
Специфика работы кельмой для газобетона
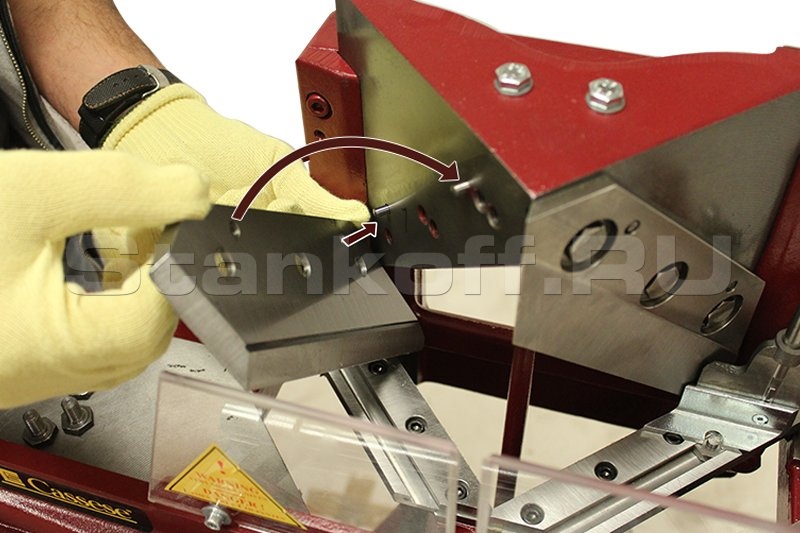
Специальную для кладки газобетона кельму используют в виде дозатора раствора. Таким ручным инструментом достаточно просто равномерно распределить клей по ровной поверхности:
- удерживая кельму за ручку зачерпнуть необходимое количество клеевого состава;
- нанести клей на горизонтальную и вертикальную поверхность швов и сразу же простым продольным движением разровнять его по всей пощади при помощи зубцов на инструменте.
При проведении кельмой вдоль кладки вся порция наложенного раствора проходит между зубьями и распределяется по площади пластом одной толщины. Благодаря этому вся рабочая поверхность газобетонного блока равномерно покрывается тонким слоем клея, что полностью исключает возникновение мостиков холода, снижая потери тепла в зимнее время.
Советы профессионалов
- В раствор необходимо добавлять каждую присадку в объеме не более 1% от его общего объема. В противном случае смесь получится некачественной.
- Не следует замешивать сразу много клея. Его объем должен быть таким, чтобы раствора хватало на 30-40 минут работы. Затем смесь начинает схватываться и густеть.
- Летом, при высокой температуре окружающей среды, раствор необходимо укрывать от лучей солнца и периодически сбрызгивать водой.
- Клей следует наносить на блоки специальным зубчатым шпателем либо кельмой.
Для укладки пенобетонных блоков необходимо использовать цементно-песчаный раствор со специальными присадками. Готовить его нужно, исходя из точных пропорций ингредиентов. Крайне нежелательно при этом перебарщивать с количеством пенных и пластифицирующих добавок.
Ознакомьтесь с публикуемым видео в статье. В нем подробно рассказано о особенностях раствора для укладки пенобетонных блоков и о том, как его правильно приготовить:
Особенности ручного рубанка
Даже если строится сплошная стена из газоблоков, где не требуется постоянное выравнивание поверхностей и соблюдение точности в рядах, то последний верхний ряд блоков должен быть очень ровным, так как на него будет опираться стропильная система, которая по определению не должна шататься или иметь даже небольшой люфт. Функционально рубанок для газобетона своими руками предназначен для соскабливания небольших слоев материала до требуемых размеров. Придать блоку сложную конфигурацию при помощи этого инструмента не получится, а выровнять поверхность до почти идеальной можно довольно быстро и легко. Одновременно с соскабливанием (срезанием) верхнего слоя газобетонного блока терка для газоблока шлифует обрабатываемую поверхность.
