
Принцип работы
Электрическая печь для плавки металла способна успешно работать на сталелитейном производстве и в домашней мастерской. Принцип работы любой конструкции работающей с использованием электрической дуги разбит на 3 этапа:
Процесса плавки шихтового материала. На этом этапе, поверхность расплава закрывается пленкой, препятствующей поступлению различных вредных газов. Происходит поглощение фосфора, серы и других химических элементов, влияющих на качество стали и сплавов.
Окисления металлов. На этом этапе корректируется содержание в металле вредных веществ. Максимальный уровень фосфора или серы, не должен превышать 0,15% от общей массы
Для формирования марки сталей важно обеспечить корректировку содержания в ней азота, водорода. Уровень температуры в печи на этом этапе поддерживается выше предела плавления основного вещества на 1200
В качестве окислителя используется кислородный или слой окалины.
Этапа восстановления. В этот период удаляются серные включения, и структура металла доводится до заданного уровня по содержанию легирующих добавок и углерода.
Это общий принцип работы печей, но в зависимости от вида приборов, печь будет работать по определенной схеме. Разберем этот вопрос подробнее.
Постоянного тока
Электродуговые печи постоянного тока – устройства для использования в литейном деле и металлургической промышленности. С помощью поддержания дуги по центру увеличивается срок службы внутреннего слоя огнеупорных кирпичей в камере нагрева металлов. Такая работа приводит к экономии электроэнергии, повышению уровня производительности печей. Такие устройства состоят:
- наружного корпуса камеры нагрева металлов,
- свода из огнеупорного материала,
- нагревательного электрода, который монтируется в своде,
- в поде камеры установлены 2 электрода,
- три мощных электромагнита для корректировки положения электродуги,
- системы контроля над работой установки. В нее входят термодатчики, термопары и другое оборудование для управления процессом. Термопары устанавливают в верхней полости свода, над верхним пределом расплавленного металла, на минимальном расстоянии в 500 мм,
- блока управления электромагнитами,
- установлен дополнительный источник тока, с напряжением в 24 В.
Электромагниты удерживают дугу на центре камеры. Они устанавливаются так, чтобы угол отклонения по осям не составляло более 1200.
Переменного тока
Дуговые печи переменного тока – их принцип действия основан на пронизывающем эффекте переменного магнитного потока, который проходит через замкнутый контур камеры. В нее помещены материалы, которые под действием магнитного поля расплавляются. Внутренняя камера заключена в металлический корпус из жаропрочной стали. Все внутреннее пространство до определенного уровня заполняется расплавленным металлом с легирующими добавками.
Сталь доводится до определенной температуры, проходит все три этапа приведенные выше и после окончания процесса плавки выводится в отдельный канал. При выпуске металла из печи, ток размыкается и расплавленная, готовая сталь сливается в ковши.
Как сделать дырку?
Отверстие в стекле можно просверлить с помощью:
- дрели с гибким валом;
- стоматологических боров.
Сама структура поддаётся механической обработке, но нужно учитывать хрупкость стекла. Следовательно, необходимо рассчитать силу и точки воздействия, а также порядок работы.
Перед тем, как сделать отверстие, нужно подготовить стекло к обработке. Рабочая поверхность нужно очистить и выровнять. Следите за наличием дефектных участков – при механическом воздействии они могут дать скол и испортить заготовку.
Сначала сделайте разметку: обозначьте линии будущих отверстий таким образом, чтобы изъяны поверхности располагались внутри окружности и не выходили за её пределы. Дополнительно можно обработать поверхность химсредствами, избавив её от масляных следов.
Определите, в каком месте будут производиться работы. Нужно подготовить фиксирующую оснастку.
Сам способ фиксации стекла определяют исходя их избранной технологии создания отверстия.
Обычно заготовку устанавливают в тиски, а под участками, на которые будет оказано воздействие, подкладывают демпфирующие мягкие материалы.
Как же быть, если необходимо сделать небольшую дырку?
Миниатюрные отверстия можно просверлить с помощью сверла и дрели. Сверло предварительно нужно:
- накалить;
- погрузить в сургуч и держать, пока вещество не начнёт плавиться;
- наконечник смочить в скипидаре.
После этого можно начинать работу.
Второй вариант таков:
- Размельчить камфару и частицы крупнозернистой наждачки.
- Полученные элементы высыпать в маленькую ёмкость, а затем разбавить их скипидаром. Эту пасту уложить на чистую стеклянную поверхность заготовки.
- Подготовить небольшой отрезок медной проволоки. Его нужно будет зажать в патроне дрели. Такую оснастку нужно направить, поэтому подготовьте направляющий кондуктор (фанерный).
- Заготовка завершена. Можно начинать сверлить.
Крупные отверстия в стекле делаются иным образом. Если нужный диаметр превышает 10 см, бытовые оснастки тут не помогут.
Сверлить всё же можно, но необходимо сначала сделать в центре будущего отверстия небольшую сквозную точку.
С этим справится любое мелкоформатное стекло маленького диаметра (до 1 см). Сторонние сколы возникнут, но это не страшно: они образуются на участках, которые позже будут удалены.
Получив небольшой сквозной проём, в него нужно просунуть и закрепить кусок проволоки.
Один конец скрепляется со стеклорезом. Проверив, надёжно ли зафиксированы элементы и плавно ли идёт инструмент по кругу, можно нарезать окружность.
Если просверлить отверстие нельзя, можно её выплавить. Понадобится подготовить оснастку, в которой будет готовиться жидкое олово или свинец. Стеклянная заготовка обрабатывается бензином, ацетоном или спиртом.
Сделав разметку и сформировав зону будущего отверстия, полученный участок посыпают смоченный песок.
Его должно хватать на создание воронки, дно которой будет сопоставимо по размерам с краями отверстия, затем в неё заливается металл.
В итоге, в стеклянной заготовке образуется отверстие с ровными краями. Риск лишь в самом процессе оплавки: нельзя проконтролировать диаметр, который образуется после взаимодействия стекла и металла.
Последний вариант – нарезать отверстие с помощью паяльника. Стартовать необходимо с создания риски при помощи надфиля.
Аккуратно наметьте зоны, в которых будет производиться расплав паяльником по глубине.
Затем нужно прогреть жало и начать резку. Действуйте медленно и аккуратно.
Лучше оплавлять небольшие отрезки, периодически охлаждая стекло (так риск образования деформации близлежащих участков снизится).
Результат получится в точности противоположным вышеуказанному способу:
- границы намеченного диаметра дырки будут выдержаны;
- края же получатся неровными.
Промышленные печи для плавления алюминия
Мы рассмотрели вопрос, можно ли расплавить алюминий в домашних условиях. Несомненно, выход из ситуации найдется всегда. Но если Вы хотите быть полностью уверенными в качестве полученного металла и в сохранении своего здоровья, рекомендуем использовать профессиональные установки для выплавки (например, SNOL 100/1100 MT).
В промышленности применяют множество разновидностей печей для расплавления алюминия. Наибольшей популярностью пользуются тигельные индукционные печи, создающие электромагнитные поля. Различают такие их разновидности:
- Компрессорные.
- Вакуумные.
- Открытые.
В промышленных печах можно быстро обрабатывать большие объемы металла

