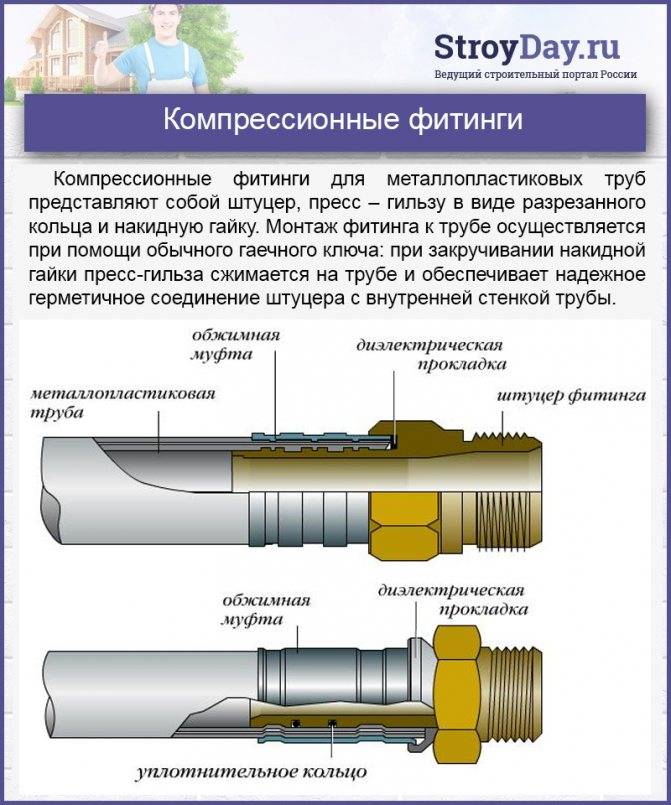
Обжимной фитинг
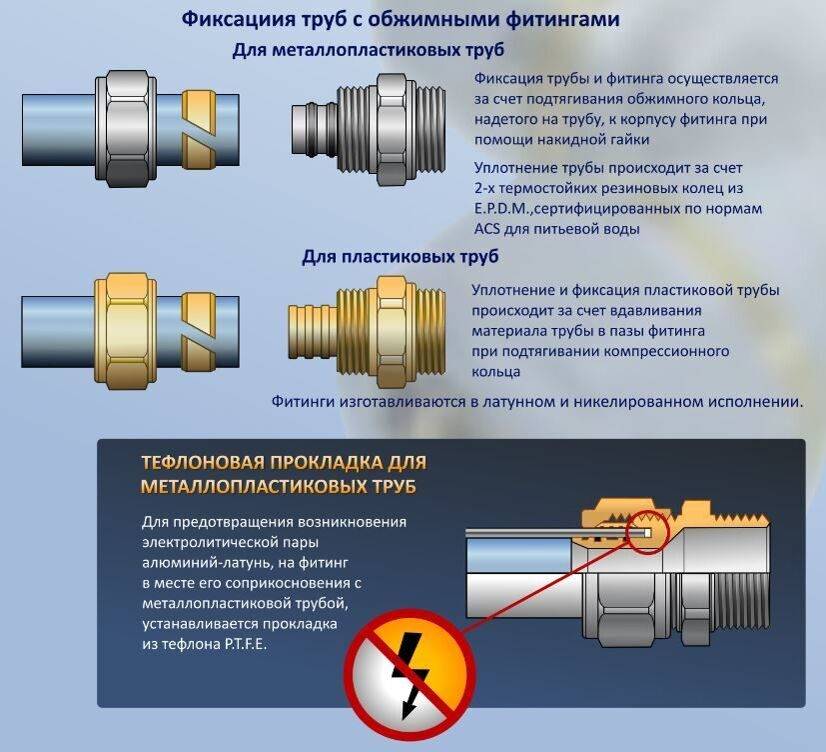
Монтаж трубопровода с использованием обжимных фитингов можно произвести, имея в наличии всего два разводных ключа. Минимум инструментов и простота используемой технологии – главные достоинства данных фитингов. В любой момент их можно разобрать, поменять уплотнительные кольца и вновь установить в систему. Но они дороже, чем пресс-фитинги и требуют регулярного обслуживания – 1 раз в год на каждом фитинге подтягивается обжимная гайка, поэтому их устанавливают с открытым доступом. Особенно это относится к системам горячего водоснабжения и отопления, так как постоянные перепады температур в трубах приводят к ослаблению уплотнительных колец.

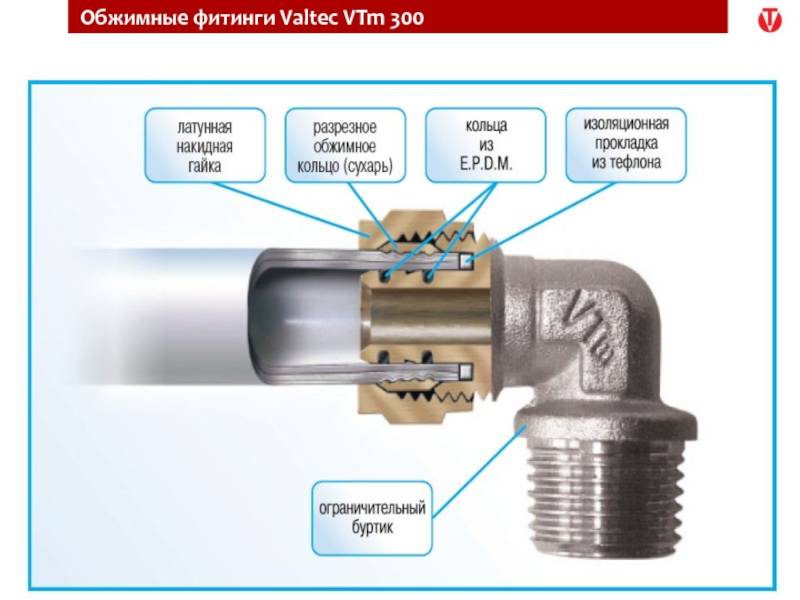
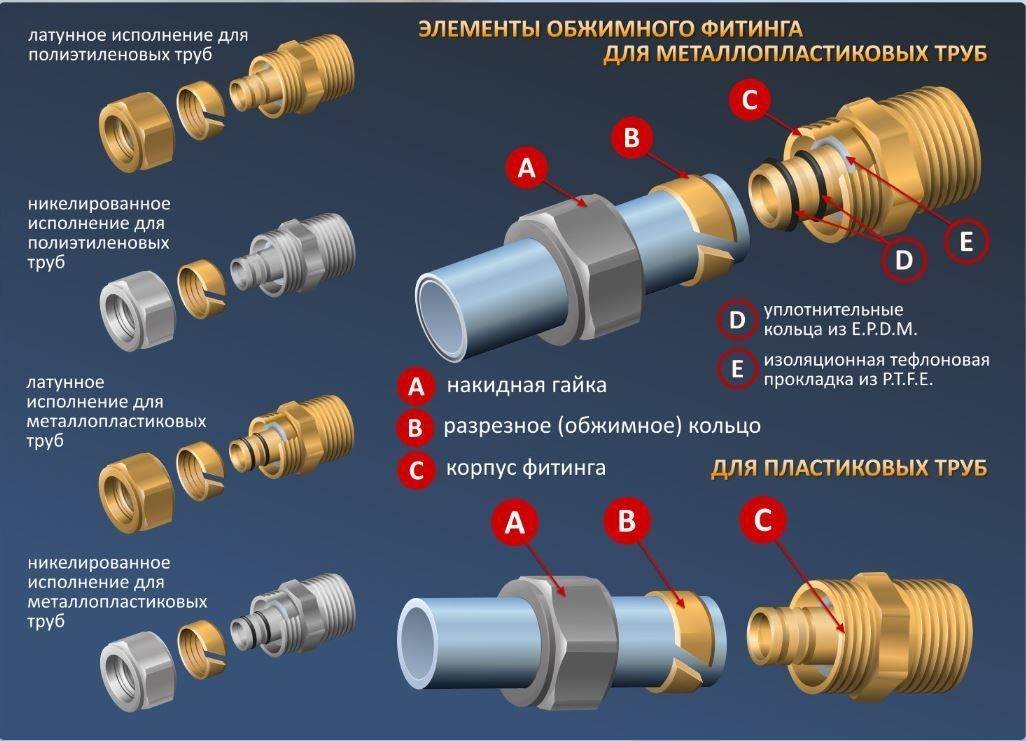
Устройство обжимного фитинга чуть сложнее, чем пресс-фитинга, и состоит из следующих частей:
- Корпус из латуни;
- Обжимное кольцо с разрезом;
- Резиновая прокладка;
- Накидная гайка.
