
Изготовление
Самодельное устройство подойдет для выполнения нескольких действий:
- обработки торцов;
- подрезочных работ;
- нарезания внутренней, внешней резьбы;
- точения.
При сборке необходимо учитывать ряд особенностей:
- Для коллекторного электродвигателя нужно устанавливать редуктор. Он необходим для компенсации неравномерности хода основных механизмов.
- До сборки нужно продумать расположение основных частей, способы их соединения.
- Работу по связке электроники лучше доверить специалисту, чтобы при эксплуатации оборудования не возникло короткого замыкания.
Коллекторный двигатель (Фото: Instagram / rckostroma)
Составление чертежа
Прежде чем начинать сборку самодельного оборудования, нужно подготовить чертеж. На нем необходимо нарисовать станок с разных сторон и указать:
- размеры оборудования;
- расположение основных частей;
- места крепежа.
Чертеж можно найти в интернете или подготовить его самостоятельно.
Подготовка
После составления схемы нужно подготовить место для размещения оборудования. Должно быть достаточно свободного пространства, чтобы можно было обойти оборудование с разных сторон. Если конструкция будет крупногабаритной, с большой массой, необходимо сделать для нее отдельное основание.
Инструменты и расходные материалы
Для сборки нужно подготовить:
- профильные трубы, металлические уголки;
- листы металла для сборки корпуса;
- приводные ремни разного диаметра;
- гайки, болты для крепежа отдельных частей;
- стальные прутья;
- шпиндель (его можно изготовить из болта, который имеет острозаточенный конец;
- провода, кнопки, регуляторы;
- подшипники;
- стальные пластины;
- зажимы для удержания резцов;
- набор ключей;
- сварочный аппарат;
- втулки;
- болгарку;
- дрель и сверлами по металлу.
Также нужно уделить внимание выбору электродвигателя. Для обработки небольших заготовок подойдет двигатель мощностью не более 1 кВт, например, электромотор от кухонного комбайна, швейной или стиральной машины. Если предстоит работа с крупными деталями, лучше выбирать двигатель мощностью от 1,5 до 2 кВт
