Станок усиления профильной трубы
Под усилением подразумевают формирование рёбер на углах квадратного или прямоугольного профиля в процессе прокатки на вальцах специальной формы.
Трубы с усиленным профилем характеризуются высокой прочностью на изгиб, применяются для создания изогнутых конструкций любой степени сложности.
Усиление профиля осуществляется на специализированном оборудовании.
Область применения
Для получения нужной конфигурации профильные трубы последовательно обрабатываются на станках для усиления профиля, кузнечном блоке и на трубогибе.
Трубогиб позволяет согнуть профильные трубы по продольному сечению по заданному радиусу. Такие изделия применяются при монтаже навесов, беседок, козырьков.
Усиление – необходимый этап подготовки профильной трубы к изготовлению завитка методом холодной ковки. Кузнечный блок позволяет создать декоративные элементы из труб с квадратным или прямоугольным сечением, изогнутых самым причудливым образом. Полученные изделия отличаются объёмностью, лёгкостью, низкой ценой.
Конструкция
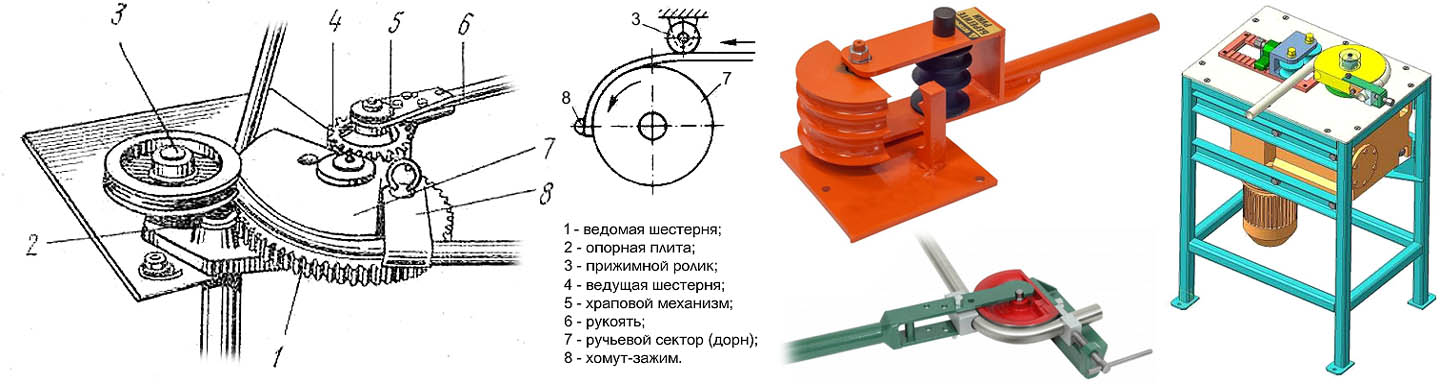
Станок для усиления профиля по принципу работы и по конструкции во многом напоминает обычный прокатный станок.
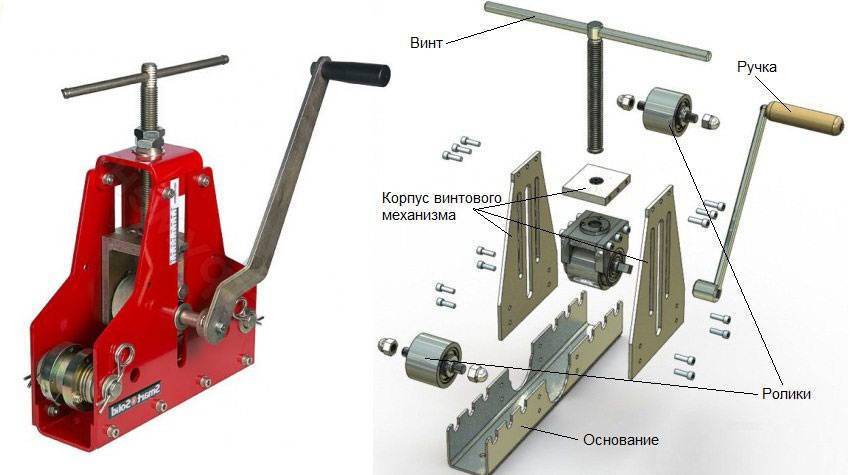
Кроме станины и привода движения, основными узлами станка для усиления профильной трубы являются:
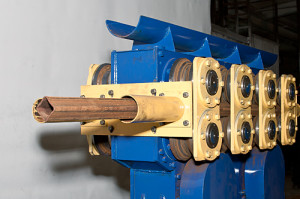
- Нижний (опорный) вал – 1 шт. Является ведущими, с его помощью трубы перемещаются.
- Верхний вал – прижимной. Осуществляет деформацию профиля – прижимает трубу к нижнему валу.
Подающий и приёмный валы надёжно крепятся на массивное основание (корпус), оно должно обеспечивать устойчивость установки во время работы. Механизм подачи обеспечивает вращение валов вокруг своей оси.
Технология процесса
Процесс усиления на простейшем станке выполняется последовательно, с двумя установками труб:
- 1-ый шаг – установка трубы на вальцы.
- 2-ой шаг – прокат первых 2-х симметричных сторон.
- 3-ий шаг — переустановка трубы (поворот на 900).
- 4-ой этап — прокат вторых 2-х симметричных сторон профиля.
Станок для усиления профиля Усиление профиля выполняется на станке холодной ковки, оборудованном роликами для сдавливания профильной трубы перед гибкой в завиток.
Профильная труба
Процесс вальцовки зависит от толщины стенок профильных труб и марки материала, из которого они изготовлены
Приводной механизм
По принципу работы существуют разные виды проводных механизмов:
- ручной;
- электрический;
- гидравлический.
Станок с ручным приводом отличается простой конструкцией, компактностью, рассчитан на небольшие объёмы работ. Работать на нём сможет только физически развитый человек. Деформировать металл придётся при помощи мышечной силы.
Станок с электроприводом для усиления профильной трубы так же занимает не много места. Работает он от электродвигателя, производительность – высокая.
Оборудование с гидроприводом слишком громоздкое. Позволяет прокатать профильную продукцию с максимальными размерами. Предназначено для больших объёмов работ.
Функциональность
Повышенным интересом пользуются многофункциональные модули стационарного типа, которые оснащены:
- вальцами для усиления профильной трубы;
- вальцами для раскатывания концов заготовок в виде художественных элементов ;
- кузнечным блоком для холодной ковки.
Все операции выполняются без переналадки оборудовния и смены инструмента. Модули позволяют изготовить различные декоративные кованные элементы разного размера и требуемой формы.
Примером многоцелевой установки является блок усиления с прокаткой гусиных лапок (ПГЛ), выпускающийся серийно, приспособленный для нескольких операций:
- усиление по типу «гусиные лапки» (обжимка, сдавливание);
- раскатывание концов заготовки.
После такой обработки труба полностью готова для изготовления декоративного завитка на кузнечном блоке.
2 Как работает прокатный станок для профильной трубы
Рассмотрим разные последовательности обработки заготовки до ее превращения в готовый профиль. Начнем литейно-прокатного процесса, когда сразу следом за машиной для непрерывного центробежного литья толстостенной заготовки устанавливают стан с валками, которые начинают формировать пустотелый цилиндр отливки по мере его поступления из кристаллизатора. Данная технология предусматривает использование высокой остаточной температуры изделия. Такие линии называются блюмингами, с них сходят заготовки для дальнейшей, более точной обкатки, предварительно разрезающиеся до нужных размеров механическими ножницами или пилами.
Непрерывный прокатный станок для производства профильной трубы бесшовного типа представляет собой линию из ряда агрегатов, в которую подается в качестве сырья слиток или стальной круг, размеры которого заранее внесены в чертежи. Путем использования поперечно-винтовых валков на прошивном стане в заготовке создают полость, в итоге получается промежуточный продукт – гильза. В ней формируется равномерный внутренний диаметр посредством насадки на калибровочную оправку с прерывно-периодической внешней обкаткой на фасонном стане.