Плавильное оборудование также классифицируется по типу используемого нагревательного элемента, который бывает:
- Керамическим. Не соприкасается с обрабатываемым алюминием. В эту категорию входят многие лабораторные печи.
- Графитовым. Отличается долговечностью, может применяться и для работы с драгоценными металлами.
- Металлическим. Бывает проводящим и водоохлаждаемым.
Все эти типы печей применяют при изготовлении вторичного алюминиевого сырья. Для шихты используется чистый, заранее отсортированный лом. Результатом выплавки является изготовление слитков и слябов, которые применяются для дальнейшей прокатки или прессования.
Преимущества индукционных электропечей
Тигельные индукционные установки чаще всего используются для плавки алюминия, поскольку они обладают рядом достоинств. Перечислим их подробнее:
- Достаточная производительность.
- Простота обслуживания и управления.
- Практически полная автоматизация.
- Высокая скорость работы.
- Возможность опорожнения тигля до последней капли.
Благодаря удобной конструкции индукционных печей работать с металлом можно в чистоте

В данном производстве применяют легирующие элементы для доведения сплавов до желаемого уровня. При этом используется специальное оборудование для глубокого очищения расплавов и удаления из них примесей и ненужных химических элементов.
Мы описали, как расплавить алюминий в домашних и промышленных условиях. За более детальной консультацией обращайтесь в . Наши специалисты всегда к Вашим услугам!
Электрическая печь для плавки алюминия своими руками
Приветствую любителей помастерить, сегодня мы рассмотрим, как изготовить простую и надежную электрическую печь для плавки алюминия. Помимо этого такую печь можно использовать для отжига стали, а также для закалки. Нагревательный элемент в печи стоит на 1800 Ватт, печь оснащена термометром, а температура регулируется цифровым устройством. Собрано все просто и из доступных материалов. Если вас заинтересовал проект, предлагаю изучить его более детально!
Список материалов:— жаростойкий кирпич (J23);— жаростойкий цемент;— железные уголки;— болт и гайки;— контроллер REX-C100FK02-V*AN AC 230V ;— датчик температуры 0-800C ;— твердотельное реле Fotek SSR-25DA ;— электрическая конфорка 1800 Вт;— дверная петля; — колесики;— листовое железо.
Процесс изготовления печи:
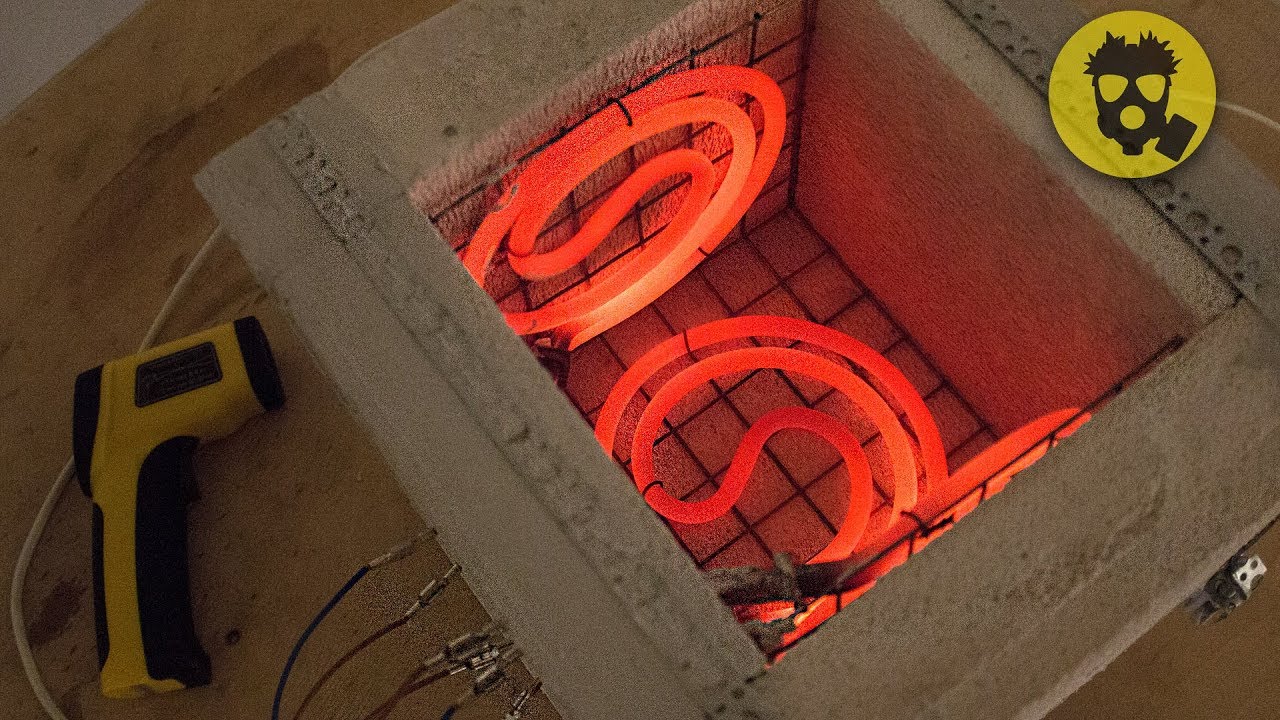
Шаг первый. Нагревательный элементПервым делом найдем подходящий нагревательный элемент. Для таких целей автор использовал старую электрическую конфорку на 1800 Ватт. Мощности устройства вполне хватает, чтобы получать температуру порядка 800 градусов Цельсия, на такую температуру печь выходит чуть более чем через час.
Шаг второй. Основное тело печиДалее соберем основное тело печи, тут нам понадобится огнеупорный кирпич марки J23. Особенность этого кирпича в том, что он мягкий и легкий, такой материал без проблем режется ножовкой.
Для тела печи понадобится 10 кирпичей, их автор обрезает под углом 17 градусов, чтобы сложить нужную геометрическую фигуру (десятиугольник).
Далее нам понадобится жаростойкий цемент, такой обычно используют при строительстве печей. Склеиваем на нем кирпичи сперва попарно, а потом собираем и цельную конструкцию.









