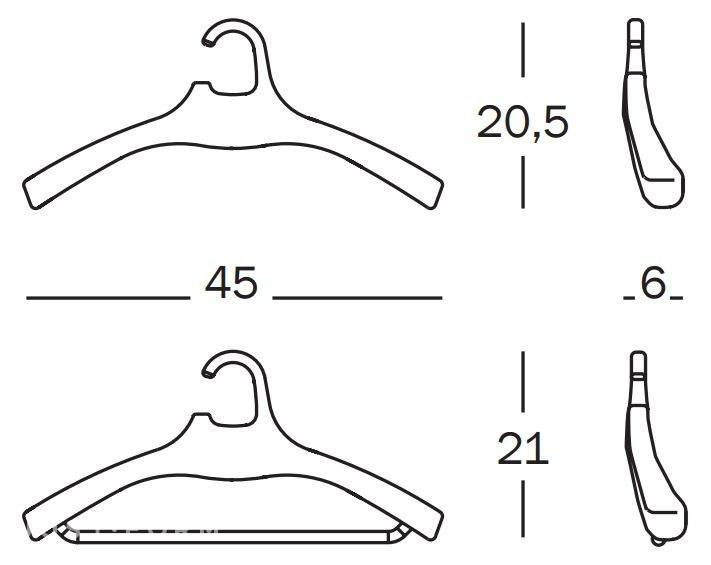
Обработка конической поверхности широкими резцами – Обработка конических поверхностей на токарном станке – Комплексные работы
Широкими резцами обрабатывают конусы длиной до 20 мм на жестких деталях. При этом добиваются высокой производительности, но чистота и точность обработки невысокие.
Обрабатывают конусную поверхность так. Заготовку зажимают в патроне передней бабки.
| Обработка конической поверхности широким резцом |
Обрабатываемый конец заготовки должен выступать из патрона не более 2,0 — 2,5 диаметра заготовки. Главную режущую кромку резца при помощи шаблона или угломера устанавливают под нужный угол конуса. Обтачивать конус можно при поперечной и продольной подачах.
При выступании конуса заготовки из патрона больше 20 мм или длине режущей кромки резца свыше 15 мм возникают вибрации, которые делают невозможным обработку конуса. Поэтому этот способ применяют ограниченно.
Запомните! Длина конуса, обрабатываемого широкими резцами, не должна превышать 20 мм.
Вопросы
- Когда обрабатывают конус широкими резцами?
- В чем заключается недостаток обработки конусов широкими резцами?
- Почему конус заготовки не должен выходить из патрона более 20 мм?
Обработка конической поверхности путем поворота верхней части суппорта
Для обтачивания на токарном станке коротких наружных и внутренних конических поверхностей с углом уклона конуса α = 20° нужно повернуть верхнюю часть суппорта относительно оси станка под углом α.
| Обработка конической поверхности путем поворота верхней части суппорта |
При таком способе подачу можно производить от руки, вращая рукоятку винта верхней части суппорта, и лишь в наиболее современных токарных станках имеется механическая подача верхней части суппорта.
Если угол а задан, то верхнюю часть суппорта повертывают, используя деления, нанесенные обычно в градусах на диске поворотной части суппорта. Устанавливать минуты приходится на глаз. Таким образом, чтобы повернуть верхнюю часть суппорта на 3°30′ нужно нулевой штрих поставить примерно между 3 и 4°.
Недостатки обтачивания конических поверхностей с поворотом верхней части суппорта:
- снижается производительность труда и ухудшается чистота обработанной поверхности;
- получаемые конические поверхности сравнительно короткие, ограниченные длиной хода верхней части суппорта.
Вопросы
- Как нужно установить верхнюю часть суппорта, если угол а уклона конуса задан по чертежу с точностью до 1°?
- Как установить верхнюю часть суппорта, если угол задан с точностью до 30′ (до 30 минут)?
- Перечислите недостатки обтачивания конических поверхностей с поворотом верхней части суппорта.
Упражнения
- Настройте станок для точения конической поверхности под углом 10°, 15°, 5°, 8°30′, 4°50′.
- Изготовьте кернер по технологической карте, помещенной ниже.