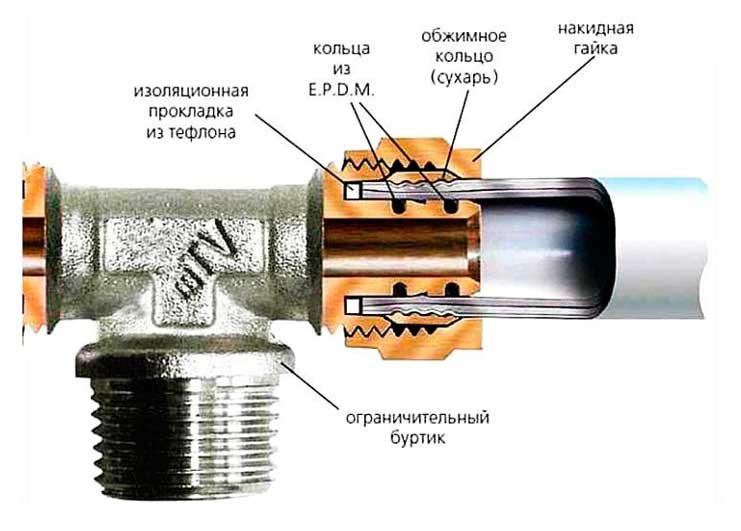
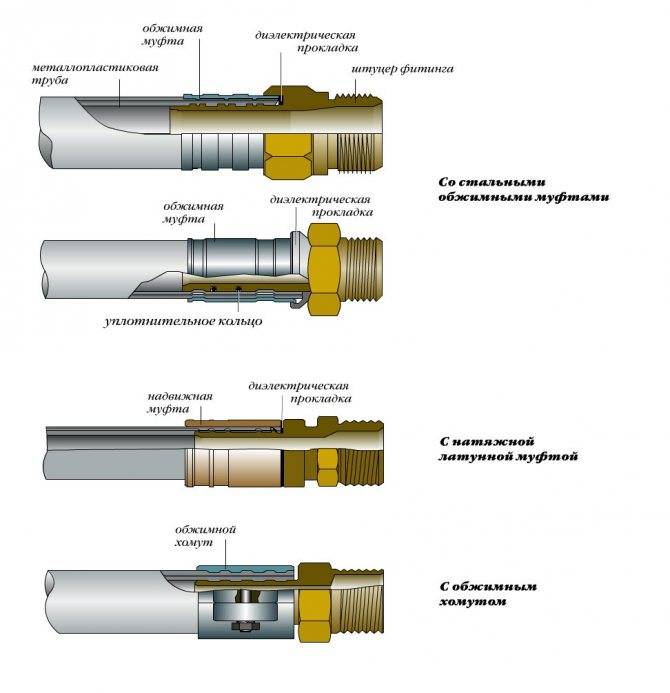
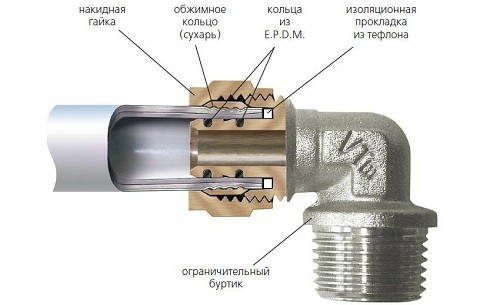 Схема устройства обжимного фитинга
Схема устройства обжимного фитинга
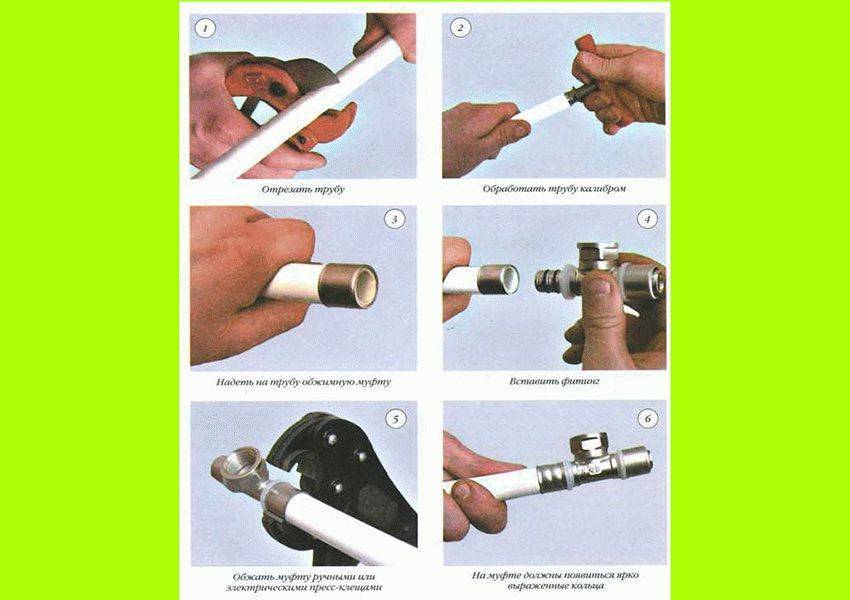
Рассмотрим, как по шагам поставить обжимной фитинг:
Отрезать и выровнять участки трубы заданных размеров.
Выполнить обработку срезов с помощью калибратора и развертки.
Выкрутить с фитинга накидную гайку и обжимное кольцо и одеть их на трубу.