Если подходить к вопросу ровной поверхности принципиально, то, выравнивая рабочую поверхность каждого газоблока, можно практически исключить постоянный контроль за горизонтальностью кладки, в конце ряда выйдя в ноль. Профессиональные модели рубанков для газобетонных блоков больше похожи на гибрид кухонной терки и шинковки для овощей, и такая конструкция позволяет грубо снимать верхний слой материала, и тут же его зашлифовывать.
Зачем нужна такая точность в поверхности газоблока? Дело в том, что для кладки газобетона нужно использовать специальный строительный клей, а стоит он достаточно дорого. Поэтому, чем тоньше растворный шов, тем экономнее будет процесс строительства. Да и толстый шов не залог прочности соединения. Оптимальной диффузии клея в газобетон можно достичь при толщине клеевого шва не более 3–5 мм, а для этого поверхность изделия должна быть очень ровной. Особенно это касается блоков без системы гребень-паз — в пазогребневом блоке выравнивание происходит за счет выдавливания излишков клея или раствора из сложной конфигурации шва, а на ровной и гладкой поверхности выдавливаться особ нечему, вся поверхность должна быть плотно прижата к другому блоку.
Как инструмент рубанок для газобетона выглядит как корпус с ручкой и закрепленными на корпусе нескольких рядов с продольными лезвиями или выемками, как на кухонной терке. Промышленные модели оснащаются пятью рядами параллельно расположенных лезвий, закрепленных на постели под углом — с одной стороны. С противоположной стороны ручки есть еще пять рядов лезвий с таким же расположением, но направленных навстречу первым рядам. Корпус — пластиковый или деревянный, что позволяет с достаточной точностью сделать инструмент в домашних условиях.
Рабочие движения рубанком производятся так же, как при строгании древесины, но угол крепления лезвий не позволяет срезать тонкий и длинный слой газобетона — материал удаляется грубым сошлифовыванием коротких участков, а за счет большого количества лезвий, направленных в разные стороны, срезаются очень короткие участки, и это не дает лезвиям «вырывать» неровные куски пористого материала. В принципе, несколько газоблоков можно выровнять и обычным столярным рубанком, но лезвие после 7–10 изделий придется затачивать заново. Промышленно рубанки служат намного дольше, и одним инструментом можно работать все время строительства дома или гаража без правки лезвий.
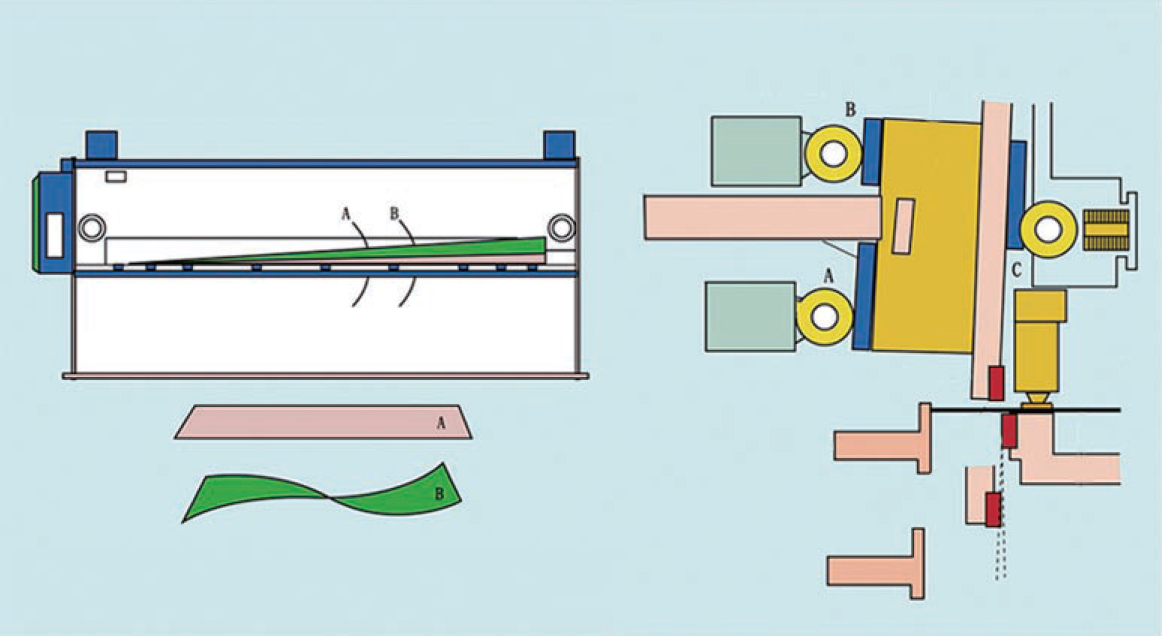
Ножницы гильотинные пневматические НА3216.