Технологическая карта на изготовление кернера
«Слесарное дело», И.Г.Спиридонов,Г.П.Буфетов, В.Г.Копелевич
В шестом и седьмом классах вы познакомились с различными работами, выполняемыми на токарном станке (например, наружное цилиндрическое точение, отрезание деталей, сверление). Многие заготовки, обрабатываемые на токарных станках, могут иметь наружную или внутреннюю коническую поверхность. Детали с конической поверхностью широко используют в машиностроении (например, шпиндель сверлильного станка, хвостовики сверл, центры токарного станка, отверстие пиноли задней бабки)….
Конические отверстия с большим углом при вершине обрабатывают следующим образом: заготовку закрепляют в патроне передней бабки и для уменьшения припуска на растачивание отверстие обрабатывают сверлами разного диаметра. Сначала заготовку обрабатывают сверлом меньшего диаметра, затем сверлом среднего диаметра и, наконец, сверлом большого диаметра. Последовательность сверления детали под конус Растачивают конические отверстия обычно путем поворота верхней части…
При обработке конических поверхностей возможны следующие виды брака: неправильная конусность, отклонения в размерах конуса, отклонения в размерах диаметров оснований при правильной конусности, непрямолинейность образующей конической поверхности. Неправильная конусность получается главным образом из-за неточно установленного резца, неточного поворота верхней части суппорта. Проверив установку корпуса задней бабки, верхней части суппорта перед началом обработки, можно предотвратить этот вид…
О ведущем центре токарного станка по дереву
Форма и способ изготовления ведущего центра — дело вкуса и возможностей мастера, поэтому ограничимся рассмотрением только трех его типов.
Центр из стальной тонкостенной трубки (рис. 5, а). Для него подбирают стальную трубку, которую с некоторым усилием надевают на вал электродвигателя. До этого на одном конце трубки при помощи пилы по металлу и напильника формируют «зубцы» в форме треугольника. Плюс у данного центра всего один — простота изготовления, а вот минусов несколько: невозможность быстрого демонтажа (хотя при установке трубки на валу с помощью резьбы этот вопрос снимается); невозможность установки заготовки, диаметр которой меньше внутреннего диаметра трубки; работа станка в этом случае возможна только с двумя центрами.
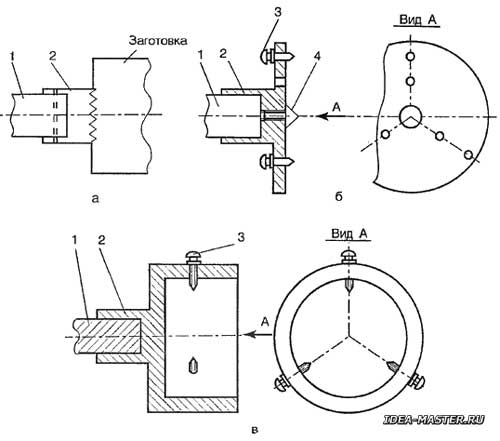 Рис. 5. Типы ведущих центров:а — из трубки; б — планшайба; в — патрон; 1 — вал двигателя; 2 — ведущий центр; 3 — винты с заостренными концами; 4 — центральный винт. Рис. 5. Типы ведущих центров:а — из трубки; б — планшайба; в — патрон; 1 — вал двигателя; 2 — ведущий центр; 3 — винты с заостренными концами; 4 — центральный винт.
|
Центр — планшайба (рис. 5, б). В радиально расположенные отверстия планшайбы вставляют заточенные на конус винты с резьбой М4 или М5 и контрят их гайками. Понятно, острия винтов выполняют обязанности зубцов центра из трубки. При работе с одним центральным винтом через остальные отверстия в планшайбе пропускают шурупы, которыми крепят заготовку к планшайбе. В центральное отверстие планшайбы часто устанавливают дополнительный центр из трубки для деталей малых диаметров. Главный недостаток планшайбы заключается в том, что при обработке деталей с меньшим чем у планшайбы диаметром необходима установка защитного кожуха над планшайбой.
Центр — простейший патрон (рис. 5, в). Конструкция центра понятна из рисунка. Основные недостатки: сложность изготовления патрона и необходимость обработки конца заготовки под внутренний диаметр патрона.
Желательно, чтобы все типы центров были сменными, обеспечивали достаточную жесткость крепления заготовки и не имели острых выступающих частей.
