Сооружение станка для холодной ковки
При составлении чертежа для дальнейшего создания шаблона для станка лучше всего позаботиться о том, чтобы он имел максимальное количество различных вариаций касаемо изгибов и волн. Имея такие заготовки можно создать станок для холодной ковки с множеством сменных насадок, что будет давать возможность изготавливать различные узоры и вензеля.

Последовательность действий при создании устройства:
- Изначально понадобиться металлическое полотно, размер которого будет зависеть от количества узоров, размещаемых на нем. Размещать сами шаблоны следует таким образом, чтобы было место для изготовления изделий, потому как в процессе материал с насадок может смещаться из-за нехватки места. Также при недостаточном удалении друг от друга шаблонов, могут возникнуть осложнения в работе.
- Что касается самих вариаций шаблонов, то они могут быть как простыми, так и содержать не один поворот вензеля. Можно сделать подобную улитку лемешного типа и продумать конструкцию изгибов в разобранном и собранном состоянии. При этом стоит быть внимательными при подборе материала для фиксации раздвигающихся частей – он должен быть максимально прочным.
- Смену насадок можно обеспечить, сделав прорезь прямоугольной формы, в нее можно будет вставлять сменные шаблоны для ковки. Прикреплены они все должны быть к металлическим пластинам, имеющим форму прямоугольника. Крепление таких насадок обеспечено будет при помощи болтов.
Монтаж деталей «улитки»
В зависимости от квалификации кузнеца в рабочем процессе могут принимать участие станки для ковки одного из трех вариантов приспособлений.
Вариант первый относится к простым устройствам, в котором контур спирали протачивается или приваривается на поверхности столешницы.
Вариант второй предусматривает изготовление «улитки» из разборных частей. По длине контура кузнечной разметки устраиваются отверстия с внутренней резьбой, по шаблону вырезаются металлические накладки с отверстиями под болты. Для закрепления сегментов на столешнице применяются болты или упоры, конструкция позволяет изготавливать заготовки с разным радиусом завитков «улитки» не используя нагрев прутка.
Третий вариант станка состоит из разборных сегментов для производства модулей с разным вариантом спирали. Модули выполняются из отдельных фрагментов металла с наваренными частями «улитки».
На следующем этапе по контуру каркаса приваривается основной круг столешницы, с помощью треугольников монтируется вал, закрепляется вращающийся рычаг. К верхнему отделу вала приваривается второй круг столешницы, на которую устанавливаются сегменты спирали «улитки».
Приспособление «Гнутик»
Предназначено для изгибания прутков или трубок под заданным углом или радиусом. А также, с помощью этого приспособления создаются хомуты для скрепления деталей между собой без применения сварки.
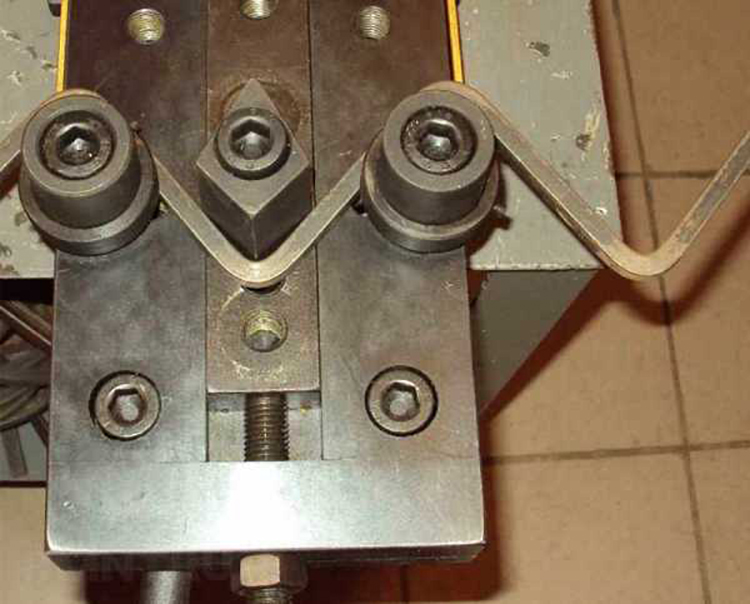
Устройство
Самодельный гнутик состоит из:
- Основания с пазом. Изготавливается из прочного швеллера.