Немного прокручивая, насадить край трубы на штуцер – торец трубы должен полностью упереться в кромку фитинга.
Закрутить гайку поверх кольца сначала вручную, затем используя два разводных ключа
Закручивать осторожно, чтобы не деформировалось кольцо.
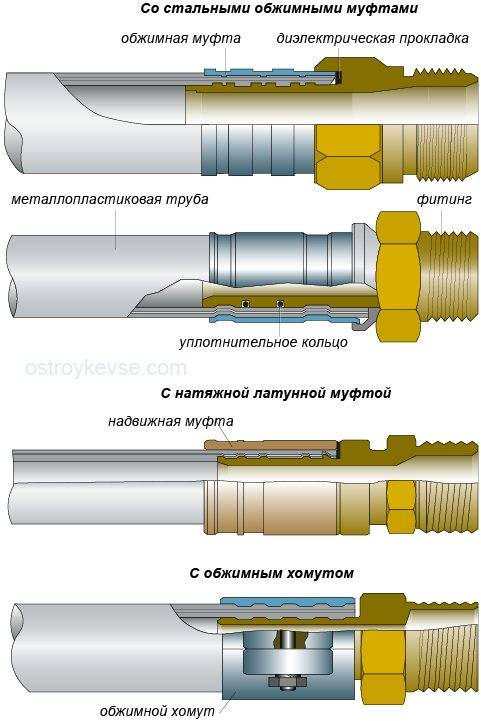
Имеется три главных типа соединения:
- Включает две составляющие : штуцер под шланг и втулка. Штуцер, вставленный в шланг, сдавливается с применением втулки. Этот способ находит широкое применение на крупных магистралях, а также в личном использовании.
- При интегральном методе втулка и штуцер составляют цельное устройство. Данный способ соединения используется для газовых приборов и труб повышенного давления.
- Методом скручивания.
При использовании приварных соединений только одна сторона штуцера (ГОСТ 16045-70
) делается с резьбой, куда навинчивается труба или вентиль, а другая сторона, оставшаяся без резьбы, приваривается к емкости или трубопроводу. Изготавливаются из легированной стали марки12Х18Н9Т (Х18Н9Т). Читать также: Шланг для кровельной горелки
Поворотный штуцер
(гидрошарнир ) применяется для производства соединения с возможностью вращения (ГОСТ 25681-83 ).Материал : сталь нержавеющая, алюминий.
Переходные штуцеры
(ГОСТ 21856-78 ) предназначены для смены одного шаблона резьбы на другой.
Виды Прессов (Кримперов) для обжима шлангов высокого давления систем автомобильных кондиционеров.
В большинстве автомобилей фреоновые магистрали изготавливаются из алюминия. В результате агрессивного воздействия окружающей среды (перепады температур, соль, снег, грязь, реагенты) алюминиевые трубы становятся непригодными для использования. Чтобы заменить линейные элементы резиновыми шлангами, необходимо использовать компрессионный рукавный пресс. При обжиме шлангов разного диаметра используются губки соответствующего размера. Пресс для гильз зажимает фитинг в шланге при помощи обжимного стакана, после этого шланг может выдерживать давление до 30 атмосфер.
Кондиционеры теперь устанавливаются даже на бюджетные автомобили, причем зачастую уже в их базовой комплектации. Эти климатические приборы при правильной эксплуатации и надлежащем техническом обслуживании демонстрируют достаточно высокую надежность, но практически все они имеют «слабые места», то есть компоненты и детали, которые часто выходят из строя, причем гораздо чаще, чем все остальные. Одним из них является регулярная линия автомобильных кондиционеров, в которой работает хладагент.
Они изготавливаются чаще всего из алюминия, а со временем разрушаются солью, антиобледенительными реагентами и просто от значительных перепадов температур. Их рекомендуется менять на резиновые шланги, а для того, чтобы успешно выполнить эту процедуру, следует использовать специализированный инструмент — кримперы, также называемый в обиходе «обжим». Они в очень широком ассортименте представлены в нашем магазине, пользуются большим спросом, и приобрести их в основном мастерские и сервисные центры, специализирующиеся на ремонте и обслуживании автомобильных кондиционеров.
кримперы для шлангов бывают как стационарные, так и ручные, а в тех и в других необходимая сила создается гидравликой. Пресс для обжимных шлангов обычно имеет в своей конфигурации комплект съемных губок, что позволяет работать с втулками разного диаметра. При необходимости мы также можем приобрести их отдельно.
Принцип работы кримперов для шлангов автомобильных кондиционеров довольно прост. Губки этого инструмента покрыты обжимной чашей, одетой поверх шланга в месте его соединения с фитингом, и большая сила, развиваемая гидравлической системой, действует на него в радиальном направлении. Результат соединение давления которое может легко выдержать давление до 3 десятков атмосфер.
Как крепить фитинги для труб PEX
Поперечно-сшитый полиэтилен относится к термопластичным полимерам. При монтаже его элементов можно применять методы сборки полиэтиленовых трубопроводов других видов. Однако существенное отличие заключается в эластичности материала, благодаря чему фитинговые соединения получаются более герметичными, при этом сварка проходит при более высоких температурах.

Известно три способа соединения труб PEX.
С помощью:
-
компрессионных фитингов;
-
некомпрессовочных фитингов;
-
электросварных фитингов.
Какой из них следует выбрать, зависит от давления в магистрали и от типа соединения (разъемное/неразъемное).
Монтажные работы с трубами PEX требуют следующих инструментов:
-
гаечный ключ;
-
нож-секатор;
-
ручной или гидравлический пресс;
-
расширители нужных диаметров;
-
фитинги.

При креплении фитингов убедитесь, что они предназначены для установки именно на металлопластиковые либо на трубы PEX. При установке водопроводных систем используйте теплоизоляционные подложки и прокладки. Это поможет защитить систему от образования конденсата (для магистралей с холодной водой) либо от потерь тепла (для труб с горячей водой).

Перед тем как начать монтаж трубы PEX, следует закрепить их специальными скобками. Это позволит сохранить приданную трубе форму.

В настоящее время большинство соединений труб PEX осуществляется либо электродиффузионными муфтами, либо с помощью пресс-фитингов. Выбор определяется диаметрами соединяемых изделий. Для монтажа, как правило, используется комплект инструментов, выпускаемых ведущими производителями мира.
Соединения труб PEX диаметром от 16 до 40 мм пресс-фитингами с надвижной гильзой:

-
подготовить конец трубы PEX, обрезав его под углом 90° с помощью трубных ножниц;
-
на торец трубы надеть гильзу (фаской в сторону фитинга) и развальцевать конец ее специальным инструментом;
-
вставить фитинг в подготовленный торец трубы, а само соединение – в запрессовочную насадку;
-
при помощи этой насадки надвинуть до упора гильзу на фитинг;
-
произвести визуальный контроль соединения.