Об электродвигателях для токарного станка по дереву
Коллекторные двигатели переменного тока для станка не совсем желательны, так как без нагрузки на валу при номинальном напряжении питания они идут в «разнос» (неконтролируемый рост частоты вращения). Дело в том, что при слабом воздействии резца на заготовку или вообще при отсутствии подобного воздействия (при снятии тонкой стружки, например) заготовка набирает такие большие обороты, что ее центробежными силами может вырвать из центров станка, что, понятно, весьма опасно для работающего. Следовательно, коллекторные двигатели можно устанавливать на токарный станок только с редуктором или с электронным регулятором частоты вращения. Вариант токарного станка с редуктором — станок на базе бытовой электродрели. Двигатель с электронным регулятором числа оборотов годится, однако, «поведение» заготовки при точении не позволяет в этом случае получить качественные результаты обработки. Для небольшого токарного станочка моделиста (размер детали побольше спички и меньше стандартного карандаша) вполне подойдет коллекторный двигатель постоянного тока. Это может быть микроэлектродвигатель от магнитофона или от детских игрушек. Только здесь придется добавить к приводу еще блок питания, обеспечивающий необходимое для электродвигателя напряжение.
| Рис. 4. Конструкция дополнительного упорного подшипника:а — силы, действующие на вал двигателя; б — упорный подшипник; 1 — упорный винт; 2 — стальная пластина; 3 — шарик упорного подшипника; 4 — вал двигателя; 5 — корпус двигателя; 6 — контргайка. |
Для токарного станка по дереву, работающего с заготовками диаметром около 100 мм и длиной 700…800 мм, лучше подобрать асинхронный двигатель переменного тока с мощностью от 250 до 1000 Вт. Силовые характеристики таких двигателей позволяют им обеспечивать устойчивую частоту вращения вала в определенном диапазоне нагрузок, причем не допускают увеличение частоты вращения выше паспортной при отсутствии нагрузки. Да и акустический шум у асинхронных двигателей поменьше, чем у коллекторных. Некоторые их недостатки (малый пусковой момент, уменьшение частоты вращения при большой нагрузке) для простого токарного станка не только не заметны, а в некоторой мере даже полезны. Как известно, у большинства асинхронных двигателей переменного тока частота вращения вала обычно составляют от 1800 до 3000 оборотов в минуту (конкретные цифры зависят от типа двигателя), но больше 3000 оборотов в минуту по конструктивным причинам быть не может. Мне кажется, что такие характеристики асинхронных двигателей позволяют использовать их для токарных станков без сложных передач, причем вал двигателей способен выполнять обязанности шпинделя станка. Правда, и над асинхронным двигателем, предназначенным для станка, придется немного поработать. Дело в том, что подшипники, установленные в электродвигателе, в основном рассчитаны на радиальные нагрузки, то есть воздействующие на вал двигателя под прямым углом (рис. 4, а). В токарном же станке на вал действует и сила, направленная по оси вала (эта сила возникает при креплении обрабатываемой заготовки между ведущим и задним центрами). Под воздействием подобной силы износ подшипников идет быстрее. Существуют два варианта решения этой проблемы: иметь в запасе пару новых аналогичных подшипников или немного доработать двигатель, установив на нем дополнительную опору, которая компенсировала бы силу, действующую по оси вала. С этой целью на корпусе двигателя устанавливают для вала опорный подшипник (подпятник), который состоит из стального шарика, подходящего под диаметр технологического отверстия, обычно уже имеющегося в торце вала, стальной пластины и поджимного винта с контргайкой (рис. 4, б). Типы электродвигателей разные, поэтому размеры подпятника не привожу, а ограничусь только основной идеей. Повторяю, чаще всего в торце вала уже есть технологическое отверстие, так что остается только подобрать для него шарик. Глубина отверстия должна быть такова, чтобы шарик входил в него на 1/3 своего диаметра. В торце поджимного винта выполняют аналогичное отверстие. На корпусе двигателя закрепляют опору подшипника — пластину из стали толщиной 3…5 мм. В пластине предусмотрено отверстие с резьбой под поджимной винт. Центровку отверстий в пластине и торце вала выполняют как можно точнее. Винтом шарик прижимают с некоторым усилием к отверстию в вале, а при помощи контргайки фиксируют винт в нужном положении. Возможны другие варианты крепления поджимного винта, которые зависят от типа электродвигателя. Единственное условие — это жесткость конструкции упорного подшипника. Если не будет жесткости, не будет пользы и от этого подшипника.