Еще один способ изготовления труб – печное сваривание их из металлической ленты. Изначально скрученная в рулон, она разматывается при поступлении в производственную линию, приваривается к концу предыдущей, уже задействованной в техническом процессе и отправляется в стан через газовую печь. Там лента сворачивается в трубу, проходя 12 валков, каждая пара которых объединена с калибром. Когда кромки витков соединяются, металл, разогретый в печи до 1350 градусов, самостоятельно сваривается. Механические пилы делят готовое изделие на отрезки, которые калибруются и отправляются в очередной стан с вальцами, уминающими стенки до образования нужного профиля.
Наиболее простой вариант – холодный прокат из уже готовых труб круглого сечения. По сути, это отдельно задействованный последний этап описанного ранее технического процесса, с той лишь разницей, что в качестве сырья изначально закупаются готовые металлические трубы с кольцевой формой среза. Валки с соответствующей формой выемки устанавливаются рядами попарно, причем каждый ряд крутится в противоположном направлении. В целом такой агрегат занимает немного места, и самые маломощные модели могут быть установлены в домашней мастерской.
Трубогиб из металлолома за пару часов
Тот, кто когда-нибудь задумывался об изготовлении теплицы из поликарбоната, сначала задавался вопросом, как сделать дуги. В этом поможет моя статья.
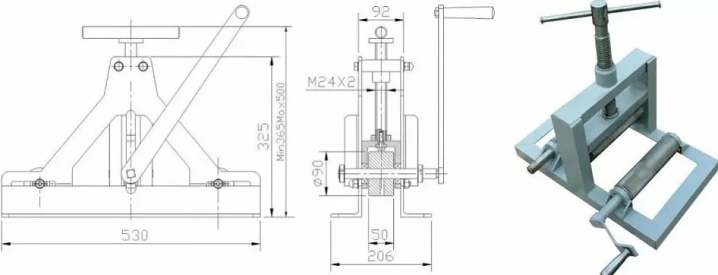
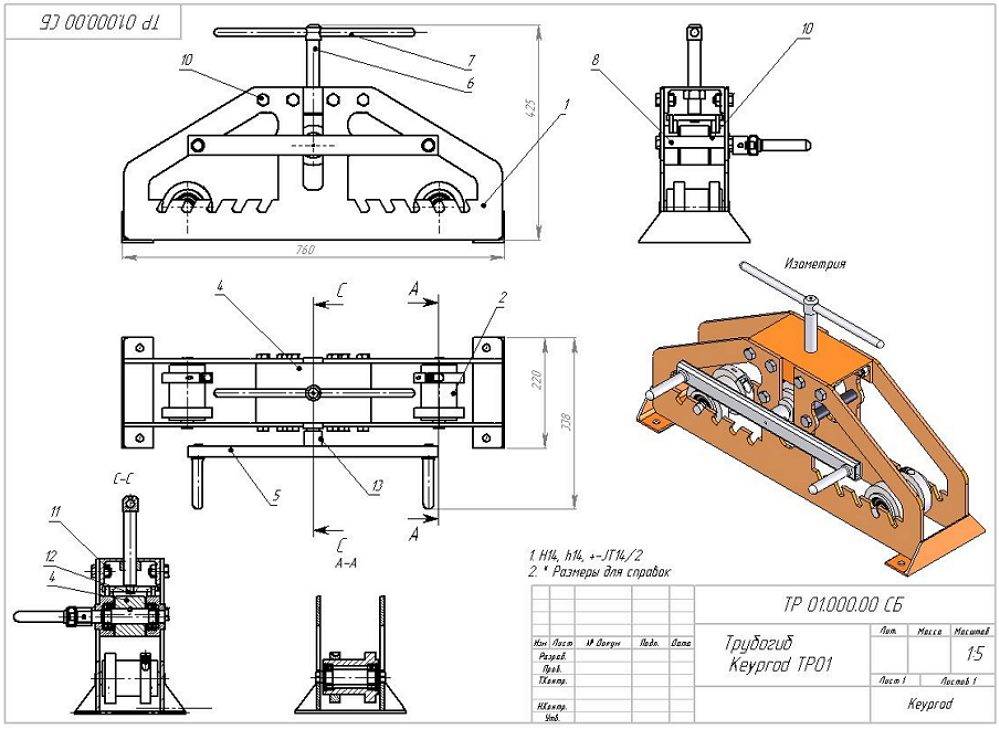
Здравствуйте, уважаемые читатели Дзен! В этой публикации речь пойдёт об изготовлении профелегибочного станка. Обычно они имеют такой вид:

картинка взята из свободного доступа на Яндекс.Картинки
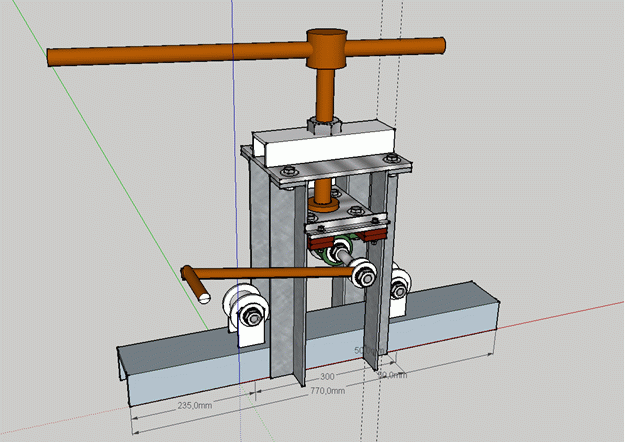
Но т.к. у нас всё авторское, мы пойдём другим путём и исполним несколько другую конструкцию. Кроме того, в ней одновременно можно будет изгибать до 4-х профилей.
Итак, делаем очень простой станок для изготовления дуг. Его, кстати, я использовал не только при изготовлении теплицы, но и для подготовки навесов различного профиля. Также при помощи моего трубогиба можно изогнуть швеллер и двутавр небольшого сечения (до № 12).
Конечно, готовые дуги можно найти в продаже (как и готовую теплицу), но мне, например, гораздо приятнее и дешевле всё сделать своими руками.
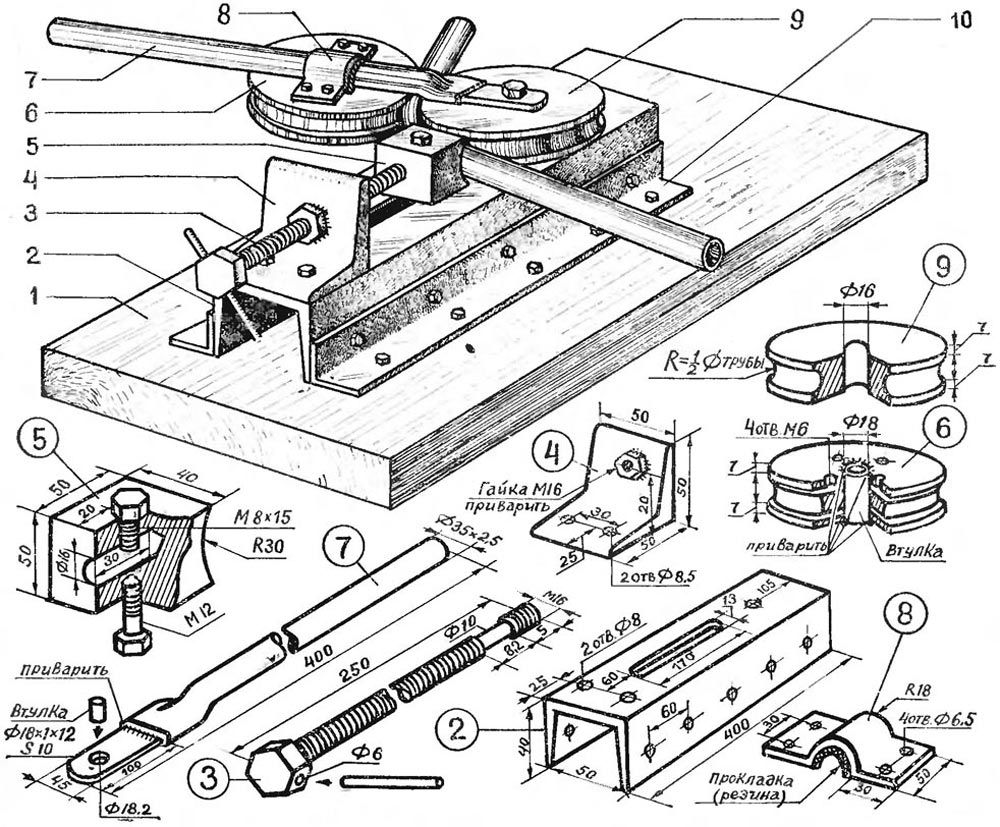
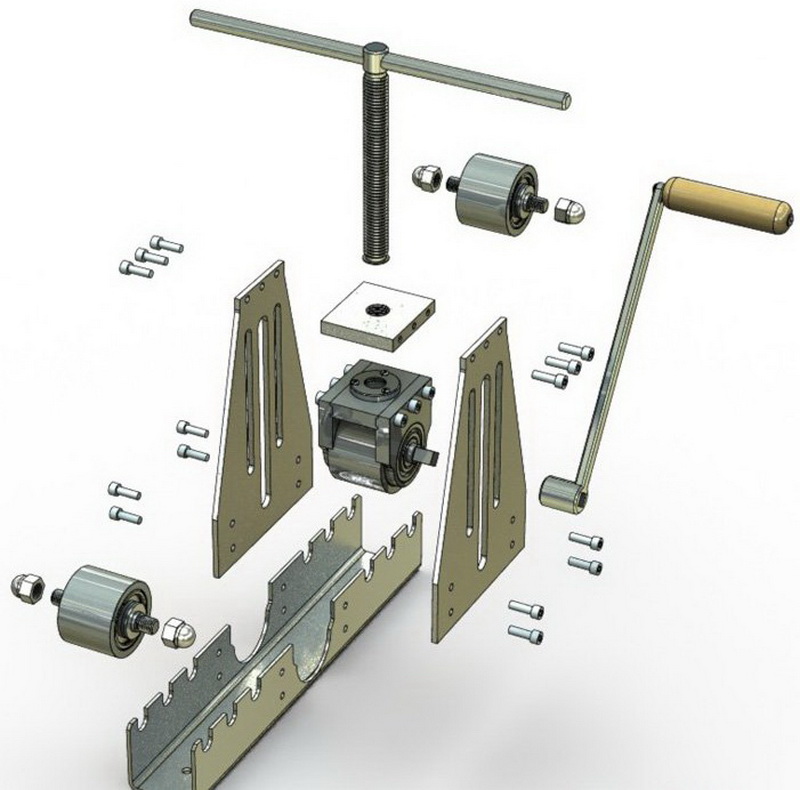
Для изготовления станка нам понадобятся такие основные детали:
— вальцы (3 шт.);
— шток и гайка к нему с небольшим шагом резьбы;
— подшипники (6 шт);
— мотоциклетные звёздочки (2 шт.);
— мотоциклетная цепь (примерно 90-100 см).
— обрезки металлопроката разного сортамента).
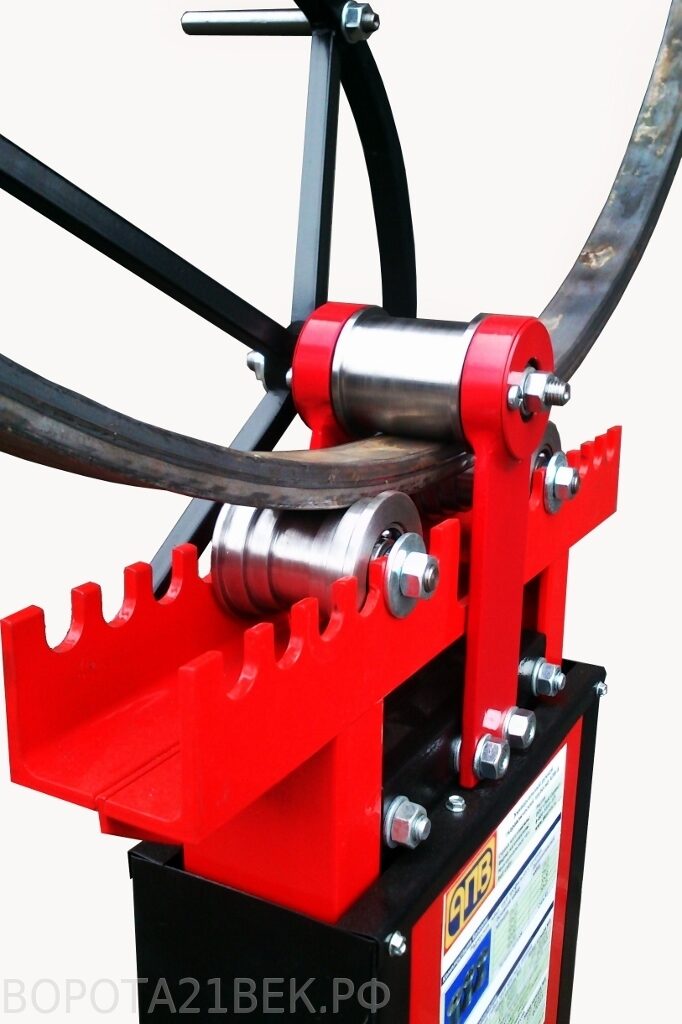
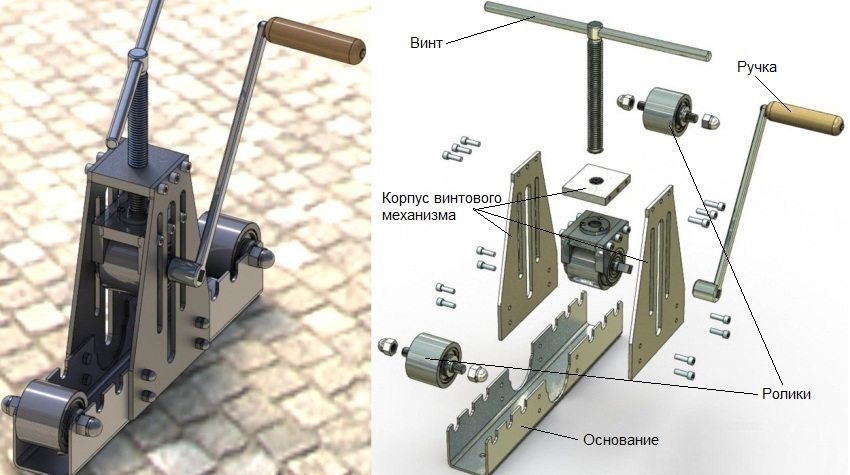
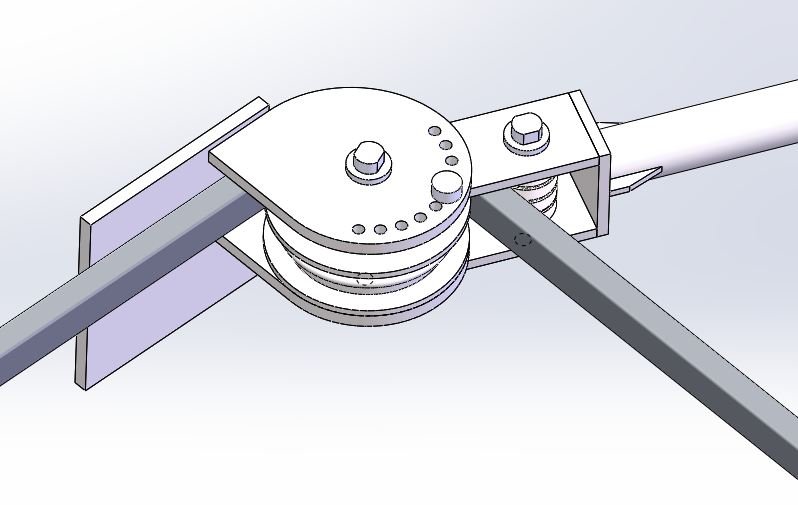
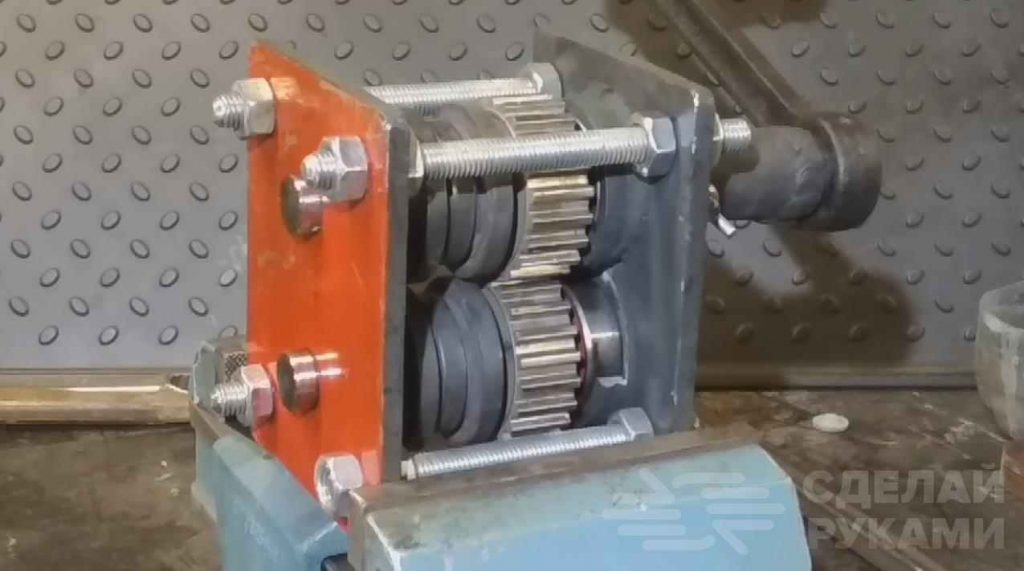
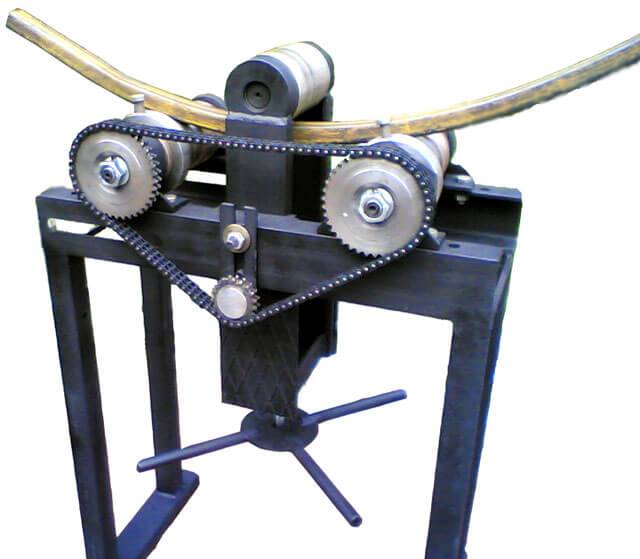
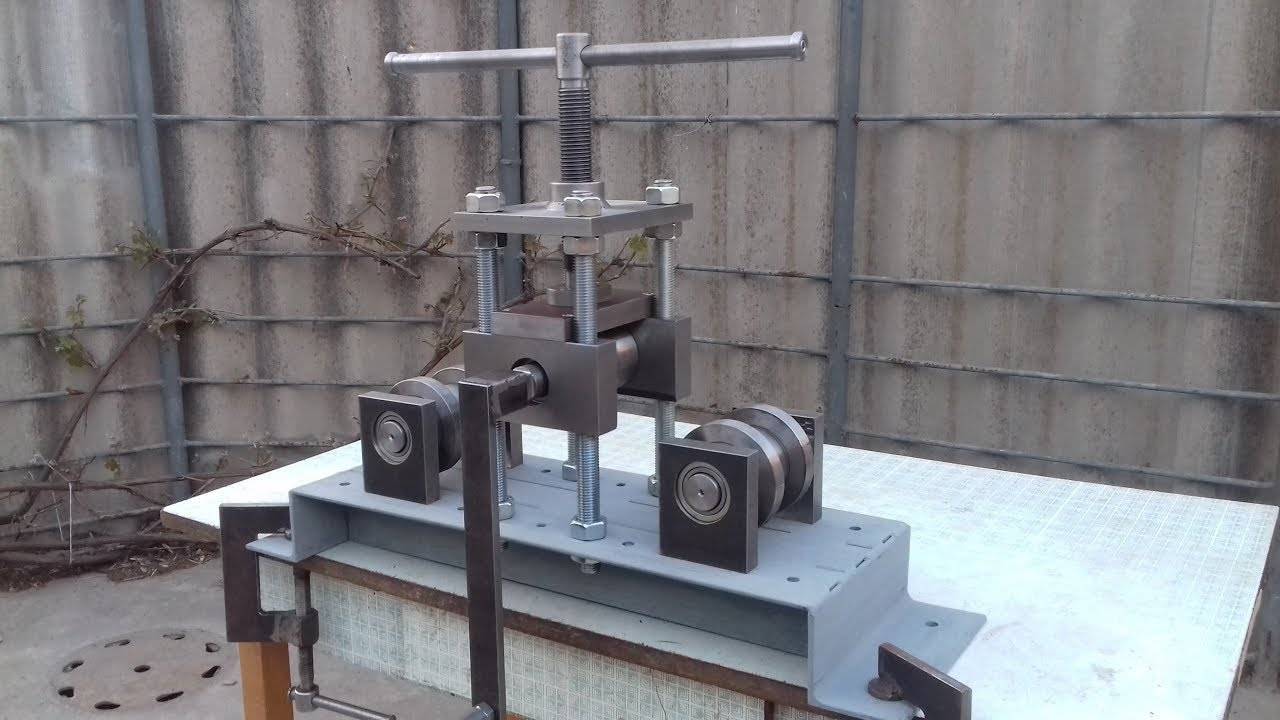
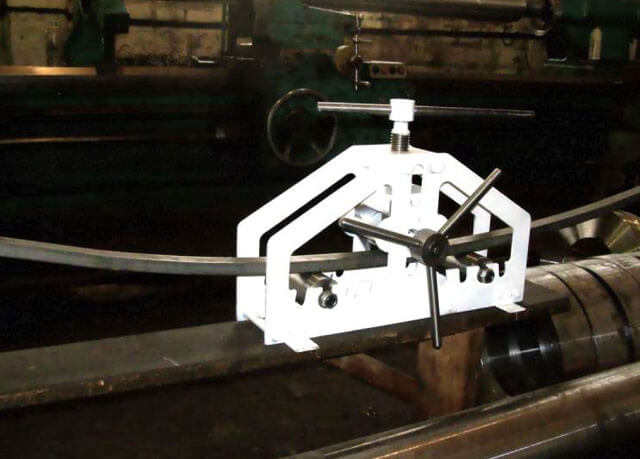
Как собран мой станок, прекрасно видно на фотографиях:

Вальцы я изготовил у знакомого токаря, на их осях закрепил подшипники, которые зажал в самодельных креплениях. Два нижних вальца соединены между собой мотоциклетной цепью, поэтому при вращении ручки вращаются оба вала. Верхний вал может подниматься и опускаться при помощи штока. Вся конструкция установлена на ножки из обрезков труб на уровне пояса человека для более удобного использования. Как видите, конструкция очень простая и надёжная.
Теперь коротко, как этим пользоваться.
Берём 4 профильных трубы и свариваем их друг с другом на «прихватки». Это, во-первых, ускоряет прокатку дуг, а во-вторых, позволяет сделать все 4 дуги одинаковыми. Аккуратно прокатываем их вперёд-назад, немного опуская верхний валик с помощью штока. Т.к. трубы очень длинные, удобнее пользоваться услугами помощника (хотя я обходился и в одиночку). Прокатываем дуги до достижения необходимой кривизны.

Остаётся только вытащить дуги и аккуратно удалить болгаркой прихватки. Всё, дуги готовы!
zen.yandex.ru


Правила изготовления
Если иметь под рукой необходимый инструментарий и заготовки, подобный станок просто сделать своими руками в домашних условиях. Самые простые конструкции изготавливаются без токарных работ. Для изготовления достаточно иметь алюминиевый двутавр. Также станок легко сделать из задвижки, рельсы и даже из швеллера. Арочный профилегиб может пригодиться даже в быту. На создание такого станка уйдет не более нескольких часов. После оборудование можно будет использовать каждый раз, когда появится необходимость починить конструкцию, где используется гнутый профиль. Самый простой пример – мягкая мебель.

Перед тем как приступать к изготовлению профилегиба, нужно понять, какая конструкция выглядит более привлекательной для пользователя. Обязательно выполняют небольшой чертеж. Готовый можно скачать в интернете. Чем проще выбранная конструкция, тем меньшим функционалом будет обладать станок. Если не планируется налаживать производство по изготовлению гнутого профиля, то такого приспособления будет вполне достаточно. Простота и отсутствие больших финансовых затрат при создании профилегиба позволят быстро приступить к работе.
Чтобы изготовить станок для работы с заготовками диаметром до 2 сантиметров, нет необходимости даже изучать видео с подробной инструкцией. С простым чертежом можно разобраться и самостоятельно. В конструкции такого профилегиба должно быть бетонное основание, несколько зафиксированных штырей. Именно между ними и будет происходить гибка металла.
При отсутствии такого участка его придется сначала создать. Во дворе нужно выбрать место, утрамбовать грунт на нем, а затем насыпать щебня. Перед тем как заливать бетон, щебень выравнивают. Цемент можно заказать, но в небольшом количестве его легче сделать самостоятельно. Делают раствор, используя такие материалы, как песок и цемент в пропорции 4 к 1.

На этапе подготовки в земле закрепляют несколько швеллеров. Вместо них подойдут трубы, диаметр которых должен быть 7 см. Они должны стоять по отношению к поверхности земли под углом в 90 градусов. Между швеллерами сохраняют расстояние 5 сантиметров. Бетонный раствор высыхает в течение нескольких дней.

Изделия из нержавеющей стали также можно сгибать при помощи такого нехитрого станка.Если предполагается делать изделия из заготовок с большим диаметром, чем 2 см, то такое оборудование не поможет. Конструкцию станка придется усовершенствовать
Бетонное основание также будет важной составляющей, но в качестве дополнения потребуется установить два прута. Они обязательно должны быть изготовлены из металла, при этом подбираются элементы с круглым сечением. Пруты играют роль осей, куда помещают ролики
Размер желоба обязан соответствовать тому диаметру, которым обладает сгибаемая труба. Чтобы использовать станок, потребуется установить заготовку между роликами, а один ее конец прочно закрепить. Второй привязывают к лебедке. Именно она должна дать требуемое усилие для сгиба трубы. Лебедка может быть как электрической, так и ручной
Пруты играют роль осей, куда помещают ролики. Размер желоба обязан соответствовать тому диаметру, которым обладает сгибаемая труба. Чтобы использовать станок, потребуется установить заготовку между роликами, а один ее конец прочно закрепить. Второй привязывают к лебедке. Именно она должна дать требуемое усилие для сгиба трубы. Лебедка может быть как электрической, так и ручной.

Порядок гибки профильной трубы на самодельных станках
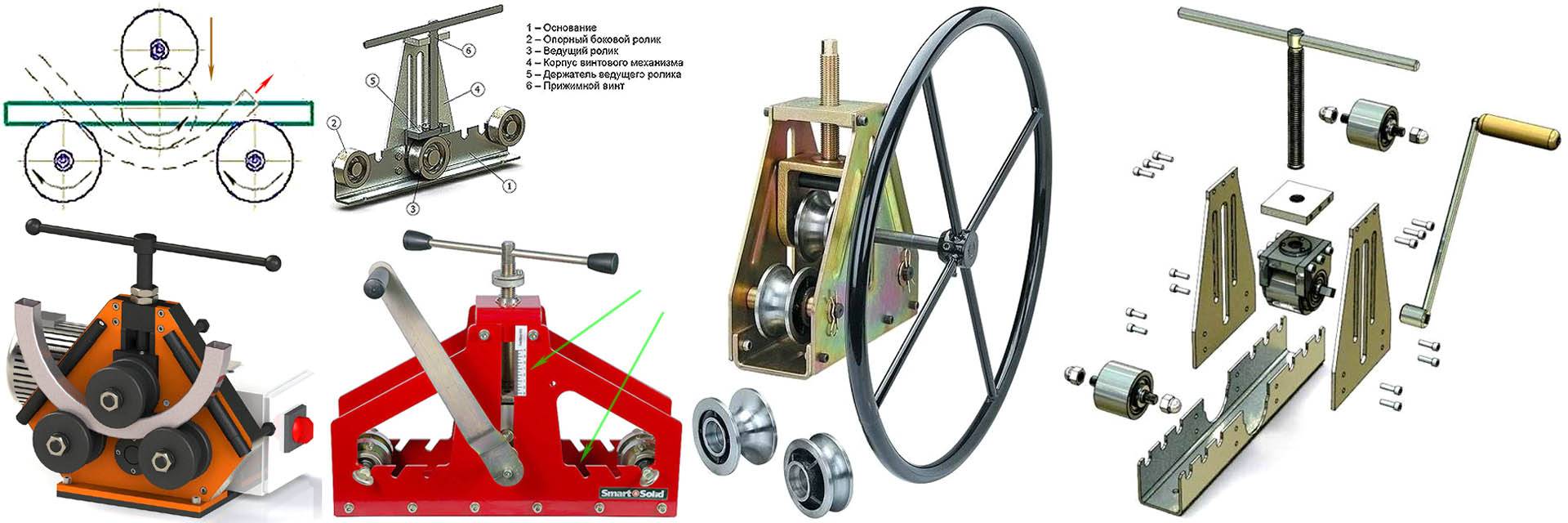
За один раз получить требуемый радиус изгиба у вас вряд ли получится — слишком большое усилие требуется для этого. Вручную его создать нереально. Получают требуемый изгиб за несколько проходов:
- Сначала выставляют ролики так, чтобы получить небольшой изгиб, прокатывают трубу в одну сторону, затем вынимают из валков, разворачивают и вставляют другой стороной. Разворачивать необходимо, чтобы получить ровно изогнутую трубу.
- С тем же положении роликов протягивают ее несколько раз, до тех пор, пока кривизна уже не добавляется.
- Если требуемый радиус изгиба не достигнут, изменяют положение ролика и снова повторяют действия.