Соединения труб PEX диаметром от 40 до 110 мм пресс-фитингами с надвижной гильзой:
-
подготовить конец трубы PEX, обрезав ее фрезой под углом 90°;
-
гильзу надеть на трубу, конец ее развальцевать расширительной насадкой, вставленной в универсальный инструмент;
-
ввести фитинг в подготовленный торец трубы и дождаться, пока труба обожмет его благодаря свойству восстановления формы;
-
заменить в универсальном инструменте расширительную насадку на запрессовочную;
-
с ее помощью надвинуть гильзу на фитинг до упора;
-
произвести визуальный контроль соединения.
Соединение труб PEX электродиффузионными муфтами с помощью сварочного аппарата:

подготовить конец трубы PEX, обрезав ее либо ножницами, либо фрезой под углом 90° и разметить зону зачистки от наружного кислородонепроницаемого слоя согласно рекомендуемым в таблице данным.
Таблица. Глубина зоны зачистки края трубы от кислородонепроницаемого слоя в зависимости от глубины посадки в электродиффузионную муфту (в мм):
|
Глубина посадки |
20 |
25 |
32 |
40 |
50 |
63 |
75 |
90 |
110 |
160 |
|
Зона зачистки |
30 |
30 |
35 |
39 |
44 |
53 |
56 |
66 |
67 |
81 |
-
зачистить наружный барьерный слой вручную или помощи специального приспособления, очистить и обезжирить зону сварки растворителем;
-
надеть электродиффузионную муфту на зачищенный торец трубы и вставить вторую соединяемую с ней трубу в электросварную муфту;
-
подсоединить кабель сварочного аппарата, соблюдая полярность (по цвету провода и контактного гнезда муфты) и включить аппарат;
-
проверить соединение на предмет полного вхождения труб PEX в электросварную муфту;
-
включить режим сварки и после звукового сигнала вынуть кабель из контактных гнезд электросварной муфты;
-
произвести визуальный контроль готового соединения.
Рабочее давление в трубопроводе можно давать только после остывания соединения, которое при комнатной температуре длится приблизительно:
-
20 минут для труб PEX диаметром 20–63 мм;
-
30 минут для труб PEX диаметром 75–110 мм;
-
70 минут для труб PEX диаметром 160 мм.
Отличия от компрессионных аналогов
По неопытности и незнанию всех нюансов монтажа труб из металлопластика пресс-фитинги можно спутать с фитингами компрессионными. У них тоже есть штуцер и гильза. Только обжим последней производится не инструментом, а за счет имеющейся в конструкции накидной гайки.






Главное различие между этими деталями – это разный тип получаемого в результате монтажа соединения. Компрессионный вариант при необходимости можно разобрать, а с опрессованным сделать этого не получится. Пресс-фитинг возможно лишь срезать с трубы для замены новым.
При образовании течи в месте соединения гайку компрессионного фитинга можно подтянуть, а необслуживаемый пресс-фитинг придется полностью снимать
Однако вероятность образования протечки в пресс-соединении практически равна нулю. Не зря именно такой способ монтажа рекомендуют применять при устройстве «теплых полов» под стяжку и при замоноличивании трубопроводов в стену. Случаи, когда такие фитинги начинают течь в бетоне, в практике сантехников возникают крайне редко. Это больше исключение из правил.
С другой стороны, для монтажа обоих типов пресс-фитингов требуется специализированный инструмент. А для затягивания гаек компрессионных изделий необходима лишь пара гаечных ключей. В итоге на одной чаше весов «дорогой инструментарий + более высокая надежность стыка», а с другой «отсутствие лишних трат + несколько более высокий риск протечек». Выбор здесь только за мастером и владельцем дома, где производится укладка трубопровода.
Ручной механический
используется для обжима шлангов автомобильного кондиционера со сменными кулачками.
Кулачки быстро встают в кримпер, не требуется ни штырей, ни винтов.
Для удобства распознавания каждая обойма с кулачками имеет свой цвет:
- #6 (5/16″) — розовый , 71500-6
- #8 (13/32″) — красный, 71500-8
- #10 (1/2″) — желтый, 71500-10
- #12 (5/8″) — зелёный, 71500-12
Уязвимым местом системы кондиционирования автомобиля являются шланги, соединяющие компрессор кондиционера с конденсатором и стороной низкого давления. Чаще всего происходит перетирание о посторонние предметы или разрыв шланга от высокого давления. Поиск нового шланга может быть продолжителен по времени и сопряжен с высокими стоимостными затратами. Для сервисов занимающихся заправкой автомобильных кондиционеров существует недорогое оборудование позволяющее выполнить профессиональный ремонт
шлангов системы кондиционирования – это кримпер.
Совет по выбору станка
Ручной опрессовщик
Промышленное или ремонтное оборудование имеет определенные технические характеристики. Они являются основным критерием выбора. Поэтому предварительно необходимо изучить параметры готового изделия и подобрать обжимной станок, который бы соответствовал им.
Основные параметры выбора:
- усилие опрессовки, тонн;
- максимальный и минимальный диаметр РВД. Учитывается количество слоев оплетки;
- для электрических моделей – напряжение в сети;
- максимальное значение раскрытия кулачков, мм;
- габариты и вес;
Важное значение придается плашкам. Они могут быть как опрессовочные, так и маркировочные. В некоторых случаях потребуются специальные конструкции для ограниченного обжима изделия
Они изготавливаются под заказ
В некоторых случаях потребуются специальные конструкции для ограниченного обжима изделия. Они изготавливаются под заказ.
Преимуществом опрессовочного станка является его универсальность. С его помощью можно не только изготавливать качественные РВД, но и делать обжим любых изделий
Важно, чтобы они соответствовали параметрам оборудования
ремонт шланга ГУР
кстати на счёт хомутов, друг ездил в Москву и купил там 10 штук (минимальная партия)
Миниатюры
гула нет и небыло. а как шланг изготовили? там есть внутри железная трубка? мне кажется её отсутствие может вызвать гул
стал сопливить из под родного зажима, там где сейчас хомут стоит
А какой пробег у твоего Одьки? 250 -300 тык?
Однако. С трудом верится.
вот ещё одна моя победа. на этот раз победил я шланг высокого давления гидрача. отпилил шланг, сточил на наждаке обжим шланга со штуцера, конец штуцера немного подпилил так как он упирался в какую то железную трубку внутри шланга и до конца не залазил, надел на шланг хомут, засунул штуцер в шланг и затянул
кстати на счёт хомутов, друг ездил в Москву и купил там 10 штук (минимальная партия)
Адресочек магазина, если не сложно скинь пожал в личку. Спасибо.
где ж ты раньше был? кто может купить и отправить? здесь адреса. поточнее завтра узнаю( если нужно)
Там же где и сейчас. Я живу 200 км от Москвы, просто бываю там по работе.:-)))
буду на днях пробовать так же сделать.
как я понял по фото, в первом фото обрезано по край крепежа а на последнем фото еще кусок обрезан?
трубку металлическую можно выдернуть из шланга?
метал обжимки толстый? болгаркой снимается?
в Барнауле таке хомуты есть в «гвоздилке» на строителей. 22мм 70р
буду на днях пробовать так же сделать.
