
Изготовление ручного листогиба
В интернете можно найти множество чертежей для изготовления листогибочного станка своими руками. Одна из наиболее простых и эффективных конструкций — схема станка из двутавра. Чтобы изготовить ручной листогиб своими руками, понадобятся: три отрезка двутавра с полками не менее 45 мм и толщиной от 3 мм, два винта диаметром около 20 мм, пружина, толстый металл для изготовления укосин (чтобы усилить проблемные места), дверные петли.
Из инструмента потребуются дрель, болгарка и сварочный аппарат. Алгоритм изготовления несложный:
- Складываются два тавра, размечаются и вырезаются выемки для вваривания петель. Чтобы качественно вварить петли, выборки скашивают под 45 градусов.
- Ввариваются части петель к подготовленным кусками двутавра. Проварить необходимо и с лица, и с изнанки.
- Чтобы разместить болт, фиксирующий прижимные планки, вырезаются четыре треугольные укосины и привариваются по паре с каждой из сторон двутавра. К укосинам также приваривается гайка.
- К третьему отрезку двутавра, которым будет прижиматься лист металла, приваривается толстая стальная пластина. В ней нужно просверлить отверстие под болт. При вваривании необходимо точно отцентрировать отверстие и гайку на ответном отрезке тавра.
- Отрезать пружину такой длины, чтобы она могла приподнимать прижимной двутавр на высоту 8−10 мм. Пружина необязательна, но ее использование значительно упростит работу по гибке металла.
- Также для удобства к шляпке прижимного винта желательно приварить ручки. Их можно сделать из ненужного обрезка арматуры.
- К подвижному отрезку двутавра приваривается рычаг-ручка. Рабочая часть листогиба готова к работе, но в таком виде им крайне неудобно пользоваться, поэтому нужно сделать станину.
Эта работа очень простая и не требует дополнительного описания. Станину можно использовать с ненужного или сломанного инструмента, если таковой имеется. В итоге получился мощный самодельный листогиб, чертежи использовались простые, одни из самых распространенных. С его помощью можно легко гнуть даже длинные и толстые листы металла. Кстати, вместо двутавра можно использовать металлический уголок с подобными характеристиками.
Чтобы сделать кромкогиб ручной своими руками, чертежи легко можно найти в интернете. Для прижимной части можно использовать неспаренный уголок, но его желательно усилить укосинами дли придания необходимой жесткости.
Подготовка материалов и инструментов
Перед изготовлением гибочного станка ознакомьтесь с имеющимися чертежами или сделайте свой. В качестве исходных данных важны толщина арматурного прута и их количество. Запас прочности устройства, превышающего усилия для сгибания имеющихся арматурных прутов, выбирается большим как минимум в три раза, если дело поставлено на поток, и вы гнёте арматуру большому числу заказчиков, либо планируется грандиозная стройка.

Если чертёж выбран, то потребуются следующие инструменты и приспособления.
- Болгарка с набором отрезных и шлифовальных дисков. Без неё распиливать массивный профиль и арматурные пруты затруднительно.
- Электрическая дрель и подходящие свёрла из быстрорежущей стали.
- Сварочная установка и электроды.
- Молоток, кувалда, мощные пассатижи, зубило (напильник), кернер и несколько иных инструментов, без которых не обходится ни один слесарь.
- Тиски для верстака. Поскольку конструкция мощная, она должна быть зафиксирована.




В качестве материалов потребуются:
- профиль уголковый (25*25 мм) длиной 60 см;
- стальной прут (диаметр на 12-25 мм);
- болты 2*5 см, гайки под них (на 20 мм по внутреннему диаметру), шайбы под них (можно гроверные).
Устройство, которое вы изготовите, весит не один килограмм. Усиленный вес и массивность всей конструкции обеспечат требуемую для сгибания арматуры прочность.


Технические характеристики станка
Определяющим критерием выбора является тип правильно-отрезного станка, который должен соответствовать вышеописанным классификаторам. Затем учитывается максимальный и минимальный диаметр обрабатываемой заготовки. Для обеспечения нормальной работы и удобства персонала габаритные размеры должны дать возможность установить комплекс на конкретной площадке производственного помещения.
Основные технические характеристики правильно-отрезного станка для стальных стержней:
- максимальный и минимальный диаметр заготовки;
- скорость подачи, м/сек;
- длина отрезаемых стержней, м;
- точность резки, мм;
- габаритные размеры и масса.
Также учитывается скорость перенастройки для обработки стержней других диаметров. Дополнительно рекомендуется приобрести комплект валов для выравнивания.
В видеоматериале подробно описывается конструкция и принцип работы правильно-отрезного станка:
Полезное видео
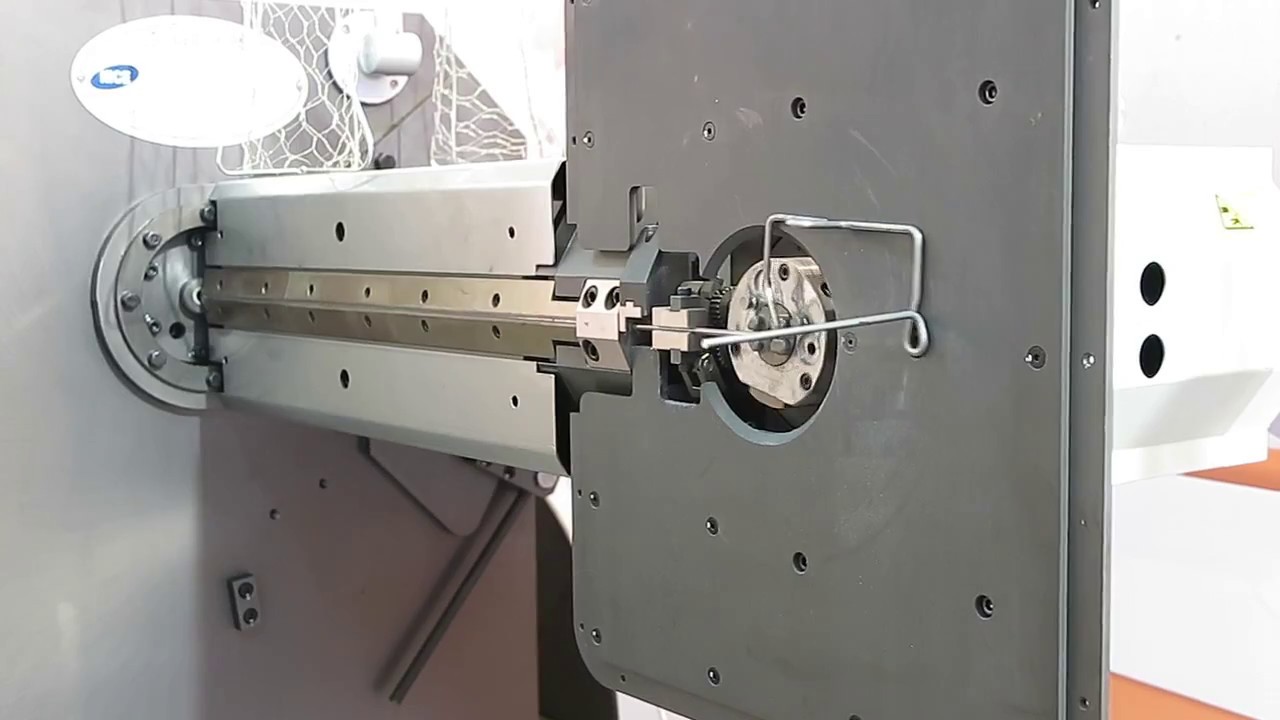
Посмотрите видео, где человек показывает, как собрать несложную конструкцию арматурогиба для сгибания прутков и квадрата:
На втором видео обзор механизма для гибки проволоки и завивки крючков:
Заключение
Что используют для гибки проволоки подробно рассказано в статье. Для работы с этим материалом можно использовать как простые инструменты, так и сложные установки позволяющие выполнять большое количество операций в минуту.
При ограниченном бюджете можно самостоятельно изготовить механическое устройство, которое не будет уступать по качеству заводским изделиям.
Гибочные станки для арматуры, проволоки, листового металла и труб предлагает . На нашем сайте представлены не только технические характеристики, но и видео гибочных станков и фото готовых изделий, что позволит лучше понять процесс производства. Если Вы не нашли нужного оборудования на сайте, пришлите ТЗ на почту, мы подберем станок под Ваши задачи.