Если предстоит работа с крупными деталями, лучше выбирать двигатель мощностью от 1,5 до 2 кВт.
Дрель (Фото: Instagram / skupka25kopeek)
Сборка
Процесс изготовления состоит из нескольких этапов:
- Сборка рамы. Ее можно сварить из металлических труб, уголков.
- Изготовление боковых стоек.
- Соединение стоек.
- Установка втулок на направляющие. Они нужны для установки задней бабки.
- Изготовление площадки из стальных пластин, на которую будет устанавливаться пиноль, суппорт.
- Установка ходового винта.
- Закрепление штурвала, нониуса.
- Изготовление второй металлической площадки, на которую будет закрепляться передняя бабка.
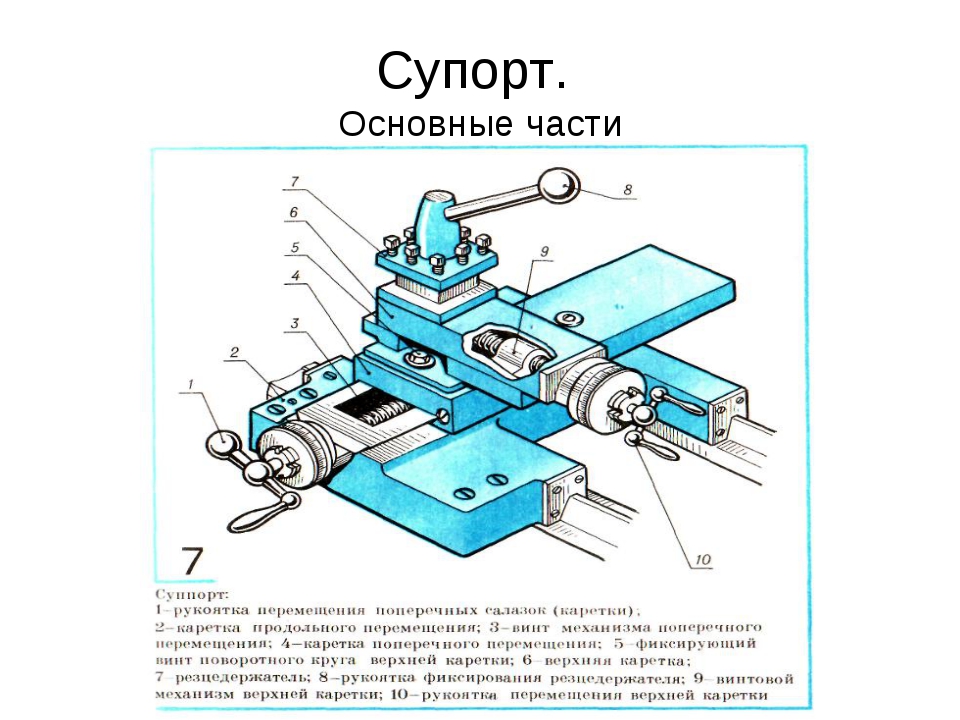
- Сборка резцедержателя, суппорта.
- Установка электродвигателя.
- Соединение оставшихся элементов, закрепление ремней.
- Подключение проводов, настройка оборудования.
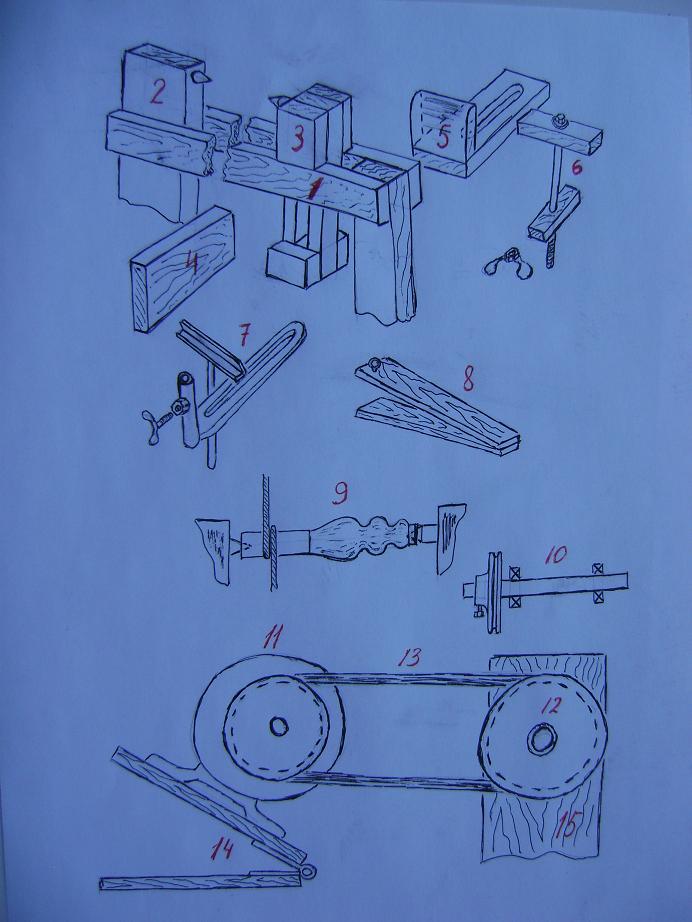
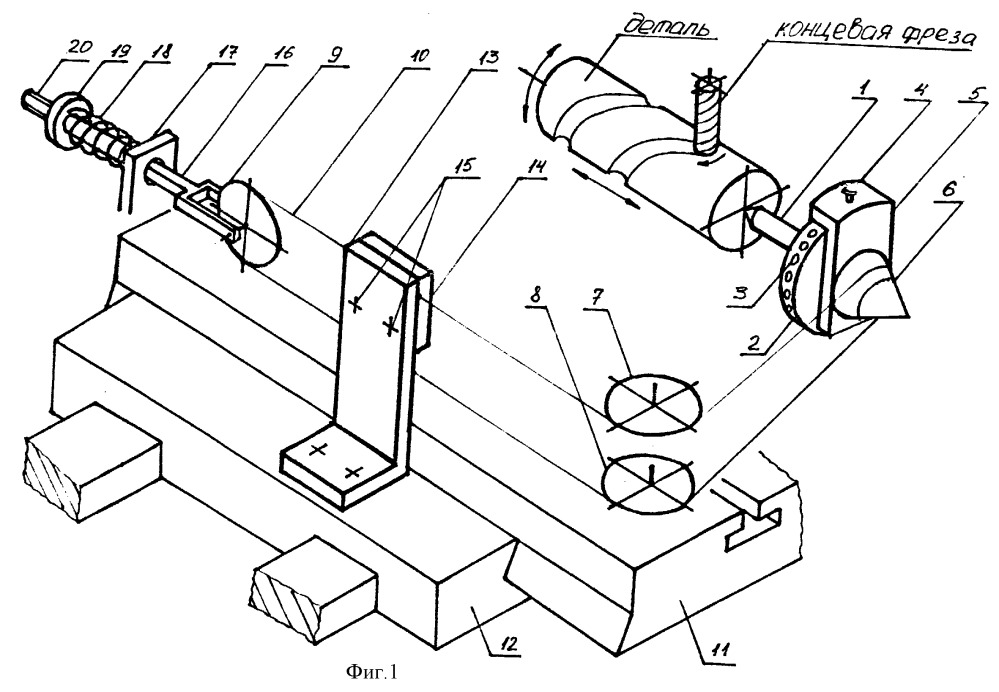
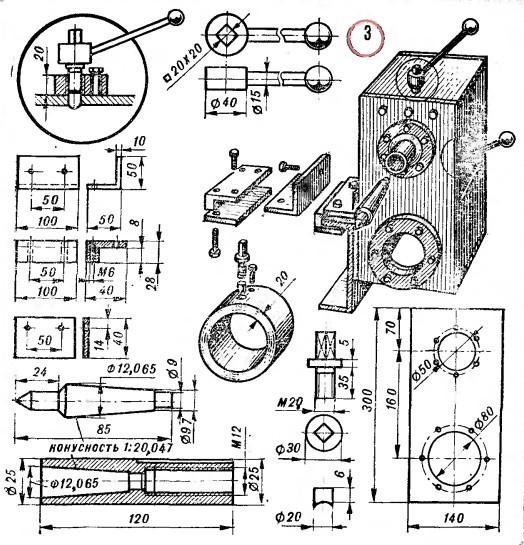
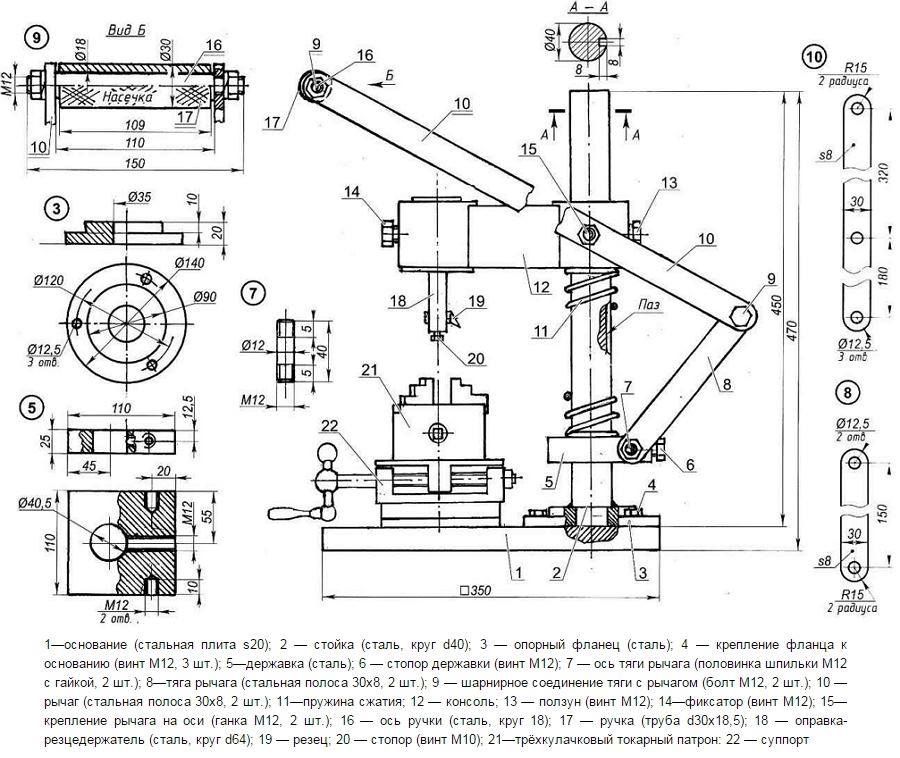
Пошаговый процесс сборки устройства
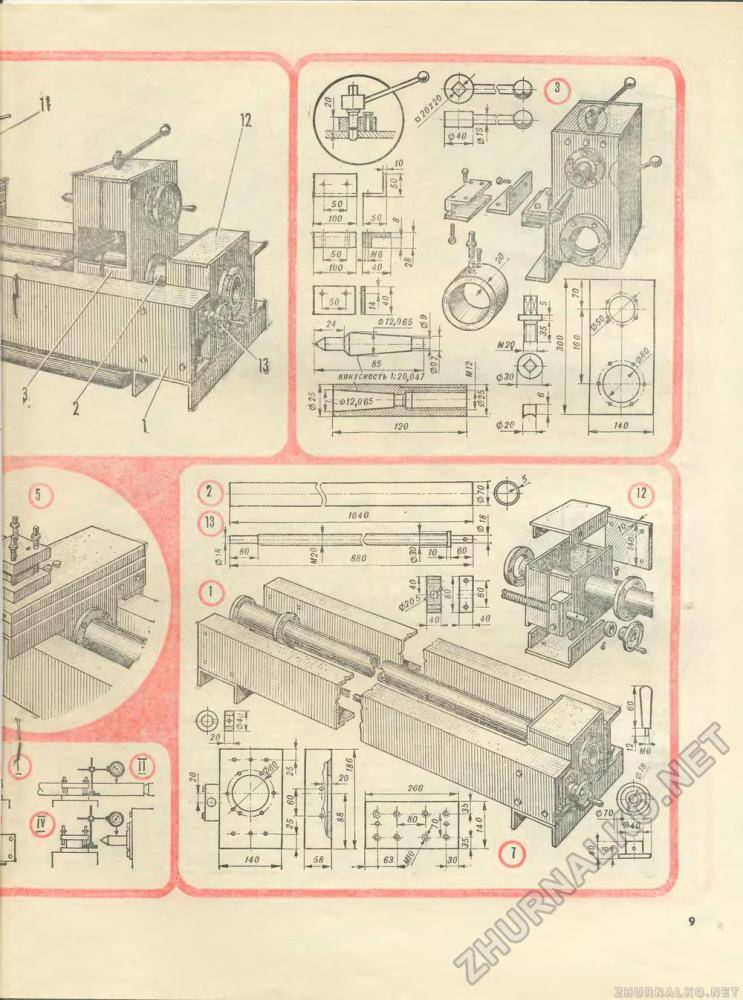
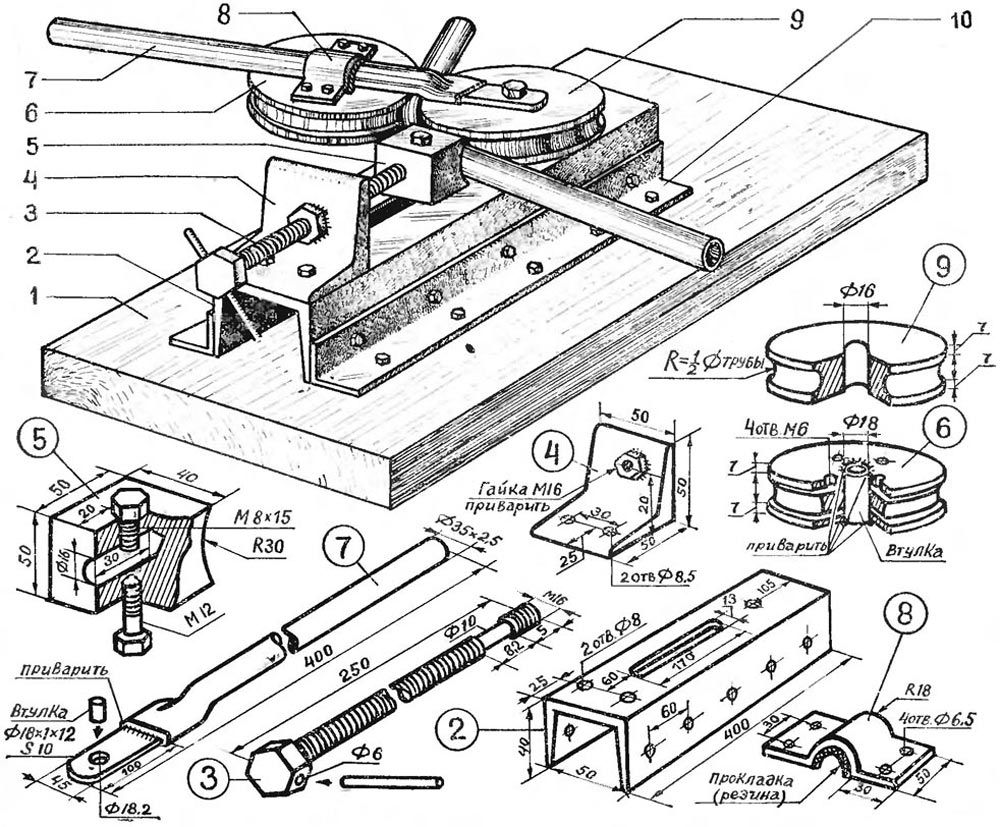
Когда выточены все необходимые детали, необходимо их собрать в единую конструкцию.
На сборочном столе собирают детали будущего настольного токарного станка.
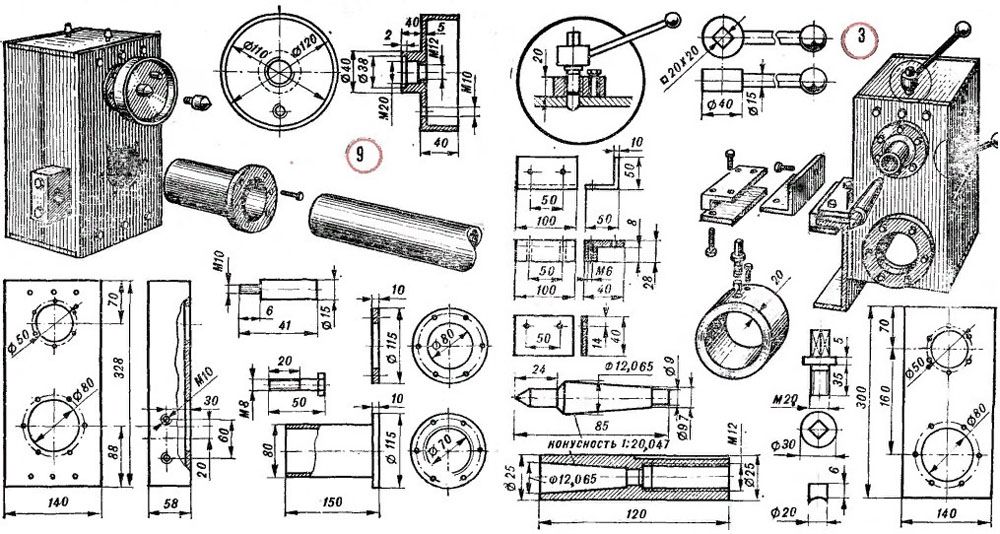
Решено конструкцию изготавливать из фланцев, выточенных из кругляка диаметром 120 мм. Для облегчения в них просверлено центральное отверстие Ø 55 мм. Имеются три отверстия Ø 20 мм.
С торца просверлены дополнительные отверстия для резьбовых фиксаторов. Винтами М6 можно закрепить остальные детали в заданном положении.
Для будущего ходового винта запрессована бронзовая втулка. Внутренний Ø 16 мм.
Направляющие станины изготовлены из ковкого чугуна. В них изготовлены продольные проточки. Цилиндрическая часть позволяет фиксироваться в отверстиях фланцев.
Вставляется направляющая так, чтобы совместить все имеющиеся элементы.
Чтобы выдержать заданное расстояние используются дистанционные втулки. Их устанавливают в распор между фланцами.
Вторая направляющая изготовлена точно также как и первая.