как я понял по фото, в первом фото обрезано по край крепежа а на последнем фото еще кусок обрезан?
трубку металлическую можно выдернуть из шланга?
метал обжимки толстый? болгаркой снимается?
шланг обрезан один раз, по край зажима на 22 большой будет, надо на 17-19, и лучше пару взять, тянуть придётся от души, можно болт сломать я не смог выдернуть трубку оттуда, хотел немного её сточить, т.к. коротковато обрезал шланг, трубка мешалась полностью штуцер запихать. так что лучше обрезать шланг по середине зажима, если это возможно, т.е. распилить зажим посередине вместе со шлангом болгаркой снимется.
Пластмассовые фитинги
На строительном рынке сегодня имеется большое разнообразие пластмассовых фитингов, применяемых исключительно для труб из пластика. Используются для соединения медных, металлопластиковых либо металлических труб. Нужно отметить, что для металлопластиковых труб чаще применяют пресс-фитинги. Характеризуется такое соединение тем, что происходит обжим трубы вокруг штуцера с помощью гильзы из нержавеющей стали.
Последовательность соединения металлопластиковых труб с обжимными фитингами
У такого соединения может быть различный профиль обжима. Он зависит от производителя и применяемого пресса. Для производства работ с обжимными фитингами используются различные специальные прессы. Это может быть ручной или электрический пресс либо аккумуляторный. Как достоинство такого соединения, можно отметить его надежность и долгий срок службы.
Обжимные фитинги для металлопластиковых труб бывают с наличием разрезного кольца или компрессионные. Плюсом является монтаж без специального оборудования и, в связи с этим, значительно более низкая цена работ. Вам понадобятся лишь гаечные ключи, калибратор, резак и монтажная пружина.
Одним из видов фитингов являются соединительные муфты. Муфта, изготовленная из нержавеющей стали, подходит для соединения металлических и пластиковых труб без применения сварки, резьбового либо фланцевого соединения. Сферы использования такой муфты очень разнообразны. Это может быть газоснабжение, судостроение, теплоснабжение и системы дренажа. При использовании стальной муфты вы проведете монтаж трубопровода без предварительной подготовки легко и быстро. Вам не потребуется большое пространство при установке муфты из стали и дополнительного обслуживания. Еще один плюс — высокая устойчивость к коррозии.
Другие способы соединения, их преимущества и недостатки
Самый распространенный метод после обжима проводов — пайка. В электронике она до сих пор занимает лидирующие позиции, поскольку обладает высокой механической прочностью. Из недостатков стоит отметить, что во влажной среде и местах с большими температурными перепадами, такой способ соединения не подойдет.
Другой известный способ – скрутка. Основное преимущество метода заключается в его реализации – требуется минимальный набор инструментов. При соединении проводники остаются в целостности. Чтобы скрутить провода, требуется лишь очистить небольшие их участки от изоляционного слоя. Демонтаж соединения тоже не должен вызывать вопросов. Единственная сложность, которая может возникнуть на этапе выполнения работ — небольшая площадь контакта, а также низкая надежность соединения.
Обжимной соединитель проводов совмещает в себя достоинства всех способов.
Что из себя представляет
Пресс-фитинг – специальное приспособление, служащее неразъемным соединителем металлопластиковых труб, либо конструкций системы с элементами из металла. С помощью таких конструкций возможен быстрый и прочный монтаж системы с применением металлопластиковых труб, состоящих из сшитого полиэтилена, с трубопроводами, смесителями и отопительными приборами.






Подобные пресс-соединения производятся из нержавеющей стали, или же латуни – материала, который возможно деформировать при обжатии, но который, при этом, достаточно прочен по своей структуре для применения в подобных конструкциях.
В зависимости от вида соединений металлопластиковых конструкций, выделяют два основных вида пресс-фитингов:
- Обжимные. Используются для укрепления разъемного вида соединений коммуникаций из металлопластика. В этом случае у пресс-фитинга имеется накидная гайка, которая служит прессом. Такой вид деталей ещё называется компрессионным.
- Надвижные. Используются для укрепления неразъемных соединений. У таких деталей нет резьбы, а вместо гайки прессом служит гильза. В результате установки на гильзу оказывается деформационное воздействие. В последующем она больше не обретает свою изначальную форму.
Обжимной фитинг
Спросом на рынке пользуются также пресс-фитинги из алюминия, но они непригодны для соединения металлопластиковых изделий ввиду того, что алюминиевые детали слишком мягки для того, чтобы обжимать трубу с достаточной силой.
Комплектующие
Мы найдём подход к любому, даже самому требовательному клиенту! Комплектующие — рукава, фитинги, муфты, используемые нами для производства РВД сертифицированы и соответствуют мировым стандартам. Обжим происходит на профессиональном, высокотехнологичном оборудовании FINN POWER (Финляндия), отлично зарекомендовавшем себя за многолетнюю историю. На всех стадиях изготовления осуществляются контроль качества выполняемых работ, а также испытания готового материала.
В индивидуальных случаях, наши специалисты могут произвести ремонт путём демонтажа ваших фитингов и установить их на новый рукав, заново опрессовав их новыми муфтами.
Технология соединения проводов опрессовкой
Чтобы закрепить разъём на конце кабеля витой пары, производят действия в следующем порядке:
- От конца кабеля отступают 10-12 мм и делают круговой обрез внешней оболочки с помощью кримпера или стриппера.
- Свободные концы проводов расплетают, распрямляют и располагают в порядке очерёдности, как указано на вышеприведённых схемах.
- Провода вводят внутрь разъёма таким образом, чтобы торцы проводников упёрлись в переднюю часть коннектора. При этом нужно следить за тем, чтобы оболочка кабеля тоже была охвачена корпусом разъёма на расстоянии 5-7 мм.
- Коннектор вводят в проём инструмента для обжима RJ 45.
- Чтобы правильно обжать разъём, ручки инструмента сжимают рукой до появления характерного щелчка. На этом весь процесс обжима завершается.