Ножницы гильотинные, НА-3216 предназначены для резки листового материала с наибольшим размером поперечного сечения 2,5 х 1600 мм.
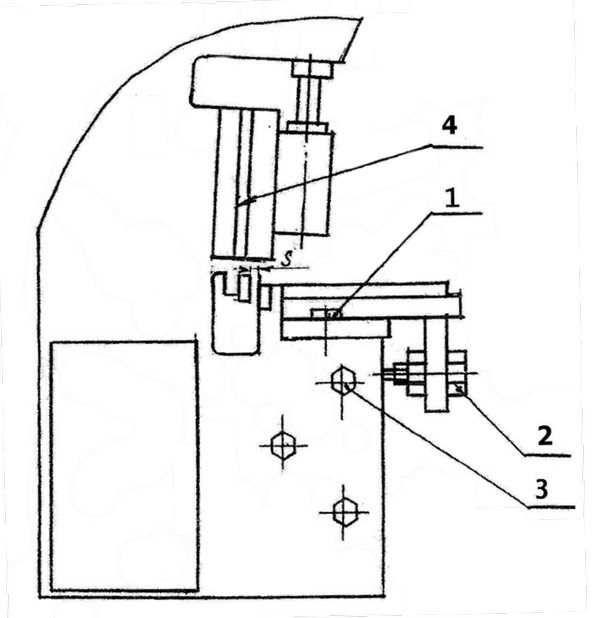
Станина гильотинных ножниц НА3216 сборно-сварной конструкции. Зазор между ножами ножевой балки и станины осуществляется путем перемещения стола с помощью болтов, расположенных с обеих сторон стола. Гильотина применяется в заготовительных цехах предприятий машиностроения, автотракторостроения, авиастроения и других отраслях промышленности.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИЛЬОТИНЫ НА3316 (4х1600):
Толщина разрезаемого материала с временным сопротивлением σвр ≤ 500 МПа, мм
Ширина (наибольшая) разрезаемых листов, мм
Частота ходов ножа, холостых, мин.-1
Ход ножа, мин.-1, при резке наибольших размеров разрезаемого металла, мм
Угол наклона подвижного ножа, α
Длина листа, отрезанного с упором, мм
Расстояние от уровня пола до верхней кромки нижнего ножа, мм
Мощность электродвигателя, кВт
Габаритные размеры, мм Длина Ширина Высота
Особенности правильной эксплуатации самодельных агрегатов
Существует еще очень много вариантов, как сделать измельчитель для веток в домашних условиях, но все зависит от имеющихся в распоряжении деталей, инструментов, а также особенностей применения изделий. Вышеописанные инструкции дают понять, что изготовление самодельного устройства не требует больших затрат, и поэтому если не желаете тратиться на покупки не дешевых инструментов, то сделать их можно самостоятельно, уделив несколько часов или дней свободного времени. После того, как конструкция будет готова, перед ее испытанием и применением рекомендуем ознакомиться со следующими тонкостями эксплуатации:
Работы проводить обязательно в защитных очках. Ведь не исключается вылет осколков из подающего бункера, которые могут привести к серьезным травмам. Используйте также перчатки, специальную обувь, наушники и головной убор. Если в подающем бункере застряла ветка, то не пытайтесь ее достать рукой или подтолкнуть. Для таких случаев следует подготовить специальную палку с разветвлением на конце, которой можно толкать застрявшие ветки, траву и листья. Не пытайтесь забросить в измельчитель ветку большого диаметра. Кроме того, что это опасно, так вы еще и быстро выведете из строя машину. Если двигателю не хватит мощности раздробить древесину, то она застрянет внутри, и заклинит вал. Мотор от перегрева может сгореть
От больших по диаметру бревен также быстро изнашиваются ножи, поэтому очень важно определиться с диаметром измельчаемых веток, и перед их дроблением, провести сортировку. Категорически противопоказано бросать в шредер камни, стекло и металл
Кроме того, что они могут заклинить двигатель, так еще и несут опасность для жизни человека
Категорически противопоказано бросать в шредер камни, стекло и металл. Кроме того, что они могут заклинить двигатель, так еще и несут опасность для жизни человека
Мелкие частицы могут вылететь из подающего бункера, и попасть в человека, нанося ему увечья. В случае заклинивания вала, необходимо немедленно отключить электродвигатель от сети, а бензиновый мотор заглушить. Последующий запуск разрешен в том случае, когда будет устранена причина заклинивания.