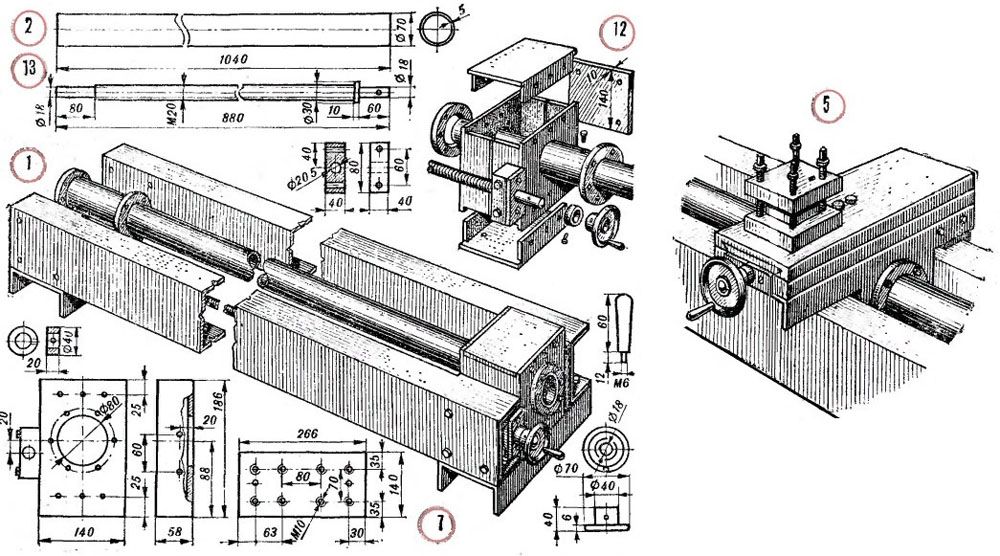
Собрав основание для передней бабки, приступают к сборке задней.
Каркас стягивают гайками. Создана основа будущей станины.
Станок буде стоять, опираясь на передние упоры. Их крепят винтами к фланцам.
По направляющим перемещаются опорные втулки. На них будут монтироваться суппорт и задняя бабка. Длинная втулка работает направляющей, а короткая – является поддерживающей. Проточки на валиках не позволяют смещаться.
Конструктивно опорные втулки выполнены разной длины. Такое решение позволяет увеличить рабочий ход.
Длина обрабатываемых деталей может быть достаточной, чтобы детали имели размеры до 250 мм.
Площадка для суппорта крепится винтами М6.
Отверстия для площадки сверлят по месту. Эта деталь изготавливается индивидуально. Если попытаться сделать ее только по чертежу, то может проявиться эффект заклинивания.
По аналогии изготавливается площадка задней бабки. Ее также сверлят по месту. Нужно обеспечить скользящее перемещение по направляющим.
Нужно обеспечить жесткость станине. Для передней бабки выточено специальное цилиндрическое полукольцо. Оно крепится болтами к фланцам.
Перемещение инструментов на суппорте или задней бабке осуществляется по ходовому винту. На нем протачивается прямоугольная резьба, имеющая небольшой наклон (12,5 ⁰). При вращении ходового винта детали, закрепленные на нем, перемещаются вперед или назад. Зависит от направления вращения.
Отверстие с запрессованной втулкой создавалось для ходового винта.
Чтобы винт свободно вращался, но сам не смещался вдоль своей оси, используются упорные подшипники. Их ставят спереди и сзади от задней опоры.
Для предотвращения осевого перемещения ходового винта устанавливается фиксирующая втулка. Она крепится болтом М6. Теперь винт не будет смещаться вдоль оси, но вращаться может.
Поверх фиксирующей втулки ставится нониус (приспособление с насечками). Один оборот винта перемещает суппорт или заднюю бабку на 10 мм. Ориентируясь по шкале, можно выполнять точное смещение в продольном направлении.
Чтобы вращать ходовой винт, устанавливается маховичок. Небольшая рукоятка позволяет легко вращать маховик.
Ориентироваться помогает риска. Глядя на нее, задают нужное осевое смещение.
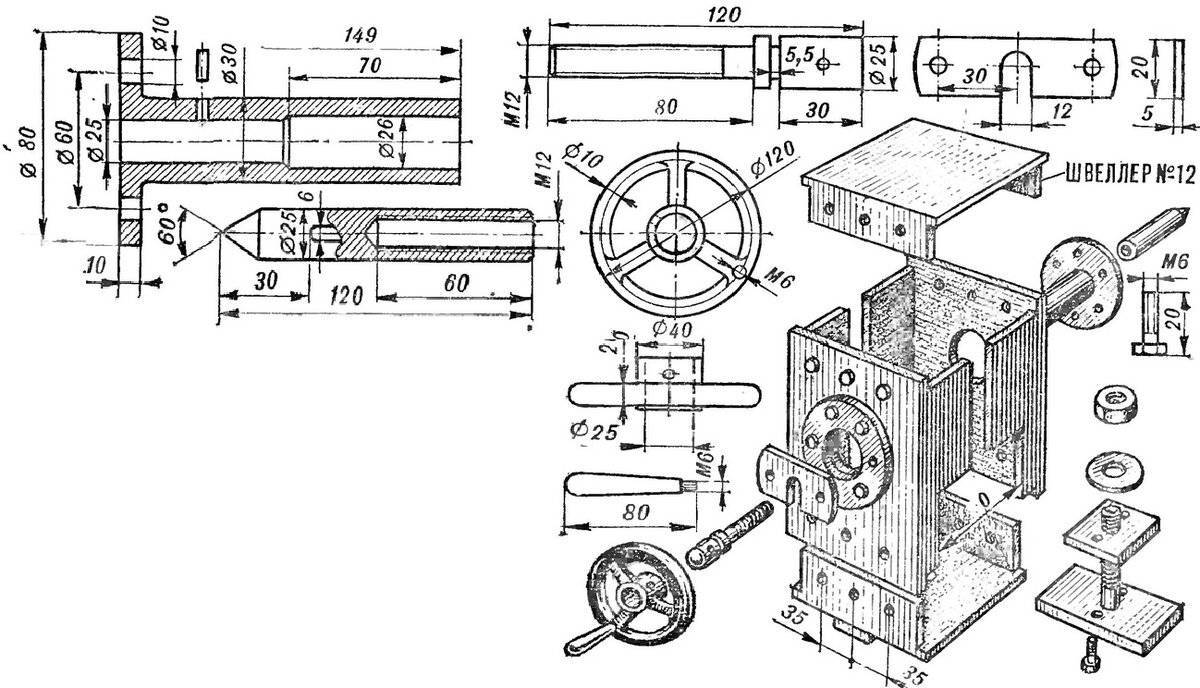
Станина станка собрана. Теперь нужно установить переднюю бабку. В ней будет фиксироваться деталь.
На пластинах устанавливают направляющие поперечного перемещения.
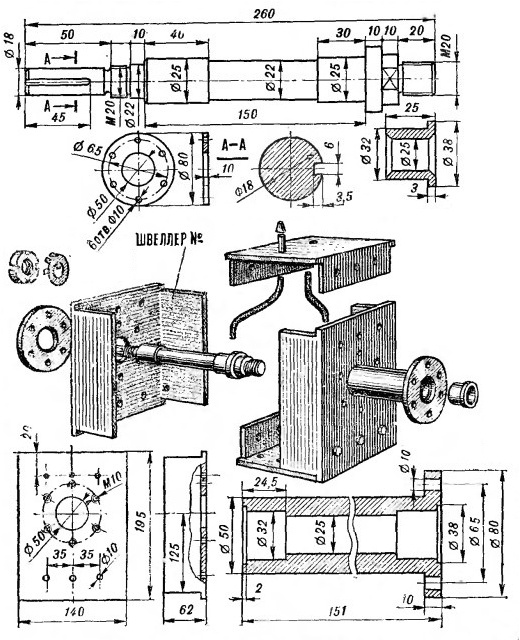
Передняя бабка монтируется сверху. На рисунке видны блок шкивов, трехкулачковый патрон и центральная втулка.
Шкивы можно легко снять и установить на шпиндель.
Сам шпиндель устанавливается внутри центральной втулки.
Между шпинделем и втулкой имеются радиальные подшипники. Они дают свободное вращение.
Центральная втулка крепится болтами к станине.
После установки подшипников монтируется шпиндель с трехкулачковым патроном. Внутри шпинделя проточено отверстие Ø 35 мм. При необходимости заготовки меньшего диаметра могут проходить сквозь него.
Станок готов. Привод осуществляется через клиновые ремни от электродвигателя, установленного в стороне.
Видео: токарный мини станок своими руками.
Что понадобится для изготовления
Идеальным вариантом при изготовлении самодельного токарного станка было бы использование отдельных комплектующих от списанного оборудования. Если такой возможности нет, то придётся изготовить узлы и детали самостоятельно.
Вместо литой станины применяют раму, сваренную из стальных профильных труб и уголков. Само собой подразумевается, что деревянный каркас в этом случае является неприемлемым вариантом. Металлический профиль сможет обеспечить требуемую жёсткость и устойчивость конструкции. Кроме того, с помощью ровных квадратных и прямоугольных труб совсем несложно придерживаться строгой геометрии каркаса. Неровная рама не даст возможности правильно зафиксировать центры, что в дальнейшем скажется на качестве проводимых работ.
Маломощный асинхронный двигатель — отличный силовой агрегат для самодельной конструкции
Для привода понадобится силовой агрегат. Лучше всего использовать низкооборотный электрический двигатель асинхронного типа. В отличие от коллекторных агрегатов «асинхронники» практически не подвержены риску поломки при резком снижении оборотов.
Кроме того, придётся подобрать приводной ремень (или несколько ремней различной длины). Не забудьте и о крепёжных элементах, которыми отдельные узлы будут крепиться к корпусу. Для самодельного токарного станка подойдут гайки и болты с диаметром 8 и 10 мм с обычной метрической резьбой.
В качестве салазок используют детали, выточенные из стального прутка с последующей закалкой, но лучшим вариантом будут направляющие, изготовленные из амортизационных стоек или длинных валов промышленных механизмов. Они имеют отличную геометрию, а их поверхность подвергается упрочнению в заводских условиях.
Заднюю бабку, как и шпиндель, лучше всего использовать от списанного заводского оборудования
Заднюю бабку также можно сделать из профильных труб и толстого металлического листа, а вот пиноль изготавливают из калёного заострённого болта, нескольких гаек с такой же резьбой и штурвала, изготовленного из шкива от сельхозтехники. Использование самодельной пиноли потребует каждый раз при креплении детали смазывать соприкасающиеся поверхности литолом или солидолом. Подобная процедура не понадобится с вращающимся центром заводского изготовления, поэтому если есть возможность, то эту деталь лучше купить.
Продольный и поперечный винты подачи также можно выточить на токарном станке или использовать длинный пруток с нарезанной резьбой, который можно купить в строительных гипермаркетах.
Для узлов вращения понадобятся установленные в корпус подшипники качения, а регулировать обороты позволят шкивы различного диаметра, насаженные на приводной вал. Эти детали можно купить или заказать у знакомого токаря.
Изготовление суппорта потребует запастись стальной пластиной, толщиной не менее 8мм. Её же можно использовать и для резцедержателя.
Ещё одним узлом, который невозможно изготовить в кустарных условиях, является шпиндель. Его придётся купить. Крепление шпинделя требует изготовления вала, на котором будут смонтированы ведомые шкивы. Прочность этой детали должна быть безупречной, поэтому лучше всего использовать детали от списанных заводских механизмов.
