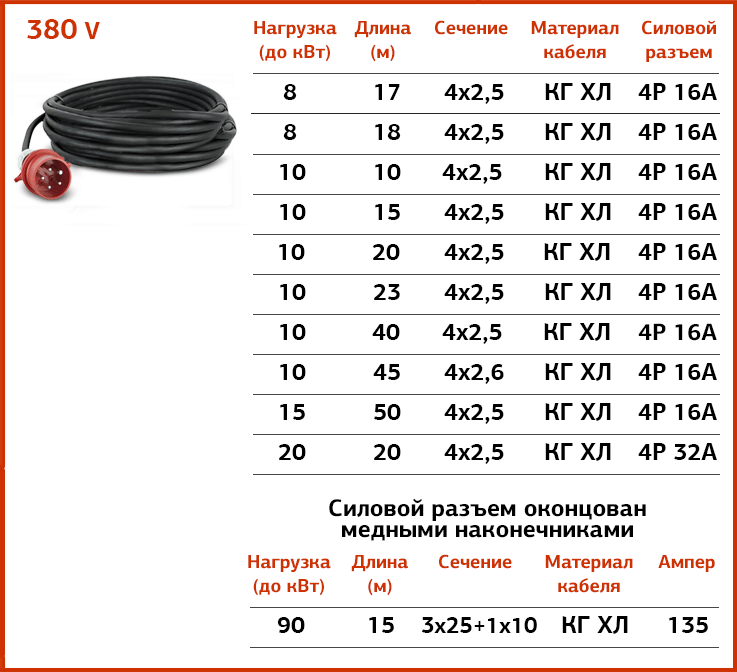
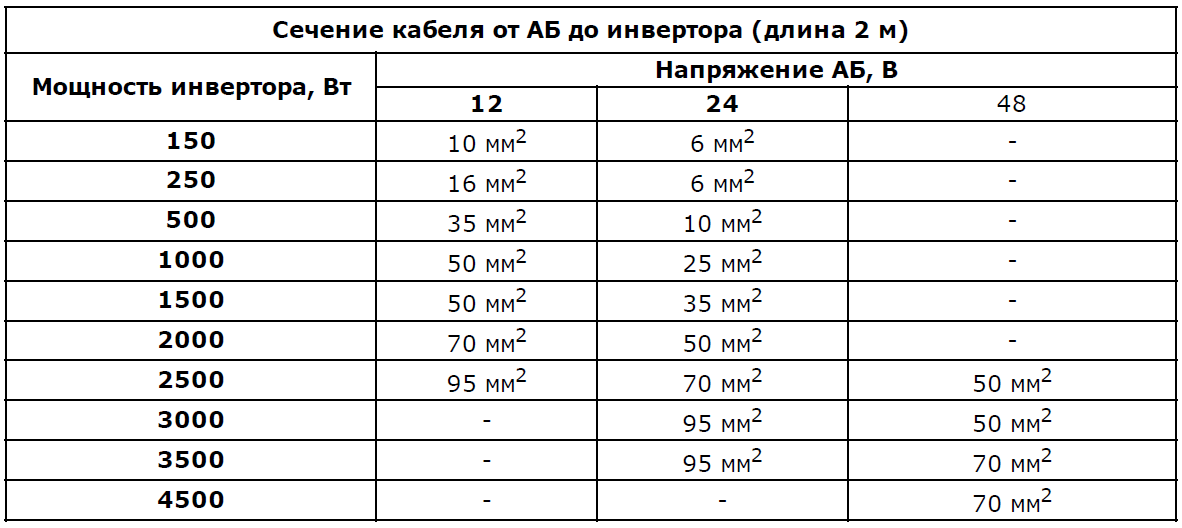
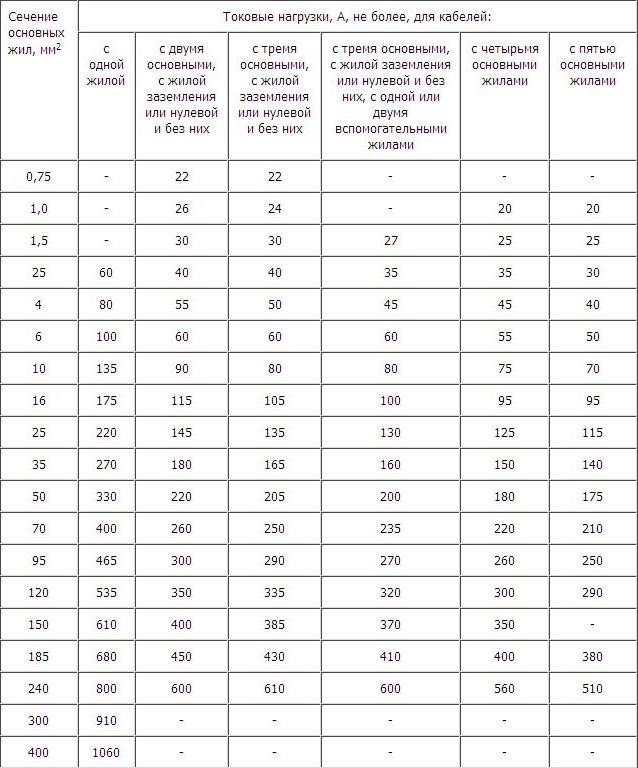
Выбор сечения при удлинении кабеля
Производство работ на крупных металлоконструкциях, когда требуется мобильность сварщика с держаком на несколько метров в каждую сторону, требует удлинить сварочный кабель. Специалисты допускают его длину до 40 м без потерь сварочных характеристик и стабильности дуги. В противном случае делается длинный силовой провод и постоянно переносится аппарат.