- Подвижного упора. Он двигается в пазу при помощи червячного механизма.
- Двух жестко закрепленных упоров. Они крепятся на частях основания.
На упоры одеваются сменные валики различного диаметра. Это даст возможность гнуть детали под необходимыми радиусами и углами. На подвижном упоре тоже желательно сделать возможность смены валика или клина.
Заготовка зажимается неподвижными упорами и гнется под нужным углом путем давления на нее подвижного упора. Благодаря использованию червячного механизма не потребуется прилагать значительных физических усилий для достижения деталью нужной формы.
Благодаря возможности изготовить оборудование самостоятельно, этот вид деятельности не требует значительных вложений на начальном этапе.
Виды, устройство и принцип работы «Улитки»
Улитка для холодной ковки — это приспособление для создания узоров в виде завитков из металлических прутков путем их деформационного загиба по контуру шаблона. Деформация происходит за счет жесткой фиксации рабочего прутка к шаблону. Для этого нужно прикладывать силу. Обеспечивается это ручным усилием или электрическим приводом. При самостоятельном изготовлении устройства целесообразность применения электрического привода должен определить сам мастер. Он необходим в случае большого объема работ. В основном используется ручное усилие.
Улитка (кондуктор) может иметь разную конструкцию. Она может быть выполнена:
- в виде стабильно приваренного к рабочему основанию шаблона;
- в виде разборных съемных частей, которые крепятся на основание.
По-разному может быть организован и ручной привод.
В самой примитивной конструкции пруток наматывают на шаблон простым усилием рук или с использованием в качестве рычага любого подходящего приспособления.
Также рычаг может входить в конструкцию станка и крепиться к ножке станины и приводиться в движение с помощью подвижного подшипника, перемещающегося по основанию улитки.

В более сложных устройствах вращается сам кондуктор, который крепится на ось вала. Она приводится в движение с помощью трех рычагов.
Вы должны заранее определить конструкцию станка, исходя из целесообразности и удобства использования.
Монолитный кондуктор имеет определенную форму шаблона, которая служит единственным вариантом завитка. Это является недостатком такой конструкции, но зато ее сделать самим совсем несложно.
Съемный вид конструкции удобен тем, что на таком станке можно изготавливать фигурные завитки разных размеров и форм. Но конструирование самого станка более сложное. Кроме того, у съемного устройства надежность фиксации частей шаблона хуже, чем у монолитного вида. Вам потребуется постоянное подкручивание резьбовых соединений, т. к. они при работе могут ослабеть.
Виды, устройство и принцип работы «Улитки»
Улитка для холодной ковки — это приспособление для создания узоров в виде завитков из металлических прутков путем их деформационного загиба по контуру шаблона. Деформация происходит за счет жесткой фиксации рабочего прутка к шаблону. Для этого нужно прикладывать силу. Обеспечивается это ручным усилием или электрическим приводом. При самостоятельном изготовлении устройства целесообразность применения электрического привода должен определить сам мастер. Он необходим в случае большого объема работ. В основном используется ручное усилие.
Улитка (кондуктор) может иметь разную конструкцию. Она может быть выполнена:
- в виде стабильно приваренного к рабочему основанию шаблона;
- в виде разборных съемных частей, которые крепятся на основание.
По-разному может быть организован и ручной привод.
В самой примитивной конструкции пруток наматывают на шаблон простым усилием рук или с использованием в качестве рычага любого подходящего приспособления.