Шаг третий. Основание и нагревательДалее в нижнюю часть печи устанавливается нагреватель, для начала нам нужно сделать под него посадочное место. Убираем лишнее количество материала напильником, чтобы конфорка зашла в печь.
Также изготавливаем и донышко для печи, склеиваем для таких целей три огнеупорных кирпича. Когда раствор засохнет, вырезаем на основании выступ, который будет заходить внутрь печи. Автор работает ножовкой и стамеской. Вот и все, теперь устанавливаем конфорку и приклеиваем основание к печи на раствор.
Помимо этого для крышки нужно сделать пробку, ее автор выточил из жаропрочного кирпича. Пробка нужна для горловины, через которую будет загружаться алюминий для расплавки. Обязательно нужно сделать также запирающий механизм для крышки, чтобы все закрывалось герметично. Запирающее устройство изготовлено из болта и гаек, привариваем к болту длинную ручку с этим моментом закончили.
Шаг шестой. КолесикиХоть печь у нас будет и не слишком тяжелой, для ее удобной транспортировки к ней можно прикрепить колесики. Используем небольшие колеса для тележек, которые могут вращаться вокруг своей оси. В раме сверлим отверстия и нарезаем резьбу, теперь колесики можно прикрутить винтами. Если колесо поломается, его можно будет легко заменить.
Шаг восьмой. ИспытанияПечь готова, осталось сделать для нее тигель, автор его сварил из толстостенной железной трубы. Не забудьте сделать на тигле носик для удобного выливания раскаленного металла.
Запускаем печь, ждем ее разогрева, на необходимую температуру печь выходит уже через час, корпус печи при этом нагревается, но не сильно. Теперь снимаем пробку и через горловину загружаем алюминий для расплавки. Это могут быть банки из под напитков, стружка и другой источник алюминия. В процессе желательно помешивать алюминий.
Когда алюминий расплавится, его можно выливать в нужную форму, не забывайте о технике безопасности, жидкий алюминий разогрет до 800 градусов! Автор заливает металл в формы, в итоге получаются заготовки, используемые для работы на токарном станке. Аналогично можно отливать разные изделия, детали для самоделок и так далее.
Получайте на почту подборку новых самоделок. Никакого спама, только полезные идеи!
*Заполняя форму вы соглашаетесь на обработку персональных данных
Шаг 4: Плавим алюминий

