Способы гибки уголка
Применяют несколько основных способов получения из металлического уголка конструкций заданной формы и профиля, а именно различают:
- холодное сгибание,
- горячее сгибание,
- придание формы с помощью разрезания, сгибания и сварки готового изделия.
Холодное сгибание металлического уголка, в свою очередь, разделяется на:
- свободную гибку — это когда уголок сгибают без применения специального оборудования;
- сгибание с помощью вальцовочного механизма на специализированном профилегибочном станке.
Применение холодной гибки металлического уголка, в отличие от других способов, имеет определенные преимущества, а именно:
- это наименее затратный метод придания металлу заданной формы, при этом не требуется использования дополнительного оборудования для разогрева, резки, сварки и последующей обработки металла;
- получаемый в итоге каркас имеет большую прочность, так как при этом исключаются возможные дефекты, характерные при применении разогрева, резки и сварки;
- готовые конструкции гарантированно служат больший срок из-за того, что при обработке сохраняется целостность структуры металлического профиля;
- снижается вероятность возникновения очагов коррозии металла со временем.
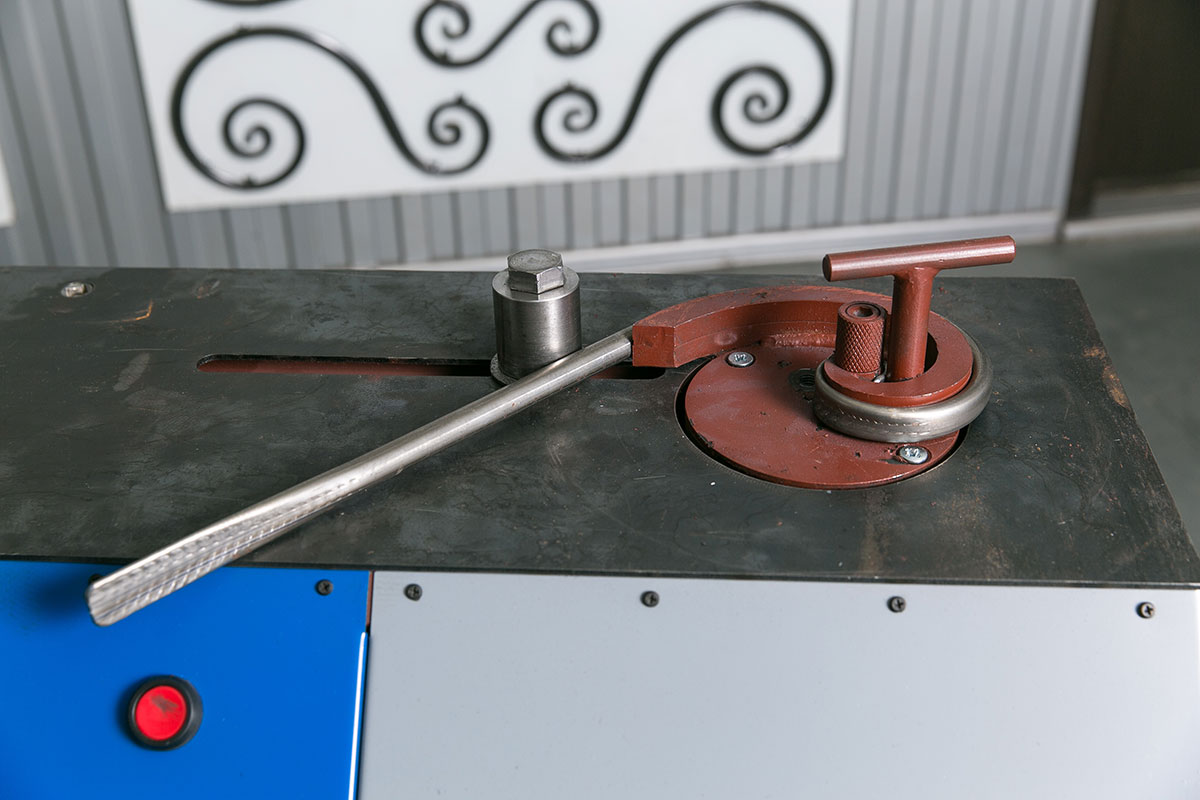
Метод холодной ковки
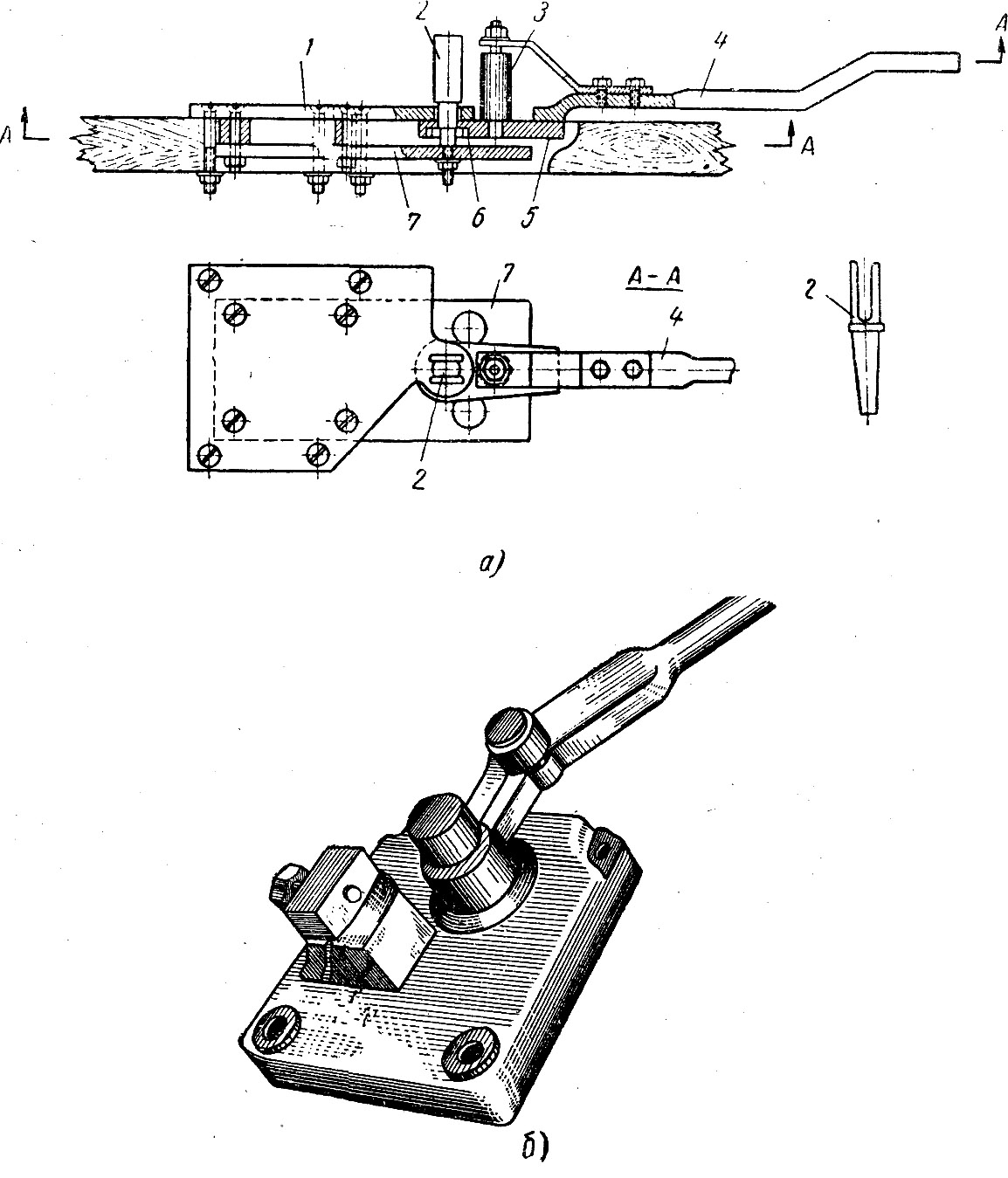
Способ заключается в использовании важного свойства металла — пластичности. При посредстве разнообразных оправок и механических приспособлений пруток изгибается в различных направлениях, скручивается, образует различные объемные фигуры
В качестве дополнительной обработки для соединения частей заготовок применяется сварка и слесарные операции. Станки начального уровня достаточно просты и приводятся в действие мускульной силой работающего на них мастера.