Кроме токарного станка, в процессе работы понадобятся такие инструменты и оборудование:
- сварочный аппарат;
- болгарка;
- шлифовально-наждачный станок;
- электрическая дрель и набор свёрл по металлу;
- метчики и плашки для нарезки резьбы;
- набор гаечных ключей;
- штангенциркуль, металлическая линейка;
- маркер.
Весь этот инструмент и материалы позволят изготовить полноценный токарный станок настольного типа. Если же достать какие-то детали не удалось, не отчаивайтесь — на время их можно заменить чем-то другим. Так, патрон от электродрели вполне используется вместо шпинделя, если требуется обрабатывать заготовки небольшого размера.
Сварка профильных труб своими руками
Профильные детали дают возможность производить надежные конструкции разного назначения. Методом сварки профильных труб своими руками создаются лестницы, ворота. Все, что понадобится это сварочный аппарат, а также минимальные навыки строителя. Толщина стенок варьируется в разных пределах: особых навыков требует сварка тонкостенных изделий здесь следует в точности разобраться с методиками и особенностями.
При сварке тонкостенных элементов учитывайте следующие факторы: сваривание осуществляется током от 10 до 60 А; диаметр электродов составляет 0,5-2 мм; соединение исполняется в один проход; качество шва напрямую зависит от скорости сваривания не допускать остывания рабочих кромок.
Изделия любой толщины подвержены деформации при сваривании в большей мере, чем круглые помните об этом при работах. В раскаленном состоянии металл способен заполнять пустые пространства: если важна пустотелость элементов, следите, чтобы внутри не оставалось капель металла.
Инструкции по свариванию
Существует несколько сварочных технологий. Выбор обосновывается обстоятельствами и особенностями изготавливаемого сооружения:ручная, газовая, автоматическая или полуавтоматическая, электродуговая, контактная/стыковая, порошковая. Рассмотрим 3 наиболее популярных способа.
Ручной дуговой способ
Здесь понадобится сварочный аппарата инвертер, трансформатор, электроды, приспособления для сварки профильных труб, центраторы-струбцины (оптимальное решение для домашних мастеров), магнитные угольники для соединения под нужным углом. Для работ понадобится наждачная бумага для зачистки изделий, защитные средства маски, перчатки.
Метод хорош для сортамента разного сечения. Предварительной подготовки требуют изделия со стенками более 4 мм толщиной. Зачистите и обезжирьте торцы перед свариванием
Перед работами обратите внимание на выбор электрода: элементы с сечением меньше 4 мм варят стержнями с диаметром 2-3 мм, и силой тока 50-60 А. Тонкостенные элементы свариваются с минимальными зазорами и без кромок.
Газовый метод
Суть заключается в разогреве кромок газокислородным пламенем, что приводит к зазору между частями конструкции. В качестве газа здесь применяется ацетилен, кислород. Способ уступает по функционалу и качеству классическому ручному методу, но для тонкостенных элементов подходит хорошо. Помимо газа здесь потребуется специальная проволока, близкая по составу к основному стройматериалу. Последовательность действий будет такой:
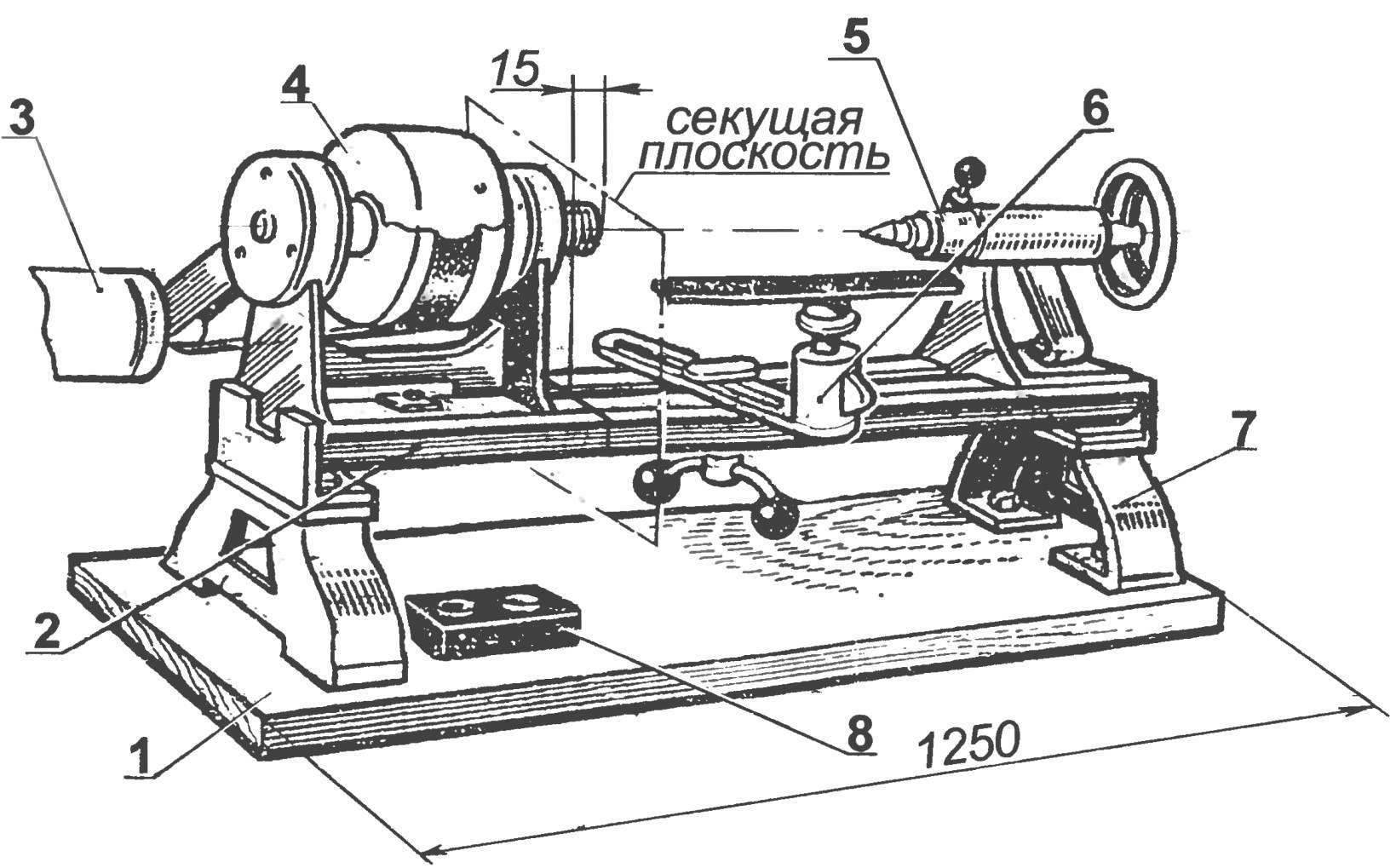
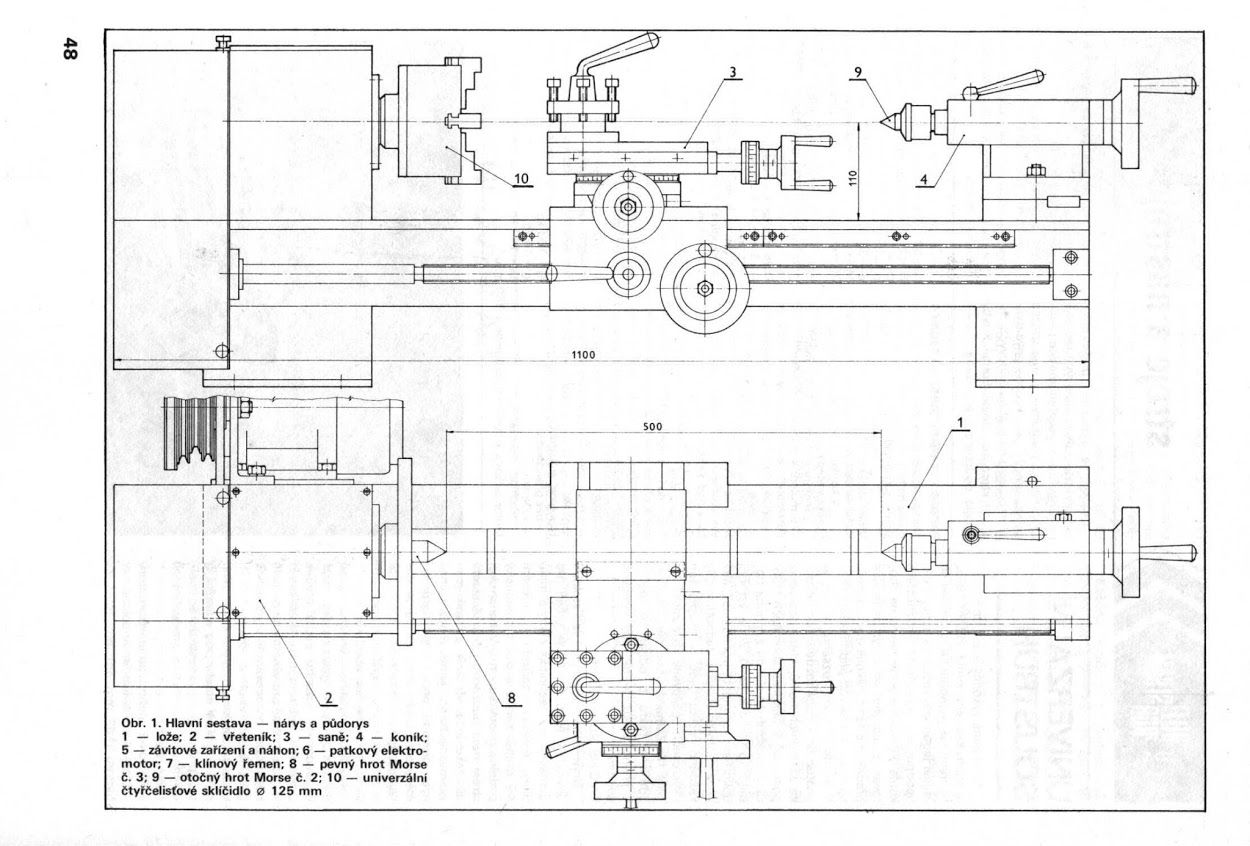
Конструктивные особенности
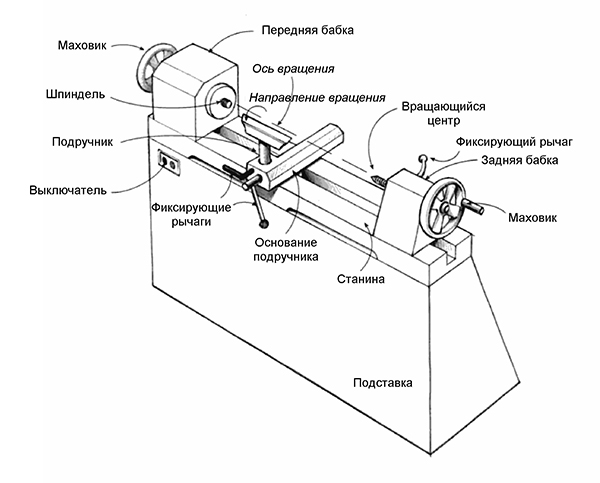
Для того чтобы создать токарный станок следует знать из чего он состоит. Он состоит из следующих частей:
- рама;
- задняя и передняя бабка;
- электропривод;
- суппорт с держателем для резца;
- двигатель.