Литье алюминия в домашних условиях — это очень опасно, поэтому держите при себе воду и наденьте толстые кожаные или сварочные перчатки, а также защитные очки и убедитесь, что помещение хорошо вентилируется.
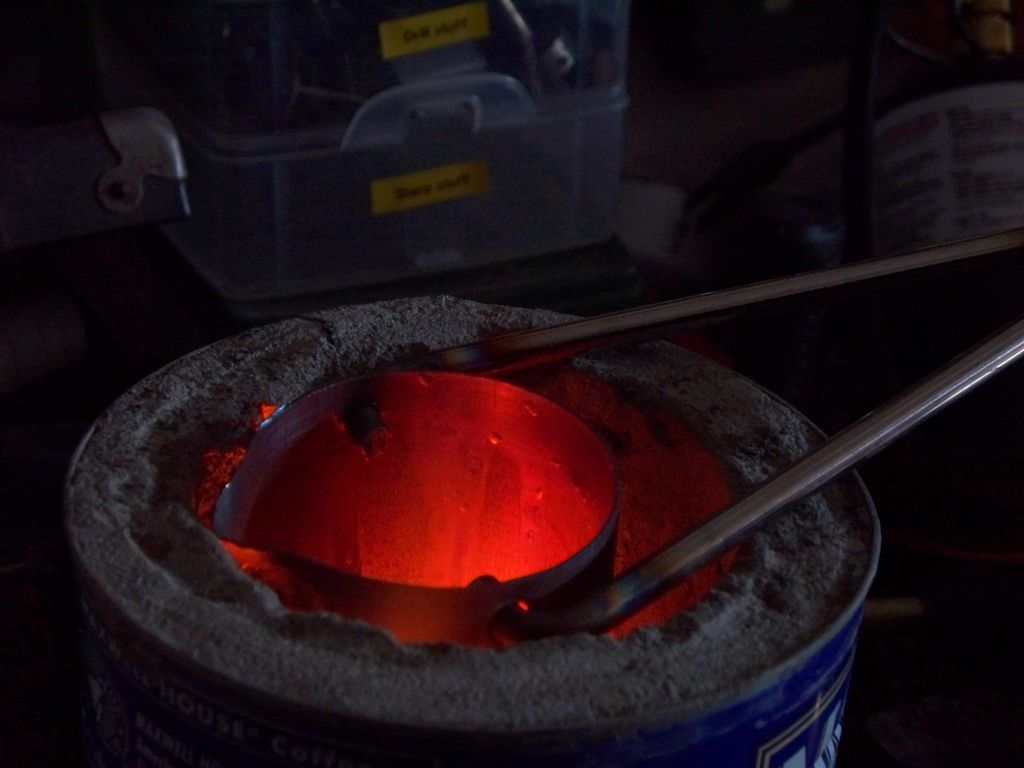
Разогрейте печь и поместите туда тигель. Я подождал, пока дно тигля не станет красным.
Начните с небольших кусков алюминия. (У меня были старые трубки от дверного колокольчика). Вы можете использовать банки, но в них, как правило, много шлака. Я бы подождал, пока накопится некоторое количество алюминия, прежде чем начать плавку алюминиевых банок.
Вам, вероятно, поначалу будет непросто, поэтому не торопитесь. После того, как вы получите достаточное количество алюминия, он сможет поддерживать температуру плавления, и вы сможете плавить большие куски за считанные секунды. В гараже я нашел старую раму от самоката, который уже отработал своё. Теперь эта рама превратится в нечто новое.
Я обнаружил, что можно накрыть тигель верхней частью газового баллона. Это позволяет лучше сохранять тепло и быстрее плавить металл.
У меня был проблемный кусок самоката, из которого не получалось выкрутить стальной винт, поэтому я окунул его в бассейн расплавленного металла, и назад он уже не вернулся. Молоток помогал справиться с трудными кусками металла и осадками в тигле.
После того, как тигель заполнится, либо закончится алюминий, вам нужно соскоблить шлак. Шлак будет плавать сверху и будет выглядеть немного иначе, чем металл под ним.
Для удаления шлака пригодится ненужный кусок металла. Мы использовали тот же металлолом и сделали из него крюк, чтобы поднять тигель, и еще одну деталь, которая помещается в отверстия на дне тигля, чтобы его было проще опустошить. Для этого вы можете использовать небольшую отвертку.
Удостоверьтесь, что у вас есть что-то, куда можно вылить алюминий. Я собираюсь оставить его на будущее, поэтому формую алюминий в небольшие брикеты — они маленькие и удобно плавятся в тигле. Вы можете просто использовать углубление во влажном песке или что-то в этом роде. Удобнее всего использовать формы для кексов, однако, их больше не получится использовать по назначению.
Разлейте металл по формам. Он очень горячий, поэтому не забывайте использовать защиту для рук и глаз!
Поскольку я нетерпелив, я не жду, пока алюминий остынет, а кидаю его в холодную воду. В таком случае вода может бурно кипеть. Это зрелищно, но очень опасно. Будьте осторожны!
Материал, из которого делают стекло
Чтобы изготовить стекло понадобится кремнистый песок, который иначе называют кварцевым. Этот элемент – основа производства стеклянного полотна. Для получения прозрачного стекла необходимо брать кремнистый песок без присутствия железа. Примесь железа в кварцевом песке приводит к тому, что итоговое полотно приобретает некоторый зеленоватый оттенок, интенсивность которого зависит от количества металла.
Для справки!
Когда найти кремнистый песок без большого объема примеси железа возможности нет, для нейтрализации зеленоватого оттенка в будущем стеклянном изделии нужно добавить незначительное количество диоксида марганца.
В кварцевый песок добавляют кальциевую окись и карбонат натрия. Сода (карбонат натрия) понижает температуру, необходимую для производства стеклянного полотна. Карбонат натрия и гидроокись кальция также препятствуют воде проникать сквозь стекло – их добавляют специально для нейтрализации этого свойства. Чтобы ликвидировать водопроницаемость и увеличить прочность стекла также применяют оксиды алюминия либо магния. Но, такие примеси составляют 26-30% стекольной шихты, не больше. При изготовлении цветного стекла используют некоторые «побочные» свойства химических элементов:
- Чтобы получить зеленое стекло добавляют большой объем оксида меди, хрома либо железа.
- Для желтого, черного, коричневого либо янтарного цвета в стекольную шихту вносят серу. Степень насыщенности цвета зависит от объема добавленного железа либо углерода.
- Совмещение серы и бора приводит к синему тону.
- Добавление марганца придает фиолетовый оттенок.
- Соединения никеля позволяют получить красно-фиолетовый цвет.
- При использовании окиси неодима стекло приобретает красный тон.
- Розовый цвет получают при помощи оксида эрбия.