Подводя итог, надо отметить еще один очень важный момент — необходимость регулярного проведения обслуживания. В частности, следует периодически проверять качество заточки режущих ножей. При их притуплении повышается нагрузка на двигатель, что приводит к быстрому перегреву, и выходу его из строя.





![§ 20. приемы рубки [1980 макиенко н.и. - общий курс слесарного дела]](https://homo-expertus.ru/wp-content/uploads/4/6/c/46c8058625061e499ac9245458de30e8.jpeg)


Обязательно нужно регулярно проверять качество креплений, так как от вибраций не исключено раскручивание болтов или гаек, что может привести к травматическим последствиям для человека. Используя выше предложенные идеи и собственные задумки, не составит большого труда сделать качественный и высокоэффективный садовый измельчитель в домашних условиях.
Публикации по теме
Делаем роликовые ножницы самостоятельно из подшипников
Делаем из шуруповерта ледобур простая инструкция
Изготовление самодельных тисков или как сделать зажимной инструмент в домашних условиях
Изготовление токарного станка из дрели самостоятельно
Общие характеристики
Современные гильотинные ножницы обладают различными техническими характеристиками, которые обязательно должны учитывать специалисты промышленных предприятий, а также владельцы частных мастерских, занимающиеся изготовлением изделий и конструкций из металлопроката. Среди них наиболее важными параметрами являются:
- количество выполняемых операций;
- размер обрабатываемого листа;
- ассортимент проката, который может обрабатывать конкретный станок;
- предельно допустимая толщина срезаемого металла;
- производительность;
- тип ножей;
- мощность;
- тип привода.
Виды станков
В зависимости от типа привода станка выделяют следующие виды ножниц:
- ручные;
- пневматические;
- гидравлические;
- электромеханические.
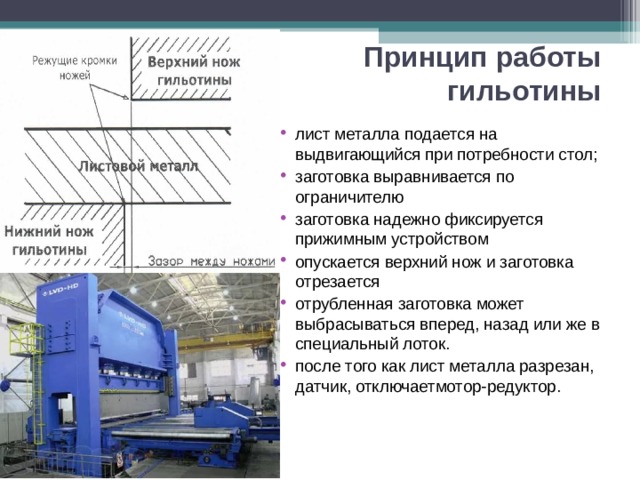
Принцип работы
Раскрой металла с использованием гильотинных ножниц осуществляется за счёт воздействия на металлическую заготовку большой силой давления и острым краем лезвия, действующего по принципу обычных ножниц. Во время рабочего процесса два лезвия режущего устройства сводятся друг к другу. После того как лист или прокат металла будет зафиксирован, они сдвигают его соседние слои, а затем совершают разрез при помощи острого лезвия.