Материал для изготовления
Основные требования к материалу для производства деревянной посуды:
- качественная и пластичная древесина с высокими прочностными характеристиками, а таковой она бывает, когда заготовлена недавно, то есть ещё сохраняет свежесть;
- дерево должно быть первого или второго сорта, на нём присутствует минимальное число сучков;
- недопустимым браком считается наличие трещин, сколов, гнили и синевы;
- при производстве посуды для еды используется только живой лес, а сухостойные заготовки для этого не подходят, тем более что они могут быть заражены жуками-короедами;
- для мастера, изготавливающего изделия, также важен большой диаметр дерева, поскольку он даёт возможность производства большого количества столовых аксессуаров.
Чаще всего для изготовления используются такие породы, как вяз, дуб, берёза, клён, рябина, можжевельник, кедр, лиственница или осина, подходящим материалом считается олива и бамбук.

Техника безопасности и меры предосторожности
При работе с токарными станками важно соблюдать безопасность – использовать защитные очки, маску или даже защитный экран. Перед работой следует удостовериться в исправности инструмента, отсутствия посторонних предметов в станке
При запуске необходимо удостовериться, что запуск аппарата не угрожает здоровью посторонних
Перед работой следует удостовериться в исправности инструмента, отсутствия посторонних предметов в станке. При запуске необходимо удостовериться, что запуск аппарата не угрожает здоровью посторонних.






Вот так просто своими руками в домашних условиях, обладая элементарными навыками и первичным инструментом, можно создавать уникальные подарки и сувениры, которые совершенно точно удивят получателя или будут радовать глаза своего создателя.
Источники
- https://PlazmoSvarka.ru/stanki-i-instrumenty/tokarnye-podelki-iz-dereva-svoimi-rukami.html
- https://vseostankah.com/tokarnyj-stanok-po-derevu/chto-mozhno-sdelat-kakie-izdeliya.html
- https://intehstroy-spb.ru/stanki/podelki-na-tokarnom-stanke-chto-mozhno-vytochit-iz-dereva.html
- https://tokar.guru/stanki-i-oborudovanie/dlya-raboty-s-derevom/tokarnye-raboty-po-derevu-osobennosti-tocheniya-na-tokarnom-stanke.html
Устройство токарного станка по дереву
Идеей собрать свой токарник по дереву рано или поздно начинает болеть практически каждый мастер. Кто-то приходит к этому самостоятельно, после долгих расчетов и раздумий, а кто-то вспоминает детство, и школьную мастерскую там ведь тоже были станки по дереву. Да и сложного, в том, чтобы собрать деревообрабатывающий станок по образу и подобию школьного нет. Ведь материал в виде отрезков труб в гараже найдется уж точно.
Первым делом стоит вспомнить все основные части конструкции того самого, школьного станка по дереву. Деталей здесь вроде и немного, но каждая из них выполняет определенную роль, без которой все превращается в груду металлолома.
Основой любого станка выступает станина. Это массивное основание, на котором крепится все остальное оборудование. Станина должна быть максимально прочной и жесткой, во время работы она должна выдерживать большие нагрузки не только в виде массивной заготовки, но и в виде вибрации и действия разнонаправленных сил при обработке деревянной заготовки.
Передняя бабка токарного станка представляет собой устройство, в котором устанавливается приводной вал. С одной стороны вала устанавливается устройство зажима заготовки – токарный самоцентрирующийся патрон, планшайба или устройство, на которое навинчивается или набивается заготовка из дерева. С другой стороны токарного вала крепится ведущая шестерня, шкив с одним или несколькими ручьями для ременной передачи. Токарный вал должен обеспечивать вращательное движение со скоростью до 3000 оборотов, для бытовых нужд этого достаточно. Поэтому токарный вал обычно устанавливается на подшипниках или втулках
Ось вала является основной осью токарного станка, и чем выше вал над станиной, тем больше диаметр заготовки можно обрабатывать. Обработка деталей на станке осуществляется при помощи ручных резцов, а учитывая скорость вращения вала, неосторожное прикосновение к шкиву или ремням может повлечь травму, поэтому передний узел обязательно закрывается защитным экраном или кожухом. Жесткое крепление защиты к передней бабке обязательное условие безопасной работы
С противоположной стороны устанавливается задняя бабка. Это жесткий упор, с конусом-центром, который находится точно по оси токарного вала. Центр может двигаться вдоль оси для закрепления заготовки. Чтобы зафиксировать положение центра, нужно предусмотреть механизм его фиксации.