Обратите внимание! Не все модели оснащены сигнальным устройством. Поэтому при выборе кримпера стоит обращать внимание на наличие храповика
В наличии на сегодняшний день
Рукава высокого давления
| № п\п | Наименование |
| 1 | РВД 1\4″ |
| 2 | РВД 5\16″ |
| 3 | РВД 3\8″ Techno |
| 4 | РВД 1\2″ Techno |
| 5 | РВД 2SN DN12 1/2″ РOWERMASTER |
| 6 | РВД 5\8″ |
| 7 | РВД 3\4″ Techno |
| 8 | РВД 1″ |
Муфты
| № п\п | Наименование |
| 1 | муфта 1SN\2SN 1\4″ |
| 2 | муфта 1SN\2SN 5\16″ |
| 3 | муфта 1SN\2SN 3\8″ |
| 4 | муфта 1SN\2SN 1\2″ |
| 5 | муфта 1SN\2SN 5\8″ |
| 6 | муфта 1SN\2SN 3\4″ |
| 7 | муфта 1SN\2SN 1″ |
Фитинги
| 1 | фитинг BSP 1\4″ 0° |
| 2 | фитинг BSP 1\4″ 90° |
| 3 | фитинг BSP 1\4″ 45° |
| 4 | фитинг BSP 3\8″ 0° DN08 |
| 5 | фитинг BSP 3\8″ 90° DN08 |
| 6 | фитинг BSP 3\8″ 45° |
| 7 | фитинг BSP 1\2″ 0° DN10 |
| 8 | фитинг BSP 1\2″ 90° DN10 |
| 9 | фитинг BSP 1\2″ 45° |
| 10 | фитинг BSP 1\2″ 0° DN12 |
| 11 | фитинг BSP 5\8″ 0° |
| 12 | фитинг BSP 5\8″ 90° |
| 13 | фитинг BSP 5\8″ 45° |
| 14 | фитинг BSP 3\4″ 0° DN16 |
| 15 | фитинг BSP 3\4″ 90° DN16 |
| 16 | фитинг BSP 3\4″ 45° |
| 17 | фитинг BSP 1″ 0° |
| 18 | фитинг BSP 1″ 90° |
| 19 | фитинг BSP 1″ 45° |
| 20 | фитинг DN06 DKOL М14×1,5 0° |
| 21 | фитинг DKOL 14×1,5 90° |
| 22 | фитинг DKOL 14×1,5 45° |
| 23 | фитинг DKOL 5\16″16×1,5 0° |
| 24 | фитинг DKOL 5\16″ 16×1,5 90° |
| 25 | фитинг DKOL 3\8″ 18×1,5 0° |
| 26 | фитинг DKOL 3\8″ 18×1,5 90° |
| 27 | фитинг DKOL 3\8″ 18×1,5 45° |
| 28 | фитинг DN10 DKOL 1\2″(М22×1,5) 0° |
| 29 | фитинг DN10 DKOL1\2″(М22×1,5)90° |
| 30 | фитинг DKOL 1\2″ 22×1,5 45° |
| 31 | фитинг DKOL 5\8″ 27×1,5 0° |
| 32 | фитинг DN16 DKOL (М26×1,5)0° |
| 33 | фитинг DN16 DKOL (М26×1,5)90° |
| 34 | фитинг DN20 DKOL (М30×2)45° |
| 35 | фитинг DKOL 3\4″30×2 0° |
| 36 | фитинг DKOL 3\4″ 30×2 90° |
| 37 | фитинг DN25 DKOL (М36×2)0° |
| 38 | фитинг DN08DKOS (М18×1,5)0° |
| 39 | фитинг DN08DKOS (М18×1,5)90° |
| 40 | фитинг DN10 DKOS (М20×1,5)0° |
| 41 | фитинг DN10 DKOS (М20×1,5)90° |
| 42 | фитинг DN10 DKOS (М20×1,5)40° |
| 43 | фитинг DN12 DKOS (М24×1,5)0° |
| 44 | фитинг DN12 DKOS (М24×1,5)90° |
| 45 | фитинг DN12 DKOS (М24×1,5)45° |
| 46 | фитинг DN8 DK (М16×1,5)0° |
| 47 | фитинг DN8 DK (M16x1,5) 90° |
| 48 | фитинг DN10 DK (M16x1,5)0° |
| 49 | фитинг DN10 DK (M18x1,5) 0° |
| 50 | фитинг DN10 DK (M18x1,5) 90° |
| 51 | фитинг DK 20×1,5 0° |
| 52 | фитинг DK 20×1,5 90° |
| 53 | фитинг DN12 DK (M22x1,5) 0° |
| 54 | фитинг DN12 DK (M22x1,5) 90° |
| 55 | фитинг DN16 DK (M27x1,5) 0° |
| 56 | фитинг DN16 DK (M27x1,5) 90° |
| 57 | фитинг DN20 DK (M30x1,5) 0° |
| 58 | фитинг DN20 DK (M30x2) 0° |
| 59 | фитинг DN06 JIC 7/16″-20 0° |
| 60 | фитинг DN06 JIC 7/16″-20 90° |
| 61 | фитинг DN06 JIC 7/16″-20 45° |
| 62 | фитинг DN06 JIC 1/2″-20 0° |
| 63 | фитинг DN08 JIC 1/2″-20 0° |
| 64 | фитинг DN08 JIC 1/2″-20 90° |
| 65 | фитинг DN08 JIC 9/16″-20 0° |
| 66 | фитинг DN08 JIC 9/16″-20 90° |
| 67 | фитинг DN10 JIC 9/16″-18 0° |
| 68 | фитинг DN10 JIC 9/16″-18 90° |
| 69 | фитинг DN10 JIC 9/16″-18 45° |
| 70 | фитинг DN10 JIC 3/4″-16 0° |
| 71 | фитинг DN10 JIC 3/4″-16 90° |
| 72 | фитинг DN12 JIC 3/4″-16 0° |
| 73 | фитинг DN12 JIC 3/4»-16 90° |
| 74 | фитинг DN12 JIC 3/4»-16 45° |
| 75 | фитинг DN12 JIC 7/8″-14 0° |
| 76 | фитинг DN12 JIC 7/8″-14 90° |
| 77 | фитинг DN12 JIC 7/8″-14 45° |
| 78 | фитинг DN20 JIC 1.1/16″-12 0° |
| 79 | фитинг DN20 JIC 1.1/16»-12 90° |
| 80 | фитинг DN20 JIC 1.1/16″-12 45° |
| 81 | фитинг DN20 JIC 1.3/16″-12 0° |
| 82 | фитинг DN20 JIC 1.5/16″-12 0° |
| 83 | фитинг DN25 JIC 1.5/16″-12 0° |
| 84 | фитинг DN25 JIC 1.5/16»-12 90° |
| 85 | фитинг DN25 JIC 1.5/16»-12 45° |
| 86 | фитинг DN25 JIC 1.5/8″-12 0° |
| 87 | фитинг DN10 ORFS 11/16″ 0° |
| 88 | фитинг DN10 ORFS 11/16″ 90° |
| 89 | фитинг DN12 ORFS 13/16″ 0° |
| 90 | фитинг DN12 ORFS 13/16″ 90° |
| 91 | фитинг DN12 ORFS 1″ 0° |
| 92 | фитинг DN16 ORFS 1″ 0° |
| 93 | фитинг DN16 ORFS 1″ 90° |
| 94 | фитинг DN20 ORFS 1.3/16″ 0° |
| 95 | фитинг DN20 ORFS 1.3/16″ 90° |
| 96 | фитинг DN20 ORFS 1.7/16″ 0° |
| 97 | фитинг DN25 ORFS 1.7/16″ 0° |