![Станок для гибки проволоки своими руками [инструкция, видео]](https://homo-expertus.ru/wp-content/uploads/7/a/f/7af7fffa6baf76df68059d616ba49de7.jpeg)




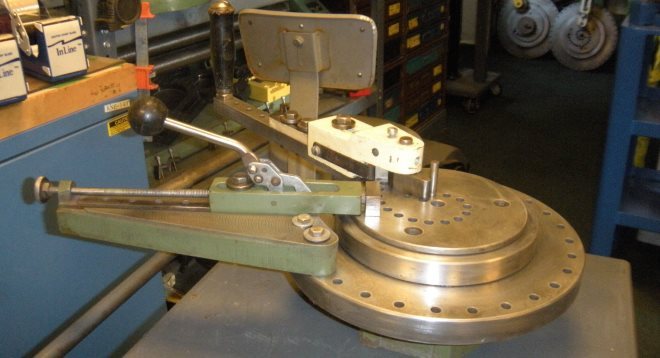
Минимальный набор кузнечного оборудования для холодной ковки металла включает в себя:
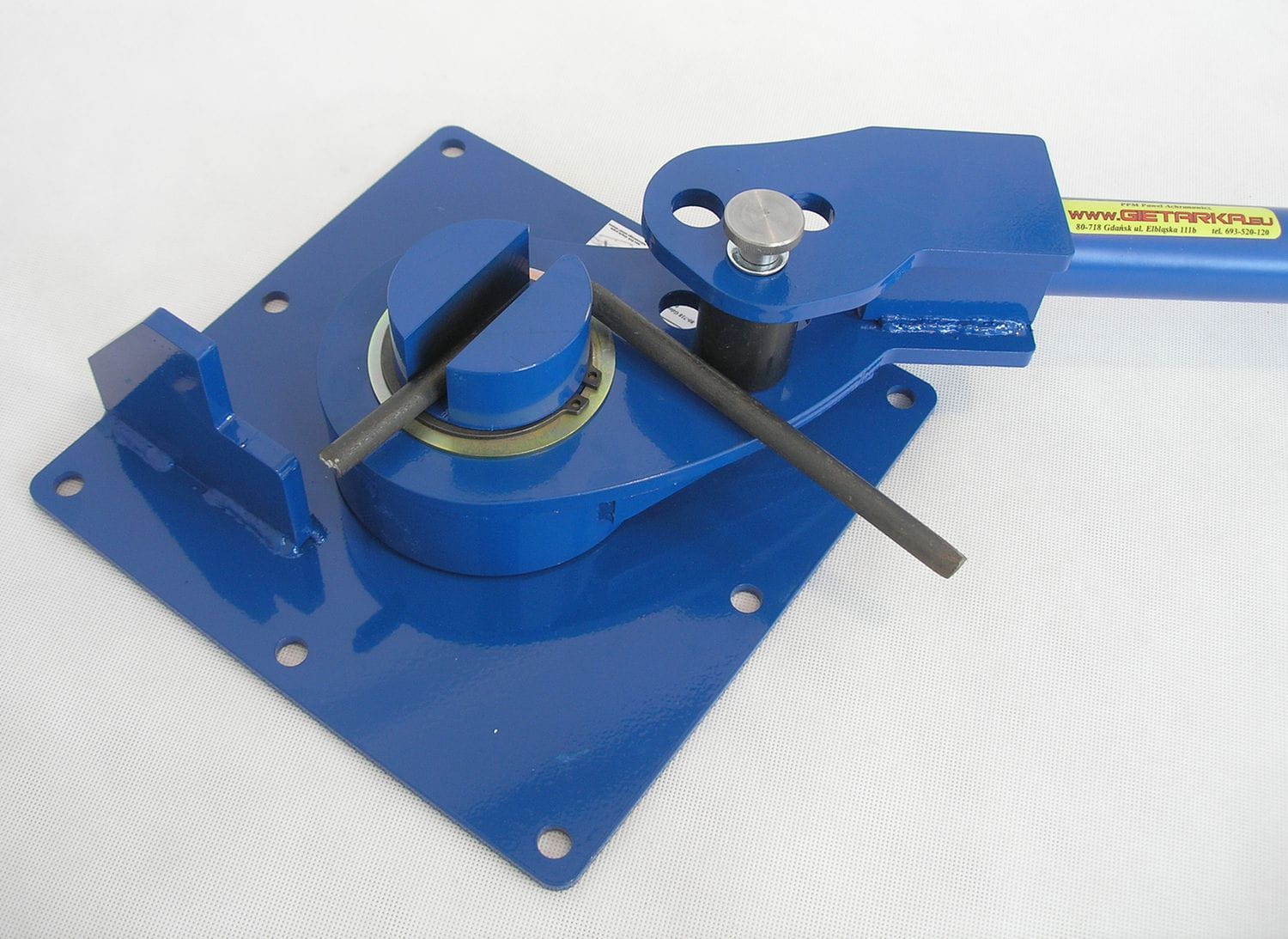
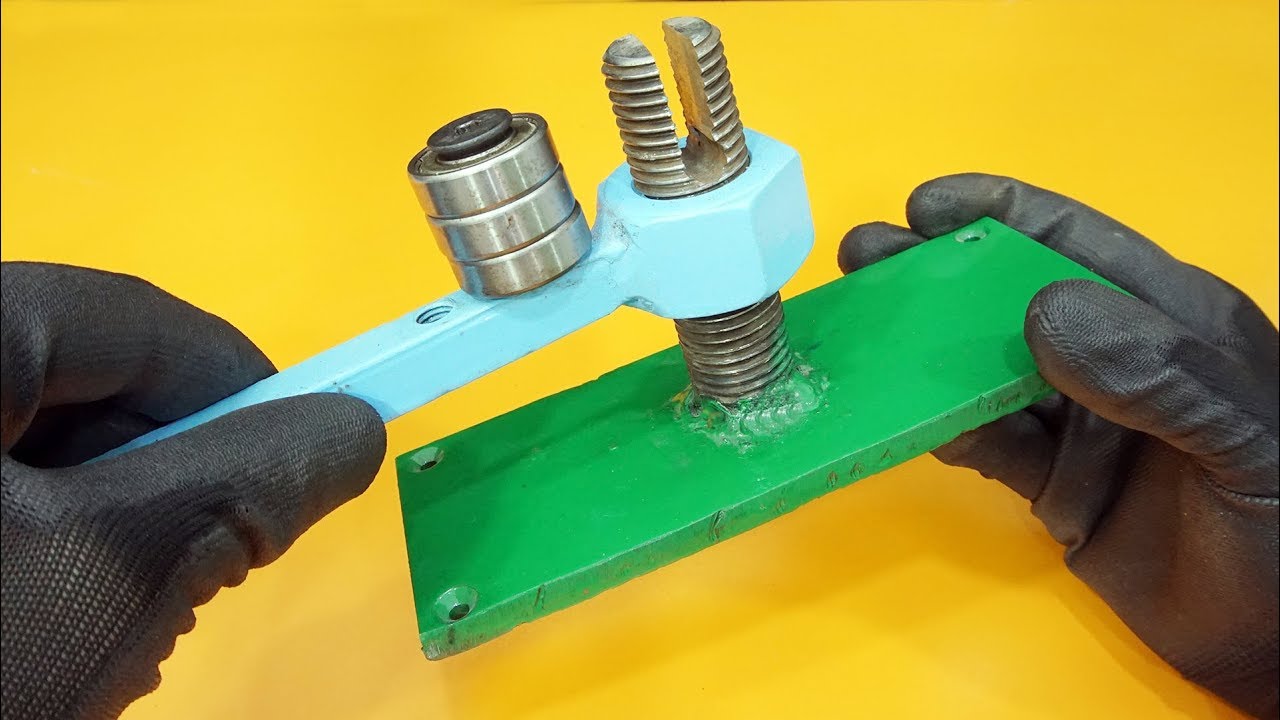
- Гибочные станки, или Гнутики — служат для изгиба заготовок под заданными углом и радиусом.