Для удлинения используют разъемы или устанавливается сплошной кабель. Если длина значительно больше, чем расчетная, ее следует грамотно увеличить. Превышать сопротивление нельзя. Упадет ток на дуге, провода будут греться. Дополнительно к имеющемуся, подключают токопроводник большего сечения – следующего по таблице. При постоянных работах с крупными конструкциями, специалисты устанавливают кабель более 50 метров длиной большего сечения и делают расчет по сопротивлению, насколько единиц увеличить ток.
Излишки длинного провода нельзя сворачивать в бухту. Напряжение в проводе низкое, но ток имеет большое значение. Образованные в замкнутых контурах индукционные токи в кратчайшее время расплавят изоляцию. Надо расправить кабель, уложив его зигзагами.
Перепроверить правильность выбора можно по указанной выше формуле расчета длины кабеля при заданных значениях тока и сечения жилы – площади.
Аппараты для сварки проводки
Чтобы сварить несколько медных проводов, необходимо кратковременно пропустить через место будущего соединения большой ток. В подавляющем большинстве случаев в качестве источников столь высоких токов выступают устройства 2 типов:
- Железный трансформатор. Простой и надежный аппарат.
- Сварочные инверторы. Современное, удобное решение.
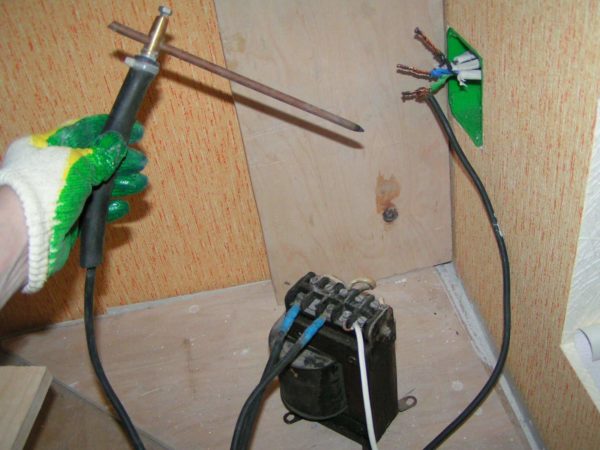
Аппарат из железного трансформатора
В основе такого аппарата для сварки проводов лежит мощный трансформатор с железным сердечником. Идеально, если он советского производства, ведь техника тех времен выполнялась с запасом по мощности.
Трансформатор берет от розетки 220 В и понижает их до низкого и безопасного для человека напряжения 12-48 В. При этом ток в выходной обмотке достигает значений порядка 25-250 А. Выходные параметры трансформатора рассчитываются заранее или подбираются путем изменения количества витков вторичной обмотки.






У железных трансформаторов есть весомые преимущества:
- надежность;
- простота ремонта;
- неприхотливость к условиям работы.
Имеются и недостатки:
- в железном трансформаторе не получится легко и быстро выставить нужный выходной ток;
- большой вес, начиная примерно от 5-7 кг.
Современная инверторная сварка
Современные устройства на полупроводниках, микросхемах и транзисторах — это те же сварочные аппараты, которыми сваривают железные трубы и заборы. Только для оплавления медной проводки необходимы другие типы электродов.
Сварка инвертором имеет следующие плюсы:
- легкий вес;
- возможность выставить требуемое значение тока с точностью до 1 А.
- сложный ремонт, требующий опыта и знаний в электронике;
- аппарат нужно содержать в чистоте и сухости, иначе он сгорит в неподходящий момент.

Подготовительные работы
Перед началом работы с проводами нужно еще раз проверить отсутствие на них напряжения.
Для получения качественного соединения проводится подготовительная работа в такой последовательности:
- с жилы бережно снимают участок изоляционного покрытия не менее 7 см для жилы сечением 1,5 мм². Если провода толще, то на каждые 0,5 мм² диаметра жилы убавляют 5 мм изоляции. Разделку проводят вдоль проводника ножом или специальным инструментом — стриппером;
- оголенные участки провода зачищают наждачной шкуркой;
- поверхность проводников обезжиривают ацетоном или уайт-спиритом;
- аккуратно, чтобы не повредить провода, скручивают их в жгутик руками или плоскогубцами, стараясь обеспечить их плотное прилегание друг к другу;
- кусачками или монтажными ножницами отрезают кончик жгута для выравнивания жил.