| 98 | фитинг DN25 ORFS 1.7/16″ 90° |
| 99 | фитинг Banjo 5\16″ 14мм |
| 100 | фитинг DN06 Banjo 10х1 1/8 |
| 101 | фитинг DN06 Banjo 12х1,5 |
| 102 | фитинг DKF-W с гайкой 1\4″ |
| 103 | фитинг DKF-W штуцер под пистолет 1\4″ (толстый) (11) |
| 104 | фитинг DKF-W штуцер под пистолет 1\4″ (тонкий) (10) |
| 105 | фитинг DN06 DKF-W (Г) М22х1,5 |
| 106 | тройник 1\2″ |
| 107 | штуцер DN 3\4″ BSP |
| 108 | штуцер DN38 BSP1 1\2″ 0° |
| 109 | штуцер DN06 BSP 1\4″ 0° |
| 110 | штуцер DN10 BSP3\8″ 0° |
| 111 | штуцер DN12 BSP 1\2″ 0° |
| 112 | штуцер DN16 BSP5\8″ 0° |
| 113 | штуцер DN25 BSP1″ 0° |
| 114 | штуцер DKOL 5\8″ 26х1,5 |
| 115 | штуцер DN10 DKOL 3\8″ (М18х1,5) |
| 116 | штуцер DN12 DKOL 1\2″ (М22х1,5) |
| 117 | штуцер DN20 DKOL 3\4″ (М30×2) |
| 118 | штуцер DN25 DKOL (М36×2) |
| 119 | штуцер DN08 DKOS (М18×1,5)0° |
| 120 | штуцер DN10 DKOS (М20×1,5)0° |
| 121 | штуцер DKOS24×1,5 |
| 122 | штуцер DN06 JIC 7/16″ 0° |
| 123 | штуцер DN08 JIC 1/2″ 0° |
| 124 | штуцер DN10 JIC 9/16″ 0° |
| 125 | штуцер DN12 JIC 3/4″ 0° |
| 126 | штуцер DN16 JIC 7/8″ 0° |
| 127 | штуцер DN20 JIC 1.1/16″ 0° |
| 128 | штуцер DN25 JIC 1.5/16″ 0° |
Зачистка и тестирование РВД
Для тех, кто хочет быть уверен в качестве изготовленных шлангов, мы предлагаем уникальную дополнительную услугу – тестирование готовых изделий. Используемый нами специальный испытательный стенд фирмы Uniflex позволяет не только проверить нагрузку в максимально жестких условиях, но и обработать РВД водомасляной смесью, которая обладает антикоррозийным эффектом.
Зачистка РВД также проводится на немецком оборудовании Uniflex. Промывка РВД проводится как с внутренней, так и с внешней стороны. После промывки рукава полностью очищаются от микропыли, от заусенцев и пр.
Источник
Сферы использования быстросъемных соединительных фитингов
Быстросъемные соединения широко используются для бытовых нужд, а именно в поливочных работах. Наличие таких элементов упрощает сборку, при этом не требуется отключать воду. Быстросъемы для гидравлических шлангов позволяют подключить шланги к насосам, дождевателям и прочим элементам для полива. Их также применяют для разветвления сетей. Для бытовых нужд достаточно простых изделий из пластмассы, которые характеризуются широкой функциональностью. Они обычно состоят из нескольких элементов. Некоторые фитинги оснащены запирающим механизмом или опцией «автостоп».
Быстросъемы для поливочных шлангов хорошо взаимодействуют с различными насадками для полива. Они также обеспечивают защиту шланга от перегиба. Широкое применение получили изделия из ударопрочной пластмассы с оцинкованным покрытием. Они более удобны в работе, поскольку являются менее скользкими.
Фитинги широко используют в производственных цехах при монтаже гидравлических систем. С их помощью можно удлинить гибкий шланг, обеспечив перемещение оборудования на другое место. Существуют также быстросъемы для пневмоинструмента. Такие фитинги выполняются из ударопрочной стали с защитным коррозионным слоем. Они представлены цельными экземплярами. При их стыковке шланг вставляется в устройство. Внутри его захватывает резная пружинистая втулка, создающая герметичность подводки. Для извлечения шланга необходимо надавить на фиксирующее кольцо.

Различные материалы изготовления позволяют применять быстросъемы как в быту, так и в промышленности
Быстросъемные соединения нашли свое применение при монтаже магистралей специального назначения в металлургической, химической и горнодобывающей отраслях. Их часто используют при строительстве водного, железнодорожного или автомобильного транспорта и сборке медицинской аппаратуры.
Пресс фитинг
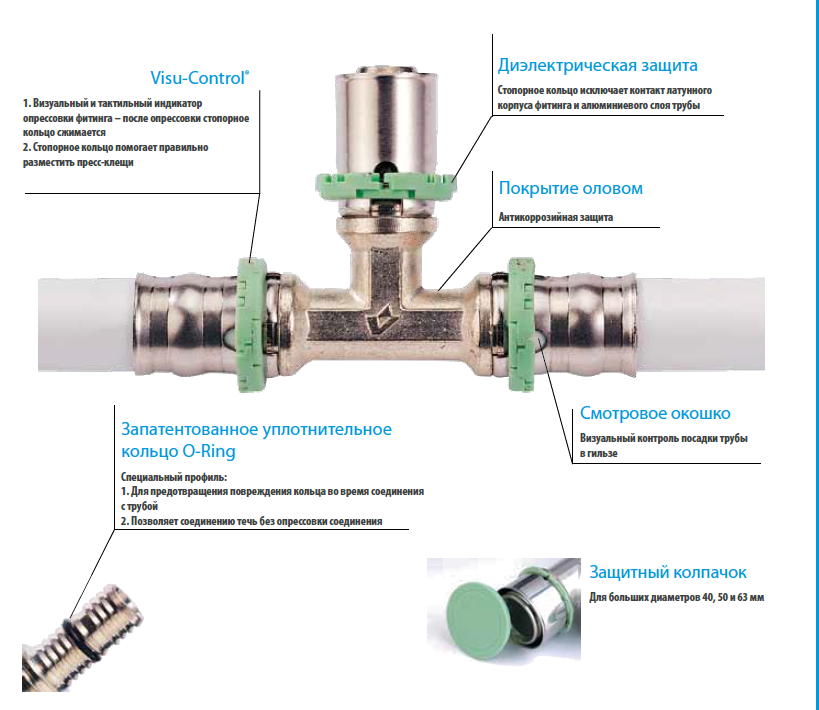
Использование пресс-фитингов позволяет создавать надежные опрессованные соединения, которые не нуждаются в дальнейшем обслуживании и могут монтироваться без открытого доступа (в стену или короб). Этот вид фурнитуры широко применяется при монтаже теплого пола.
При создании соединений с пресс — фитингами не обойтись без специального оборудования – пресс-машины или пресс-клещей, которые подразумевают наличие хотя бы минимальных навыков работы по обжиму.