Прокатный трубогиб с электроприводом
Изменение радиуса изгиба получается постепенно, иначе на самодельном трубогибе дугу из профильной трубы не сделаешь. Что делать, если надо повторить один и тот же изгиб? Сделать градуировку — отметить на какую высоту перемещался ролик, сколько раз прокатывали в каждом положении. При повторении отличия если и будут, то незначительные.
Сложность гибки заключается в том, что нет никакой шкалы и трудно без опыта получить задуманный радиус изгиба. Рано или поздно вы его получите, но испортить при этом можно много материала.
Арки для теплиц и парников
Разные виды теплиц используются в практике огородников
Металлокаркас теплицы 3·4 м:

Чаще всего выбирают трехметровые дуги. С торцов создают вход. Дополнительно устанавливают форточку, которую можно открыть, оставив дверь закрытой. Используют профильные трубы 20·20 и 25·25 мм.
Усиленная дуга арочной теплицы:

В зимний период нагрузка может достигать свыше 200 кг/м². Поэтому к наружному контуру приваривают изогнутую дугу внутри. Дополнительно варят радиальные связи. Теперь работает более жесткий контур, который выдержит высокое нагружение.
Парник стационарный «Бабочка»:

Небольшие конструкции парников можно делать стационарными и переносными. Они удобны тем, что для работы с выращиваемыми растениями не нужно заходить внутрь. Достаточно приоткрыть дверки, чтобы получить доступ. Парники получили название «Бабочка», так как они открываются в обе стороны. С торца приподнятые дверки выглядят похожими на крылья бабочки.

На грядках на весенний и осенний периоды устанавливают переносные парники «Хлебница». В этой конструкции дверка открывается подобно тому, как это вопрос решен в хлебницах. Она приподнимается вверх и перемещается вдоль задней стенки. Подобные устройства пользуются завидным спросом у овощеводов.

Стремление снизить снеговую нагрузку и создать прочный металлокаркас подвигает конструкторов на создание теплиц, похожих на каплю. Образующие стенок построены по сложным кривым. Верх остроконечный, снег скатывается вниз, не задерживаясь на поверхности.
Стыковка полуарок в теплице «Капелька»:

Внутри полуарки соединяются в центре каркаса. Подобное решение облегчает изготовление и доставку изделий на участок огородника. Остается изготовить половинки и собрать их на месте.
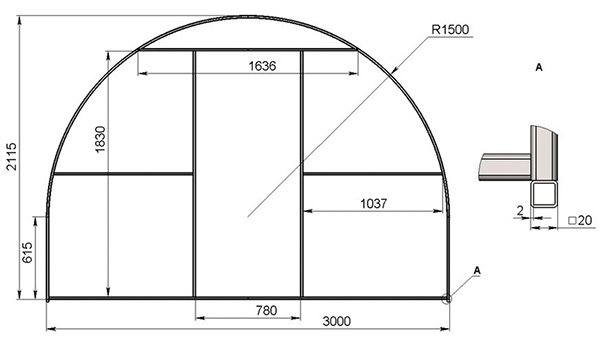
Чертеж радиальной арки для теплицы из профильной трубы 20·20 мм. Дверной проем:
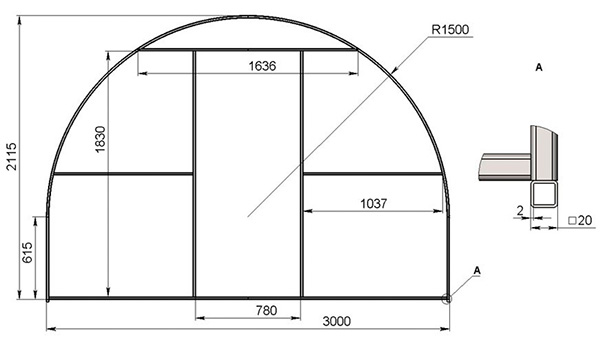
Самая распространенная конструкция выполняется по радиусу 1500 мм (наружный профиль). В ней в центре конструкции достигается высота 2115 мм. По бокам образующей дуги создаются вертикальные участки, их длина составляет 615 мм. Пользователи будут проходить внутрь через дверной проем шириной 780 мм. Высота проема 1830 мм достаточна для прохода людей среднего роста.
Практика показывает, что подобная теплица востребована в большинстве районов. Внутри достаточно места для размещения грядок и проходов.
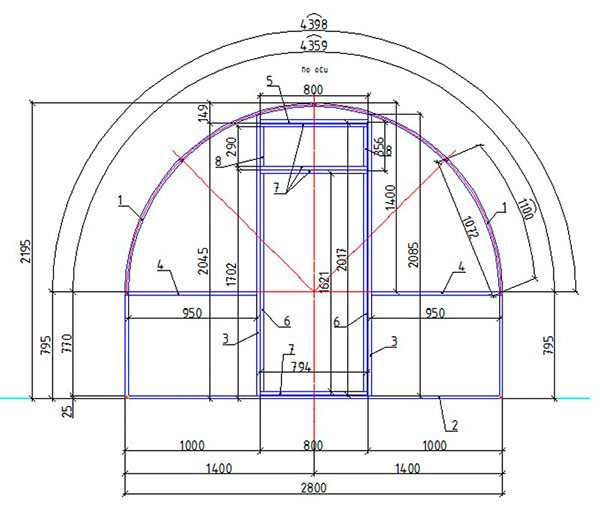
Арка для телицы шириной 2800 мм:
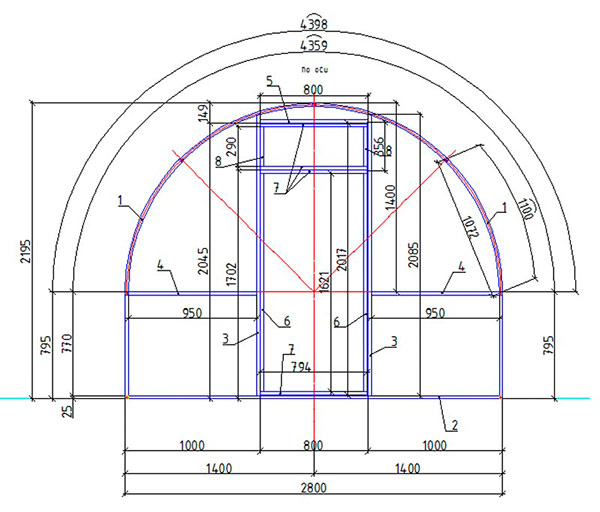
Некоторым нравится использовать теплицу, имеющую несколько меньшую ширину (2800 мм). В ней высота в центральной части несколько выше, составляет 2195 мм. Здесь вертикальные участки по краям имеют высоту 795 мм. Радиус образующей кривой составляет 1400 мм (наружный размер).
Привлекает большая высота (2085 мм) и ширина (800 мм) дверного проема. Даже пользователи высокого роста будут свободно проходить внутрь, не сгибаясь при входе.
Для теплицы длиной 6 м требуется:
- 7 дуг, их расставляют на расстоянии 1 м друг от друга;
- для изготовления торцевых элементов требуется 33,3 м;
- продольные элементы между дугами суммарно составят 42 м;
- для изготовления металлокаркаса потребуется 20 профильных труб (6 м) . Расчет выполнен для профильной трубы 20·20 мм с толщиной стенки 1,5 мм. Общая масса составляет 99 кг.
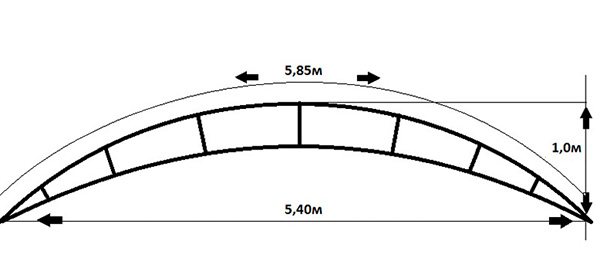
Арка для теплицы типа «Павильон»:
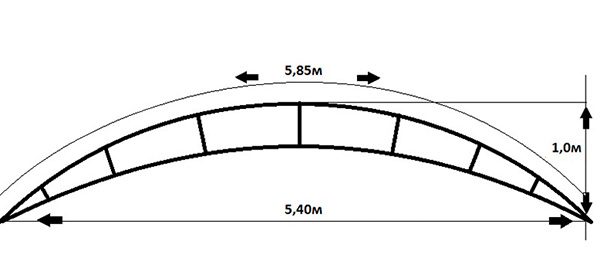
При изготовлении конструкции типа «Павильон» создают усиленную дугу. Расстояние между вертикальными опорами составит 5400 мм. Используются профильные трубы 40·60 мм (стенка 2 мм). В качестве опор применяют трубы 40·40 мм (можно и большего размера при изготовлении навесов для автомобилей).



Чертеж малогабаритного парника хлебница:

Используя станок для прокатывания профильных труб, можно изготовить для себя и на заказ самые разнообразные дуги для теплиц и парников.