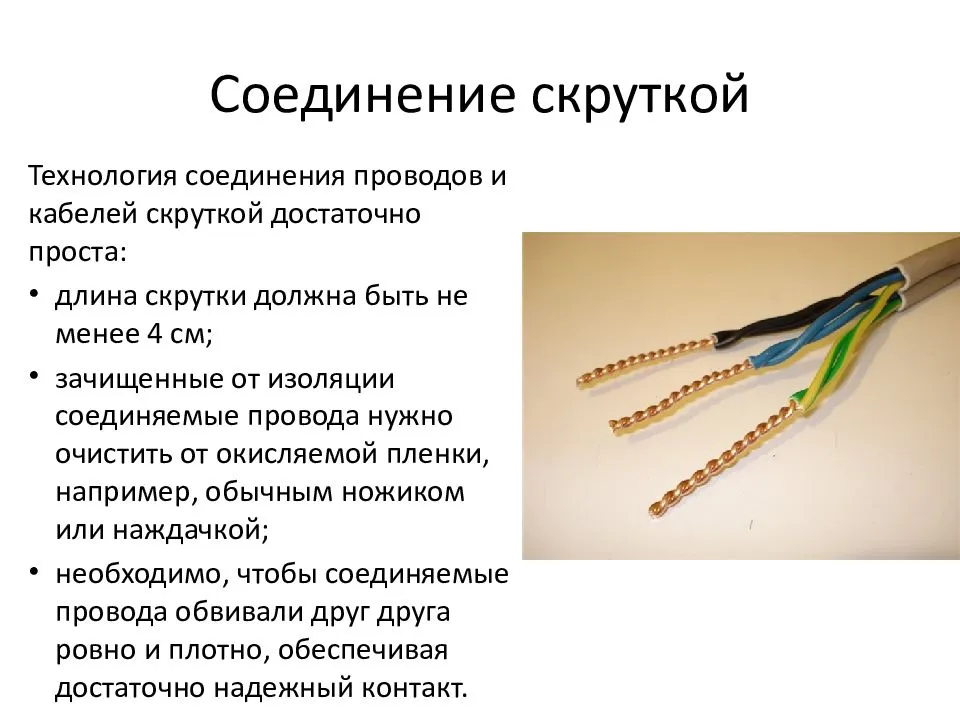
Скрутка одножильного с многожильным проводом
Одна из самых проблематичных ситуаций, это когда нужно соединить жесткий одножильный провод с гибким многожильным.
Простая накрутка одного вокруг другого здесь не проходит. При малейшем усилии гибкий проводник элементарно съезжает и стягивается.
Что же делать? А делать в этом случае нужно вот так.
Для этого зачищаете оба проводника и начинаете обвязку моножилы вот с такой петельки.
Далее уже по привычному сценарию.
В конце загибаете пассатижами кончик одножильного провода во внутрь.
Важно! – Для качественного контакта, полученное соединение все-таки лучше пропаять.
Не забывайте, что подобным образом вы создали “нормальный” контакт с точки зрения механики, а не электрики.
Особенности сварки медных проводов
Медь хорошо плавится и быстро насыщается водородом, окисляется в расплавленном состоянии. Температура плавления медных сплавов не более 1000°С. Для защиты металла при сварке медных деталей используют аргон или углекислый газ, но провода варить в защитной атмосфере экономически нецелесообразно. Для сварки медного кабеля используют обычные аппараты, генерирующие постоянный или высокочастотный переменный ток и напряжение от 15 до 30 В.
Желательно, чтобы рабочий ток регулировался, для скрутки одной жилы сечением 1,5 мм2 нужен ток 70 А, для соединения трех проводов потребуется увеличить ампераж до 90–100 А. Для монтажа медной проводки в доме с подключением мощного электрооборудования необходимо выбирать сварочные аппараты до 120 А. Если нет оптимального тока, дуга будет прерываться, электрод начнет залипать.
Трансформатор постоянного тока
Из трансформатора можно собрать не только аппарат переменного тока, но и сварочник на постоянном токе. Соответственно, для этих целей нужно изготовить трансформатор постоянного тока. Такой трансформатор будет полезен для полуавтомата или инвертора. Он позволяет получить стабильную, легко поджигающуюся дугу. Подобному аппарату под силу сварка любых металлов, в том числе нержавеющей стали или чугуна.
Для сборки трансформатора постоянного тока вам понадобится всего 10-15 минут. Поскольку мы будем просто модернизировать трансформатор переменного тока, сделанный ранее. Вам необходимо подключить выпрямитель к вторичной обмотке. Выпрямитель должен быть собран на диодах.
У диодов должно быть нормальное охлаждение и они должны быть рассчитаны на ток с силой около 200 Ампер. Мы рекомендуем использовать диоды типа Д161. Также нам необходимо выровнять ток. Для этого нужно взять два конденсатора С1 и С2. Их основные характеристики должны быть такими: 15000 мкФ, напряжение 50В. Все компоненты собираются по схеме, которую вы можете видеть ниже. L1 — это дроссель, он нужен для регулировки тока. Х4 — это контакты, предназначенные для подключения держака электрода. А х5 — это контакты для подключения массы.