Для улучшения характеристик стеклянного изделия, в зависимости от итогового предназначения, добавляют и другие химические примеси. Наиболее применяемой добавкой в производстве декоративного стекла выступает оксид свинца, придающий блеск. Он приводит к повышению пластичности материала, что упрощает процесс резки и понижает температуру плавления. В случае линз для оптики привносят оксид лантана, повышающий преломляющие характеристики изделия. Железо применяют как добавку – когда необходимо повысить степень поглощения тепла стеклом.
Способы изготовления стекла с использованием печи
Первый способ, как спаять стекло в домашних условиях, — это использование печи.
Добавление карбоната и оксида кальция:
- Карбонат в данном случае снижает температуру получения промышленных стекол. При этом он вызывает разъедание стекла при участии воды. Чтобы этого избежать, необходимо дополнительно в стекло ввести известь или оксид кальция.
- Для стойкости стекла используют оксиды магния или алюминия. Как правило, эти включения занимают не большой процент в составе стекла. Цифра приблизительно 26-30 процентов.
Добавление других химических элементов:
- Такой метод изготовить декоративное стекло в домашних условиях требует использования оксида свинца. Он придает блеск хрусталю, низкую его твердость, делает его доступным к резке, придает низкую температуру образования расплава.
- Оксид лантана можно встретить в составе линз для очков. Он обладает преломляющим свойством.
- Что касаемо свинцового хрусталя, то он может содержать до 33 процентов оксида свинца.
- Примеси железа в стекле из кварца придают ему зеленый оттенок. При этом оксид железа добавляется для увеличения зеленоватого оттенка. Это касается и оксида меди.
- Желтый, янтарный, и даже черный цвет можно получить при помощи соединения серы. Все зависит от количества углерода или железа добавленного в стекольную шихту.
Основные этапы изготовления стекла:
Поместите шихту в температуроустойчивый тигель. Последний должен быть максимально устойчив к температуре, которая будет в печи. Она может варьировать от 1500 до 2500 градусов. Это зависит от добавок.
Тщательно следите за консистенцией стекла
Важно своевременно удалить из него все пузырьки. Добиться этого можно при регулярном помешивании до равномерной густоты
Также необходимо добавить один из элементов — хлорид натрия, сульфат натрия или же оксид сурьмы.
Придайте форму стеклу. Для этого используйте один из перечисленных способов.
Самое простое — это вылить расплав стекла в форму и дождаться пока оно остынет. С помощью такого метода создаются множество оптических линз. Ранее именно этот способ использовали египтяне.
Готовое расплавленное стекло поместите в ванную, в которой содержится расплавленное олово. Последнее выступает в роли субстрата. Далее необходимо продувать его сжатым азотом для придания формы или же полировки. Еще один способ — это собрать на конце полой трубы необходимое количество стекла и, поворачивая трубу, выдувать его.
Оставляем стекло, чтобы оно остыло
Важно расположить его в таком месте, где оно не повредится, его не испортит вода, пыль или, например, листья. Имейте ввиду, что при контакте с холодными предметами, оно даст трещины.
Завершающим действием данного способа изготовить стекло в домашних условиях будет отжиг стекла
Этот способ тепловой обработки придаст прочность материалу. При его использовании будут убраны все точечные источники напряжений, с которыми можно столкнуться в процессе охлаждения стекла.
Полезные советы:
- Не отожженное стекло обладает меньшей прочностью.
- Что касаемо температуры для завершающей работы, то она зависит от точного состава стекла — от 400 до 550 градусов по Цельсию.
- Скорость охлаждения стекла зависит от размера. Крупные стеклянные изделия необходимо охлаждать медленно. С мелкими дела обстоят быстрее.
Какие бывают электропечи для плавления алюминия
Классификация оборудования в первую очередь опирается на вид используемой теплоэнергии. Согласно ей, плавка алюминия в печах может происходить от электричества, газа или тепла, получаемого от сжигания твердого топлива.
Твердотопливные системы используются в быту или небольших мастерских, поскольку поддержание определенной температуры требует немалого количества топлива. Электрические модели выносят в отдельную категорию, поскольку они могут быть любого размера, а количество получаемой энергии не ограничено.
Небольшая самодельная печь для нерегулярного использования в домашних условиях