Также рычаг может входить в конструкцию станка и крепиться к ножке станины и приводиться в движение с помощью подвижного подшипника, перемещающегося по основанию улитки.
В более сложных устройствах вращается сам кондуктор, который крепится на ось вала. Она приводится в движение с помощью трех рычагов.
Вы должны заранее определить конструкцию станка, исходя из целесообразности и удобства использования.
Монолитный кондуктор имеет определенную форму шаблона, которая служит единственным вариантом завитка. Это является недостатком такой конструкции, но зато ее сделать самим совсем несложно.
Съемный вид конструкции удобен тем, что на таком станке можно изготавливать фигурные завитки разных размеров и форм. Но конструирование самого станка более сложное. Кроме того, у съемного устройства надежность фиксации частей шаблона хуже, чем у монолитного вида. Вам потребуется постоянное подкручивание резьбовых соединений, т. к. они при работе могут ослабеть.
Изготовление улитки
Несколько устройств представлено на рисунке. Примерно так (в основе) и должно получиться.
Сборка улитки своими руками – это один из вариантов самостоятельного конструирования, когда давать рекомендации с указанием точных параметров всех составных частей не имеет смысла. Здесь необходимо ориентироваться на собственное представление о том, что и как будет гнуться (радиусы, количество витков спирали и так далее). Но если станет понятна суть процесса изготовления, то сама сборка сложностей не вызовет.
Устройство рабочего стола
Процесс холодной ковки требует приложения больших усилий. Если уже есть готовый верстак, то, возможно, придется его укрепить. При изготовлении улитки с нуля каркас стола делается только металлическим – швеллер, уголок, труба толстостенная.
Понятно, что столешница также должна быть металлической. В процессе работы улитки она будет подвергаться как статическим, так и динамическим нагрузкам. Следовательно, обычный лист железа не подходит. Только плита, и не менее 4 мм.
Разметка и монтаж «навесного» оборудования
Пожалуй, самый творческий этап работы. Своими руками можно сделать все. Но как, с учетом перспективы или ограничившись производством однотипных образцов?
Вариант 1. Самый простой. Смысл операции в том, что на столешнице прорисовывается контур спирали.
По сути, это эскиз будущих фигурных деталей, к примеру, из прутка. После этого достаточно из толстого полосового железа, согнутого по радиусу, вырезать несколько сегментов. Они привариваются к столешнице, и механизм для изгиба в основе своей готов.
Кому-то более привлекательным покажется такое исполнение – с цельной полосой.
Но практика показывает, что с такой улиткой работать сложнее. Например, при выемке из нее готового изделия возникнут определенные трудности.










Вариант 2. То же, но прорисовывается несколько контуров. Вдоль каждого высверливаются отверстия, в которых нарезается резьба. Остается лишь заготовить шаблоны для сегментов-упоров. Своими руками их делают, как правило, из плотного картона или фанеры.
По ним из металла изготовляются накладки, в которых после очередной разметки также высверливаются отверстия, совпадающие с посадочными «гнездами» в плите. Такая конструкция позволит на одном столе организовать производство спиралевидных заготовок с различными радиусами. Придется лишь, в зависимости от формы изгиба, устанавливать соответствующие сегменты в определенных местах. Их крепление к основе – болтовое. Можно поступить и по-другому. Вместо таких упоров ставить цилиндрические.
Для фиксации они притягиваются болтами (снизу плиты) или изготавливаются сразу с ножками (+ резьба) и вкручиваются в столешницу. С ними гораздо удобнее. А если есть собственный , то выточить своими руками – дело на пару часов.
Вариант 3. Приготовить несколько съемных модулей, которые менять по мере необходимости.
Сборка улитки
Устанавливается лемех, крепятся рычаги, боковой упор. Все это хорошо видно на рисунках.
В дело пойдет все, что есть в сарае (гараже, на чердаке) – обрезки труб, прутка, уголка и тому подобное. Если понятен принцип работы улитки, то никакие подсказки более и не требуются.