Кроме этого конструкция может включать и другие элементы, в зависимости от предназначения токарного станка по металлу.
Рама
Основным предназначением рамы – жестко связывать между собой все элементы. Сделать ее можно своими руками. При этом учитывают следующие нюансы:
- Размеры детали.
- Мощность установленного привода.
- То как расположены составляющие токарного станка по металлу: практически все чертежи токарного станка по металлу схожи, но все же имеют отличия.
Как правило, основание изготавливают из стали, элементы станины связывают между собой сваркой и резьбовым соединением.
Сделать станину можно из стальных уголков или профиля. Своими руками сделать станину для токарного станка довольно просто, главное учитывать правильность, выдерживать параллельность и перпендикулярность.
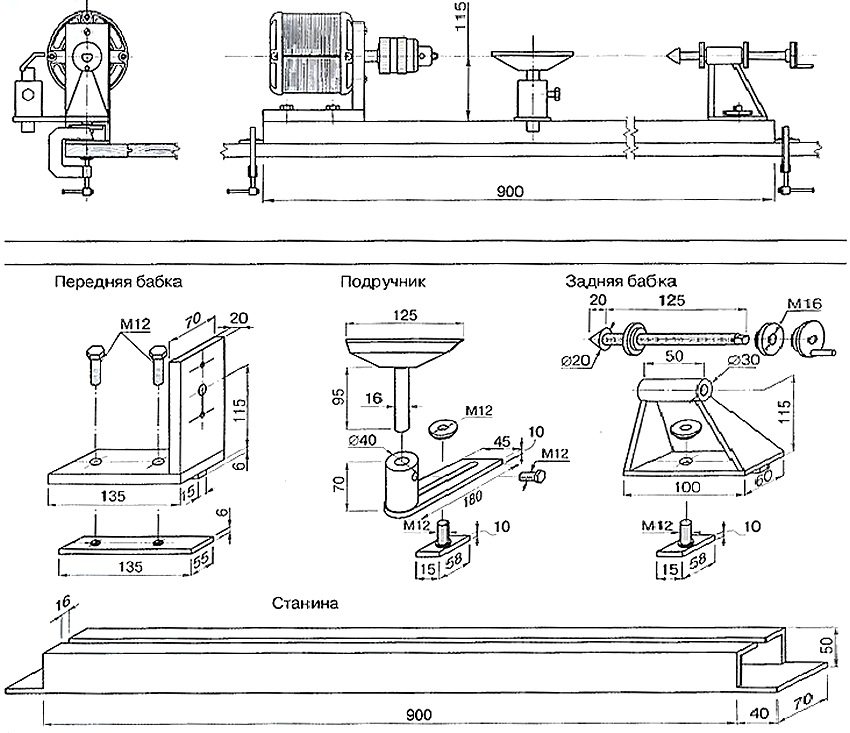
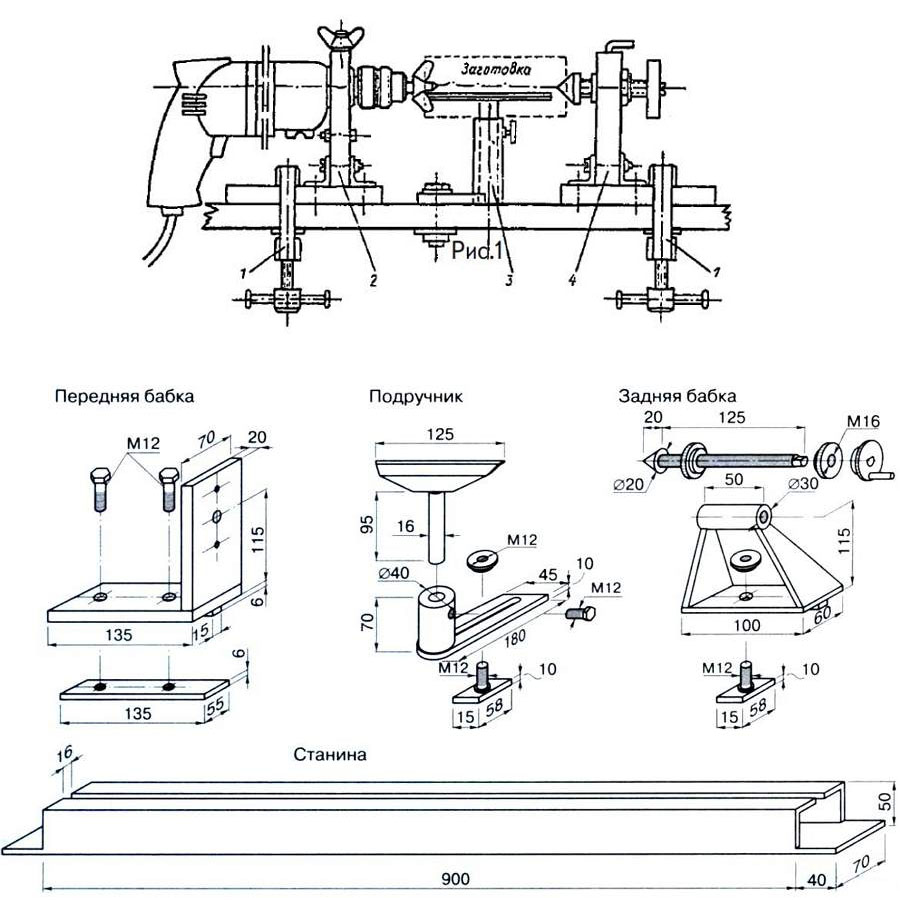
Передняя бабка
Основным составляющими конструкции можно назвать переднюю бабку, которую также можно сделать самому. Ее основными особенностями является:
- через нее происходит связь ведущего центра и электродвигателя;
- промышленный вариант имеет переднюю часть, которая состоит из коробки скоростей и подач самому сделать подобную конструкцию, которая позволит регулировать скорость вращения шпинделя и силу подачи, довольно сложно.
При создании подобной конструкции своими руками зачастую выходной вал жестко соединен с патроном, в котором крепится заготовка. Изготовление более сложной конструкции требует определенных расчетов. Единственным простым решением, которое позволяет регулировать скорость вращения шпинделя, можно назвать использование ременной передачи и различных по диаметру шкивов. Она имеет корпус для защиты мастера и окружающих от движущихся элементов. Токарный станок должен иметь мощность привода более 800 Вт.
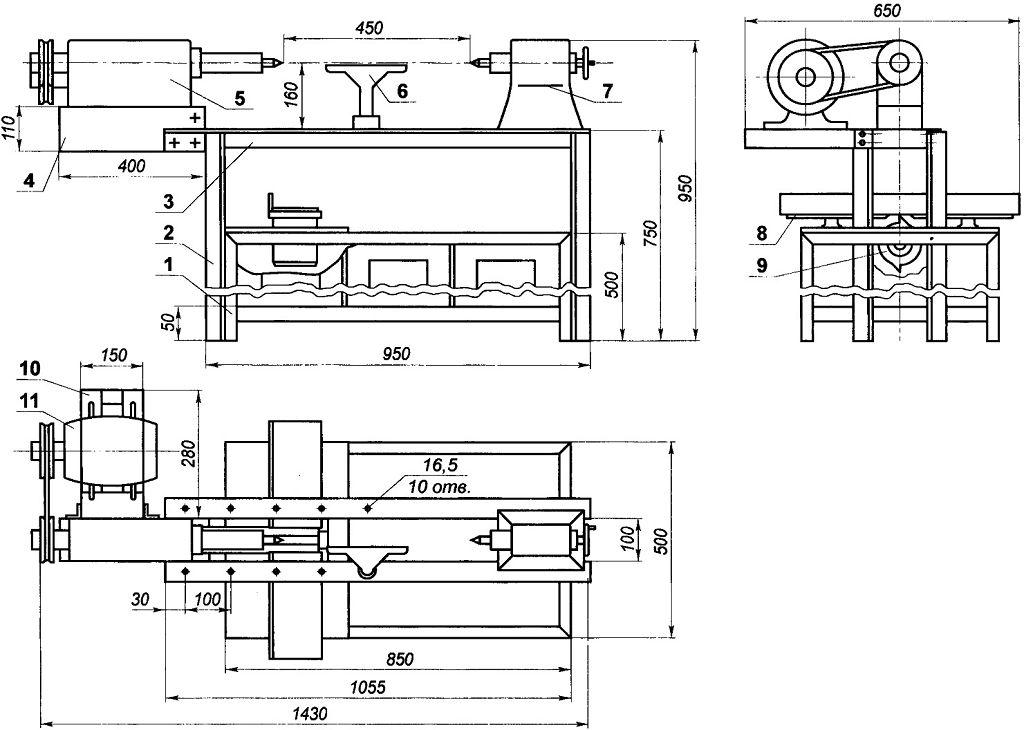
Электродвигатель
В движение шпиндель и другие элементы приводит установленный двигатель. Своими руками создать электродвигатель достаточно сложно, поэтому его придется приобрести. При его покупке следует учесть:
- может использоваться даже 200-ваттный вариант;
- при выборе стоит помнить о том, что слабый двигатель может перегреться от сильной нагрузки;
- если двигатель установлен без ременной передачи, то при продолжительной остановке электродвигатель выйдет из строя.
Мини или настольный вариант подобного оборудования может быть без передачи. Это связано с тем, что токарный настольный вариант исполнения не предназначен для обработки больших деталей. Настольный токарный станок своими руками по металлу создается с учетом того, что вдоль направления вала электродвигателя также присутствует усилие. При условии длительной обработки происходит разрушение подшипников.
Создавая мини вариант своими руками не рекомендуется использовать коллекторный электродвигатель. Это связано с тем, что при падении нагрузки значительно повышается количество оборотов. Создаваемая центробежная сила даже при использовании мини кулачкового патрона может привести к вылету заготовки.