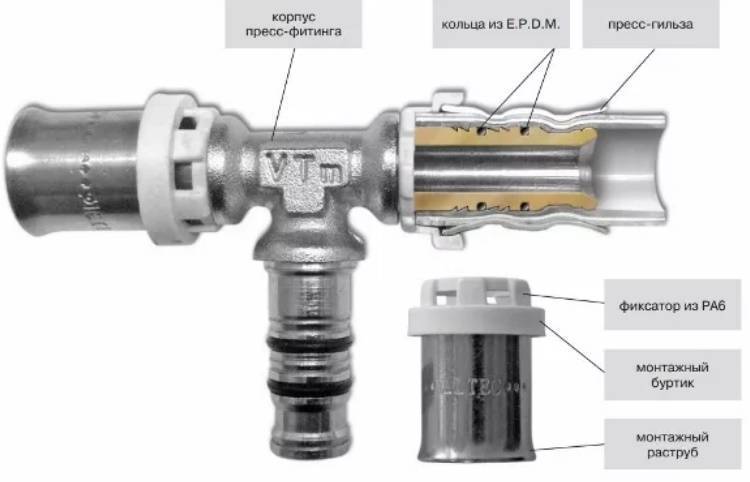
Пресс-фитинги выпускаются в трех вариантах: муфта, угольник и тройник. А их конструкция состоит из двух частей – обжимной гильзы и непосредственно корпуса, внутри которого находятся диэлектрические кольца и прокладка.

Алгоритм установки соединения с пресс-фитингом:
- Специальными ножницами отрезать и выровнять отмеченный участок трубы.
- С помощью калибратора удалить внутреннюю и внешнюю фаски.
- По необходимости, немного увеличить диаметр трубы с применением развертки.
- Удостовериться, что внутри изделия есть диэлектрические кольца и прокладка.
- Накрутить трубу на штуцер фитинга до ее появления в круглом отверстии основания гильзы.
- Выполнить опрессовку соединения с помощью пресс-оборудования (бортик гильзы должен войти в специальное углубление пресс-насадки).
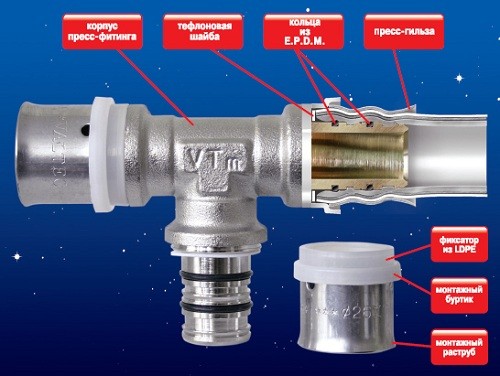 Схема устройства пресс фитинга
Схема устройства пресс фитинга
Особенности станка для изготовления РВД
Пресс для обжимки рукава является частью производственной линии. Сегодня на рынке есть как небольшие мобильные станки, так и стационарные для промышленности. При выборе станка необходимо учитывать исходные параметры работы с оборудованием: тип и диаметр рукава, предельный размер фитингов, тип и производительность станка.
Сфера использования станков для обжима достаточно велика:
- · производство гидравлических шлангов;
- · выпуск автодеталей;
- · производство строительного оборудования;
- · изготовление морского и железнодорожного транспорта;
- · выпуск проволоки, шлангов, труб и трубопроводов, кабелей.
Обжимной станок обладает такими особенностями:
- · работает от нескольких источников: батарея, сжатый воздух или в ручном режиме;
- · точность обжимки всегда на высоте;
- · конструкция станка удобна и эргономична, он прост в эксплуатации;
- · быстрая опрессовка РВД возможна за счет системы оперативной замены кулачков;
можно использовать станок в условиях производства и на месте.
Инструкция по калибровке обжимного станка для РВД
- Завершите операцию опрессовки с соответствующими параметрами.
- Измерьте на готовом изделии диаметр опрессовки и от этого размера вычтите размер кулачков.
- Используя значения нормативных документов проверьте калибратор.
- Если калибратор нуждается в калибровке, ослабьте винт фиксации калибратора.
- Фиксируя неподвижно ручку калибратора, поверните регулировочные кольца с помощью винта, используемого в качестве рычага.
- Когда правильные значения будут достигнуты, затяните винт фиксации калибратора.
- Установите калибратор на новые значения и начинайте опрессовку.
- Проверьте еще раз диаметры опрессовки на готовых изделиях. Если снова получатся неправильные значения, проведите калибровку еще раз.
Замена поврежденных шлангов высокого давления
Из всего вышесказанного можно сделать вывод, что ремонт РВД заключается или в замене поврежденного участка или в замене пришедших в негодность фитингов.
При замене поврежденного участка, так же как и при замене фитингов, понадобится обжимать соединительные муфты, то есть технологически эти два действия очень похожи.

Шланги высокого давления
Последовательность операций при этом выглядит таким образом:
- Поврежденный рукав отсоединяется от основного механизма.
- На отрезном станке режется новый рукав по размеру старого. Причем для замера берется расстояние между торцами ниппелей на его концах. Выбирать лучше РВД, рассчитанный на большее давление, чем то, на которое был рассчитан старый РВД.
- Подобрать нужный диаметр поможет маркировка, которая ставится на рукавах.
Заводская маркировка DN обозначает диаметр внутреннего канала шланга.
Если предстоит ремонт рукава, рассчитанного на повышенное давление (тяжелого рукава), его концы зачищают изнутри и снаружи до металлической оплетки. Эта операция производится на окорочных станках.
Затем подбирают нужные фитинги. Это может быть сопряжено с определенными сложностями, так как импортные фитинги изготовляются по разным стандартам. В случае затруднений проще всего произвести замеры по старому фитингу штангенциркулем и резьбомером, что позволит точно установить нужные диаметр и шаг резьбы и затем подобрать нужные параметры нового фитинга по таблицам.
После окорки и подбора фитингов производится их опрессовка на обжимных станках. Для каждого диаметра подбираются съемные обжимные кулачки.
Далее обязательно проводится проверка качества опрессовки. Для этого используется контрольный щуп, но лучше всего проводить тестирование на специальном испытательном стенде.
Если попалось нестандартное соединение, то ремонт осуществляется с помощью ремонтного фитинга. Для этого берется головка старого фитинга, к которой припаивается часть, подлежащая опрессовке.

Рукава высокого давления
Этим методом часто пользуются автолюбители для экстренного ремонта шлангов ГУР, а так же владельцы насосов и минимоек Кирхер.
Фитинги для РВД
Для крепления шлангов по месту на их концах монтируются фитинги (наконечники), которые бывают следующих типов:
- Гайка;
- Штуцер;
- Ниппель;
- Быстроразъемные соединения.
Крепление фитингов к концам шланга производится с помощью обжимных муфт, которые опрессовываются на специальных станках.
В зависимости от вида хвостовика фитинги классифицируются по сериям:
- Универсальная. Эта серия может применяться во всех шлангах РВД за исключением шлангов навивочного типа.
- Interlock. Серия используется для навивочных рукавов.
При установке фитингов этого типа требуется обязательно удалять оба слоя резины, внутренний и внешний.

Фитинги для рукавов высокого давления
Операция по удалению слоев резины называется окорка шланга.
CS. Фитингами этой серии так же обжимаются навивочные рукава, но снимать резину верхнего и нижнего слоя при этом уже не надо.
Выход из строя фитингов является наиболее частым случаем повреждения шлангов высокого давления. Это объясняется величиной и интенсивностью испытываемых ими нагрузок.