Процесс резки металлической заготовки с использованием гильотинного станка состоит из двух операций — резки и ломания.
При использовании качественного станка для раскроя металла количество образуемого металлического лома получается очень небольшим и не превышает 10%.
Одновременно с этим рез приобретает ровную кромку, не требуя дополнительной обработки. При разрезе заготовки затупленным режущим устройством или неверно выставленном зазоре соотношение реза и лома изменяется. Как следствие, это приводит к появлению на нижней кромке острого выступа, называемого гратом — признака низкого качества резки.
Грат делает небезопасным изделие, увеличивая риск травмировать руки, особенно если для резки была выбрана заготовка из нержавеющей стали. Для предотвращения подобного необходимо во время использования ножниц гильотинного типа соблюдать правила техники безопасности. Ни в коем случае нельзя начинать резку металла без рукавиц из плотной ткани или кожаных нашивок. При появлении грата работник должен сразу же прекратить раскрой металла и исправить допущенную ошибку — поменять настройки или заточить ножи.
Виды гильотинных ножниц
Существует много видов режущего оборудования гильотинного типа. Есть небольшие ручные механизмы и огромные станки, способные резать лист толщиной более 20 мм. Все стационарные гильотинные ножницы можно разделить по типу привода на три основных вида:
- пневматические;
- электромеханические;
- гидравлические.
Все они развивают достаточно большое усилие при резке металла, но самые мощные имеют гидравлический привод. Он способен создать давление, превышающее 400 МПа (4000 кг/см 2 ) и обеспечивает холодную резку металла толщиной до 60 мм при ширине листа 3 м. Кроме этого, у пневматических и электромеханических машин движение режущего ножа выполняется довольно резко. В результате, происходит удар и качество кромки при большой толщине листа хуже, чем у гидравлических устройств, где нож опускается плавно.

Важной особенностью режущего станка с гидравлическим приводом является отсутствие шума при работе. Это обеспечивается благодаря плавному ходу режущего инструмента, а также отсутствию электропривода и воздушных сбросных клапанов, которые устанавливаются на устройствах другого типа
Изготовим своими руками: чертежи и описание
В некоторых случаях приобретение готового мастерка по ряду причин бывает затруднено. Можно выйти из положения, сделав кельму самостоятельно, что вполне возможно. Вариантов изготовления устройства много, от полной копии промышленного образца, изготовленного из листовой стали, до применения зубчатого шпателя, согнутого для получения нужной ширины.
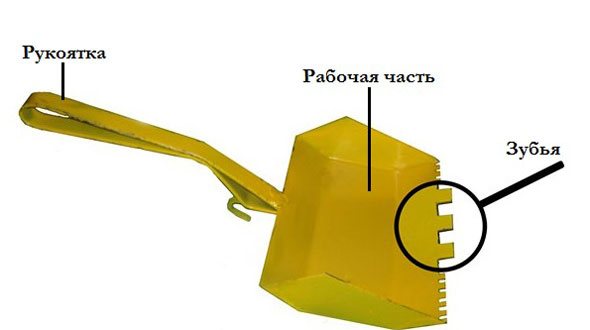
Если имеется возможность, то можно сделать выкройку инструмента (развертку), которая наносится на лист металла. Развертка вырезается по контурам, намечаются линии сгибов и вырезаются зубья нужной величины. Для этого можно использовать ножовку по металлу и напильник. После этого по намеченным линиям заготовка сгибается до получения необходимой формы, стыки в нужных местах закрепляются сваркой. Остается только прикрепить ручку, и инструмент готов.