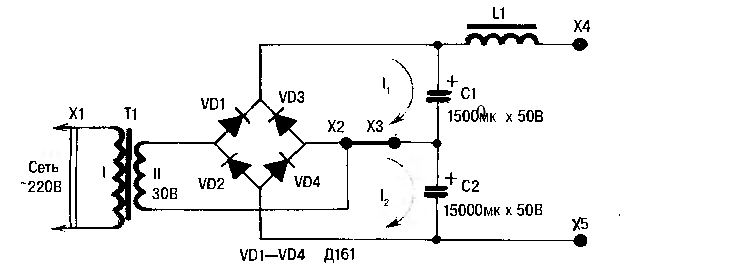
Данная схема сварочного трансформатора проверена временем и отлично себя зарекомендовала. Вполне рабочая схема, при этом очень удобная.
Как собрать трансформатор для сварки медных проводов своими руками
Если по каким-либо причинам покупка аппарата является неприемлемым вариантов, можно соорудить эту технику самостоятельно. Базисом для неё служит старый трансформатор.


Подготовка инструментов и материалов
Для создания запланированного устройства понадобится такой арсенал:
- Трансформатор.
- Готовый короб или кожух.
- Электрокабель.
- Пассатижи.
- Приспособление для удержания электрода.
- Угольный электрод.
- Автоматические или полуавтоматические приборы.
Для изготовления пункта 6 можно применить сердечник массивной круглой батарейки или крупной угольную щётку.
В качестве базы можно применять трансформаторы от неиспользующихся старых телеприёмников, микроволновок и т.д. Мощность основы должна составлять 200 – 500 Вт.
Процесс сборки
Он проходит кропотливо, скрупулезно считаются витки. Далее предложен пример создания прибора с П-подобным сердечником. Этот процесс намного проще, чем сооружения тороидальной модификации.
Этапы работы
Каркасы для обмоток. Их создание происходит из текстолитовых пластин, из которых вырезаются элементы для пары коробов. В каждом коробе устраиваются две верхние крышки с прорезями, в которые помещаются четыре стенки. Площадь прорезей внутри идентична сечению сердечника. При этом несущественно увеличиваются размеры стенок короба.
- Изоляция каркасов термостойким материалом.
- Мотание обмоток.
Провода для них должны иметь термоустойчивую стеклянную изоляцию. После намотки одного слоя, изолируйте его и делайте следующий. На определённом количестве мотков создаются отводы. В завершающей фазе наматывается верхняя изоляция. Окончания проводов протягиваются сквозь отверстия, сделанные в самой верхней пластине. Затем на этих окончаниях фиксируются медные винты.
- Сборка и шихтование магнитного провода. Здесь применяются железные пластины с устаревших трансформаторов. Их толщина – 1 мм. Они собираются в монолитную конструкцию. По окончанию все обмотки испытываются тестером на недочёты.
- Создание диодного моста. Задействуются диоды В200, либо KBPC5010. Каждый из них рассчитан на работу с нагрузкой 50 А. Если ваш аппарат имеет параметр 180 А, таких диодов нужно 4. Они фиксируются к радиатору. Их подключение по отношению к обмоткам параллельное.
- Сборка корпуса. Помещение туда трансформатора.
Необходимые элементы
Самостоятельно можно изготовить сварочный аппарат для проводов любого типа, будь то автоматический, инверторный, функционирующий на постоянном или переменном токе. При отсутствии опыта проведения подобных работ стоит остановиться на простом трансформаторном аппарате. Подобное устройство функционирует на переменном токе и позволяет добиться качественного сварного шва. Оно оптимально подходит для сварки проводов в домашних условиях. Перед тем как приступить к изготовлению, необходимо подготовить следующее:
- материал для сердечника трансформатора с высоким уровнем магнитной проницаемости;
- достаточное количество медного провода.
Сердечник должен иметь П-образную стандартную конфигурацию и стержневую конструкцию. В некоторых случаях приходится использовать сердечники другой формы (к примеру, круглые), это не изменяет характеристики устройства, но осложняет намотку проводки. Для бытового аппарата площадь сечения сердечника должна находиться в пределах 50 см². Использование большого сечения нерационально, так как не обеспечивает дополнительных характеристик и увеличивает общую массу устройства.
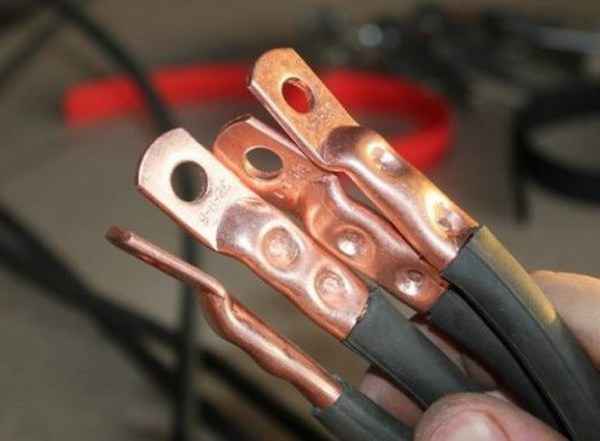
Обжимы и клеммники
Применение различных обжимов и клеммников довольно широко практикуется при подключении электрических розеток, выключателей, осветительных приборов, а также при установке распределительных щитов. Данные приспособления позволяют аккуратно и быстро соединить провод медный одножильный, однако многожильный провод без предварительной пропайки или опрессовки трубчатым наконечником в винтовой зажим зажимать нельзя.