- Твистеры, или торсионы — служат для закручивания заготовки (или группы заготовок) вокруг продольной оси
- Волна — служит для создания периодических изгибов в разные стороны.
- Станок Улитка для ковки — применяется для создания спиралеобразных завитков на конце прутка.
Можно ли освоить холодную ковку самому? Да, для этого достаточно иметь базовые навыки слесарных работ, конструирования и механической обработки.
Плюсы и особенности процесса
Холодная ковка – популярный вид работ, благодаря тому, что с ее помощью можно создавать необычные детали самых разных форм и размеров.
Используя станок для холодной ковки, вы сможете сделать ограду для клумбы, декоративный фонарь, необычный забор, перила или ручки для скамейки и другие элементы.
Плюс холодной ковки еще и в том, что сделать станок, с помощью которого можно создавать подобные детали, довольно просто сделать своими руками. Это поможет сэкономить на покупке дорогостоящего оборудования.
Процесс холодной ковки заключается в трех основных элементах: изгибание, прессование и сварка деталей. Оборудование, необходимое для этого процесса, довольно простое и компактное, его можно сделать своими руками и оно не займет много места в вашей мастерской или гараже.
С холодной ковки можно начать обучение обработке металла, т.к. этот процесс более простой и безопасный, поскольку в этом случае вам не придется иметь дело с высокими температурами, как при других видах сварки.
Для этого процесса используют обычно готовый шаблон – то есть, заготовки деталей.
Однако, используя качественный станок и чертеж будущей детали, можно без труда научиться создавать изделия витой, волнообразной и другой необычной формы. Варианты можете увидеть на фото выше.
Процесс обработки заготовок посредством холодной ковки происходит в несколько этапов. Первым делом создают шаблон или чертеж будущей конструкции.
Нужно высчитать размеры изделия, чтобы, во-первых, приобрести нужное количество материала, и, во-вторых, чтобы правильно настроить станок.
Разные станки дают разные возможности для создания узоров – это зависит от сложности изготовления инструмента.
Например, самые простые машины, сделанные своими руками, могут лишь сгибать изделия, в то время как с помощью более сложных моделей можно создавать узоры и пр.
После того как шаблон или чертеж готов, нужно купить необходимое количество материала в соответствии с вашим расчетом. Для холодной ковки вам понадобятся железные прутья, их можно купить в магазине.
Прутья для холодной ковки должны быть не слишком толстыми, иначе их сложно будет согнуть. Следующий этап – изготовление деталей своими руками:
В последнюю очередь происходит закрепление сделанных деталей на каркас. Это происходит путем сварки.
Особенно аккуратными при сварке своими руками нужно быть с тонкостенными трубками, т.к. их легко прожечь, и тогда конструкция станет неисправна и вам придется делать все заново.
Весь процесс ковки вы можете проследить по видео, прежде чем приступать к работе над своими деталями.
Но прежде чем приступать к холодной ковке, вам, конечно, нужно сделать станок, который для этого необходим. Станок «Улитка» — наиболее распространенный аппарат для обработки металлических изделий способом холодной ковки своими руками.
Все этапы по созданию станка вы сможете увидеть на видео – в этом нет ничего сложного, и практически каждому удастся справиться с этим делом самому.
Гибка растяжением
Технология гибки растяжением, дает очень высокую точность
Что очень важно, при изготовлении трехмерной формы гнутого профиля . По схеме деформирования это скорее формовка, чем гибка
Поэтому этот метод часто называют формовкой растяжением.
Профиль устанавливается между двумя зажимами и затем постепенно натягивается на неподвижную матрицу заданной формы (рисунок 3). Форма этой матрицы соответствует форме поперечного сечения профиля. Металл растягивается до верхнего предела пластичности и поэтому влияние упругой отдачи является незначительным.
Стоимость такого оборудования довольно высокая. Такой метод гибки-формовки алюминиевых профилей применятся в автомобильной промышленности, например, при изготовлении бамперов и элементов рамы.
Рисунок 3 – Гибка растяжением
Правила ручной гибки
Если вы собираетесь вручную согнуть проволоку, вы должны придерживаться ряда рекомендаций, которые позволят вам выполнить такую процедуру без вреда для собственного здоровья.
- Осуществлять все процедуры по гибке следует только в перчатках, изготовленных из плотной ткани.
- Проволоку, которая подвергается гибке, необходимо закреплять в тисках максимально надежно, чтобы она не выскочила в процессе работы.
- Все инструменты и оборудование, которое вы собираетесь использовать для работы, должны быть исправными и качественно выполнять возложенные на них функции.
- Тяжелые инструменты и приспособления, которые вы применяете при гибке, не следует размещать на краю рабочего стола, чтобы случайно не задеть их и не уронить себе на ноги.
- Проводя все манипуляции с инструментом для гибки проволоки одной рукой, вторую следует держать как можно дальше от места будущего сгиба. Плоскогубцы и любой другой инструмент могут сорваться и поранить близко расположенную к месту выполнения гибки руку.
Выполнять гибку проволоки, используя для этого подручные средства, можно только в небольших объемах, так как такая процедура отличается достаточно высокой трудоемкостью. Кроме того, использовать эту операцию можно лишь для создания изделий простейшей конфигурации.
Работа с проволокогибочным станком
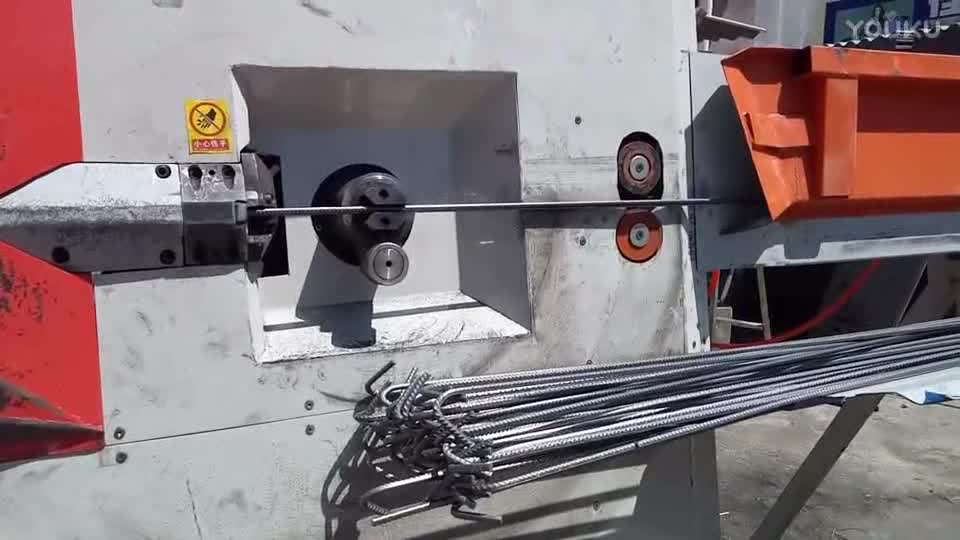
Для изготовления из проволоки большого количества гнутых изделий могут использоваться различные методики, для реализации каждой из которых применяется специальное оборудование. Наиболее распространенным и экономичным является бухтовый способ гибки.




Выполнение гибки по данной технологии происходит в несколько этапов.
- Проволока, которая намотана на бухты, подается на роликовый двухплоскостной станок, выполняющий ее выравнивание.
- После выравнивания проволока подается на проволокогибочный станок, на котором и формируется изделие требуемой конфигурации.
- Сформированное изделие отрезается, и весь цикл гибки повторяется заново.
Использование данной технологии позволяет полностью автоматизировать процесс гибки и тем самым добиться его высокой производительности.