Задняя бабка и резцедержатель
Часто в конструкцию включают блок для крепления заготовки со второго конца, который используется для лучшей фиксации. Сделать ее можно самостоятельно с учетом следующих нюансов:
- она должна быть расположена параллельно длинной стороне станины;
- для того чтобы можно было обрабатывать как мини и так и большие заготовки она должна передвигаться вдоль станины.
Однако ее может и не быть. Все зависит от того, будет ли обрабатываться мини или большая заготовка.
Резцедержатель сделать самому можно. При рассмотрении данного устройства стоит помнить, что резец должен крепиться крепко и устанавливаться под различным углом к обрабатывающей поверхности.
Пошаговая инструкция создания токарного станка
Логично, что подать универсальную инструкцию для создания токарного станка по металлу невозможно. Ведь каждый мастер сам определяет его размеры и особенности, выходя из своих потребностей и возможностей. Поэтому основной вопрос заключается в принципах и последовательности действий. Их мы и рассмотрим поэтапно.
1.Сооружение рамы
Изготовление цельной станины из чугуна дома невозможно. Поэтому для этих целей возьмите швеллера или профильные трубы из стали. Необходимо разрезать их в соответствии с указанными размерами.
Используя чертеж, нужно сварить их вместе, формируя раму. Не забывайте следить за тем, чтобы прямые углы были прямыми. Сделать это легко с помощью угольника, которым измеряйте ровность во время каждого стыка.
Место для работы лучше выбирать на цельной и ровной горизонтальной плите, которая обеспечит максимально ровную поверхность для строительных работ и минимизирует возможность перекосов.
2. Используя токарный станок, нужно выточить боковые стойки станины.
 Боковые стойки
Боковые стойки
3. Собрать стойки вместе с направляющими.
На данном этапе также монтируются дистанционные втулки, которые находятся между боковыми элементами опоры.
4. Установить на направляющих втулки, которые крепят заднюю бабку.
Здесь же монтируется и резцедержатель. Они могут быть разной или одинаковой длины. В первом случае длинный компонент выполнит направляющие функции, а короткий будет поддерживать движущиеся узлы. Такая комбинация сделает рабочий ход заднего центра большим.
 Втулки
Втулки
5. Изготовить площадки, которые необходимы для прикрепления пиноли и суппорта.
Делают их из листа стали, толщина которого 0.8-1 см. После этого их прикрепляют к втулкам (удерживающие и направляющие). Для соединения берите болты на 6 мм в диаметре. Проделывая отверстия для них, точно проводите разметку, ведь в противном случае у вас получится перекос или заклинивание движущихся элементов оборудования.
 Создание площадок
Создание площадок
6. Монтаж ходового винта.
Есть два варианта: изготовить данную деталь на станке или взять необходимую часть от обычного стульчика, который может менять высоту. При этом обязательно нужно поставить бронзовые или латунные антифрикционные втулки в боковых стойках. На ходовой винт монтируются штурвал с нониусом.
 Винт главной подачи
Винт главной подачи
7. Сборка станинной части заканчивается тем, что монтируется место, где крепится передняя бабка.
8. Следующим шагом является сбор передней бабки. Возьмите:
- основу подшипника;
- шариковые подшипники – 2 шт.;
- основной вал и шкивы;
- шпиндель.
 Передняя бабка
Передняя бабка
9. Приступайте к сбору задней бабки. Здесь необходимо использовать:
- винт большой длины;
- втулки, которые имеют резьбу внутри;
- профиль из металла;
- рукоятку.
10. Производить контроль или регулировку соответствия осей центров.
11. Сбор суппорта.
Принцип работы на данном этапе схожий со сбором рамы. Необходимо на направляющие прикрепить втулки, установить нониус с винтом и малый штурвал.
 Сбор суппорта и резцедержатель
Сбор суппорта и резцедержатель
12. Создание резцедержателя происходит из таких материалов:
- болты с диаметром 0.8 см;
- пластина из металла большой толщины.
Затем нужно ее монтировать на суппорт.
13. Используя сварку, сформируйте подрамник, где будет размещаться двигатель.
В качестве основы можно взять уголки или же трубы из профиля
Обратите внимание, что данный элемент станка будет поднимать или опускать двигатель. Это необходимо для избегания проблем при перебрасывании ремня на шкивах
Это необходимо во время перехода шпинделя с одной скорости на другую.
14. Установка и подключение электрического двигателя.
Произведя эту операцию, можно делать пробное включение.
 Монтаж двигателя
Монтаж двигателя
Если все работает отлично, то остается покрасить своими руками токарный станок по металлу (включая все узлы). Это убережет станок от влияния времени, коррозийных процессов и сделает его более эстетически привлекательным. Ваше детище готово к работе!
Если же остались какие-либо вопросы, стоит посмотреть тематическое видео
Видео: токарный станок по металлу
Станок усиления профильной трубы
Под усилением подразумевают формирование рёбер на углах квадратного или прямоугольного профиля в процессе прокатки на вальцах специальной формы.
Трубы с усиленным профилем характеризуются высокой прочностью на изгиб, применяются для создания изогнутых конструкций любой степени сложности.
Усиление профиля осуществляется на специализированном оборудовании.
Область применения
Для получения нужной конфигурации профильные трубы последовательно обрабатываются на станках для усиления профиля, кузнечном блоке и на трубогибе.
Трубогиб позволяет согнуть профильные трубы по продольному сечению по заданному радиусу. Такие изделия применяются при монтаже навесов, беседок, козырьков.
Усиление – необходимый этап подготовки профильной трубы к изготовлению завитка методом холодной ковки. Кузнечный блок позволяет создать декоративные элементы из труб с квадратным или прямоугольным сечением, изогнутых самым причудливым образом. Полученные изделия отличаются объёмностью, лёгкостью, низкой ценой.
Конструкция
Станок для усиления профиля по принципу работы и по конструкции во многом напоминает обычный прокатный станок.
Кроме станины и привода движения, основными узлами станка для усиления профильной трубы являются:
- Нижний (опорный) вал – 1 шт. Является ведущими, с его помощью трубы перемещаются.
- Верхний вал – прижимной. Осуществляет деформацию профиля – прижимает трубу к нижнему валу.
Подающий и приёмный валы надёжно крепятся на массивное основание (корпус), оно должно обеспечивать устойчивость установки во время работы. Механизм подачи обеспечивает вращение валов вокруг своей оси.
Технология процесса
Процесс усиления на простейшем станке выполняется последовательно, с двумя установками труб:
- 1-ый шаг – установка трубы на вальцы.
- 2-ой шаг – прокат первых 2-х симметричных сторон.
- 3-ий шаг — переустановка трубы (поворот на 90).
- 4-ой этап — прокат вторых 2-х симметричных сторон профиля.
 Станок для усиления профиля
Станок для усиления профиля
Усиление профиля выполняется на станке холодной ковки, оборудованном роликами для сдавливания профильной трубы перед гибкой в завиток.
 Профильная труба
Профильная труба
Процесс вальцовки зависит от толщины стенок профильных труб и марки материала, из которого они изготовлены
Приводной механизм
По принципу работы существуют разные виды проводных механизмов:
- ручной;
- электрический;
- гидравлический.
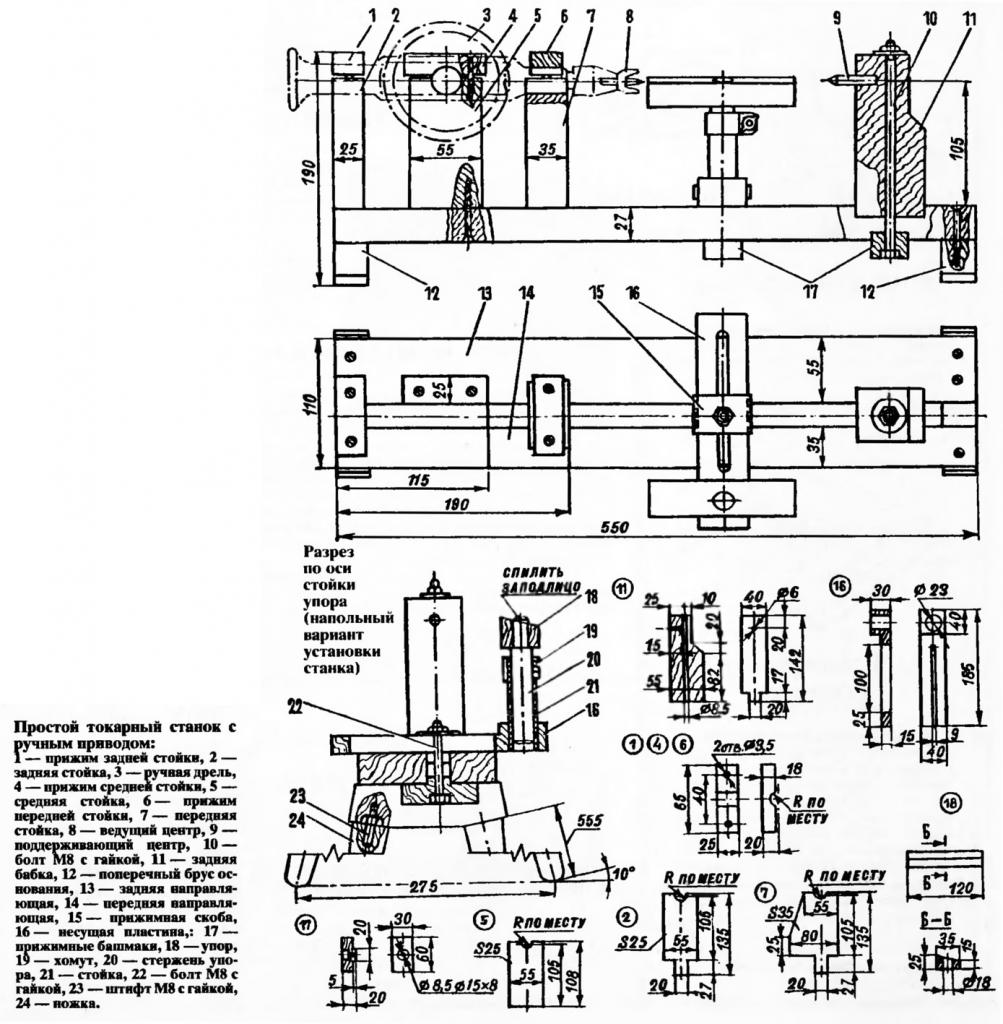
Станок с ручным приводом отличается простой конструкцией, компактностью, рассчитан на небольшие объёмы работ. Работать на нём сможет только физически развитый человек. Деформировать металл придётся при помощи мышечной силы.