К бесспорным преимуществам винтовых зажимов можно отнести возможность соединения алюминиевых проводов с медными, а также отсутствие необходимости в последующей изоляции контактов.
Однако подобный тип соединения не лишен недостатков. Он нуждается в периодическом обслуживании, заключающемся в подкручивании зажимных элементов. Медь – очень мягкий материал, склонный к «вытеканию» из-под нагрузки. Если даже выполнять соединения посредством жестко подпружиненных самозажимных клеммников, из-за слишком малой площади контактирующих поверхностей при большой нагрузке происходит нагрев и отпуск пружинящих элементов, вследствие чего их упругость снижается вместе с качеством соединения.
Особенности процесса сварки проводов из меди
Сварка медного провода может осуществляться как переменным, так и постоянным током при показателях напряжения 15-30 В. Очень хорошо, если в аппарате предусмотрена возможность регулировки тока.
К примеру, чтобы сварить два медных провода сечением 1,5 кв. мм, хватит 70 А. Для сварки трех проводов с таким же сечением ток необходимо увеличить до 90 А. Соединение трех проводов сечением 2,5 кв. мм потребуется от 80 до 100 А, а для сварки пяти аналогичных проводов – 120 А. Если выбран оптимальный сварочный ток, не происходит «залипание» электрода, а дуга горит достаточно устойчиво. Для сварки проводов из меди применяют угольно-медные «карандаши» (электроды). Если таковых нет, то возможно использование угольных стержней от батареек пальчикового типа.
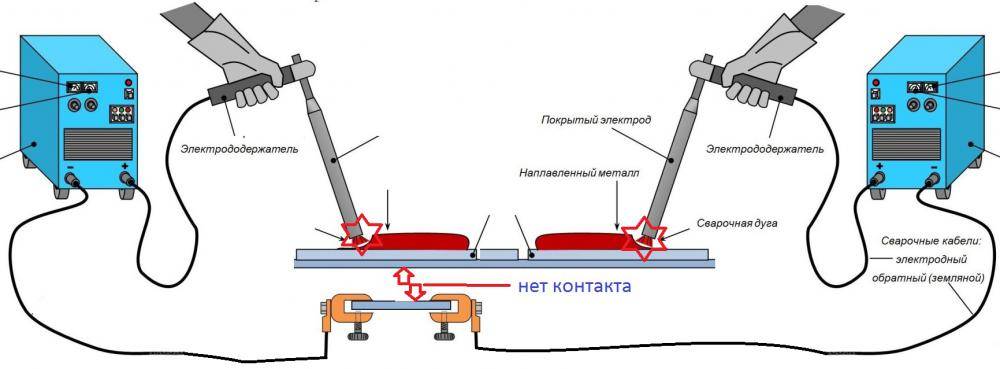
Технология сварки электропроводки
Процесс сварки для медных проводов заключается в зажигании кратковременной электрической дуги, оплавляющей края прутиков и соединяющие их в единый монолитный участок, длиной 3-5 мм. Это происходит в следующей последовательности:
- Проводку, предназначенную для соединения, очищают от изоляции на 60-70 мм длины. Это делается для предотвращения оплавления изоляции от нагретой меди.
- Медные волокна складываю вместе и закручивают между собой. Вид скрутки не важен, и ее можно выполнять как равномерно перекручивая все провода, так и обвивая одни вокруг оси из других. Механическую крепость здесь образует именно сварка, а не тип скрутки.
- Перекрученные медные жилы должны быть общей длинной 50 мм. Оставшуюся разветвленную часть обрезают до плотно скрученного пучка.
- В 25 — 30 мм от края соединения его необходимо зажать прижимным устройством, являющимся одновременно массой контакта (минусовым кабелем от аппарата). За этот элемент электрик будет удерживать свариваемые провода. Слишком длинную зачистку и далекий от края захват выполнять не стоит ввиду лишнего перегрева всей зоны между контактами.
- Второй рукой подносится держатель со специальным электродом.
- Конец электрода соприкасается с торцом скрутки и зажигается дуга, которую необходимо удерживать в течении 1-2 секунд (зависит от силы тока и сечения провода).
- Края проводов плавятся от температуры дуги, образуя цельное соединение, сечение которого не препятствует прохождению тока.
- Прерывая дугу, заканчиваем процесс сварки и даем изделию остыть.
- Остывшую после сварки скрутку, требуется свернуть (для компактности размещения в коробке), и закрыть термоусадочной трубкой или изоляционной лентой.
Чтобы сварка проводов выполнялась успешно, необходимо потренироваться на «черновых» кусочках кабеля. Распространенной ошибкой начинающих электриков является прилипание электрода к торцу свариваемого провода. Это происходит из-за слишком короткой дистанции и выполнении работы навесу. Чтобы придать четкости выполняемым действиям рекомендуется опереть руку с массой об стену, а руку с электродом прижать локтем к телу. Так можно минимизировать пошатывания и колебания, вызывающие проблемы при сварке.