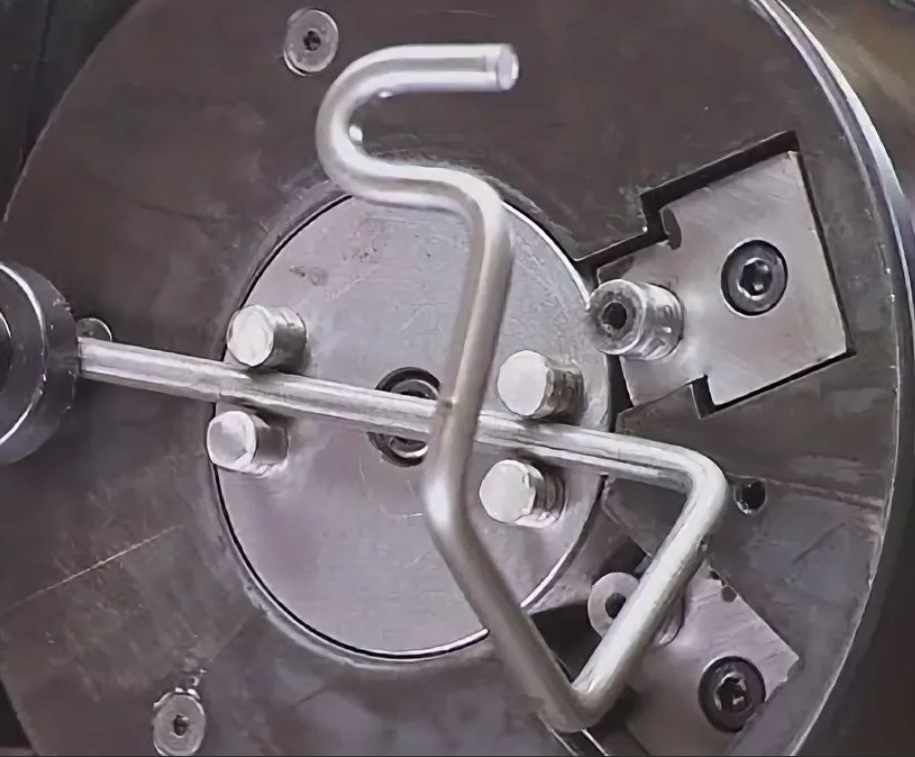
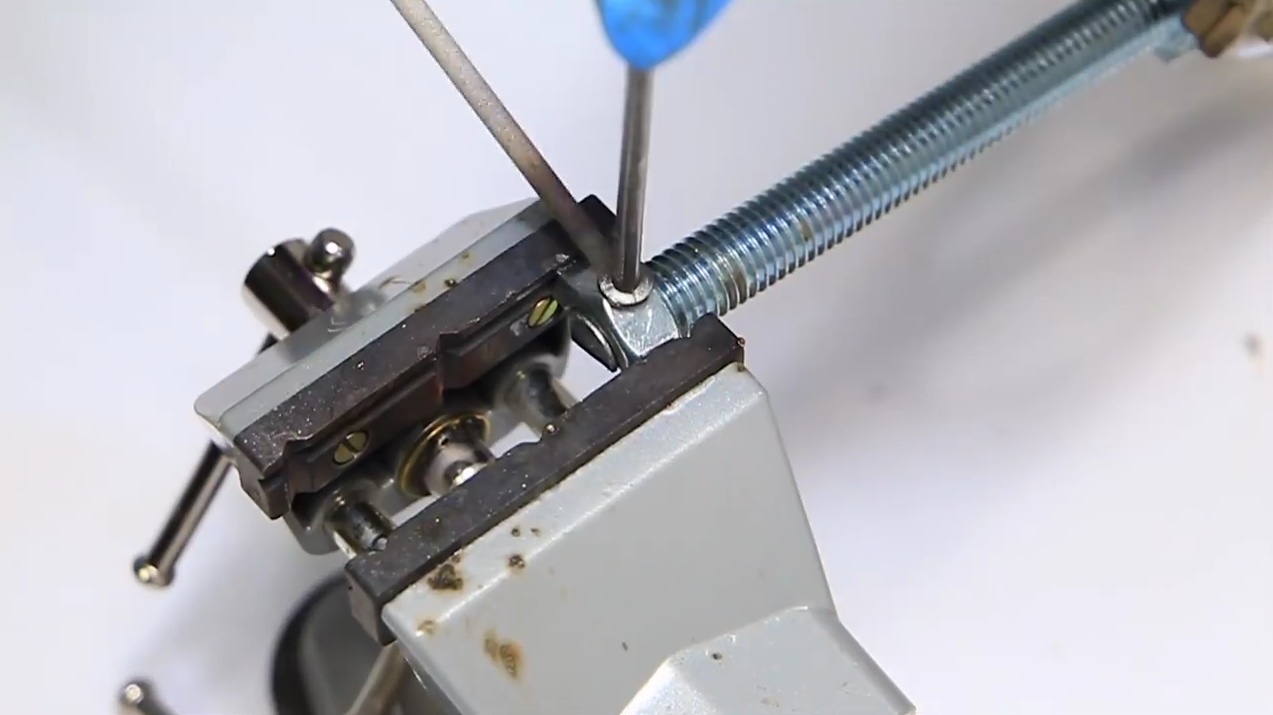
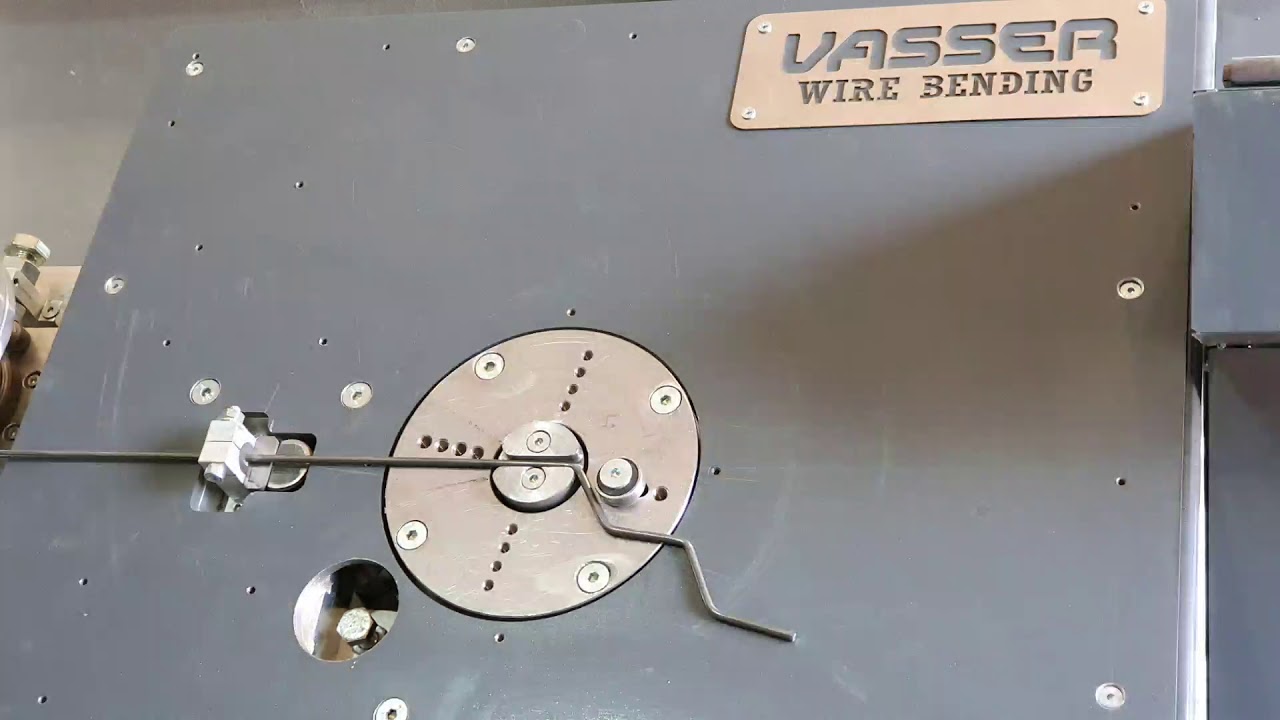
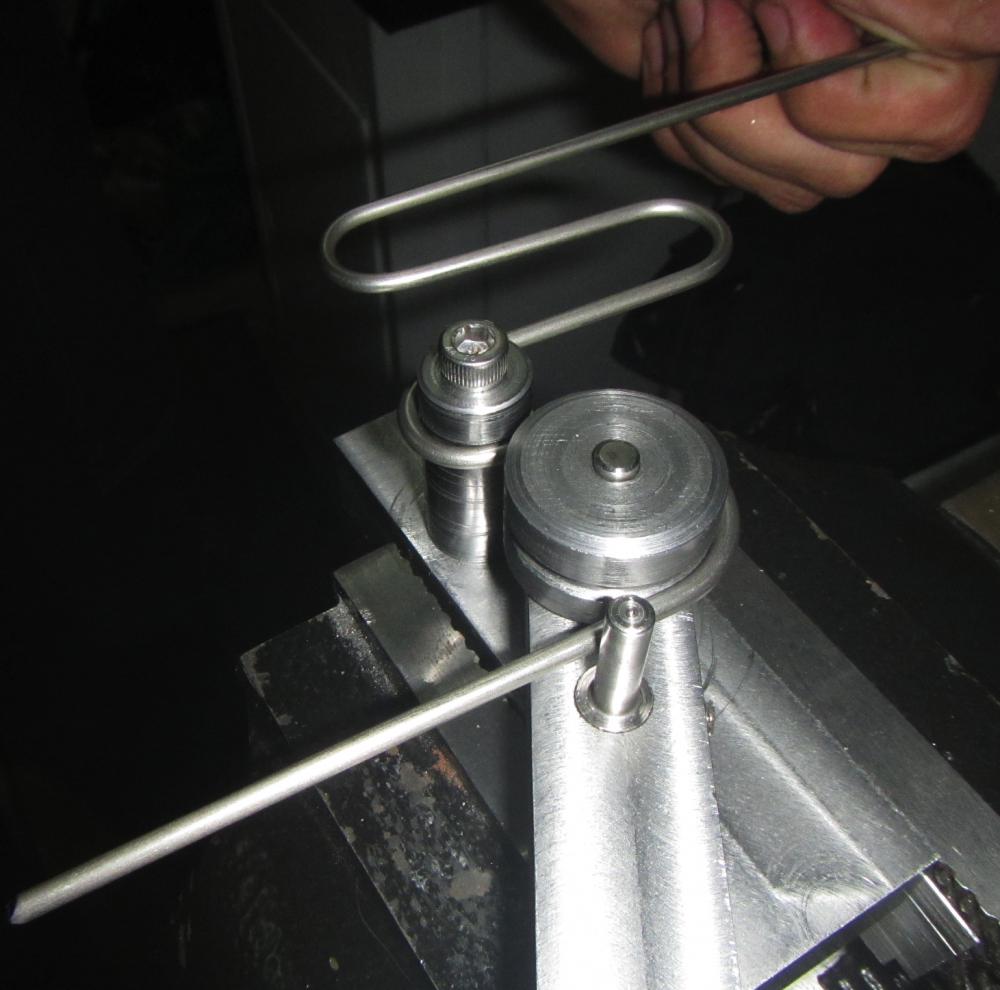
Бюджетный станок для сгибания проволоки
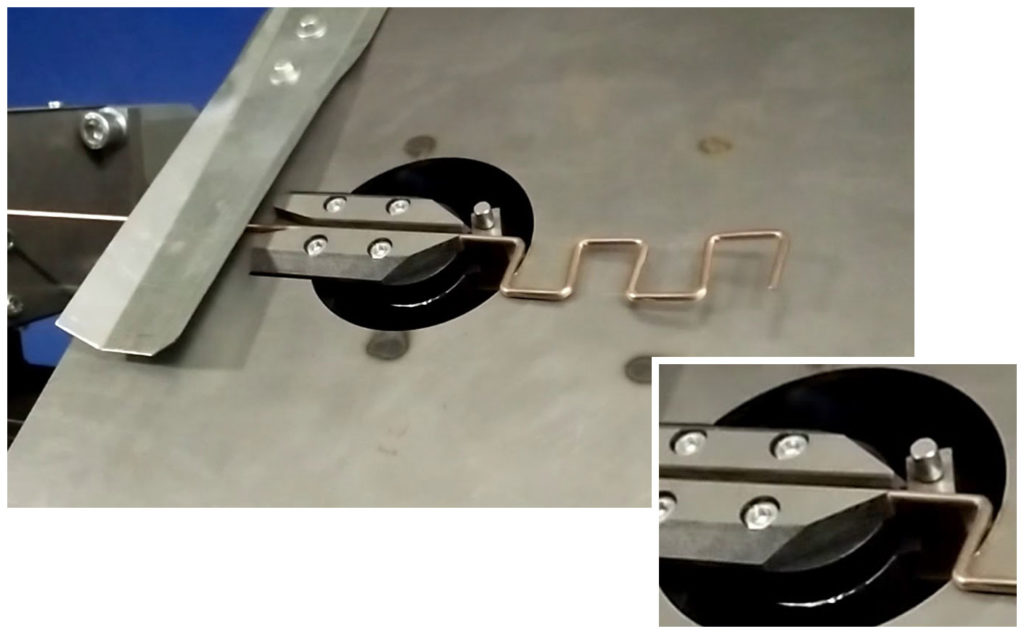
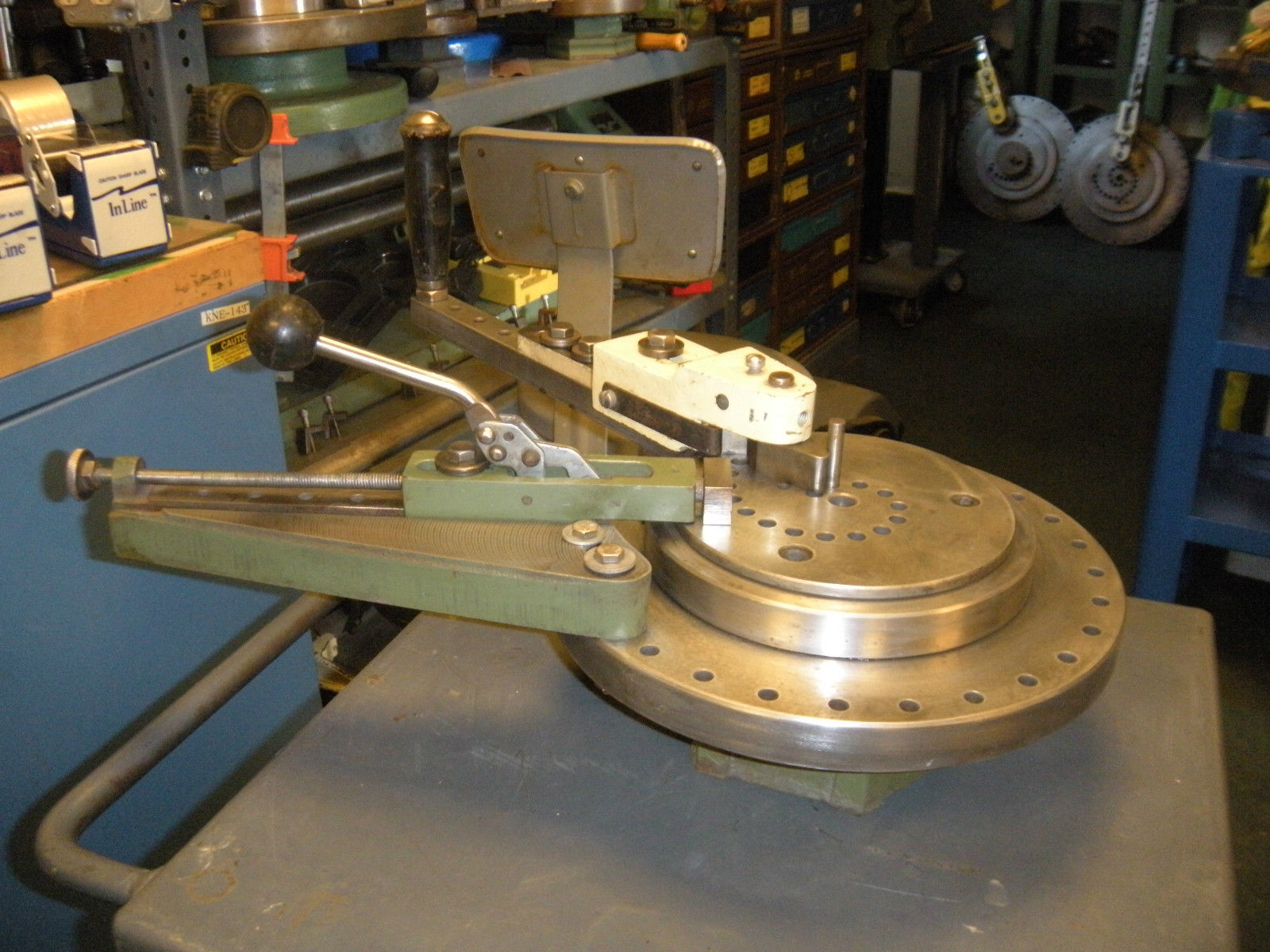
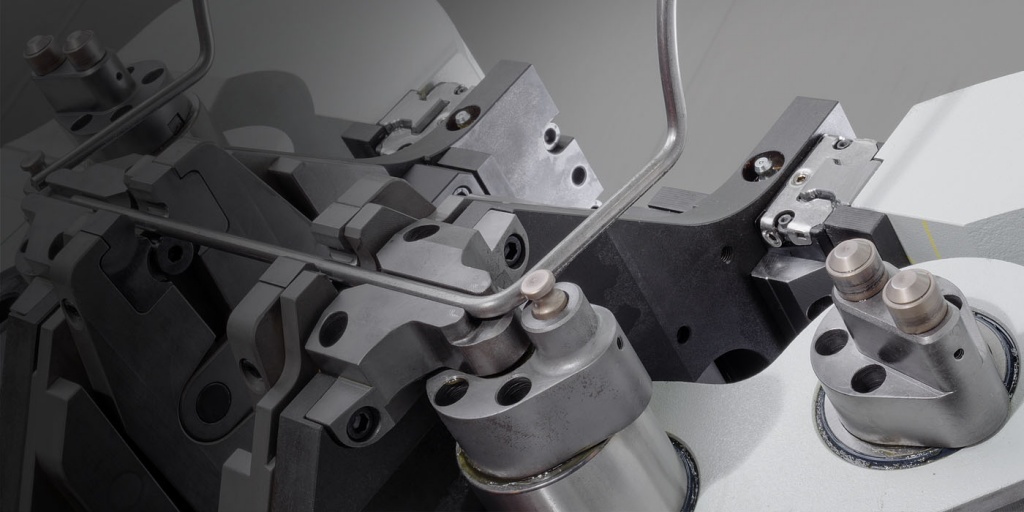
Проволокогибочный станок может выглядеть и как неподвижный шаблон, вокруг которого проволока обкатывается при помощи подвижных прижимных роликов. Используя такие приспособления, на поверхности проволоки можно формировать изгибы даже самого минимального радиуса, величина которого сопоставима с наружным диаметром обрабатываемого изделия. При этом конфигурация формируемого на таком станке изделия может быть достаточно сложной.