Станок с электроприводом для усиления профильной трубы так же занимает не много места. Работает он от электродвигателя, производительность – высокая.
Оборудование с гидроприводом слишком громоздкое. Позволяет прокатать профильную продукцию с максимальными размерами. Предназначено для больших объёмов работ.
Функциональность
Повышенным интересом пользуются многофункциональные модули стационарного типа, которые оснащены:
- вальцами для усиления профильной трубы;
- вальцами для раскатывания концов заготовок в виде художественных элементов ;
- кузнечным блоком для холодной ковки.
Все операции выполняются без переналадки оборудовния и смены инструмента. Модули позволяют изготовить различные декоративные кованные элементы разного размера и требуемой формы.
Примером многоцелевой установки является блок усиления с прокаткой гусиных лапок (ПГЛ), выпускающийся серийно, приспособленный для нескольких операций:
- усиление по типу «гусиные лапки» (обжимка, сдавливание);
- раскатывание концов заготовки.
После такой обработки труба полностью готова для изготовления декоративного завитка на кузнечном блоке.
Старые советские модели станков по дереву и металлу
Советское оборудование все еще эксплуатируется на производстве. Некоторые принципиально предпочитают оборудовать домашние мастерские агрегатами из СССР.
Важно!
На советское оборудование иногда проблемно найти оснастку или комплектующие в случае поломки.
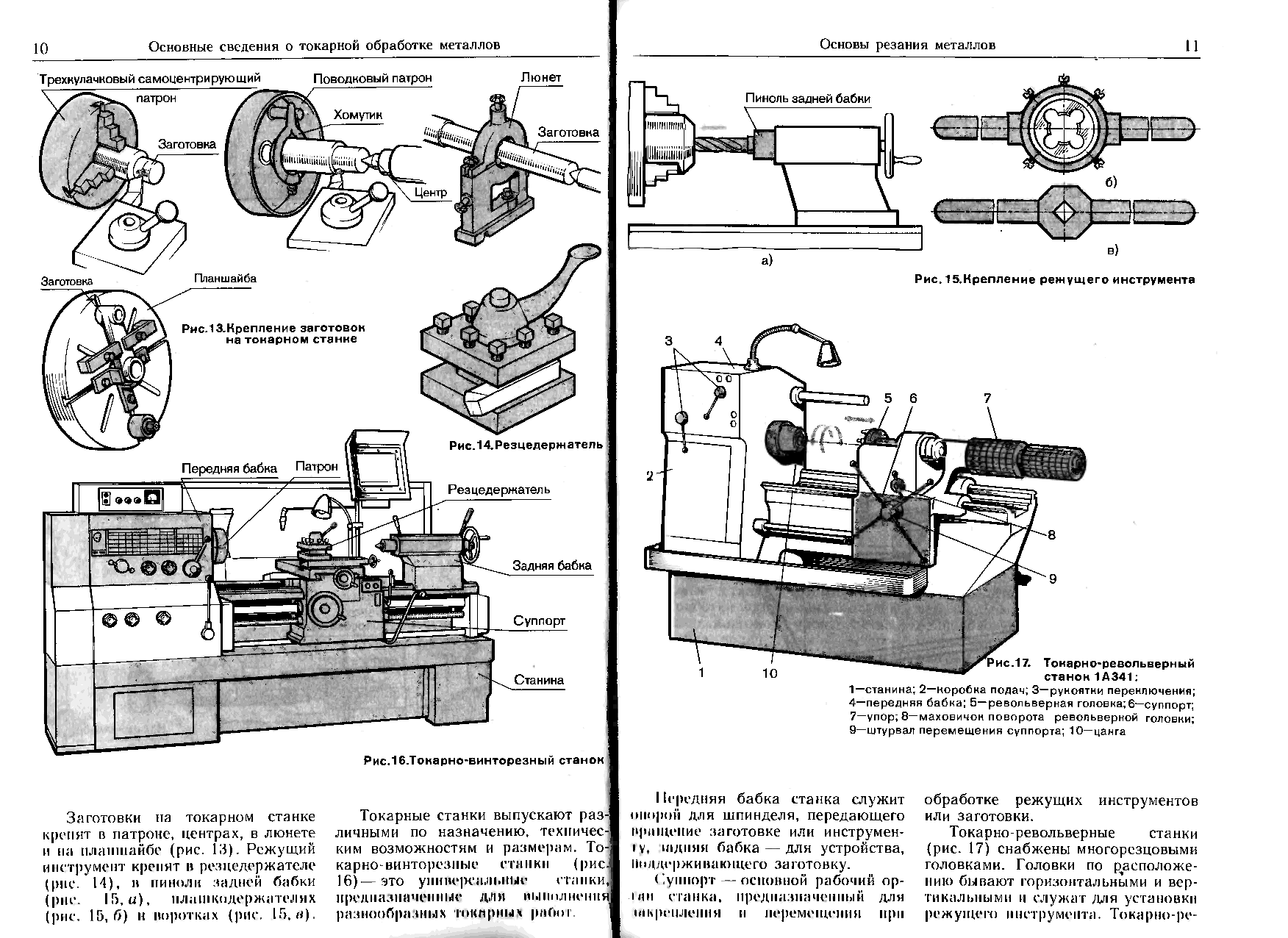
Токарно-винторезный станок ИТ-1М
Станок облегченного типа предназначался для наработки практики в мастерских. Позволяет обрабатывать цилиндрические заготовки снаружи, сверлить и растачивать, нарезать резьбу. В настоящее время снят с производства.
Токарно-винторезный станок ТВ-6
Появился на рынке в 80-х годах. Применяется в основном для обучения будущих токарей в мастерских и учебных центрах. Позволяет выполнять базовые операции.
Характеристики:
- Диаметр шпинделя — 12 мм.
- Частота вращения шпинделя — 130-170 об./мин.
- Расстояние между центрами — 350 мм.
- Максимальная длина обработки — 300 мм.
Токарные станки Универсал 2 и Универсал 3
Настольные станки для изготовления мелких деталей. Возможно выполнение большинства токарных работ. Максимальный диаметр и длина заготовки — 12,5 см и 18 см.
Токарный станок ТШ-3
Выполняет функцию точильного и шлифовального агрегата. Пригоден к эксплуатации в домашней мастерской и промышленных целях. Кроме классических токарных работ, агрегат пригоден для финишной шлифовки изделий и заточки режущих, а также слесарных инструментов.
1Е61М, 1Е61ПМ, 1Е61ВМ токарно-винторезные станки
Относятся к специальным станкам, обеспечивающим более высокую точность обработки. Все три модификации относятся к токарно-винторезной группе с высотой над центрами 175 мм.
Диаметр обрабатываемого прутка не превышает 32 мм. Максимальное расстояние перемещения суппорта составляет 200 мм.
Токарно-винторезный станок 1М63Н
Многофункциональный агрегат, предназначенный для выполнения всех типов токарных операций. Данная модель позволяет также работать с коническими поверхностями и нарезать многозаходные резьбы.
Буква Н в маркировке говорит о способности получить размеры нормальной точности. Возможна установка дополнительной оснастки при работе с крупногабаритными заготовками.
Токарно-револьверный станок 1341
Станок револьверной группы позволяет выполнять обработку с использованием нескольких инструментов одновременно. Доступные операции:
- Обработка наружных и внутренних поверхностей.
- Нарезка резьбы.
- Сверловка, зенкование, развертывание.
- Работа с фасонными поверхностями.
Обработка выполняется в автоматическом и полуавтоматическом режиме. Возможно изготовление деталей из прутка и штучных заготовок.
Токарно-винторезный станок 1Н65
Усовершенствованная модификация агрегата 1М65. Возможна обработка цилиндрических и конических деталей, а также сложных фасонных поверхностей.
Технические характеристики:
- Высота центра над станиной и суппортом — 500 и 325 мм.
- Диаметр шпинделя — 128 мм.
- Максимальный вес заготовки — 5 т.
- Максимальный диаметр заготовки в кулачках — 870 мм.
Токарно-винторезный станок 1М63
Разработан в 50-х годах для обработки заготовок из разного металла. По тем временам это был агрегат с уникальными характеристиками, и его закупали крупные промышленные предприятия. Он обеспечивал высокое качество и точность обработки при точении изделий любой сложности.
Станок токарно-винторезный 1А616
Агрегат выпущен в 50-х годах прошлого века. В ту эпоху технические характеристики были одними из лучших. На многих предприятиях станок успешно используется по сей день.
Оборудование предназначено для широкого спектра работ с небольшими заготовками. Буква А говорит про особо высокую точность обработки. Возможно нарезание модульной, дюймовой, питчевой резьбы без перестройки кинематики.
Токарный школьный станок ТВ-4
Разрабатывался для обучения токарному делу в школьных мастерских и учебных центрах. Универсальный станок, пригодный для выполнения базовых токарных операций. Имеет небольшой вес и габариты, из-за чего пользуется популярностью в домашних мастерских.
Токарный станок по металлу Школьник ТВ-7
Станок с ручным управлением, предназначен для обработки заготовок 100-300 мм. Поддерживает четыре скоростных режима. Позволяет выполнять базовые операции — наружное точение, расточка, нарезка метрической резьбы, обработка торца, сверление отверстий. Назначение — практическое обучение будущих токарей.