СоветЧтобы изготовить чертеж, возьмите лист бумаги и бумажный клей. Делайте выкройку методом проб и ошибок. Когда результат вас устроит, перенесите выкройку на металлический лист.
На этом видео представлен вариант выкройки и пример нанесения клея изготовленным приспособлением:
https://youtube.com/watch?v=0eNswmynAK4
Если нет материалов или сварки, можно обойтись обычным зубчатым шпателем более широкого размера, чем используемые блоки. Он сгибается по краям, формируя нужную ширину. Загнутые участки будут служить упорами, не позволяющими сдвинуть инструмент в сторону. Объем клея наносится с помощью обычного ковшика, и тут же разравнивается шпателем. Такой вариант несколько медленнее в работе, но выйти из положения позволяет.
В заключение следует отметить удобство работы с кельмой, быстроту освоения и качество работы. Простота и эффективность использования инструмента в сочетании с его необходимостью делает кельму для пеноблоков основным приспособлением для качественной укладки блоков, определяющим эксплуатационные свойства всей постройки.
Рекомендую сразу определиться с набором инструмента для газобетона и купить его в одном месте.
Конструкция
Рубанок по газобетону используют при выравнивании блочных рядов при монтаже. Во время рабочего процесса потребуется следить, чтобы не был снят слишком большой слой поверхности, в противоположном случае это приведет к положению, которое уже исправить будет невозможно и блок придется выбросить
В связи с такими моментами важно подобрать подходящие по всем параметрам режущие элементы. Высота частей подбирается исходя из практической работы
Рассматривая любую модель фирменного рубанка, по внешним данным он напоминает терку, совмещенную с кухонной шинковкой. На основном корпусе вверху прикреплена ручка, а на рабочей поверхности, которая расположена внизу, прикреплены рядами лезвия. Линии нужно нанести в двух противоположных направлениях. С одной стороны располагают 5-6 параллельных рядов лезвий, которые должны быть расположены под определенным углом относительно корпусной части. С противоположной стороны монтируют идентичные, только встречно направленные лезвия. Сами ножи закрепляются в основании в вертикальном положении.



![Супер приспособлении для кладки газобетона [лайфхак]](https://homo-expertus.ru/wp-content/uploads/4/d/5/4d5ebfa85e4a038fbcd0e351735892a6.jpeg)



Такой тип конструкции позволит стесать верхний слой с блоков и при этом шлифовать их. Готовые корпусы рубанков обычно выполнены из прочного пластика или дерева. В применении на практике материал основания не имеет значения, главное – прочностные характеристики. Ручка сконструирована для удобного проведения работ, а именно она не должна иметь скользкую фактуру и удобно размещаться в руке.
3 Технология работы гильотинных агрегатов
Станок оборудуется двумя ножами. Один из них является неподвижным, другой совершает круговые движения. В место рубки установки металлические изделия и листы поступают с рольгангов. После этого оператор агрегата включает массивный нож гильотины, который под давлением опускается на металл в обозначенном месте и разрубает его на требуемые по техническому заданию части.
Высокое качество кромки и уникальная точность геометрических параметров процесса обеспечивается за счет применения программируемого оборудования. Если по условиям обработки требуется получить готовую продукцию с минимальным уровнем деформации, желательно подключать к гильотине контроллер ЧПУ. Он, действуя в кооперации со штатными узлами станка, дает возможность быстро и четко производить большое количество операций резки металла за короткое время.

Прижимной механизм агрегата отвечает за точность рубки. Причем процесс резки на гильотинных установках может выполняться поперечно и продольно по отношению к металлическому изделию, подаваемому для обработки на станок, под различными углами. А грамотный раскрой листов обеспечивается функционированием направляющих гильотины и режущим ножом, имеющим удлиненную форму.

Как видно из описания, технология применения гильотины весьма проста. Выгоды же от такого оборудования очевидны – «оперативный» раскрой разных по толщине металлических заготовок, малая энергоемкость операций, возможность производства серийных резов и выпуска продукции любой не особо сложной конфигурации («косынки», прямоугольники с разными размерами сторон изделия, стандартные полосы и так далее).