Понять, что соединение готово можно по характерному красному валику раскаленного металла, имеющему цельный вид. Округленная форма будет окончательным доказательством, что прутки сплавились между собой. Хотя дуга горит всего несколько секунд, но если требуется объемная работа (распределение коробки, обустройство щитка), то рекомендуется надевать защитные очки или даже маку хамелеон. Ультрафиолет, излучаемый дугой, способен причинить серьезные ожоги коже лица и роговице глаз при длительной работе со сваркой.
Особенности сварки медных проводов
- прямая зависимость выходного напряжения от входного;
- «залипание» электрода при падении напряжения в сети (дуга не поджигается);
- «пережигание» свариваемого металла при увеличении тока трансформатора;
- «недожигание» металла при падении напряжения в сети
- тяжелый вес агрегата, неудобство его переноски и т. д.
Инверторы без проблем создают и надежно удерживают сварочную дугу благодаря постоянному напряжению и преобразованию токов высокой частоты. «Залипание» электрода при работе с инвертором — крайне редкое явление.
Все сварочники инверторного типа подразделяются на домашние, профессиональные и промышленные. Выбор модели диктуется предполагаемым режимом нагрузки: от 20 минут непрерывной работы до многочасового интенсивного использования в условиях производственного цеха.
Если вам нужен прибор для нечастого применения, например, чтобы выполнить сварку проводов в распределительной коробке в условиях дома, дачи или гаража, то вполне достаточно приобрести недорогой аппарат, обеспечивающий силу максимального сварочного тока 160 А, мощностью примерно 500 Вт. Ее достаточно для скруток сечением в пределах 25 кв.мм. Что касается силы сварочного тока, то следует ориентироваться на следующие значения:
У этих приборов отличная, устойчивая сварочная дуга, позволяющая даже при небольших значениях тока выполнить качественную работу. При этом она не ослепляет сварщика, так как температура плавления медного проводника невысока, а используемые токи имеют достаточно низкие величины. Еще одно приятное обстоятельство — во время сварки не происходит разбрызгивания металла.






Эти и другие достоинства инверторов позволяют использовать их в любых обстоятельствах: дома, на производстве, в обычных условиях и в высотных работах. Они имеют небольшие габариты и легкий вес. Профессиональные электрики носят их на ремне, что удобно для работы на высоте.
Какие электроды используют
По правилам сварочного дела при сварке медных проводников угольный или графитовый электрод «обмедняют», то есть используют в качестве присадочного материала прутки из меди или бронзы.
Как угольные, так и графитовые электроды очень быстро нагреваются: температура их плавления втрое выше, чем у меди. Следует учитывать эту особенность материала, чтобы не пережечь скрутку. Надежное схватывание, как уже упоминалось, происходит за 1-2 секунды.
Сварка медных проводов под силу даже начинающему сварщику. Сам процесс достаточно прост:
- Скручиваете воедино нужное количество проводов.
- Одной рукой готовую скрутку зажимаете в держателе (клеммник, «крокодил», плоскогубцы, пассатижи).
- В другой руке держите электрод в зажиме.
- Выставляете на приборе нужное значение тока.
- Поджигаете дугу.
- Скрутку из медных проводков желательно держать вертикально в направлении вниз или под острым углом.
- Обжигаете электродом торец скрутки до получения аккуратного шарика из расплавленной меди.
- Изолируете остывшие провода.
Графически процесс продемонстрирован на рис. 5
Рис. 5
Ручная дуговая сварка является одним из наиболее надежных методов соединения медных проводов. Ее главное преимущество заключается в максимальном приближении сопротивления в точке сварки к значению сопротивления самого материала. Из-за отсутствия коррозии металла результат получается долговечным, а сварное соединение проводов с успехом прослужит вам не один десяток лет.
Какие инструменты и материалы понадобятся?
Выбор инструментов и материалов, которые нам понадобятся, будет обусловлен нашими конкретными целями, а также применяемыми способами пайки. Основной инструмент, который применяется – это либо электрический паяльник, либо газовая горелка. Ну а дальше будет, в общем, стандартный набор для пайки. Нам понадобится:
- Нож для разделки изоляции провода – не забудьте подточить или воспользуйтесь канцелярским ножом. Также можете сделать нож электрика своими руками.
- Пассатижи, для скрутки проводников.
- Припой и флюс. Флюс – это вещество, с помощью которого мы удаляем окисления с поверхности, которую паяем. Припой – это то, чем непосредственно спаиваются жилы.
- Напильник – подойдет мелкий напильник.

При пайке проводов паяльником или газовой горелкой могут быть применены разные припои и флюсы. Так, для медных жил нужен припой на основе смеси олова и свинца – это припои марок ПОС-40, ПОС-50, ПОС-60. Для пайки алюминиевых проводов подойдут такие марки – П-250А (цинк и олово), ЦО-12 (цинк и олово), ЦА-15 (цинк и алюминий), А (цинк, олово, медь). В качестве флюса используется канифоль — органический материал, содержащий в себе смесь смоляных кислот хвойных деревьев. Канифоль является самым распространенным и недорогим вариантом. Также существуют способы пайки с кислотой в качестве флюса, но не рекомендуется их применять из-за их вредности. К тому же кислота дает со временем коррозию на скрутке.