Проверка работоспособности
Это всегда подразумевается, поэтому без комментариев.
В принципе, сделать улитку для холодной ковки – это не так уж и сложно. Тем более что какого-то единого стандарта на подобные устройства не существует. Кто-то скажет – а не проще ли купить заводскую модель? Во-первых, как уже сказано, придется долго искать. Во-вторых, не факт, что ее возможности совпадут с фантазиями мастера. В-третьих, придется облегчить кошелек примерно на 19 000 (ручная) и на 62 000 (электрическая модель) рублей, как минимум.
Успехов в изготовлении улитки своими руками!являются универсальными декоративными элементами , применяющимися для дополнения дизайна разнообразных по форме изделий. Для изготовления деталей подобного типаиспользуется механизированное оборудование, а также ручные инструменты и приспособления . Некоторое оснащение продается по достаточно высоким ценам. Но существует также возможность изготовления (сборки) оборудования своими руками.
Основные элементы структуры
В большинстве случаев конструкция улитки для ковки включает следующие предметы:
- Основной лемех.
- Ведущая ось.
- Рычаги для механического приложения силы.
- Фиксирующие элементы для обрабатываемых деталей.
- Рычаги для контроля и управления прижимных валов, сами прижимные валы.
- Палец для крепления лемешных элементов.
- Пазы для перемещения прижимных валов.
- Пружина для притягивания вала.
- Ось рычажного управления вала.
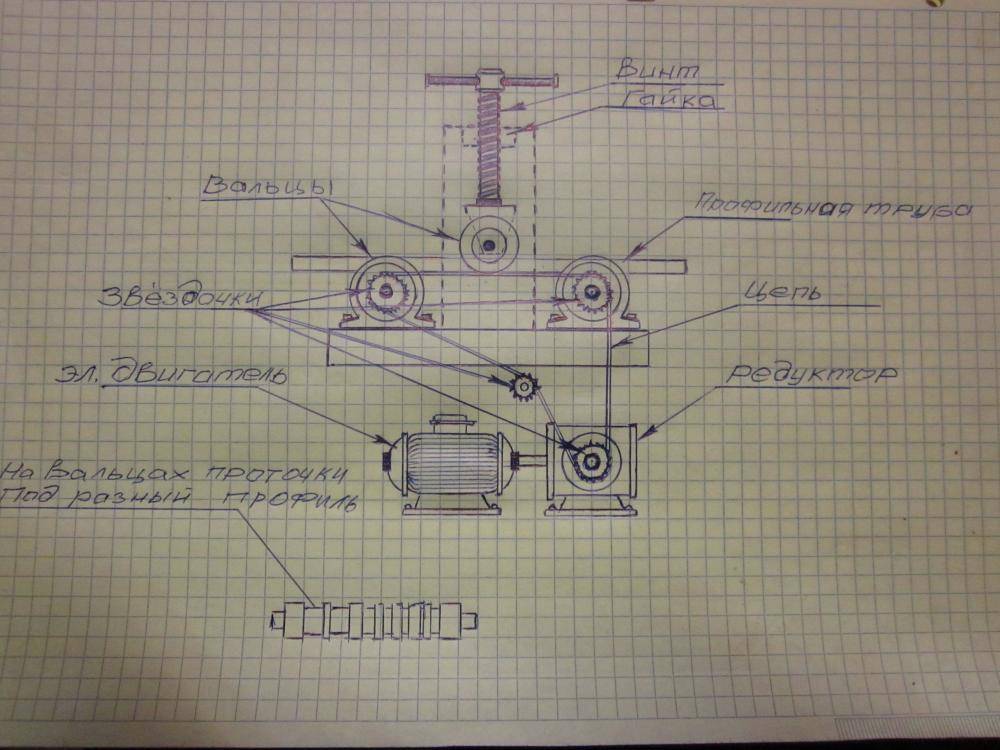
Для наилучшего понимания конструкции можно посмотреть чертежи, на которых имеются проекции станка в разных разрезах и должно быть указано соотношение размеров деталей друг к другу.