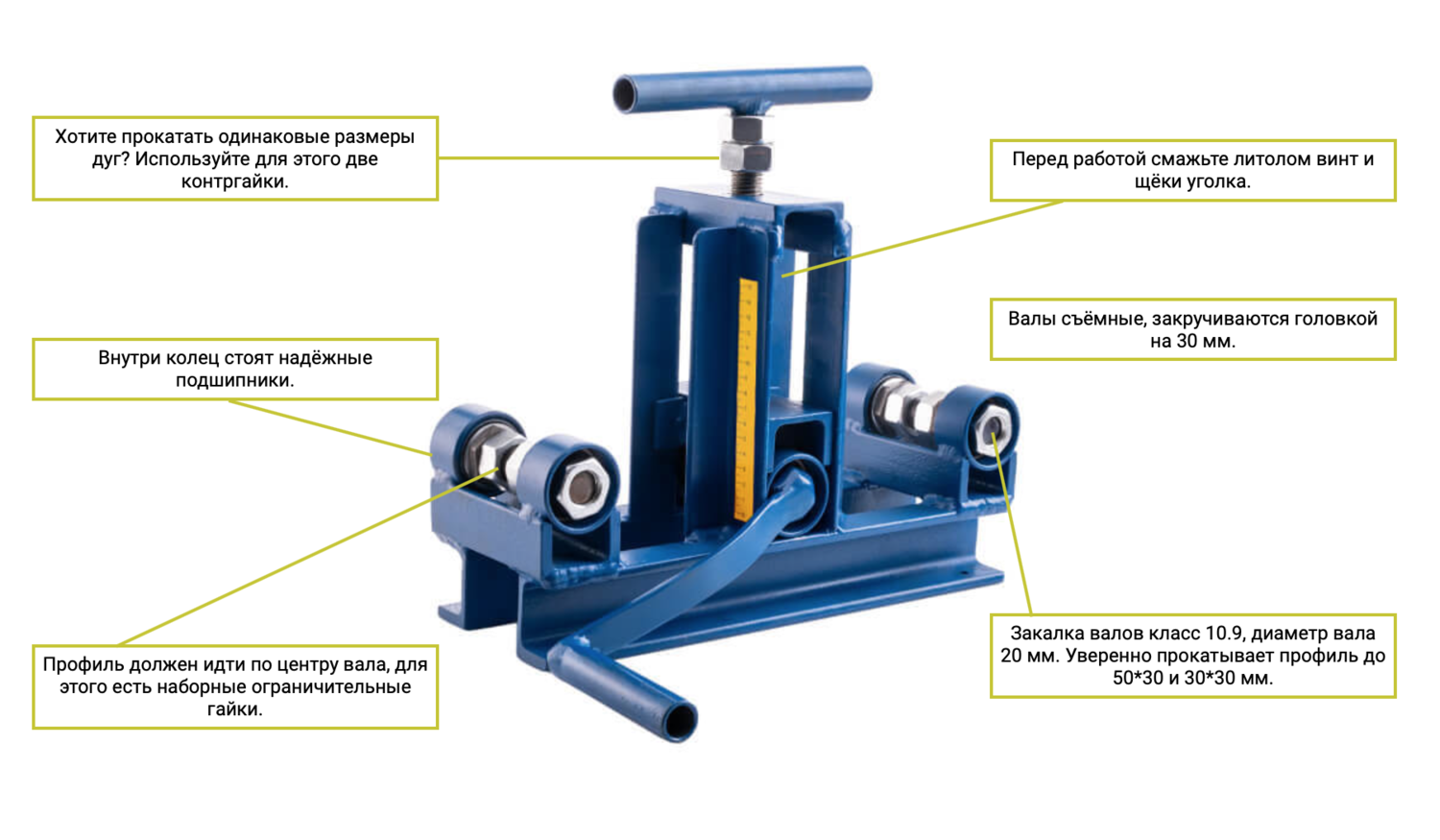
При изготовлении валют и завитков методом холодной ковки часто используется усиленный профиль квадратного сечения с толщиной стенок 1,5 мм.
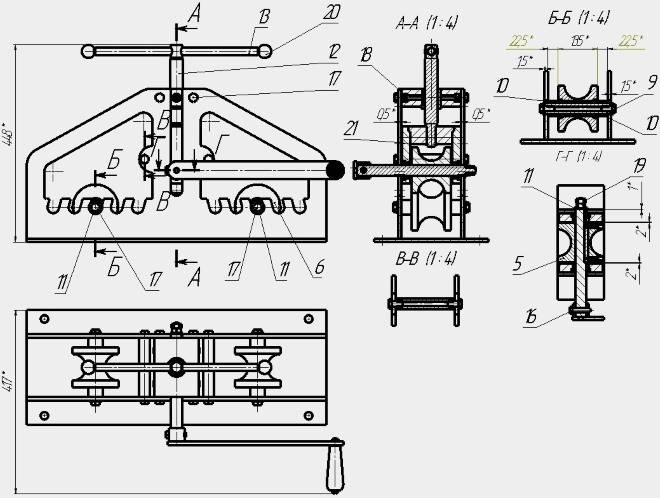
Для того, чтобы усилить профтрубу в домашних условиях, пригодится компактный и практичный в использовании самодельный станок или, как его называет сам автор — блок усиления профильной трубы.
И первым делом автор купил в автомагазине две шестерни для коленвала привода ремня ГРМ с внутренним диаметром 22 мм. Исходя из размеров шестерней, нужно выточить на токарном станке (или заказать токарям) два вала.

Полезные советы «первопроходцам»
Главная рекомендация, которую дают специалисты – работы нельзя форсировать. Качество превыше всего, и жертвовать им во имя экономии времени ни в коем случае нельзя. Есть еще целый ряд особенностей, которые необходимо учитывать при обработке профильных труб. Не нужно стараться сделать все за один «проход» профиля. Лучше пропустить его несколько раз, потихоньку прижимая гибочный ролик после каждого цикла. Это не только исключит опасность деформации трубки, но и увеличит срок службы станка.

В поперечном разрезе профиль валика должен совпадать с формой металлопроката. При полном совпадении изгиб будет идеальным. Поэтому имеет смысл сделать конструкцию со сменными роликами и запастись комплектом из различных типоразмеров. Заранее изготовьте шаблон в полную величину. Прикладывайте изделие после каждого прогиба. Это и будет контролем качества, и позволит вовремя завершить процедуру. А наличие отметок позволит приноровиться, и отказаться от постоянного шаблонного контролирования.
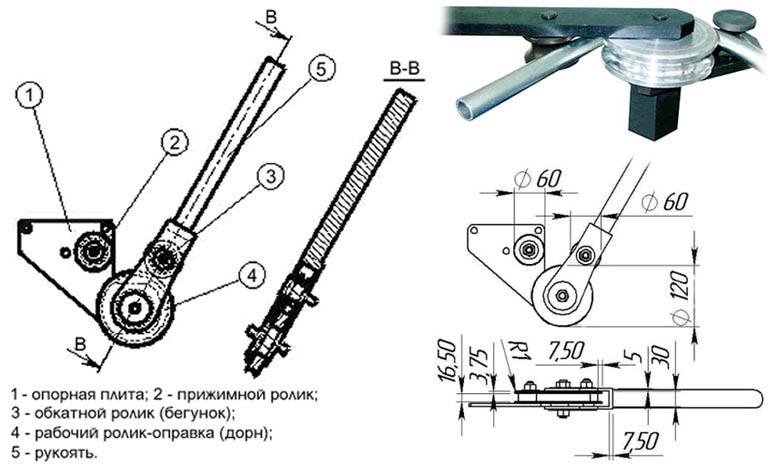
Необходимые приспособления
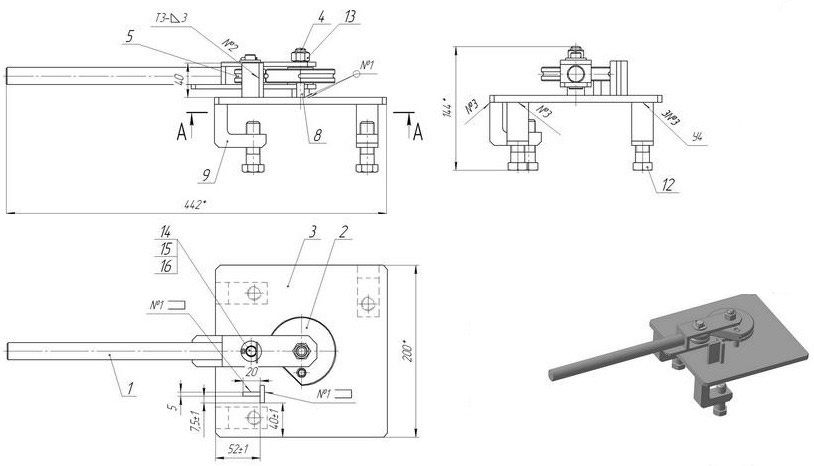
Чтобы выполнить работы по сгибанию профильной трубы без использования специального трубогиба, понадобится одно из этих простейших приспособлений:
- Элементарный рычаг с шаблоном.
- Горизонтальная плита с несколькими отверстиями, в которых устроены металлические упоры соответствующего диаметра. Устройство хорошо подойдет для труб из мягких металлов, либо изделий с малой высотой профиля (не более 10 мм). Филигранной точности здесь добиться не получится. Кроме того, может потребоваться приложение значительных физических усилий.
- Роликовые приспособления. Один конец надежно закрепляется в тисках, а к месту сгиба прикладывается ролик, который при соответствующем физическом воздействии обеспечит ровный сгиб необходимого радиуса.
- Специальная оправка. Приспособление представляет своего рода шаблон из толстой фанеры или дерева. Прикладывая усилия, трубу можно наложить на оправку, сообщив ей ее радиус изгиба. Устройство будет полезным при необходимости часто производить работы по сгибанию профильных труб.
Основной цикл изготовления
Чтобы подготовить элементы, соединяемые с помощью болтов, от стальной полосы отрезают два куска. Их рассчитывают так, чтобы они свободно помещались в полость швеллера. Для болтов М12 в кусках пластин сверлят отверстия соответствующего диаметра, отступая от краев на расстояние 10 мм. Готовые детали помещают внутрь швеллера и приваривают.
Читать также: Определить марку стали по хим составу
Подготовленные продольные и поперечные части соединяют сваркой, получается станина профилегибочного станка. В процессе сборки в конструкцию из верха и двух боковин вставляют вал. К станине варят направляющие вертикальные отрезки швеллера, которые были подготовлены на начальном этапе сборки, по ним будет двигаться прижимной механизм.
В верхней части прижимного устройства сверлят отверстие 22 мм для болта М20. Конец болта свободно входит в отверстие, но не выпадает из него, для этого на конце делают напайку с помощью сварки. Направляющие для передвижения каретки делают их двух отрезков швеллера, длина заготовок равна расстоянию между полозьями. Отверстия в перекладинах выполняют точно, чтобы они совпадали с просверленными ранее в направляющих деталях прогонов. Отверстие в центре сверлят в соответствии с диаметром гайки, затем ее приваривают поверх.
Для крепления перекладины верха предусмотрено болтовое соединение, метизы вставляют в нее. Затягивают болты с применением граверных гаек. Сверху основания рамы крепят подшипниковые узлы, а на них располагают стационарные валы. Узлы подшипников закрепляют болтами через отверстия с применением граверных гаек.
Чтобы соединить ступицу с шестеренками, ее приваривают под цепью. Диаметр ступицы должен соответствовать этому размеру у шпиндельного вала. На ней проваривают выступ в виде борозды, а на поверхности вала протачивают проход в виде канавки, при установке они должны совпадать. Иногда в целях упрощения ступицы наваривают на вал. Затем шестерни надевают на шпиндели и закрепляют двумя гайками: контргайкой и основной.
Как согнуть профиль для теплицы своими руками – Справочник металлиста
С помощью песка
В торцы профиля вырезают деревянные заглушки. Они должны плотно входить забиванием молотка. Одну заглушку ставят сразу. Внутрь трубы засыпают сухой песок. Второй конец профильного элемента аналогично закрывают заглушкой. Трубу заводят между прочными опорами, пытаются плавными нажатиями сгибать. Песок внутри профиля создаст давление, препятствующее деформации квадратных стенок. Когда профильная арка будет готова, заглушки удаляют. Из заготовки высыпают песок.
Народный метод имеет много недостатков. Во-первых, воспользоваться можно только зимой, когда на улице стоит сильный мороз. Во-вторых, при нарушении технологии замерзшая вода способна во время расширения разорвать стенки профиля.
Чтобы согнуть профильную заготовку, аналогично понадобятся заглушки. Пробки делают настолько плотные, чтобы они препятствовали вытеканию воды. Заглушку вбивают молотком с одного конца профиля. Внутрь трубы заливают воду, закрывают второй пробкой. Профильную заготовку оставляют на морозе. Когда вода превратится в лед, начинают изгибать металлический элемент. Результат получается аналогично песку.
Когда профильная арка будет готова, заглушки удаляют. Профиль прогревают над костром до полного растапливания льда.
Зачем нужны профильные трубы
Великие достоинства квадратных и прямоугольных труб в качестве элементов несущих конструкций уже многократно освещались в статьях, поэтому заострим внимание лишь на основных моментах:
- При поперечных нагрузках профильные трубы значительно прочнее круглых;
- Квадратные профильные трубы одинаково прочны по отношению к нагрузкам, направленным перпендикулярно любой из граней трубы;
- Прямоугольные профильные трубы применяются там, где вектор приложения наибольшего усилия точно известен. Труба монтируется так, чтобы нагрузка приходилась параллельно ее широкой поверхности.