Особенности работы гильотинных ножниц: виды и инструкция по работе на станке — ООО «СТК»

Оборудование, работающее с помощью гидравлических приводов, чаще всего устанавливается на заводах, больших предприятиях. Его преимущества:
- Большая мощность. Возможность разрезать листы металла толщиной до 20 мм.
- Максимальная длина реза — 3 м.
- Эффективность как при серийном, так и при штучном производстве.
К недостаткам можно отнести крупные габариты оборудования, большую массу. Принцип действия гидравлических гильотин заключается в том, что привод передаёт давление более 400 мПа на нож. Он может быть прямым или дугообразным. Это позволяет разрезать листы большой толщины.
Чтобы выставить правильный зазор между ножами, нужно использовать специальную таблицу. Выставляются они вручную или с помощью автоматической системы. Особенность гидравлических приспособлений — бесшумность работы. Нож двигается медленно, плавно разрезая металлическую поверхность. Гидравлические гильотинные ножницы по металлу оборудуются фотодатчиками, которые ограничивают ножи во время работы.
Предлагаем ознакомиться Смородина голландская белая описание

Гидравлические гильотинные ножницы по металлу
Оборудование для раскроя металлических заготовок, которое работает благодаря электродвигателю. После включения электромотора эксцентрик передаёт усилие на балку с закреплёнными ножами. Они начинают оказывать равномерное воздействие на лист с двух сторон. Когда балка делает полный оборот, ножи возвращаются в исходное положение.
Гильотинные ножницы с электрическим приводом имеют такие преимущества:
- Эффективность оборудования.
- Высокая скорость работы — до 30 разрезов за 60 секунд.
- Надёжность, долговечность.
В строительных магазинах можно найти малогабаритные модели для частных мастерских, гаражей. С их помощью раскраивают цветные металлы, некоторые виды сталей. Максимальная толщина металлического листа допустимая для резки на маломощном оборудовании — 3 мм.
Обзор электромеханической гильотины по металлу Metal Master ETG
Оборудование, ножи которого начинают работать с помощью пневматического привода. Он приводится в действие сжатым газом. Пневматические ножницы для металла эффективнее гидравлических. Состоят из компрессора, который нагнетает сжатый воздух. Сами станки имеют большой рабочий стол, на котором можно работать с крупными металлическими заготовками.
Ручная гильотина
Ручные гильотины для резки металла популярны среди владельцев небольших мастерских. Из-за отсутствия приводов, оборудование не подходит для раскроя толстых листов, углеродистых, легированных сталей. Однако наличие подобных ограничений не останавливает покупателей. Ручные гильотины устанавливаются в небольших мастерских для проведения разовых работ. Можно купить крупногабаритные или настольные ножницы.
Конструкция представляет собой два ножа, рабочий стол, рукоять. Первый нож устанавливается на рабочем столе, остаётся неподвижным во время работы. Второй нож оборудуется рукоятью, которой мастер опускает режущую часть вниз. Чтобы можно было разрезать листы толщиной более 1 мм, нужно выбирать модель с редуктором.

Ручная гильотина для резки металла
Нюансы монтажного процесса
Любая перегородка – это наличие углов: внешних и внутренних. Они подвергаются определенным нагрузкам, к тому же к ним всегда есть претензии в плане отделки. Поэтому внешние углы рекомендуется закрыть пластиковыми угловыми профилями перфорированного типа, которые не только будут создавать ровность внешнего угла, но и будут своеобразной защитой от появления сколов при незначительных ударах.
Используют уголок размером 30х30 мм.
- На угол дверного проема перегородки наносится слой шпаклевки.
- Уголок вдавливается в раствор до упора.
- Сверху наносится еще один шпаклевочный слой до полного выравнивания.
Для проведения этой операции рекомендуется использовать угловой шпатель. Если длины одного уголка не хватило, подрезается недостающий отрезок длиною на 3-5 см больше требуемой длины. Потому что два стыкуемых пластиковых элемента соединяются внахлест.