Рассмотрим различные самодельные приспособления для холодной ковки

Начнем с принципа работы инструмента:
Заготовка (металлический круг, квадрат или полоса) устанавливается в станок между направляющими. При помощи рычажного ручного, или редукторного электрического привода, происходит изменение геометрической формы.
Существует несколько стандартных приспособлений, представляющих собой шаблоны для холодной ковки.
Приспособление «гнутик».

Это усовершенствованный аналог трубогиба. С его помощью заготовка изгибается под запрограммированным углом. Он может быть как одиночным, так и формировать геометрические фигуры. Декоративный элемент бывает плоским или объемным, и все это делает один инструмент. С помощью гнутика можно выполнять дугу из прямой заготовки.
Приспособление твистер.

С его помощью заготовка закручивается винтом. Работает по принципу шпинделя токарного станка или патрона для дрели. Часть заготовки прочно зажимается в неподвижных тисках, а другая закручивается при помощи воротка или электропривода.
Особенность конструкции – неподвижные тиски должны иметь возможность продольного перемещения.
Деталь при скручивании уменьшается по длине, и может выскочить из крепления.
Если вместо одного прута вставить в станок пучок проволоки – можно получить объемную стальную фигуру, так называемую корзинку. Ее изготовление требует особой сноровки.
Самое популярное приспособление — улитка.

Самый распространенный шаблон для холодной обработки металла. С его помощью создаются завитки любой формы и с разным количеством оборотов. Его конструкция простая и сложная одновременно. Недостаточно просто создать шаблон нужной формы.
Надо иметь возможность извлечь его из готового элемента по окончании работ. Поэтому, вставки для формирования завитка должны состоять из нескольких элементов.
Еще одна разновидность холодной ковки – роликовая волна.
Заготовка, обработанная этим станком, приобретает форму волны с одинаковыми синусоидами. Правильно настроенным волногибом можно создавать гнутые прутки любой длины, поскольку противо – волны не мешают друг другу при обработке.
Не менее популярное приспособление для холодной ковки — навивка колец.
Фактически это барабан определенного диаметра, наматывающий на себя заготовку, которая упирается в «собачку».
В результате получается настоящая пружина, которая затем разрубается на кольца. Витки обжимаются до плоского состояния, и получаются замкнутые обручи.
Матричный пресс.
Саму матрицу изготовить несложно, главное – иметь высоколегированную сталь. Проблема в том, чтобы создать необходимое давление на заготовку. Можно создать конструкцию на основе мощного домкрата.
При помощи такого пресса получается эффект настоящей горячей ковки.
Редко используемое — Глобус.

Приспособление для создания дуги фиксированного размера с одновременной обработкой концов заготовки. Необходим при относительно массовом производстве однотипных деталей. Для изготовления одиночной дуги можно обойтись «гнутиком».
Кроме того, существуют дополнительные приспособления для клепки, обжима скоб, так называемой пресс-чеканки, и других сопутствующих задач.
Другое оборудование: универсальное, шаблоны, лекала и прочее
Приспособления для холодной ковки используются для сгибания по дуге, под углом или скручивания. Ниже приведены основные разновидности оборудования.
К станкам также можно отнести:
- Штамповый пресс. При помощи этого устройства на металл наносят определённый рисунок путём отпечатывания его с шаблонов под давлением.
- Механический узел. Устройство, помогающее выгибать прут в форму круга с разным диаметром.
- Приспособления для ковки, к которым относятся шаблоны, оправки, кондукторы используются индивидуальными мастерами, которые не гонятся за количеством произведенных элементов.
- Ручные инструменты: клещи, вилки, тяжелый молоток или кувалда также чаще используются индивидуальными мастерами.