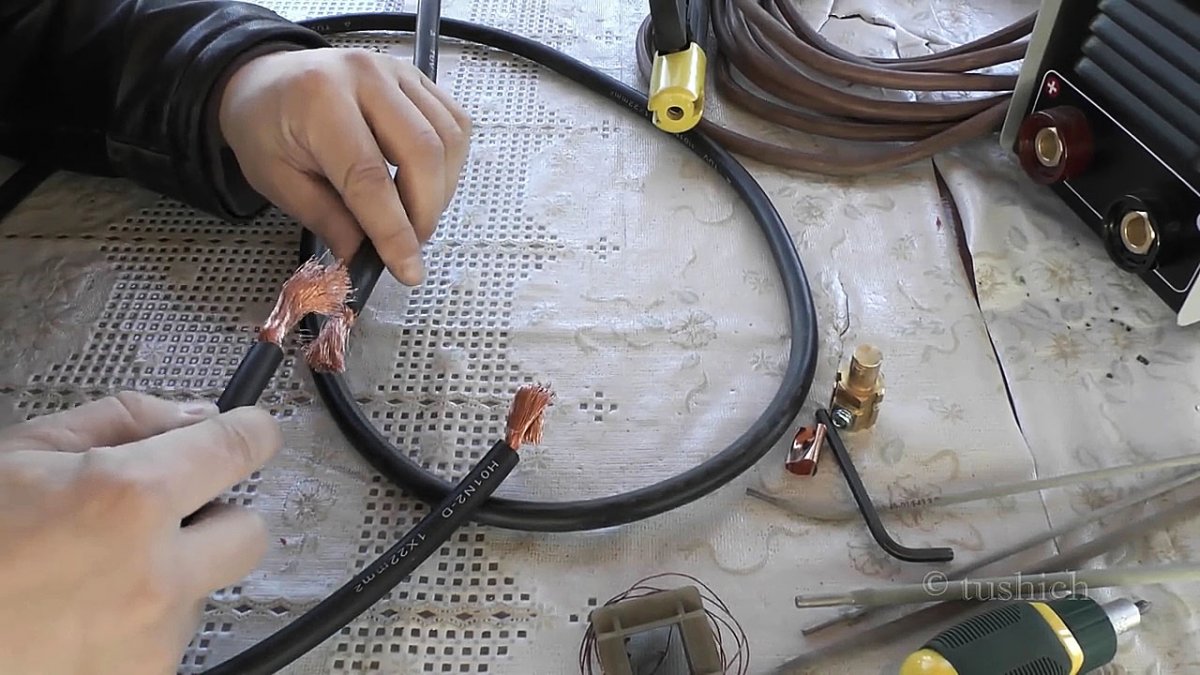
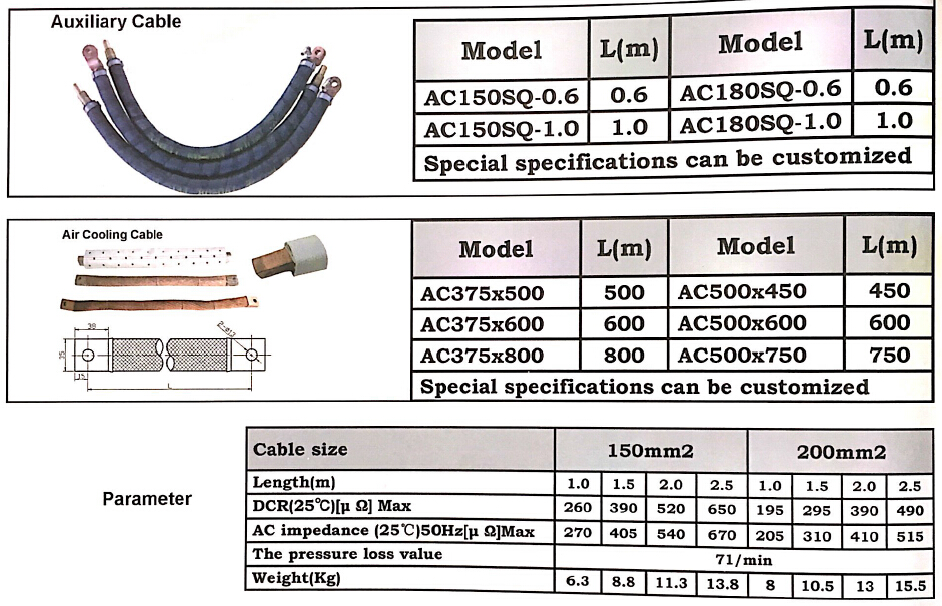
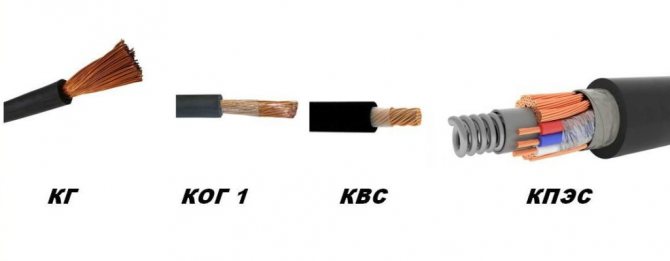
Конструкция сварочного кабеля

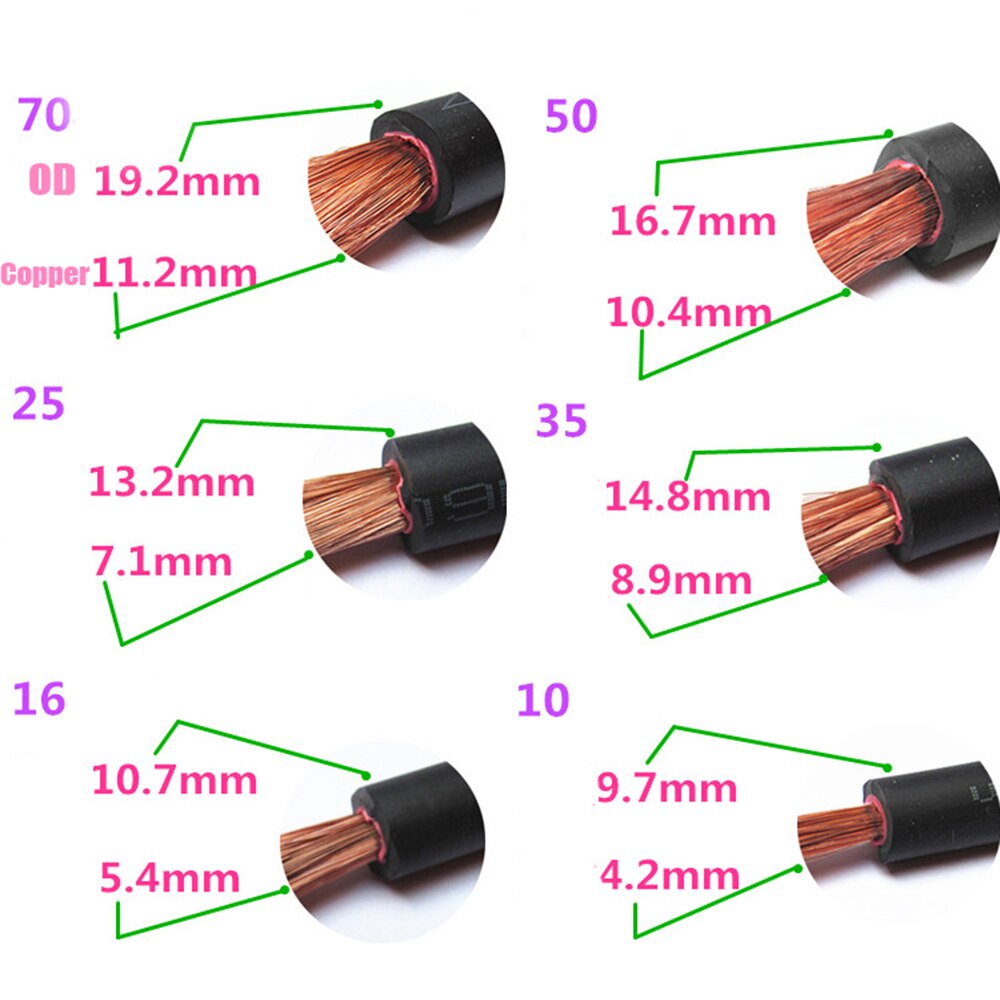
Для обеспечения нормального функционирования инвертора следует использовать провода с медным основанием. Именно медь является лучшим проводником электрического тока. Также следует применять шнуры, обладающие высокой гибкостью. Они упрощают рабочий процесс