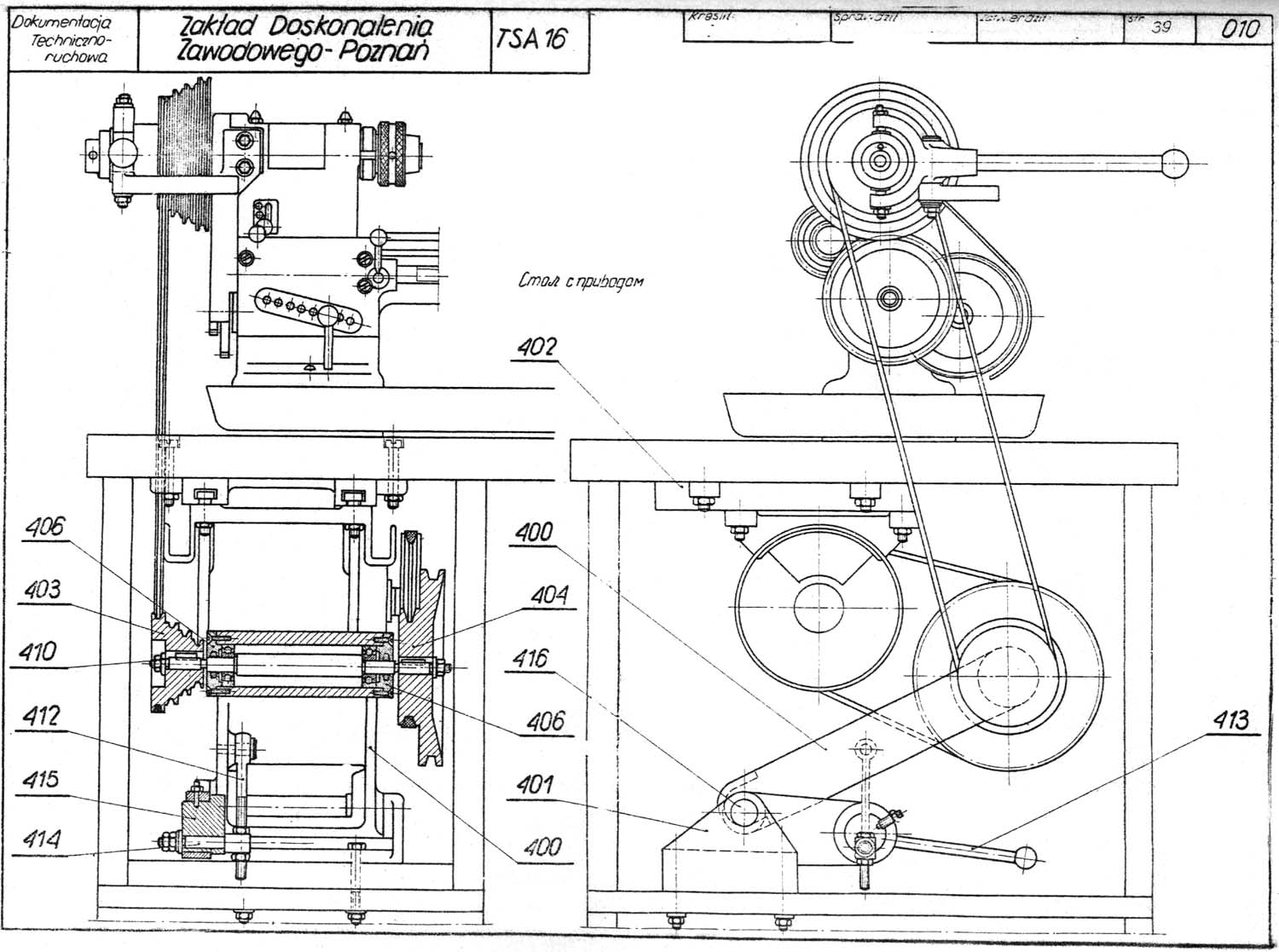
Настольный токарный станок по металлу ТВ-16
Станок с малыми габаритами для выполнения операций средней сложности. Доступно сверление отверстий, нарезка резьбы, наружное точение, расточка.
Параметры:
- Расстояние между центрами — 250 мм.
- Максимальный диаметр заготовки над станиной — 160 мм.
- Диаметр отверстия шпинделя — 18 мм.
- Мощность — 0,4-0,5 кВт.
Как самостоятельно сделать устройство?
В домашних условиях возможно сделать простейшие патроны, поскольку высокое точные детали, получаемые на промышленном производстве, могут не получиться. Настоящему мастеру произвести патрон как для станка по дереву, так и для станка по металлу не составит труда.
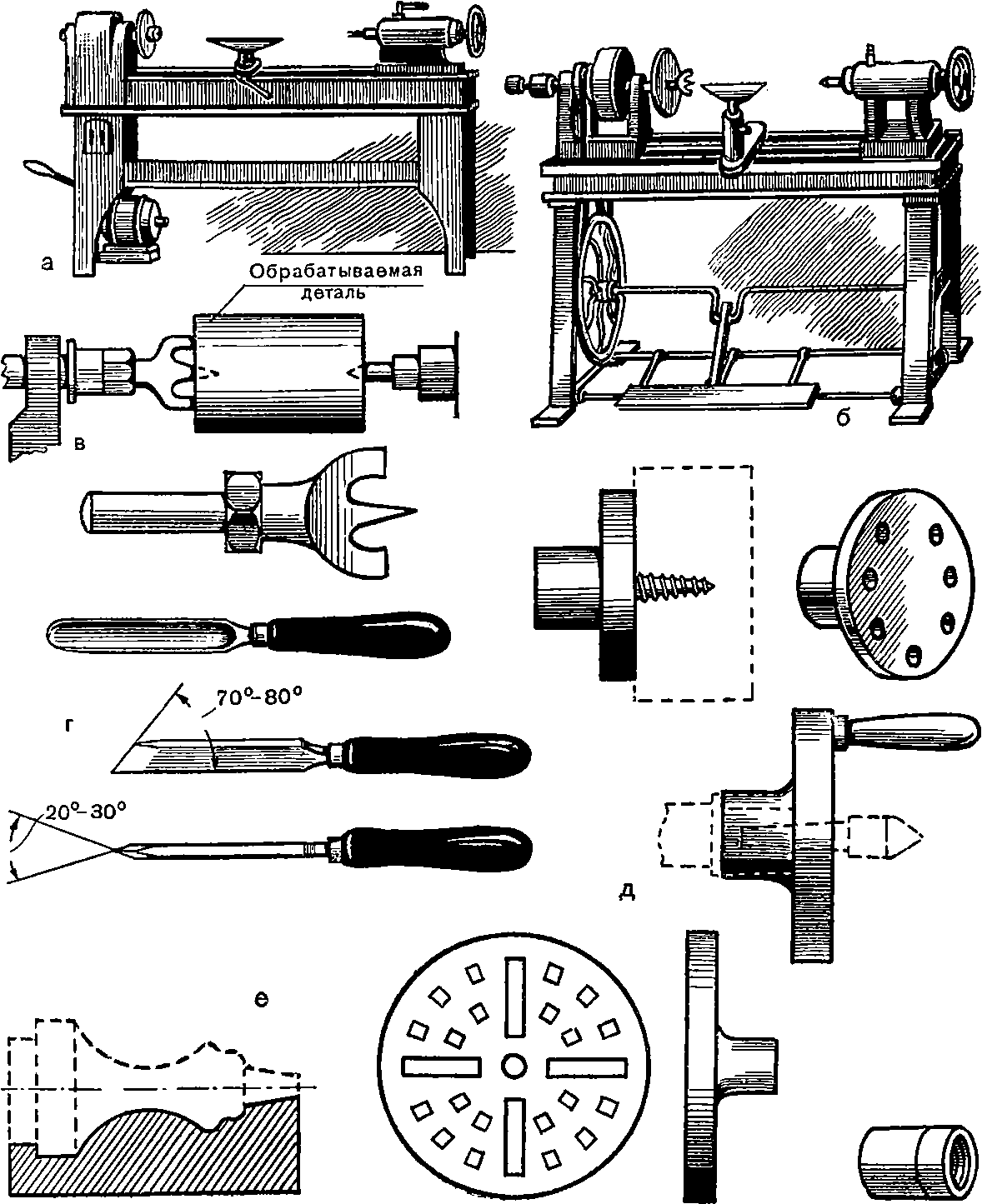
По дереву
Алгоритм изготовления патрона для станка по дереву:
- выточить корпус будущего патрона на станке;
- затем оставить корпус в шпинделе токарного станка;
- вставить заготовку от эластичной втулки и через пятачок закрепить ее накидной гайкой;
- в упорную бабку оборудования вставить сверло с диаметром 1 мм и рассверлить зажатую втулку.
Так можно сделать про запас несколько втулок.
Самодельный патрон по металлу
На патрон станка по металлу воздействуют не только поперечные, но и продольные нагрузки. Патрон изготавливается из металлической трубы и крепится 4-мя болтами. Эти болты, входят в приваренные гайки.
Наиболее распространенными являются трехкулачковые патроны. Это массивная планшайба с радиальными пазами.
Опора для инструмента: подручник
Подручник – столик, на который опирается инструмент во время работы. В принципе, он может иметь любую конфигурацию, выбирать мастеру, основной критерий – удобство. Одним из лучших вариантов подручника является трапециевидный поворотный столик из толстой стали, закрепленный на платформе, позволяющей перемещать его во всех направлениях. Он позволит обрабатывать любые заготовки, изготавливать изделия различного размера и формы.

Самый же простой подручник для токарных работ – угольник, приваренный к основанию. Высота его верхней кромки должна соответствовать уровню оси бабок.
Что такое прокатка
Для возведения строений и конструкций из металлопрофиля нередко требуется труба изогнутой формы. Металлические дуги используются для изготовления навесов, козырьков, беседок, теплиц и других надворных построек и малых архитектурных форм. Из гнутых профтруб малого сечения создают элементы дизайна интерьеров и экстерьеров: ограды, ворота, стойки лестничных перил, полки, подсвечники и многое другое.
При этом придать профтрубе нужную форму без специального оборудования довольно сложно, а сделать несколько дуг одинаковой формы – почти невозможно. Тонкостенные изделия гнутся относительно легко, но при этом невозможно проконтролировать угол и радиус изгиба. К тому же в стенках при таком сгибании создаются очаги напряжения, а на внутренней стороне изгиба появляются складки, из-за чего готовое изделие имеет низкую прочность и малый срок эксплуатации.
Создать арку можно и при помощи сварки и болгарки – надрезать стенки, раздвинуть надрезы и, заполнив зазоры припоем, заварить. При наличии опыта подобных работ, небольшое количество арок изготовить возможно, но для масштабных манипуляций и создания изгибов более сложных форм этот метод не подходит – слишком трудозатратен.

Создать красивые и прочные дуги, волны и даже спирали позволяет прокатка – технологическая процедура, при которой посредством механического воздействия постепенно меняется продольная форма трубы.
Сборка станка для усиления профильной трубы
После того как изготовили ролики и другие детали, можно приступать к сборке самодельного приспособления. Рассмотрим основные этапы работ, которые предстоит сделать.
Металлические пластины с обоймами для подшипников выступают в роли боковых стенок корпуса.
Вставляем в них валы (резьбовые шпильки М20) с посаженными на них шестернями и роликами для раскатки (усиления) профиля. Фиксируем гайками.

Перед тем как вставлять шпильки с роликами во вторую боковую стенку, надеваем на них эксцентрики, а к ним — привариваем гайки.

Валы с установленными эксцентриками

Снизу и сверху боковых стенок привариваем по две металлических полосы.

Чтобы зафиксировать блок прокатного станка в тисках, к нижней части боковых стенок необходимо приварить кусок металлического уголка или профильную трубу.

На последнем этапе останется только зачистить сварные швы и покрасить самоделку. Еще потребуется изготовить и установить ручку для вращения приводного вала.
Ознакомиться с пошаговым процессом сборки станка для холодной ковки можно в видеоролике ниже.