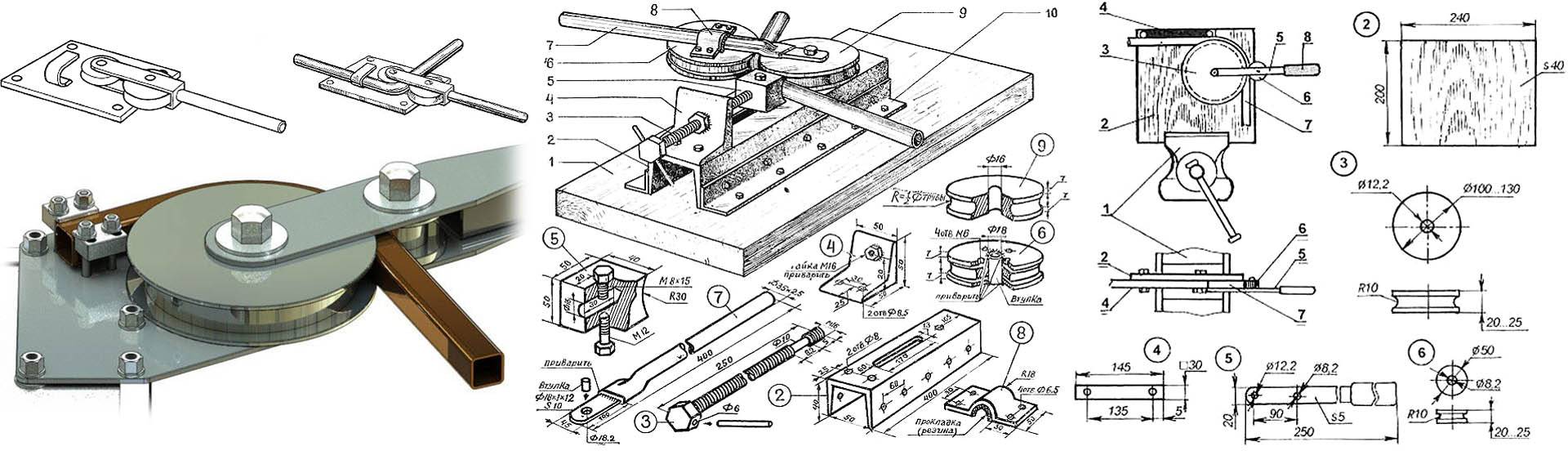
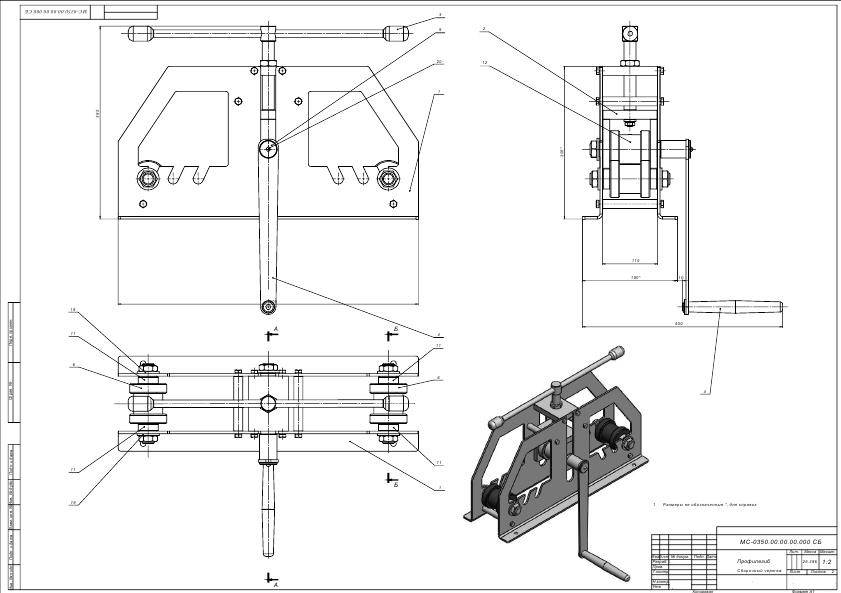
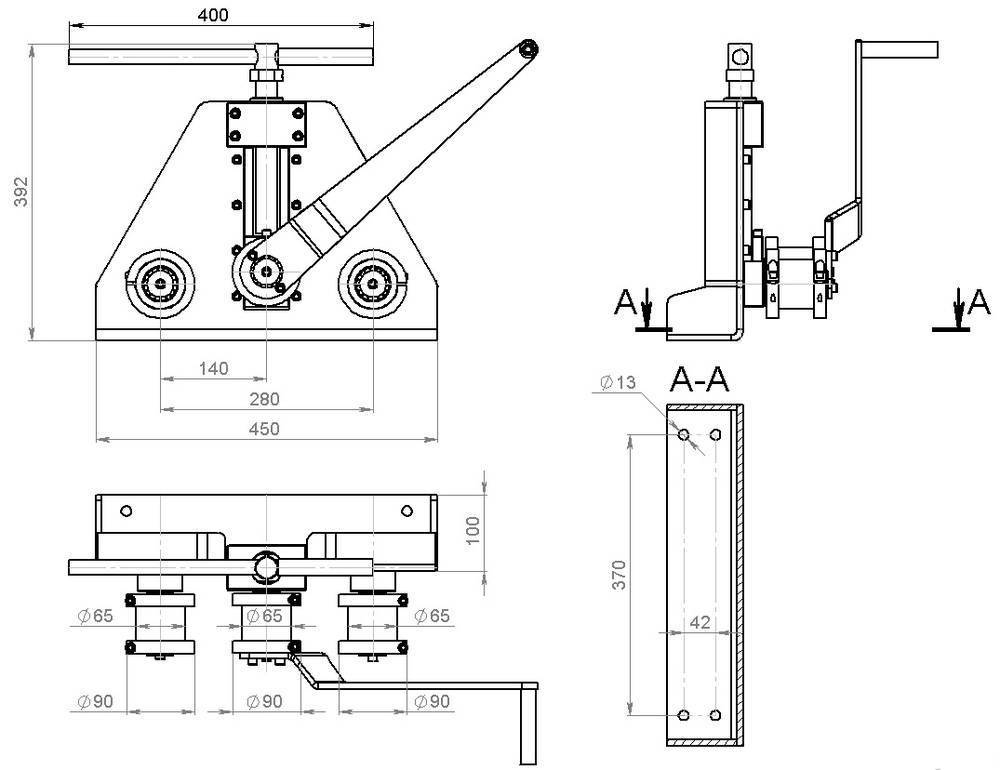
Одна из многочисленных конструкций гибочных станков
Профильная труба практически не применяется для транспортировки жидкости и газа, ее удел — всевозможные несущие конструкции и каркасы мебели, теплиц и прочих сооружений, которые должны сочетать по возможности легкость и прочность.