Переставные упоры и изменяемые рычаги этого шаблона позволяют создавать множество комбинаций изгибов проволочных изделий
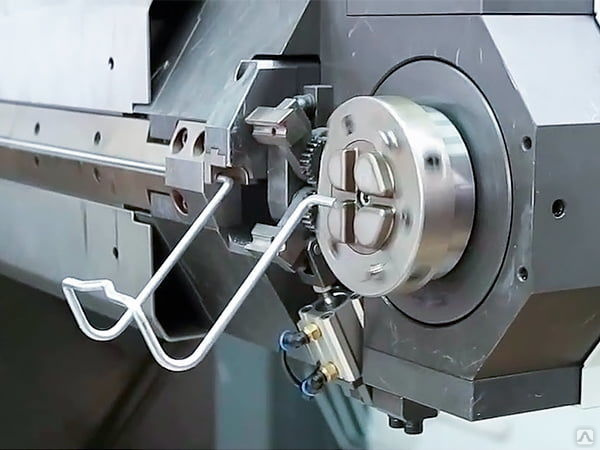
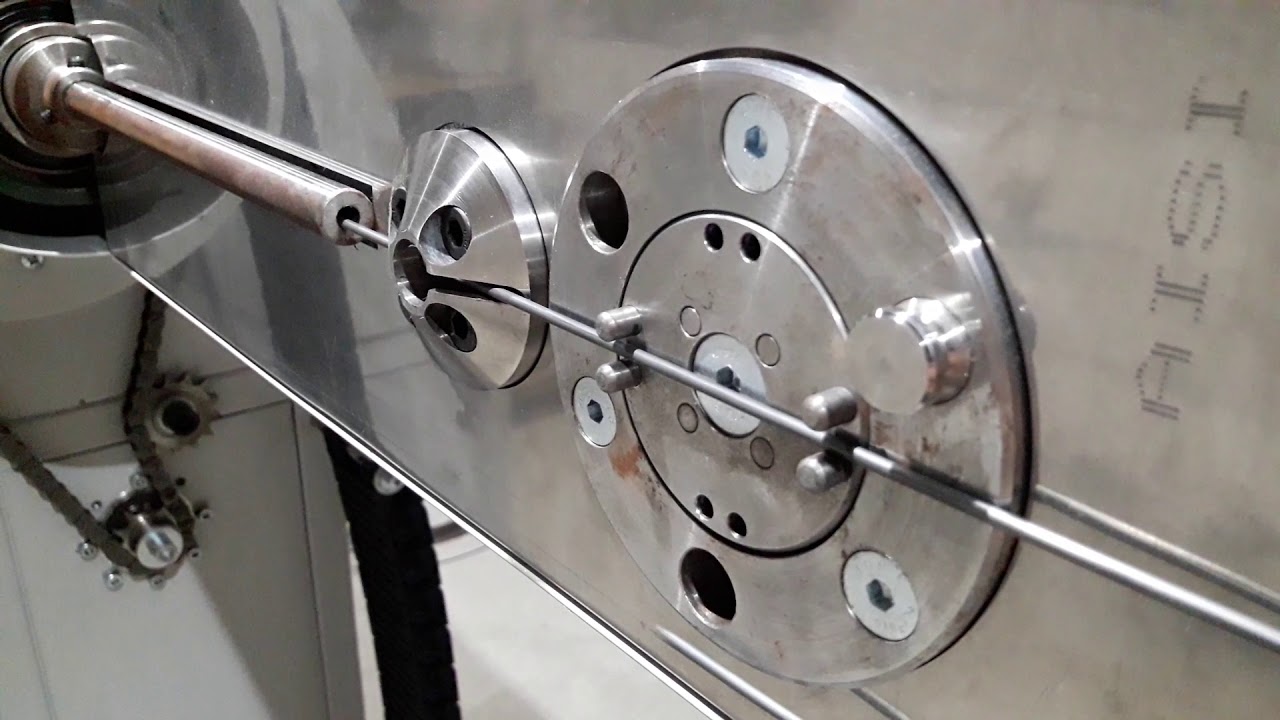
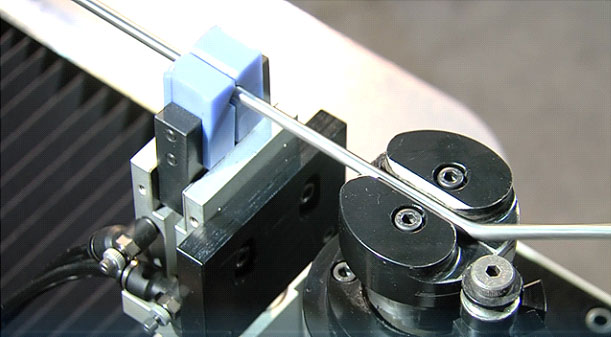
Проволокогибочный станок может работать и по принципу проталкивания обрабатываемого изделия через систему валиков. Конец проволоки при использовании такого оборудования соединяется со специальным проводом, который и протягивает изделие через рабочие органы станка. Проволокогибочный станок данного типа за счет особенностей своей конструкции позволяет изготавливать изделия, отличающиеся даже очень сложной формой.
При выравнивании проволоки также используется проволокогибочный станок, который в данном случае применяется для рихтовки. В качестве рабочих органов такого оборудования могут выступать правильные рамки или двухплоскостные правильные блоки. При этом более высокой эффективностью отличаются вращающиеся правильные рамки, именно поэтому их применяют в тех случаях, когда выравнивание поверхности проволоки необходимо выполнить максимально плавно и качественно.