Рассмотрим подробнее способы изготовления электропечей.








Изготовление тигеля
В данном случае тигель для плавки алюминия будем делать из куска стальной трубы диаметром 320 мм и толщиной 5–6 мм. Вы же можете использовать отрезок стальной трубы другого диаметра, какой будет под рукой.
Далее необходимо кусок трубы доработать. В частности, потребуется приварить дно и носик, для того чтобы удобнее было выливать расплавленный металл. Дно будет сделано из листового металла такой же толщины, что и сама труба.
Носик тигля также очень просто сделать. Для этого вырезаем сначала треугольник в уголке 50 х 50 мм и такой по размерам треугольник в самой трубе, а потом соединяем все вместе при помощи сварки.
В верхней части тигля необходимо будет приварить две проушины для ручки и снизу — для крюка, чтобы можно было переворачивать тигель. В качестве проушин будем использовать обычные шестигранные гайки.
Ручку и крюк можно сделать из арматуры или стального кругляка подходящего диаметра — под диаметр проушин. После изготовления тигля можно уже приступать непосредственно к изготовлению самой тигельной печи.
В конструктивном плане тигельная печь немного отличается от обычных печей. Более того подача воздуха в ней осуществляется принудительно, при помощи компрессорной установки или вентилятора, — тогда как в обычных печах воздух идет самотеком.
Нужно отметить, что именно за счет принудительной подачи воздуха достигается высокая температура и большая интенсивность горения.
Шаг 1: Материалы и инструменты