Во время работы на токарнике используются ручные резцы. Для того чтобы не держать их на весу между передней и задней бабкой устанавливается подручник – упор под резцы.
Для вращения рабочего вала устанавливается привод, это может быть электродвигатель с прямой или ременной передачей, а может быть и привод от мускульной силы. Кстати, первые токарные станки по дереву были именно с ручным приводом – по типу лучковой пилы, это потом, они были вытеснены ножным приводом.
Материал
Материалами при домашних токарных работах может быть в принципе что угодно – полистирол, дерево, алюминий и его сплавы, медь, латунь, бронза, стали (причем можно и каленые обрабатывать, что токарник обычно с трудом делает, да и не всякий резец потянет, а алмазные боры и надфиль – вполне нормально). По своему опыту могу сказать, что более твердые (латунь, дюраль, сталь) материалы лучше, так как сложнее допустить ошибку – сточить больше необходимого. Да и соскок инструмента оставляет только легко убираемую царапину. Но и обрабатывать их надо значительно дольше. Для пробы рекомендую брать полистирол – литник от моделей. На нем проще всего «набить руку».
Необходимый инструмент – напильники, надфили (обычные и алмазные), боры зуботехнические (если есть бормашина), боры с алмазным напылением (при обработке металлических заготовок), сверла (найдете советские из Р9, Р12 и Р18 – вам невероятно повезло!), шкурка различной зернистости, войлок, грубая ткань (стеклоткань), для дерева и полистирола – ножи, стамески (с ножами надо работать надо аккуратно – только корневой частью, и только при невозможности работы другим инструментом, а для стамесок необходимо дополнительно сделать опору, как на токарных станках по дереву). Иногда для обработки алюминия, дюрали и латуни использую развертку из быстрорежущей стали и пилки для электролобзика с мелким зубом – удобно снимать достаточно толстый слой материала, ставя их под углом в 45 градусов и прижимая режущей кромкой к заготовке.
При необходимости изготовления длинномерных изделий (заготовки танковых пушек и т.п.) стоит, ИМХО, разбить их на несколько деталей (частей). Например, ствол танковой пушки в теплоизоляционном кожухе с инжектором – часть от дульного среза до инжектора, инжектор, часть от инжектора до башни. При этом стоит продумать соединение частей. Такой подход позволит уменьшить затраты материала и упростит обработку. Аналогично и дульный тормоз – ствол стоит делать отдельно от него, иначе придется снимать много материала – ведь диаметр ДТ в 2 и более раз больше, чем диаметр ствола. А это все вам придется стачивать.
Итак, все необходимое для начала работ описал (вроде, ничего крайне недоступного, кроме механической мешалки стоимостью под 1000 евро, тут нет).
Устройство токарного станка по дереву
Прежде чем приступить к изготовлению и сборке, важно для начала ознакомиться с конструктивными особенностями оборудования. Здесь можно выделить пять ключевых узлов
Базой самоделки является основание (или правильно будет сказать — станина). На неподвижной площадке располагаются все другие конструктивные элементы, без которых невозможна работа станка.
Основание должно быть основательным (простите за тавтологию), прочным и надежным. Для станины мастера-самодельщики используют как металлические, так и деревянные площадки.
Еще одними важными конструктивными элементами являются так называемые бабки. Без них работа в принципе невозможна. Именно между ними фиксируется обрабатываемая заготовка.
Обратите внимание: от того, насколько ответственно вы подойдете к сборке и установке бабок токарного станка по дереву напрямую будет зависеть качество обработки заготовки. Поэтому рекомендуем сначала ознакомиться с основными нюансами
Важное и обязательное условие — их центра должны быть соосными. Для их изготовления целесообразно использовать именно металл (чем толще, тем лучше), однако есть немало альтернативных конструкций, в которых они реализованы из фанеры или дерева
Для их изготовления целесообразно использовать именно металл (чем толще, тем лучше), однако есть немало альтернативных конструкций, в которых они реализованы из фанеры или дерева.