К сведению! Шаблоны, кондукторы и лекала для холодной ковки могут быть разнообразными, каждый мастер изготавливает их самостоятельно для получения эксклюзивной формы материала. Самые распространённые виды перечислены выше, их можно сделать своими руками в домашних условиях.










Разметка и монтаж «навесного» оборудования
Пожалуй, самый творческий этап работы. Своими руками можно сделать все. Но как, с учетом перспективы или ограничившись производством однотипных образцов?
Вариант 1. Самый простой. Смысл операции в том, что на столешнице прорисовывается контур спирали.
По сути, это эскиз будущих фигурных деталей, к примеру, из прутка. После этого достаточно из толстого полосового железа, согнутого по радиусу, вырезать несколько сегментов. Они привариваются к столешнице, и механизм для изгиба в основе своей готов.
Кому-то более привлекательным покажется такое исполнение – с цельной полосой.
Но практика показывает, что с такой улиткой работать сложнее. Например, при выемке из нее готового изделия возникнут определенные трудности.
Вариант 2. То же, но прорисовывается несколько контуров. Вдоль каждого высверливаются отверстия, в которых нарезается резьба. Остается лишь заготовить шаблоны для сегментов-упоров. Своими руками их делают, как правило, из плотного картона или фанеры.
По ним из металла изготовляются накладки, в которых после очередной разметки также высверливаются отверстия, совпадающие с посадочными «гнездами» в плите. Такая конструкция позволит на одном столе организовать производство спиралевидных заготовок с различными радиусами. Придется лишь, в зависимости от формы изгиба, устанавливать соответствующие сегменты в определенных местах. Их крепление к основе – болтовое. Можно поступить и по-другому. Вместо таких упоров ставить цилиндрические.
Для фиксации они притягиваются болтами (снизу плиты) или изготавливаются сразу с ножками (+ резьба) и вкручиваются в столешницу. С ними гораздо удобнее. А если есть собственный токарный мини-станок, то выточить своими руками – дело на пару часов.
Вариант 3. Приготовить несколько съемных модулей, которые менять по мере необходимости.
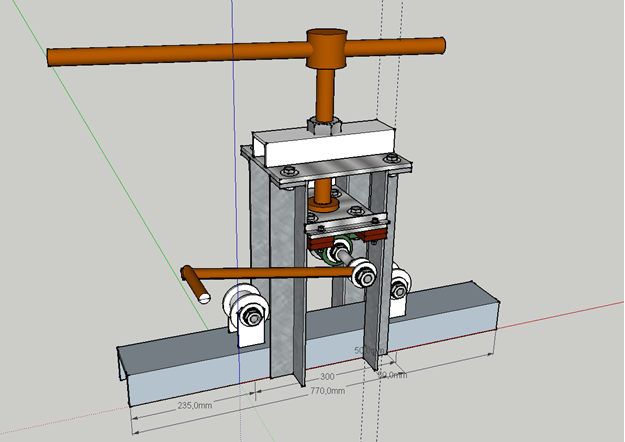
Пошаговое изготовление малогабаритного ручного станка для изготовления завитков
Небольшой станок предназначен для изготовления завитков из полосового проката шириной 20…30 мм. Его несложно сделать самому.
Центр
Сначала изготавливается центр. Для этого отпиливается небольшой фрагмент из кругляка. Заготовку фиксируют в тисках, размечают линию реза. С помощью отрезного диска и углошлифовальной машинки (УШМ) отпиливается заготовка.
Она имеет диаметр 38 мм. Боковая поверхность дополнительно не обрабатывается.
Длина центра составляет 28 мм. Можно и немного больше, но для изгибания полосы шириной 30 мм этого достаточно.
На сверлильном станке сверлится отверстие Ø 8 мм. Его располагают эксцентрично. Такое положение обусловлено тем, что нужно изготовить фиксатор для конца заготовки.