Оглядываясь назад, я могу сказать, что, хоть список и большой, все эти материалы достать несложно. Самой дорогой оказалась горелка. Я пытался экономить, но, честно говоря, это очень полезная покупка.
Остальные материалы для плавильни:
- Быстрозастывающий цементный раствор. Я взял ведерко 9 кг за 500 рублей.
- Ёмкость, в которой будем мешать раствор
- Приспособление, которым будем размешивать раствор
- Большая кофейная банка (15 см)
- Маленькая кофейная банка (10 см)
- Ножовка по металлу
- Дрель (или другой инструмент для изготовления отверстий в металле)
- Газовый баллон на 0.4 кг (убедитесь, что он пустой)
- Стальной стержень, например, из принтера, длиной около 30 сантиметров (вы можете купить стальной стержень 20 см в местном строительном магазине)
- Маркер (или любой другой инструмент для маркировки)
- Клейкая лента
- Картон
- Короткая (5-7 см) железная или стальная труба, в которую входит конец горелки. (Необязательно)
- Круглый молоток (подойдет и другой)
- Немного пропана (я покупаю в туристическом магазине, 250 рублей за два баллона по 450 гр)
- Печь (необязательно)
- Тиски (необязательно, однако очень пригодятся)
- Небольшая форма для выпечки (необязательно, вам просто нужно что-то, куда можно залить алюминий).
- Немного дешевой проволоки (не больше 3 мм, но достаточно прочная, чтобы выдержать небольшой вес)
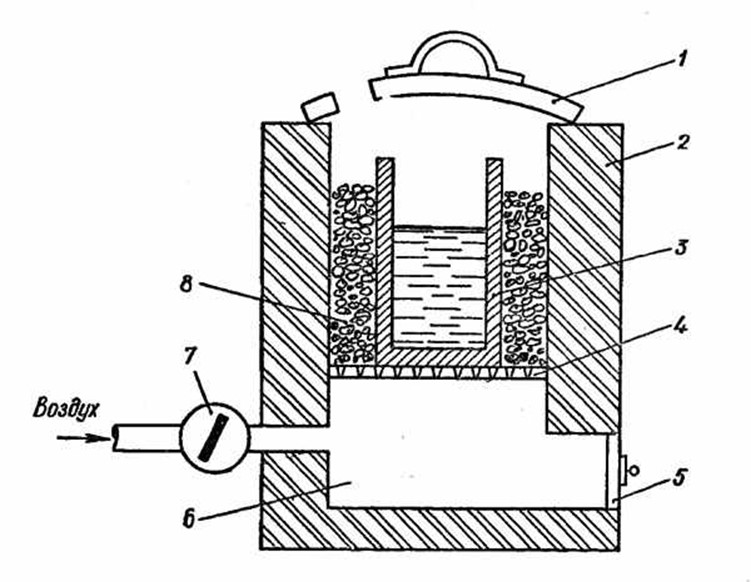
Процесс изготовления самодельной плавильной печи
Можно изготовить плавильную печь своими руками. Ее размеры составят 100х65х50 мм. В такой конструкции можно расплавить 70-80 г серебра или другого металла. Такие возможности для самодельного плавильного устройства являются очень хорошими.
Материалы и инструменты:
- щетки от электрического мотора высокой мощности;
- графит;
- электродные стержни, используемые в дугоплавильных печах;
- провод из меди;
- гвозди;
- слюда;
- цементная плитка;
- кирпич;
- металлический поддон;
- углеграфитовый порошок;
- тонкопроводящий провод;
- трансформатор;
- напильник.
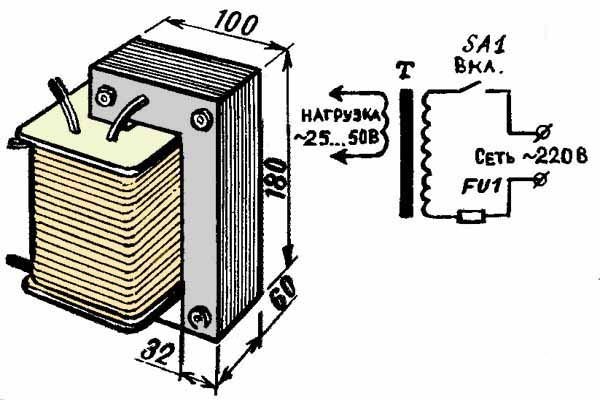
Схема плавильной печи из трансформатора.
Чтобы изготовить плавильную печь своими руками, для электродов можно применить щетки от электромотора высокой мощности. В них имеется отличный токоподводящий провод.
Если вы не сможете приобрести такие щетки, то их можно выполнить своими руками из куска графита. Можно использовать стержень-электрод, который применяется в дугоплавильных печах.
По бокам в этом стержне надо сделать 2 отверстия, имеющие диаметр 5 мм, затем для придания прочности аккуратно забить туда гвоздь, подходящий по размеру. Для улучшения контакта с графитовым порошком при помощи напильника надо выполнить сетчатую насечку на внутренней поверхности этих электродов.
Для изготовления внутренней поверхности стенок печки используют слюду. Она имеет слоистую структуру и поэтому может быть использована как хороший теплоизолирующий экран.
Снаружи поверхность конструкции надо покрыть цементной или асбестовой плиткой, которая имеет толщину в 6-8 мм. После монтажа стенок их надо обвязать медной проволокой.
В качестве изолирующей подставки для устройства нужно использовать кирпич. Снизу устанавливают металлический поддон. Он должен быть эмалированным и иметь по бокам бортики.
Затем надо изготовить углеграфитовый порошок. Его можно приготовить из ненужных стержней. Работу лучше выполнять напильником или ножовкой по металлу.
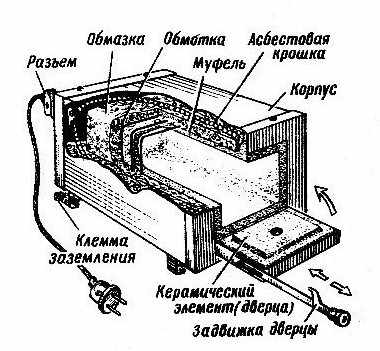
Схема муфельной печи для плавления.
При использовании печки графитовый порошок постепенно выгорает, поэтому его нужно иногда досыпать.
Для работы устройства используют понижающий трансформатор с напряжением в 25 В.
При этом сетевая обмотка трансформатора должна иметь 620 витков медного провода, который имеет диаметр 1 мм. В свою очередь, понижающая обмотка должна иметь 70 витков медного провода. Этот провод должен иметь изоляцию из стекловолокна и прямоугольное сечение размерами 4,2х2,8 мм.
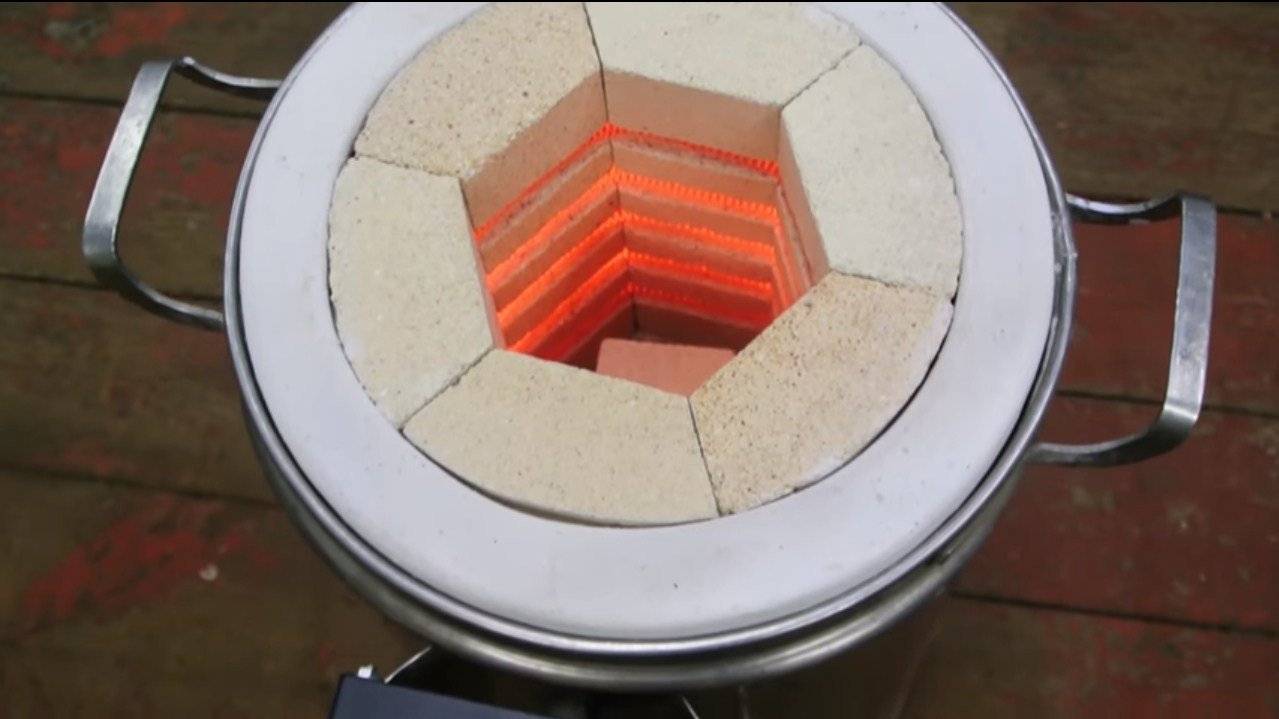
Изготовление печи
Основой печи будет металлическая бочка на 50 литров, которая обрезается болгаркой до нужной высоты.