Изготавливая для себя токарный станок по дереву своими руками, не стоит забывать об изготовлении подручника.
Это пятый конструктивный элемент, который хоть и не влияет непосредственно на работу станка, как предыдущие, но обязательно должен быть.
Регулируемый подручник служит опорой для токарных инструментов, а именно — столярных резцов, с помощью которых происходит обработка деревянной заготовки.
Есть и более сложные в изготовлении «домашние» конструкции — к примеру, работающие совместно с копиром. Их тоже можно сделать самостоятельно, но в данном случае потребуется определенный опыт, ну и умение работать с чертежами.


Установка и закрепление заготовок на токарных станках
Способ установки и закрепления заготовок на токарных станках зависит от формы и размеров заготовки. По этим признакам разделим заготовки на три характерные группы: заготовки типа валов, заготовки типа гильз и пустотелых валов, заготовки типа втулок и дисков. Для каждой обозначенной группы рассмотрим используемые способы закрепления.
Заготовки типа валов на токарных станках могут быть установлены следующими способами:
1. В центрах с поводковым устройством
(рис. 9.2). Это наиболее распространённый способ установки валов диаметром до 150 мм в условиях мелкосерийного и единичного производства. Поводковое устройство предназначено для передачи вращения от шпинделя к заготовке, установленной в центрах.
Рис. 9.2. Установка вала в центрах с поводковым устройством: а
—схема установки; б —фрагмент точения вала: 1 —планшайба; 2 —передний центр;3
—токарный поводковый хомутик; 4 —задний центр В качестве поводкового устройства могут использоваться различные приспособления: от самых простейших (токарный хомутик) до более сложных: самозажимной поводковый патрон или поводковая оправка. Точность установки составляет 0,03 мм.
2. В патроне с поджатием задним центром
(рис. 9.3). Данная схема установки обеспечивает большую жёсткость заготовки по сравнению с предыдущей. Вращающий момент передаётся от шпинделя к заготовке токарным патроном. В зависимости от требуемой точности обработки и формы детали используют кулачковые или цанговые патроны.
Рис. 9.3. Установка вала в патроне с поджатием задним центром
По числу кулачков различают двух-, трёх- и четырёхкулачковые патроны. Наибольшее распространение в производственной практике получили трёхкулачковые патроны (рис. 9.4, а)
как наиболее удобные и надёжные для закрепления деталей цилиндрической формы; они обеспечивают погрешность центрирования до 0,2 мм. Двух- и четырёхкулачковые патроны используют для закрепления деталей сложной конфигурации: фасонных, несимметричных или эксцентричных (отливки, поковки, арматура и т.п.), при этом четырёхкулачковые патроны обеспечивают более высокую точность установки (до 0,05 мм). Кулачковые патроны могут быть самоцентрирующими и с независимым перемещением кулачков. Двух- и трёхкулачковые патроны обычно самоцентрирующие, а четырёхкулачковые — с независимым перемещением кулачков. По типу привода патроны могут быть ручные и механизированные, а по конструкции — клиновые, рычажные, рычажно-клиновые, винтовые, спирально-реечные.
Если необходимо обеспечить более точную обработку, то используют цанговые патроны (рис. 9.4, б)
с погрешностью установки до 0,05 мм.
Рис. 9.5. Установка вала в патроне и неподвижном люнете
Рис. 9.4. Токарные патроны: а
—цанговый; б —трёхкулачковый 3. В патроне и не под вижном люнете
(рис. 9.5). с>гот способ применяется при подрезке торца, сверлении, центровании, растачивании или других видах работ, производимых со стороны правого торца заготовки. Погрешность установки составляет 0,03 мм.
Люнеты используют также для повышения жёсткости заготовки, при обработке длинных валов, например в центрах. Люнеты могут быть подвижные и неподвижные. Неподвижный люнет устанавливают на направляющих станка. В момент обработки детали он неподвижен. Подвижный люнет крепят к суппорту, и во время обработки он перемещается вместе с суппортом, повышая жёсткость детали вблизи зоны резания. На рисунке 9.6 изображены подвижный и неподвижный люнеты.