Прорисовывается профиль, который следует удалить с помощью отрезного и зачистного дисков, устанавливаемых на болгарке. Заготовку крепят в тисках и удаляют излишки металла.
Лепестковыми дисками поверхность защищается так, чтобы осуществлялся плавный переход между разными поверхностями фиксатора.
Чтобы в дальнейшем проще фиксировать конец заготовки, нужно просверлить отверстие. Его располагают на радиальной поверхности центра. Сверлится отверстие под резьбу М10.
С помощью набора метчиков нарезается внутренняя резьба. Здесь будет использоваться винт без головки. После фиксации заготовки он спрячется внутри металла центра.
К опорной пластине толщиной 4 мм приваривается центр. На этом работа с его изготовлением завершается.
Изготовление приспособления
Для удобства работы с приспособлением к обратной стороне пластины приваривается вал. Вращая его в специальной оправке, будут вращать улитку.
Наружную поверхность нужно обточить, чтобы сварные швы не мешали свободному облеганию будущих заготовок.
Будущая спираль прорисовывается на пластине. Создается контур, куда ее в дальнейшем приварят.
Из полосы толщиной 4 мм изгибают спираль. Она должна соответствовать проекту.
После проверки спирали по шаблону излишки обрезаются, а саму спираль приваривают к пластине и к центру.
В качестве стойки используется профильная труба 40·40 мм со стенкой 3 мм. На ней сверлят отверстия для крепления элементов станка. С помощью опорных площадок фиксируют подготовленные части.









С обратной стороны видна ручка. Ее закрепили к валу с помощью подшипника. Подготовленная «Улитка» может вращаться.
Проводится проверка работоспособности. За ручку выполняется поворот спирали вокруг оси центра.
Особенности и преимущества холодной ковки
Холодная ковка – это наиболее популярный вид работ, за счет того, что при помощи ее можно изготавливать оригинальные детали всевозможных размеров и форм. С помощью станка для холодной ковки, вы сможете изготовить:
- декоративный фонарь;
- заграждение для клумбы;
- перила;
- оригинальный забор;
- ручки для скамейки и так далее.
Как выглядят эти элементы, изготовленные с помощью этого процесса, можно увидеть на многочисленных фото.
Преимущество холодной ковки заключается еще и в том, что собрать станок, при помощи которого можно делать эти детали, очень просто своими руками. Это значительно сэкономит на приобретении дорогого оборудования.
Процесс выполнения холодной ковки состоит из трех этапов:
- изгибание;
- прессовка;
- сварка отдельных элементов.
Оборудование, которое требуется для этой работы, довольно компактное и простое, и не занимает много места в гараже или мастерской.
Преимущества способа
При сравнении с иными способами получения металлических изделий холодная ковка обладает рядом преимуществ. К ним относятся:
- Нагрев металла не нужен, что позволяет упростить процесс изготовки вследствие отсутствия печи, поддержания определенной температуры.
- Безопасность при процессе.
- Простота изготовки установок для холодной ковки.
- Наличие возможности исправить сделанное изделие вследствие механических свойств.
- Возможность изготовить оборудование для изготовки одинаковых изделий со стандартными шагами.
- Экономия времени и денег при выполнении работ.
Наличие данных плюсов делает технологию холодной ковки распространенной.
Изготовление простой улитки своими руками
Если вы остановились на упрощенной монолитной конструкции, то знаете, что в этом устройстве применяют простое наматывание прутка усилием рук или с помощью рычага на жестко приваренную к рабочей поверхности форму. Такой станок можно использовать для создания завитков на прутках небольшого сечения (менее 12 мм).