Изнутри бочка выкладывается жаростойким (шамотным) кирпичом. Для кладки кирпича используется термостойкий клей, он показан на фото.

Болгаркой обрезаем бочку, затем выкладываем на дне бочки основание из шамотного кирпича и «бетонируем» вокруг высокотемпературным плиточным клеем.

Затем выставляем боковые стенки. Чтобы кирпич вставал максимально вплотную друг к другу желательно снять небольшие фаски.

Для принудительной подачи воздуха используются сразу четыре форсунки, которые находятся внутри самой бочки. Такая вот интересная система подачи воздуха изготовлена из медных трубок диаметром 28 мм и фитинговых соединений — для ее установки в четырех нижних кирпичах нужно сделать четыре отверстия под небольшим углом (сверху вниз) под трубки.

Вместо медных трубок можно также использовать обычные стальные, что, естественно, позволит удешевить всю конструкцию. В данном случае медные трубки использовались лишь потому, что они были в наличии и их нужно было куда-то пристроить.
Для подачи воздуха будут использоваться два фена — их мощности вполне достаточно для такой печи. После установки труб для подачи воздуха приступаем к заливке первого «этажа» кирпичей плиточным клеем.

Для кладки второго ряда используются уже половинчатые кирпичи, которые будут располагаться с небольшим наклоном.

Трубки для принудительной подачи воздуха будут находиться внутри самой бочки
Обратите внимание, что вес тигельной печи составляет примерно 200 кг. Поэтому если вы не хотите устанавливать ее конкретно на одном каком-то месте, то заранее сделайте из уголков и четырех колес подвижную опору

Осталось сделать ручку и крючок для тигля.

Используя одновременно ручку и крючок, очень удобно переливать расплавленный металл из тигля в форму. Вот и всё, самодельная печь для плавки алюминия готова!

Популярные самоделки на нашем сайте
- Походная печь своими руками из фреонового баллона
- Универсальная печь для отопления гаража
- Печь длительного горения своими руками: фото и…
- Печь для казана из дисков
- Печь на отработке с водяным контуром
- Печь мангал из кирпича своими руками
- Печь из колесных дисков автомобиля
- Самодельная печь из газовых баллонов для отопления гаража
- Кирпичная печь для бани своими руками
- Походная печь своими руками из профильной трубы
- Печь длительного горения своими руками
- Кирпичная печь своими руками
У нас всегда в приоритете качество и надежность
«Московский литейный завод» представляет широкий спектр изделий из литья металлов. На нашем сайте вы всегда найдете примеры литья алюминия и сможете поближе ознакомится с нашей продукцией и технологиями ее изготовления.








Мы выполняем литье из алюминия самых разнообразных и сложных форм. При этом на нашем заводе неукоснительно соблюдаются все технологии. Мы работаем с каждым клиентом по индивидуальной программе. Сотрудничество начинается сразу с момента первых консультаций при заказе изделия. Мы внимательно относимся к своим партнерам и бережем свою репутацию. Оказав нам доверие, вы сможете в этом убедиться лично.
Наше предприятие концентрируется на качестве своей продукции, идет в ногу со временем, сохраняя при этом давние традиции российского литейного дела.
Рекомендации по стеклоделию

Изготовление стекла своими руками в домашних условиях подразумевает аккуратность и внимание – при отсутствии опыта такой процесс может представлять сложности, в особенности на завершающем этапе. Для первой попытки не стоит подготавливать большие объемы расплава
Чтобы упростить работу с таким материалом можно воспользоваться рекомендациями опытных стеклодувов:
- Как заменитель кварцевого песка используют просеянный речной песок белого цвета.
- Крупные гранулы компонентов шихты перед нагревом тщательно измельчают в ступке.
- Куски неудавшихся изделий можно добавлять в состав шихты – так экономят материал.
Температура отжига для завершения изделия находится в пределах от 400°С до 600°С. Показатели зависят от тугоплавкости использованной шихты. Охлаждение готового стекла зависит от размеров слитка и его толщины – габаритные предметы нуждаются в постепенном остывании. После завершения работы упрочняют изделие покрытием глазурью или ламинированием.
Особенности промышленного процесса
Плавлением, а соответственно, и литьем всевозможных деталей из алюминия люди занимаются на протяжении многих лет.
Его температура плавления, которая составляет чуть более шестисот градусов по Цельсию, не требует использования какого-то специфического оборудования.
Данный материал за счет своей высокой пластичности способен приобретать практически любую форму.
Изначально для изготовления деталей из алюминия при помощи его литья использовали разнообразные формы, которые вставляли в землю.
Чуть позже появились гипсовые формы, которые изготавливались своими руками.
Видео:
В настоящее время практикуется использование специальных пресс-форм, при помощи которых изготовление самых разных деталей из алюминия производится под давлением.
Следует отметить, что и в том и в другом случае выплавляемым деталям можно придавать практически любую необходимую форму.
В любом случае, технология литья данного металла всегда оставалась практически оной и той же, за исключением некоторых особенностей.
Сегодня на крупных промышленных предприятиях практикуется литье под большим давлением, при котором практически полностью отсутствует усадка.
Технологически процесс литья алюминиевых заготовок на промышленных предприятиях с использованием машин и специального оборудования выглядит достаточно сложно.
ВАЖНО ЗНАТЬ: Технология штамповки деталей из листового металла
Необходимое рабочее давление создается за счет работы поршня, который в свою очередь приводится в движение сжатым воздухом.
В этом случае используются эмульсионный состав, а также масло, которые способствуют ускорению его движения.
Алюминий, разогретый до температуры плавления, с большой скоростью поступает в специальную пресс- форму под большим давлением и полностью ее заполняет.
При этом усадка залитого металла практически полностью исключена.
Литье алюминиевых деталей под большим давлением имеет огромное количество достоинств, среди которых особенно выделяется высокая производительность данного процесса.
Видео:
Кроме этого можно отметить и высочайшую точность получаемых таким образом изделий, а также практически полное отсутствие какого-либо брака.
Данная технология успешно применяется при необходимости изготовить детали, используемые в приборостроении, а также авиастроении.
Использование пресс-форм в этом случае позволяет использовать расплавленную смесь практически любой температуры.