Проблема внутренних углов – трещины. Бороться с ними можно одним способом – лентой-серпянкой.
- Сначала в угол наносится слой шпаклевки.
- По не засохшему раствору тут же укладывается серпянка, которую вдавливают до упора.
- Верхний выравнивающий шпаклевочный слой.
Для заделки внутренних углов можно использовать самоклеящиеся ленты. При их применении шпаклевкой можно не пользоваться.
Если перегородки сооружаются из нескольких стен, которые между собой составляют ломаную конструкцию под прямыми углами, то стыковать их надо между собой не только с помощью клеевого состава, но и при помощи самих пазогребневых блоков. Их устанавливают в перпендикулярных плоскостях друг на друга. Для этого гребень нижних панелей подрезается под пазы верхних так, чтобы верхние блоки плотно ложились на нижние.
Правила стыковки пазогребневых панелей в местах сочленения двух стен
Если перегородка из пазогребневых блоков собирается на бетонном полу, то крепить ее к основанию с помощью металлических скоб, нет надобности. Клеевой состав – гарант прочного крепления. Если пол деревянный, тогда без монтажных уголков не обойтись. В этом случае можно даже не использовать клей между блоками и полом.







Обязательно посмотрите видео:
Параметры качества технологии рубки металла на ножницах
Качественный срез
При большой доле реза и небольшой доле лома получается ровный и гладкий срез детали.
Если для обработки металла применяется качественный станок, то количество лома, который образуется, будет стремиться к минимуму. У профессионального оборудования данный показатель не более 10%.
Соотношение реза к разлому обуславливается следующими параметрами станка:
- степень остроты и износа ножей;
- зазор между кромками гильотин (этот параметр устанавливается с учётом размера листа по толщине);
- величина угла наклона верхнего ножа.
Состояние гильотинных ножей в целом определяется как остротой заточки их лезвий, так твердостью используемого для их изготовления материала. Это следует учитывать, так как, допустим в случае рубки заготовки из нержавеющей стали потребуются ножи с большей твердостью, чем это нужно для обычного листового железа.
Ширина зазора между кромками ножей должна иметь оптимальное значение. Это расстояние не может быть ни слишком большим, ни слишком маленьким. Все ножи подвергаются обязательной настройке. Только если режущие кромки максимально выровнены в ряд обеспечивается получение среза листа высокого качества.
Угол наклона верхнего ножа задается, и, при потребности, изменяется оператором гильотинной установки. Величина угла будет разной при различных значениях толщины металлопроката. Чем больше размер листа металла по толщине, тем под более «крутым» углом выставляется нож. При верно установленном угле наклона ножа срез всегда получится качественным.
В процессе рубки металлической заготовки на ножницах, как и при использовании прочих способов резки металла, неизбежно появление некоторого количества грата. Невозможно полностью исключить его появление, но вполне реально свести высоту грата до минимального уровня. При качественной работе на ножницах она составляет примерно только 7-12% от значения толщины обрабатываемого листа. Если грат выходит больше, то будет мешать дальнейшей обработке изделия. К тому же, он может быть опасен для рабочих, взаимодействующих с такими изделиями, так как увеличивает риск получения серьезных, долго не заживающих, повреждений кожи, в особенности, когда человек выполняет работу без перчаток.
Создание дверных проемов
Для устройства дверных или оконных проемов, ширина которых не превышает 90 см, можно делать кладку без дополнительного армирования. В этом случае над проемом монтируется вспомогательная конструкция из деревянного бруса, которая убирается после того, как плиты верхнего ряда будут уложены, а монтажный клей схватится.
Если ширина проема превышает 90 см, то над ним следует установить деревянную или металлическую перемычку. Концы перемычки должны выступать за пределы проема на 50 см с каждой стороны. Это позволит обеспечить равномерное распределение нагрузки на перегородку.

Дверная (оконная) коробка крепится к перегородке с помощью рамных дюбелей и монтажной пены.