Технические характеристики:
Номинальное напряжение эл. сети 380 В
Обороты правильной рамки max. 5000 об/мин
Скорость подачи проволоки max. 100 м/мин
Рассчитан на работу с проволокой ф 1,8-6,0 мм
Установленная мощность 6,3 кВт
Время реза от 0,02 сек
Точность реза на скорости 60 м/мин +/- 1,5мм
Правильно-отрезные станки широко используются для размотки проволоки из рулона или катушки и последующих правки и резки. Эти машины предлагаются с всевозможными опциями, требующимися для различных приложений. Некоторые машины подходят для правки и резки всех видов холоднокатаной стальной и цветной проволоки. Они могут отрезать прутки заданной длины и работать без перерыва. Эти машины выполняют три разных процесса: подачу, правку и отрезание проволоки. Они обладают различными функциями, такими как: правка проволоки разного диаметра, различная длина резки и стандартное многоприводное энергообеспечение процессов правки и резки проволоки
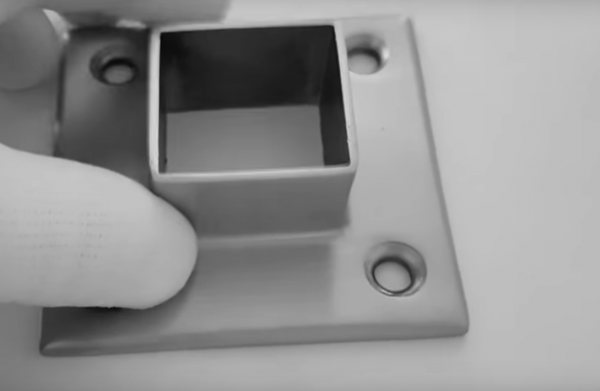
Способ №4. Фланцы
Такой крепеж состоит из пары прямоугольных или круглых металлических пластин с отверстиями под болты и трубы. Алгоритм сборки выглядит так:
- торцы труб нужно срезать перпендикулярно относительно оси;
- следует удалить заусенцы, после чего надеть фланцы;
- между ними устанавливается резиновая прокладка, при этом нужно следить, чтобы ее наружный край равномерно выходил на 8-10 мм;
- в конце фланцы нужно скрепить болтами с гайками.

Фланец для квадратной трубы Чтобы соединение получилось долговечным и надежным, при сборке нужно следовать нескольким несложным правилам.
Прокладка должна быть одна, не больше, иначе снизится герметичность.
Каждые один-два года состояние прокладки следует проверять.
Гайки лучше закручивать диаметрально расположенными парами – это также повысит герметичность.
Важно, чтобы прокладка не касалась болтов.
Если собирается водопровод, то прокладки должны быть из картона, пропитанные олифой.
Резьба болта не должна выходить из гайки больше, чем на ½ часть длины.
Для герметизации стыков в отопительных системах используется асбестовый картон.
Есть ряд правил соединения профильных труб фланцем
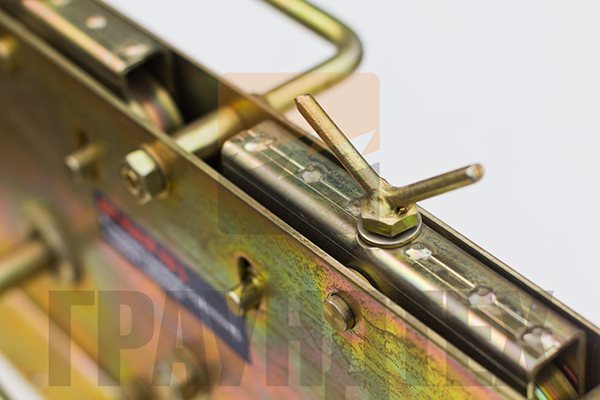
Наша продукция

Устройство для выравнивания стальной проволоки диаметром 6-10 мм и полосы 20х3 30-4 мм с ручным приводом. Служит для выпрямления стальной оцинкованной проволоки диаметром 6-10 мм, а так же стальной оцинкованной полосы размером 20х3 мм, 30х4 мм. Круглые и плоские проводники поставляются в бухтах по 40-50 кг.

Для того, чтобы качественно выполнить монтаж молниеприемной «сетки» из стальной проволоки на плоской кровле необходимо уложить проволоку в держатели и соединить узлы при помощи клемм. Проволока укладывается ячейками размером 6х6 м, 10х10, 12х12 м. Для того чтобы ровно уложить проводник «сетки» ее необходимо выпрямить из скрученного состояния. Стальная оцинкованная проволока 8 и 10 мм тяжело поддается ручному выпрямлению, особенно сталь диаметром 10 мм, а так же в выпрямленном состоянии будут иметься неровности от неравномерного выпрямления.
Для прокладки токоотводов от молниеприемников на кровле, дымовых труб и других конструкций зданий и сооружений, установки проводников в держатели требуется проложить его максимально ровно без искривлений. Причина тому, эстетический внешний вид, а так же неровности, вследствие чего, из держателей может высвободиться проволока или повредиться самое крепление держателя.

Для простоты монтажа наша компания предлагает данное устройство для выпрямления проводников из девяти роликов, что позволит Вам сэкономить время на установку молниеприемных «сеток», а так же смонтировать токоотводы в самые кратчайшие сроки без опасения демонтажа неровных участков проволоки и полосы.
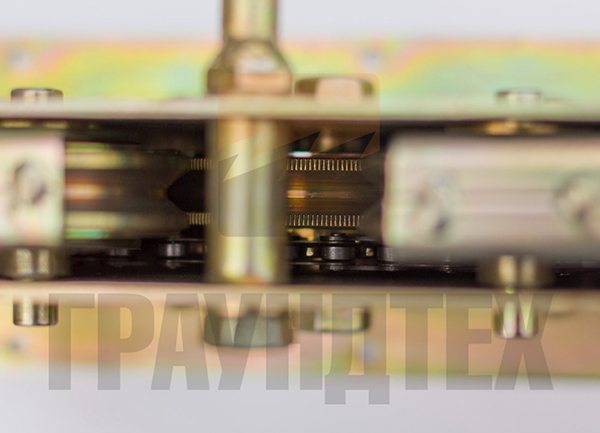
Конструкция машинки для выпрямления проволоки позволяет установить на высота 0,5 м от кровли или пола на любой конструкции из дерева или металла, отрегулировать нажатие роликов на проводник и добиться ровности проволоки или стальной полосы.
— установка на деревянные паллеты — 5 минут;
— ввинчивание шурупов в дерево — 2 минуты;
— настройка прижимных роликов под проводник от 5 до 15 минут;
— размотка стандартной бухты 115 м 5-7 минут
— нарезка на требуемые длины от 5 до 20 минут

Итого в среднем до 1 часа можно размотать и подготовить к установке стальную оцинкованную проволоку диаметром 8 мм. Для здания с плоской кровлей размером 50х20 ми высотой 10 м может потребоваться примерно 3 бухты проволоки, это означает, за 3 часа можно подготовить проводник к укладке на кровлю и токоотводы, не тратя на это рабочий день.




Правила для ручной гибки
Выполняя ручные работы по гибке проволоки своими руками, следует придерживаться определенных правил безопасности, которые смогут защитить ваши руки от возможных травм:
- Перед началом работ желательно надеть на руки перчатки из толстой плотной ткани;
- Материалы следует хорошо закреплять, чтобы они не выскочили из тисков во время их загиба;
- Все станки и инструменты для ручной работы должны быть исправны;
- Не кладите тяжелые предметы на край стола (например, задев плоскогубцы, вы можете уронить их себе на ногу и получить ощутимый ушиб, а то и травму пальцев);
- Проводя одной рукой работы с проволокой, другую старайтесь держать подальше от места сгиба (плоскогубцы могут сорваться и поранить руку).
Правила безопасности защитят ваши руки, но сам процесс гибки своими руками все же является довольно сложным и трудоемким. Гнуть изделия вручную можно только в том случае, если бы обладаете определенным опытом и знаниями.
Гнуть проволоку в больших объемах помогает специальное оборудование. Давайте изучим его более подробно.
Как выровнять проволоку без станка
Поэтому, чтобы выровнять металлическую проволоку из бухты, стоит воспользоваться наиболее распространенным методом силового растяжения, для этого необходимо руководствоваться следующей последовательностью:
В качестве устройства для натягивания можно использовать достаточно широкий круг приспособлений в зависимости от величины диаметра металлической проволоки. Так, для проволоки 2-3 мм в диаметре, может хватить стального лома с усилием двух сильных мужчин или применения ручной механической лебедки. А вот правка проволоки для диаметра в 5 мм и больше потребуются гораздо весомые усилия и для этого понадобится использовать либо фаркоп личной машины, либо динамическую силу трактора или грузового автомобиля.