Рис. 9.6. Подвижный и неподвижный люнеты
- 4. В переднем чашечном центре с поджатием задним центром (рис. 9.7,а). Такой способ установки используется для валов диаметром до 60 мм в условиях серийного производства. В зависимости от точности обработки применяются разные чашечные центры. Черновое обтачивание ведётся при закреплении в рифлёном чашечном центре. Точность установки составляет 0,3 мм. Чистовое обтачивание — в гладком чашечном центре. Для этого на торце детали предварительно снимается фаска под углом 45°. Точность установки в этом случае составляет 0,05 мм.
- 5. Без хомутика с помощью переднего поводкового рифле ного центра (рис. 9.7,б). Используется в серийном производстве при получистовой и чистовой обработке валов диаметром до 60-70 мм. Точность установки составляет 0,1 мм. Обработка ведётся на проход без переустановки.
- 6. В обратных центрах (рис. 9.8). Используются для валов малых диаметров — до 15 мм. Для осуществления установки на
Приступаем к работе — делаем станину, заднюю бабку и подручник
Задняя бабка будет изготовлена из патрона и передней части, снятых с корпуса старой электрической дрели. Чтобы оборудование служило долго и не разлетелось через год после эксплуатации, лучше всего использовать дрель с металлическим корпусом.
Чтобы ваш самодельный станок стоял нормально, не шатался и не создавал тем самым проблем в работе, следует обаятельно особое внимание уделить созданию стойки. Она устанавливается на станине станка, так, чтобы у оператора позднее была возможность передвигать узлы оборудования по оси продольно. Патрон же даст возможность выполнить весомые продольные нагрузки
И это положительно сказывается на использовании данного элемента в общей конструкции агрегата
Патрон же даст возможность выполнить весомые продольные нагрузки. И это положительно сказывается на использовании данного элемента в общей конструкции агрегата.
Чтобы сделать станину своими руками, вам как раз и понадобятся швеллера. После этого, элементы станины следует присоединить друг к другу. Делаем это при помощи сварочного аппарата. Чтобы поставить переднюю бабку (электрический станок для заточки ножей) нужно поставить сразу лист толстой фанеры, как основу.
Привод
Также нужно монтировать на специальной пластине. Она будет устанавливаться на столе, где и разместиться ставника оборудования. Делать ее нужно с учетом передвижения оператором во время работы на станке. Таким образом у пользователя получится регулировать скорость вала, который расположен на передней бабке.
Станина, задняя бабка.
Не стоит забывать поставить суппорт
Это устройство будет служить для равномерного передвижения вдоль и поперек вашей станины токарного оборудования. Вот тут как раз и нужны две трубы с разным диаметром, чтобы его соорудить в домашних условиях. На нем будут размещаться подручник, который служит упором для резцов.
Когда все готово, не забудьте сходить в магазин строительных материалов и осветительных приборов, чтобы купить для себя небольшой лист прозрачного пластика и лампу. Они пригодятся для защиты вас от стружки и щепок, которые могут вылетать во время обтачивания и заточки оборудования. А лампа поможет вам проще справляться с работой.
Совет: лампу выбирайте с подвижным стержнем, чтобы можно было направить световой поток на плохо освещенную область.
Осталось только купить рабочие инструменты. Лучше покупать сразу в наборе, а обойдется это владельцу домашнего токарного станка, изготовленного своими руками в районе от 300 до 2 000 рублей.







Закажи ленточный станок pilam.ru/piloramy-lentochnye/ по выгодной цене.
Важно! Не забудьте заземлить установку проводом с глухо-заземленной нейтралью
Елки из картона
Маленькие настольные картонные елочки – отличный новогодний декор. Чтобы упрочнить поделки, можно сделать их, склеив 2-3 слоя картона. Процесс работы – по тому же принципу, что и с елками из фанеры, только вместо электролобзика или пилы используем ножницы. Украшаем деревца миниатюрными игрушками, ленточками, бантиками, пр.

Обмотка шпагатом – простой декор. На обратную сторону поделки можно прикрепить магнитик.

Елочки из картона, оклеенные мешковиной. Украшения – бусины, кружевные ленточки, букетики искусственных цветов. Треугольник крепим к ровной ветке, которая будет имитировать ствол. Сажаем елочку в горшочек.

Можно обтянуть новогодние деревца тканью любого цвета
Важно, чтобы украшения были контрастными к фону

Вариант декора картонной елочки – ватное папье маше. Все просто: на основу-картонку слоями наклеиваем вату, используя клей ПВА.