Круглая труба тоже может пригодиться
Арки для теплиц и парников
Разные виды теплиц используются в практике огородников
Металлокаркас теплицы 3·4 м:

Чаще всего выбирают трехметровые дуги. С торцов создают вход. Дополнительно устанавливают форточку, которую можно открыть, оставив дверь закрытой. Используют профильные трубы 20·20 и 25·25 мм.
Усиленная дуга арочной теплицы:

В зимний период нагрузка может достигать свыше 200 кг/м². Поэтому к наружному контуру приваривают изогнутую дугу внутри. Дополнительно варят радиальные связи. Теперь работает более жесткий контур, который выдержит высокое нагружение.
Парник стационарный «Бабочка»:
Небольшие конструкции парников можно делать стационарными и переносными. Они удобны тем, что для работы с выращиваемыми растениями не нужно заходить внутрь. Достаточно приоткрыть дверки, чтобы получить доступ. Парники получили название «Бабочка», так как они открываются в обе стороны. С торца приподнятые дверки выглядят похожими на крылья бабочки.

На грядках на весенний и осенний периоды устанавливают переносные парники «Хлебница». В этой конструкции дверка открывается подобно тому, как это вопрос решен в хлебницах. Она приподнимается вверх и перемещается вдоль задней стенки. Подобные устройства пользуются завидным спросом у овощеводов.
Стремление снизить снеговую нагрузку и создать прочный металлокаркас подвигает конструкторов на создание теплиц, похожих на каплю. Образующие стенок построены по сложным кривым. Верх остроконечный, снег скатывается вниз, не задерживаясь на поверхности.
Стыковка полуарок в теплице «Капелька»:
Внутри полуарки соединяются в центре каркаса. Подобное решение облегчает изготовление и доставку изделий на участок огородника. Остается изготовить половинки и собрать их на месте.


Чертеж радиальной арки для теплицы из профильной трубы 20·20 мм. Дверной проем:
Самая распространенная конструкция выполняется по радиусу 1500 мм (наружный профиль). В ней в центре конструкции достигается высота 2115 мм. По бокам образующей дуги создаются вертикальные участки, их длина составляет 615 мм. Пользователи будут проходить внутрь через дверной проем шириной 780 мм. Высота проема 1830 мм достаточна для прохода людей среднего роста.
Практика показывает, что подобная теплица востребована в большинстве районов. Внутри достаточно места для размещения грядок и проходов.
Арка для телицы шириной 2800 мм:
Некоторым нравится использовать теплицу, имеющую несколько меньшую ширину (2800 мм). В ней высота в центральной части несколько выше, составляет 2195 мм. Здесь вертикальные участки по краям имеют высоту 795 мм. Радиус образующей кривой составляет 1400 мм (наружный размер).
Привлекает большая высота (2085 мм) и ширина (800 мм) дверного проема. Даже пользователи высокого роста будут свободно проходить внутрь, не сгибаясь при входе.
Для теплицы длиной 6 м требуется:
- 7 дуг, их расставляют на расстоянии 1 м друг от друга;
- для изготовления торцевых элементов требуется 33,3 м;
- продольные элементы между дугами суммарно составят 42 м;
- для изготовления металлокаркаса потребуется 20 профильных труб (6 м) . Расчет выполнен для профильной трубы 20·20 мм с толщиной стенки 1,5 мм. Общая масса составляет 99 кг.
Арка для теплицы типа «Павильон»:
При изготовлении конструкции типа «Павильон» создают усиленную дугу. Расстояние между вертикальными опорами составит 5400 мм. Используются профильные трубы 40·60 мм (стенка 2 мм). В качестве опор применяют трубы 40·40 мм (можно и большего размера при изготовлении навесов для автомобилей).
Чертеж малогабаритного парника хлебница:

Используя станок для прокатывания профильных труб, можно изготовить для себя и на заказ самые разнообразные дуги для теплиц и парников.
Выбор типа конструкции
Преимуществом парника с арочной крышей является хорошая обтекаемость. Осадки не задерживаются на полукруглых скатах, снижается парусность. Теплицы чаще используют для культивации низкорослых культур. Закругленные элементы крыши крадут свободное пространство, не позволяют близко к стенам теплицы высаживать высокорослые растения.
Парник в форме домика с двускатной крышей считается лучшим вариантом. Во-первых, профильные заготовки не придется гнуть. Во-вторых, внутри теплицы образуется максимум свободного пространства. Можно выращивать растения любой высоты, ставить стеллажи, создавать яруса, обустраивать вертикальные грядки.
В общих чертах конструкция является половинкой домика с двускатной крышей. Теплицу пристраивают к стене здания с южной стороны. Крышу делают с одним скатом. Дополнительным преимуществом является получение тепла от стены отапливаемого здания. Растения часто не нуждаются в организации обогрева. Однако от сырости фасад быстрее пропадает. На стене появляется грибок.
Предлагаем ознакомиться Как сделать дымоход своими руками
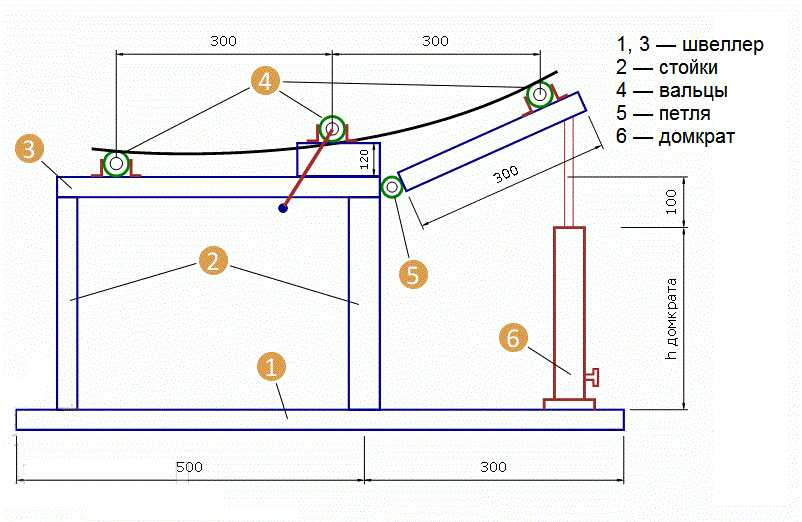
Детальная инструкция по сборке трубогиба
Следуя инструкции, что будет представлена далее, создать трубогиб для квадратной трубы или любого другого профиля не сложно:
- Нужно закрепить на одиночном прижимном ролике шестеренки, подшипники и кольца, присоединяемые посредством шпонки. Собственно такой вал должен быть разработан заранее и заточен под вставку подшипников и роликов. Заказать такую работу можно специалисту в токарных роботах, если учесть, что нужно изготовить 3 точных заготовки, одна из которых будет подвешена на пружине по центру, а две другие разместятся с боков от нее. Мастеру нужно будет предоставить грамотный чертеж роликов для трубогиба с указанием всех нюансов и пропорций.
- Затем делается полка из швеллера, в котором просверливаются отверстия и нарезается резьба, что потребует при закреплении прижимного ролика.
- После проведения подготовительных этапов стоит приступить к сборке каркаса. Естественно, каркас будет выполнять не только функцию корпуса, но и опоры для всего станка.
- Подвешивается полка и на ней закрепляется ролик на пружине, который будет выступать в роли прижимного.
- По бокам размещаются два других вала, выступающие в роли опорных, а на один из них еще приделывается ручка.
- Последним действием является монтаж домкрата.
Некоторые нюансы, о которых стоит знать при сборке трубогиба:
- прижимной вал на шпонках нужно дополнительно прикрутить к полке;
- схема закрепления прижимного ролика: крепление его к полке, где уже размещены гайки под пружины, а затем переворот полки и подвешивание ее на пружинах;
- цепи должны натягиваться магнитным уголком, выступающим в роли подвеса;
- звездочки должны закручиваться шпонками, изготовленными из гровера;
- ручка, приводящая станок в движение, должна быть представлена конструкцией с проворачивающейся ручкой;
- домкрат устанавливается на подвесном основании, закрепленном посредством болтов и сварки.
Способы прокатки профильной трубы
Относительно бережно можно деформировать профтрубу несколькими способами:
С предварительным нагревом. Метод используется для формования изделий, имеющих ширину более 4 см. В отрезок трубы засыпают чистый песок, торцы закрывают заглушками с небольшими отверстиями для выхода газов. Затем фиксируют заготовку и шаблон в тисках и прогревают зону изгиба до 150 градусов, то есть до появления красноты. Металл становится пластичным и поддается деформации, при этом песок помогает равномерно распределить нагревание и деформирующее усилие. Нагреть и изогнуть участок трубы необходимо за один подход, так как многократное температурное и механическое воздействие приведет к снижению прочности изделия.
- Холодным способом с помощью пружинного трубогиба. В качестве амортизационного устройства для профтруб с шириной менее 4 см используют пружину с крюками на концах. Длина вспомогательного устройства должна быть достаточной, чтобы разместить его в трубе вдоль всего изгибаемого участка, а поперечное сечение должно быть таким, чтобы пружина без усилия протягивалась через профтрубу, почти касаясь стенок. Заготовку с закрепленной в ней пружиной фиксируют в тисках вместе с шаблоном и медленно и плавно изгибают.
- Холодным способом с помощью профилегибочного, или вальцовочного, станка. Рабочей частью устройства являются три параллельных цилиндрических валика, средний из которых расположен выше крайних. Труба пропускается между вращающимися цилиндрами, при этом заготовка опирается на нижние, а верхний прижимает ее вниз, заставляя деформироваться. Для получения изгиба нужного радиуса трубопрофиль прокатывают несколько раз – при поэтапной деформации равномерно распределяется сила воздействия и не возникает складок на внутренней стороне дуги и неравномерного растяжения на внешней.
Рекомендуем ознакомиться: Как сделать короб для труб отопления своими руками?
Первые два способа подходят для прокатки труб вручную в случаях, когда не требуется изготовления большого количества гнутых деталей. Чтобы придать профилированному изделию нужную форму, придется потренироваться. Без опыта проведения подобных манипуляций желаемого результата достигнуть сложно.
Третий способ не требует особых навыков, позволяет изготавливать большое количество дуг, волн и спиралей и отличается высокой точностью, но для такого трубопроката нужен станок.