и гарантируют свободу действий исполнителя. Конструкция кабеля включает следующие элементы:
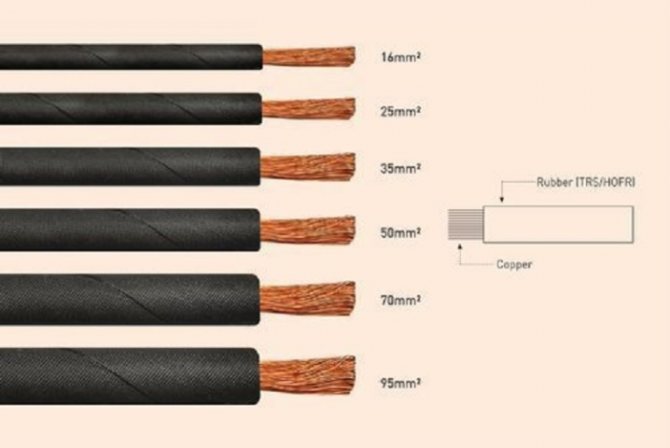
- токопроводящая медная жила круглой формы состоит из множества проволок, сечение которых не превышает 0,2 мм;
- покрытие провода может быть выполнено из резины или из каучука (натурального или бутадиенового);
- разделительный слой сделан из специальной прозрачной пленки, предотвращающей слипание покрытия и жилы.