Монолитная неразборная улитка
Изготавливается она так:
- Сначала вырисовывается схема на листе бумаги будущего шаблона с нужными размерами (иногда схема шаблона наносится непосредственно на основание кондуктора). К этому нужно подойти ответственно, т. к. после приваривания готовой формы исправить ошибки не получится. Толщина очертаний формы на чертеже должна быть такой же, как толщина используемой для ее изготовления металлической полосы. Минимально она должна составлять 3мм. Витки нужно размещать на расстоянии 12–13 мм друг от друга, чтобы между ними в паз умещался деформируемый пруток в 10 мм.
- Из стального листа толщиной не менее 4 мм вырезается основание улитки (лучше круглое), размер диаметра которого определяется соразмерно величине шаблонной спирали и быть больше размера улитки. Обычно диаметр основания бывает в пределах 70 см.
- В соответствии с чертежом из металлической полосы толщиной 3мм изготавливается нужная форма завитка. Для этого заготовку лучше прокалить, чтобы она легче поддавалась механической обработке. После изготовления формы лишний конец полосы отрезается, а кромки улитки подрезаются на конус и зачищаются.
- Готовая форма приваривается к основанию, которое крепится на станине. Иногда шаблон, приваренный к основанию, фиксируют на станине с помощью тисов, установленных на ней. Для этого к обратной стороне основания формы приваривают отрезок бруса для захвата тисами.
При варианте фиксации кондуктора в струбцине тисов можно легко менять шаблоны и получать различные формы завитков, если изготовить несколько видов, монолитно приваренных к основанию устройств.
Съемная конструкция
На рабочем основании сначала прорисовывают контур улитки с отметкой вдоль контура мест нанесения отверстий для крепления шаблона.
По эскизу из стальной толстой полосы изготавливается шаблон и в нем просверливаются отверстия. Он крепится к основанию на болты.
Ковку витой формы нужно начинать от центрального завитка. Конец заготовки вставляется в паз первого завитка формы и плотно к нему прижимается. Для надежности фиксации можно использовать небольшой зажимной инструмент. С усилием свободная часть прутка накручивается на шаблонную форму с помощью приспособления — рычага. Для усовершенствованных конструкций используется рычаг, приводимый в движение с помощью подвижного подшипника, закрепленного на нем. Рычаг изготавливают из прутка диаметром 20 мм.
Посмотреть изготовление такого устройства можно в видеоролике:
Разборные улитки с вращением
Шаблон улитки может состоять из нескольких частей, а деформация прутка происходить путем вращения кондуктора. Такой станок состоит из следующих элементов:
- толстого металлического основания в виде диска или квадрата;
- разборного шаблона, закрепленного на площадке основания;
- вала вращения;
- рычага для привода вала в движение.
Рабочее основание изготавливается из металла, толщиной от 4 до 10 мм.
Сборный шаблон может состоять из нескольких частей, которые соединяются между собой шарнирными штифтами, вставленными в отверстия проушин, приваренных к концам элементов. Вместе они составляют контур улитки.
Для крепления такой улитки к рабочему основанию в нем нужно просверлить отверстия для ее фиксации к поверхности в определенном положении. Меняя положение сборных частей на основании, можно получать разную кривизну завитков и их форму. Величина дуги формы регулируется специальными винтами, закрепленными на соединительные шарниры.
Составную улитку на шарнирных соединениях самостоятельно изготовить довольно сложно. Обычно, мастера приобретают изготовленный в промышленных условиях штамп и крепят его на станину.
Самим можно изготовить более простое устройство разборного шаблона без использования шарниров. Для этого нужно сделать эскиз сборных частей улитки с местами отверстий. Если подготовить несколько эскизов и, в соответствии с их контурами, просверлить отверстия в основании в разных местах, то можно крепить шаблоны с разными радиусами на одном основании. Для этого потребуется закреплять на болты сегменты контура в местах совмещения отверстий шаблона и основания.
Например, можно выполнить такой вариант:
Устройство со съемными частями улитки и вращающимся цилиндрическим валом, приводимым в движение с помощью рычага, показано в видеоролике: