
Как выбрать?
Для того чтобы сделать правильный выбор, при покупке диска необходимо учитывать:
- технические характеристики циркулярной пилы;
- все маркировки;
- внешний вид зубьев;
- вид диска;
- вид материала для пиления.
Для того чтобы не ошибиться с выбором пильного диска, необходимо учитывать не только соответствие размеров диска и защиты инструмента. Важна и мощность данного агрегата, а также склонность к перегревам. От этих параметров зависит скорость работы и число остановок для охлаждения пилы.
Маркировка диска даст максимально исчерпывающую информацию о его свойствах и возможностях.

При самостоятельном выборе без помощи продавца-консультанта важно не спутать изделия для пилы маятникового типа и циркулярки. Такие круги можно различить только по типу наклона зубьев
Диски с нейтральным и отрицательным наклоном плохо захватывают материал, быстро забиваются и не делают необходимый пропил. При этом усилие двигателя может привести к перегреву. Для циркулярной пилы больше подходят диски с агрессивным положительным углом наклона, если изделие для пилки не диктует другого.
Рассмотрим частные случаи использования пильных дисков.
- Насадка с прямыми зубцами выбирается при работах по дереву в черновом варианте.
- Для пилы по бетону и ЦСП (цементно-стружечной плиты) используют насадку с плоскими зубцами и фасками, так как они легко переносят попадание в пазы бетона или гвоздей.
- Для работ по ламинату и ЛДСП отлично подойдет диск с чередой вогнутых треугольных зубьев. Он поможет проделать распил без предшествующей разметки.
- По мягким металлам типа алюминия лучше всего сработает круг с чередующимися трапециевидными и плоскими зубчиками.
- При работах по фанере и МДФ лучше воспользоваться универсальной насадкой.
- Что же касается тяжелого декора, то для ручной резки по материалам типа камня необходимо применять алмазный круг.




Как заточить фрезу в домашних условиях
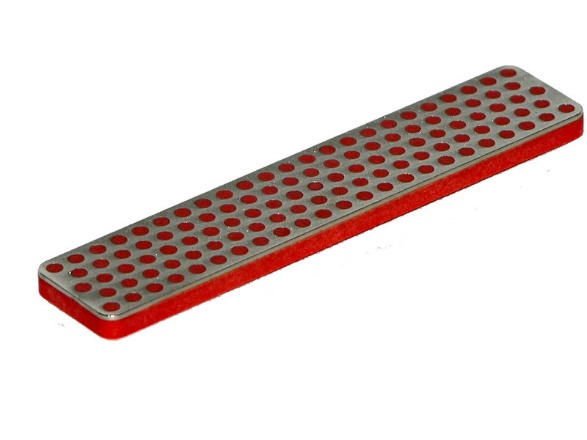
Заточка фрезы должна проводиться только после полного удаления нагара и загрязнений с ее корпуса и режущих элементов. Для этих целей лучше использовать специальную очищающую жидкость (показана на рисунке ниже).

Нанесите средство на режущие части оснастки и подождите несколько минут, чтобы оно растворило нагар. Затем следует взять обычную зубную щетку и тщательно очистить лезвия от оставшихся загрязнений. После очистки можно приступать к самому процессу заточки. Для проведения данной операции в домашних условиях предварительно потребуется приобрести комплект алмазных брусков, отличающихся зернистостью.
Для грубой заточки применяют бруски с более крупным зерном. Но процесс правки лезвий должен всегда завершаться полировкой самым мелким абразивом.
Чтобы заточить фрезу, выполните следующие действия:
- разместите брусок на краю стола и смочите его водой. Если потребуется, зафиксируйте приспособление;
- уложите оснастку на брусок так, чтобы ее режущая кромка соприкасалась с бруском по всей длине;
- водите фрезой по наждаку плавными движениями с одинаковой силой нажима, периодически смачивая его водой;
- делайте одинаковое количество движений для каждого лезвия оснастки, чтобы стачивание кромок происходило равномерно.
Конечно же, если есть такая возможность, фрезу лучше сдать на заточку в специализированную мастерскую, где ее восстановят на точном оборудовании. Эта процедура стоит недорого, если сравнивать со стоимостью алмазных брусков.
Геометрия режущих элементов
Рабочий элемент пилы — зуб — имеет определенную геометрическую форму с наличием не одной, а нескольких режущих кромок. Всегда существует одна основная кромка и дополнительные, образованные пересечением плоскостей «А», «Б» и «В» в определенных сочетаниях. Для работы с разным материалом имеет смысл подбирать диски с наиболее подходящей формой режущих зубьев.
 Схема зуба пилы
Схема зуба пилы
Зуб прямой формы
Пильный диск с наличием такой рабочей зоны предназначен для чернового раскроя пиломатериалов. Рез получается грубым, невысокого качества, при сравнительно быстром проведении операций.
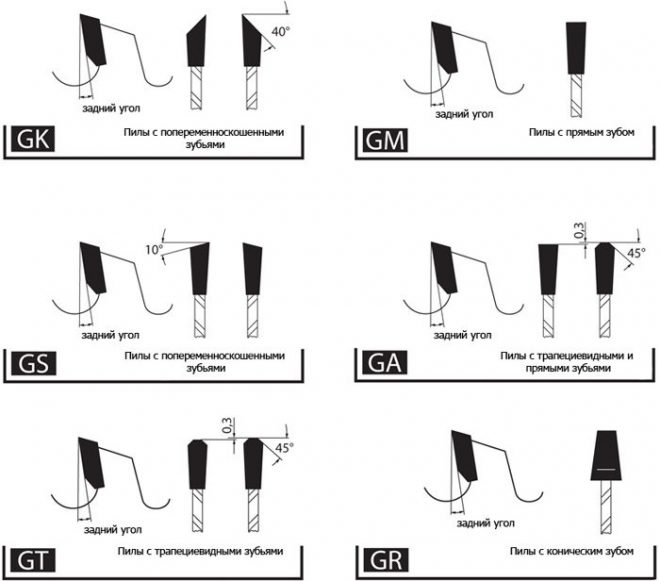 Виды зубьев дисковых пил
Виды зубьев дисковых пил
Зуб скошенной формы
Передняя плоскость режущей кромки, выполненная в такой форме, обеспечивает получение пропилов с точной и ровной линией. Пила идеально подходит для работы с материалом композитного типа: фанера, ДСП (с ламинированием односторонним и двухсторонним). После раскроя заготовок из твердого пиломатериала он выщерблен, сколов практически не наблюдается.
Бывают диски со скошенной передней кромкой резца, бывают со скошенной задней кромкой, или вариант с чередующимися зубьями (переменно скошенное полотно). В случае работы инструментом со скошенной поверхностью задней кромки режущего элемента при распиле твердых древесных пород наблюдается четкий качественный рез, но быстрое затупление пилы.
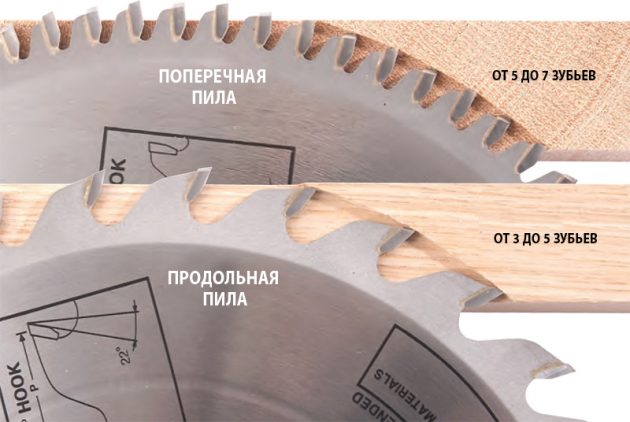 Продольная и поперечная пила
Продольная и поперечная пила
Зуб трапециевидной формы
Главное преимущество такой пилы – медленный износ диска за счет отсутствия необходимости в частой заточке на точильном станке. Обычно вся линия полотна состоит из чередующихся режущих элементов — прямых и трапециевидных зубьев, работающих в тандеме. Более высокий зуб-трапеция осуществляет черновую прорезь, позволяя основной прямой кромке легче проводить распил. Инструмент можно применять для раскроя пластмасс, твердых ламинатов.
 Пильный диск для циркулярки — характеристика
Пильный диск для циркулярки — характеристика
Зуб конической формы
Вспомогательный тип инструмента, предназначенный для осуществления надреза материалов с ламинированной поверхностью предварительно основному пропилу. Операция проводится во избежание появления сколов на лицевой части изделия. Такой пильный диск не используется в качестве самостоятельной рабочей единицы.
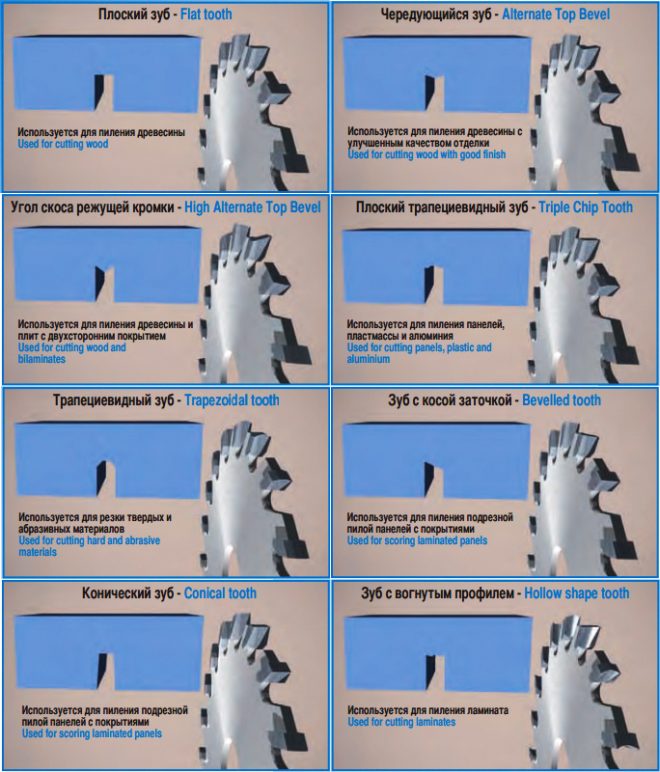 Форма зубьев дисковых пил
Форма зубьев дисковых пил
Зуб серповидной формы
Полотнами с вогнутой формой зуба удобно проводить раскрой материала в поперечном направлении реза относительно расположения волокон.
Как понять, что пора точить дисковую пилу
Заточку дисковой пилы следует осуществлять только при возникновении в этом соответствующей необходимости. Распознать наступление такого момента можно по двум четким признакам. В особенности, проведение срочного затачивания дисковой пилы по дереву необходимо:
- При регулярном возникновении сильного нагрева на предохранительном кожухе пилы в области электродвигателя. В некоторых случаях при таком повышении температурных показателей под кожухом выделяется дым.
- При сильном надавливании на инструмент для получения хорошего распила в процессе обработки материала.
- Если появляются темные отметины, следы нагара на древесине и характерный запах горелого дерева. Это возникает в следствие того, что зубцы пил затуплены.

Заточка при помощи станка
Если есть возможность приобрести специальный станок, то рассматриваемый процесс можно провести с максимальным показателем эффективности. Подобное приспособление имеет компактные размеры, его можно использовать в домашних условиях.
Особое внимание уделяется выбору абразивного круга. В этом случае отметим нижеприведенные нюансы:
Твердосплавный диск сложно заточить.
При выборе следует обращать внимание на круги из эльбора, с алмазной крошкой или с зеленого карбида кремния.

Станок Энкор Корвет 472

Станок электрический СЗТП 600Т

Электрический станок JMY8-70 (MTY 8-70)
Процесс заточки при использовании профессионального оборудования очень прост. Крепление диска происходит при помощи специального фиксатора. Он создан с расчетом конструктивных особенностей круга
Особое внимание уделим тому, что при применении специальных станков очень просто провести заточку дисковых пил с выдерживанием необходимых показателей. При этом погрешность минимальна
Это связано с тем, что конструкция имеет специальный измеритель показателя угла. Для того чтобы не ошибиться на момент проведения работы с тем, какие зубья были уже подверглись обработке, следует при помощи маркера пометить начальную точку.
Как заточить диск на циркулярной пиле с победитовыми напайками
Часто мастера покупают круги, которые обладают повышенной устойчивостью к износу за счет наличия специальных напаек из победита. Эти напайки продлевают срок службы расходного материала, однако не делает его вечным. Победитовый слой наносится на звенья при помощи специальной напайки. За счет напайки усложняется геометрическая форма зуба, поэтому и процесс затачивания также утяжеляется. Восстановление остроты зубьев необходимо выполнять с учетом точной выдержки.
Чтобы заточить зубья на диске с твердосплавными напайками, понадобится произвести сглаживание режущей кромки до величины 0,3 мм. Чтобы выполнить качественную заточку зубьев с твердосплавными напайками, специалисты рекомендуют использовать для этого специальное оборудование, а также заточные круги с алмазным напылением. Если использовать абразивный круг, то он быстро сотрется, прежде чем диск с напайкой получится заточить.
При восстановлении остроты звеньев учитываются следующие факторы:
- Заточку пильных дисков надо выполнять не только передней, но и задней плоскости. Начинать необходимо непосредственно с передней части
- Победитовая напайка при наточке должна плотно соприкасаться с заточным алмазным кругом
- Время соприкосновения должно быть не более 5 секунд. Учитывать время необходимо для того, чтобы избежать перегревания металла. Если металл будет перегреваться, то произойдет его закаливание, а также снижение твердости
https://youtube.com/watch?v=2qQ9l8SyLRI%3F







При затачивании нужно также учитывать, что толщина стачиваемого материала не должна быть более 0,15 мм. Если правильно выполнять процедуру, то до полного износа диска с победитовыми напайками проводится не менее 30 заточек.
Это интересно! При заточке дисков нужно учитывать, что зубья могут иметь отрицательный и положительный угол. Если зуб имеет отрицательный угол, то заточить его в домашних условиях труднее, чем положительный.
О рациональности восстановления остроты дисков с напайками нужно принимать решение самостоятельно, так как стоимость заточного круга с алмазным напылением порой дороже, чем приводное электрооборудование.
Принцип работы циркулярного диска
Все электрические аппараты по обработке древесины работают на одинаковом принципе. Диск по дереву для циркулярки закреплён на оси двигателя, придающего ему мощное вращение. Инструмент подразделяется на несколько групп:
- Ручные.
- Электрические.

Отличаются эти системы только своей конструкцией. Вращение диска в ручном аппарате осуществляется механическим путём. Электрические устройства подразумевают наличие электродвигателя. Для регулировки глубины распила, а также настройки нужного угла наклона, все системы имеют специальную площадку.
https://youtube.com/watch?v=RG3cyrfc3EA
Фрезы по камню
Чтобы обработать искусственный камень фрезером (ручным), можно применять традиционные виды фрез, предназначенные для дерева, но только с твердосплавными лезвиями. Здесь имеется одни нюанс: искусственный камень – это композитный материал, имеющий в составе мельчайшие абразивные частицы. Поэтому, из какого бы твердосплавного материала не была сделана фреза, ее хватит лишь на обработку не более 10 погонных метров заготовки из камня. Далее, затупившиеся лезвия не будут давать требуемую чистоту, например, склеиваемых поверхностей, что повлияет на качество соединения.
Поэтому профессионалы советуют использовать лучшие фрезы от известных производителей, таких как Festool, Leuco, Titman, Leitz, Dimar. Ресурс режущих инструментов, изготовленных этими предприятиями, в 5-10 раз выше, чем у обычных твердосплавных инструментов. “Фирменной” оснасткой уже можно провести обработку от 60 до 100 метров композита.
Фрезы для дерева и камня имеют сходство по своему виду и даже имеют одинаковые названия. Некоторые из них очень часто используются для выполнения операций по камню. Но существуют резаки, специально разработанные для обработки изделий из композита.
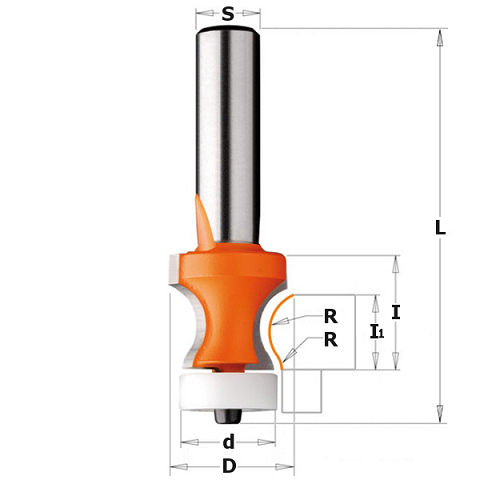
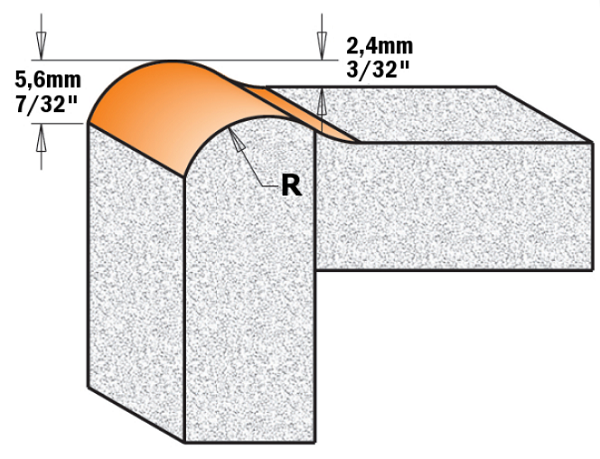
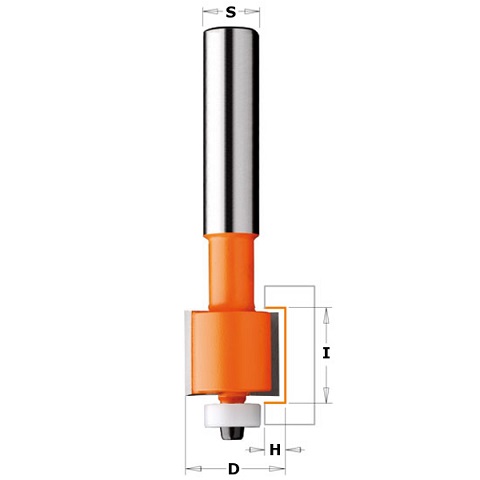
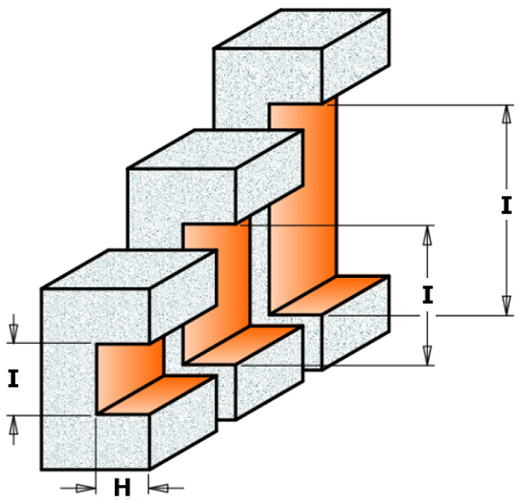
Фреза “антиперелив”
С помощью данной фрезы по камню можно создавать отливные бортики на кухонных (туалетных) раковинах и столешницах из композита. Обычно полное образование бортика происходит за 2 прохода инструмента.
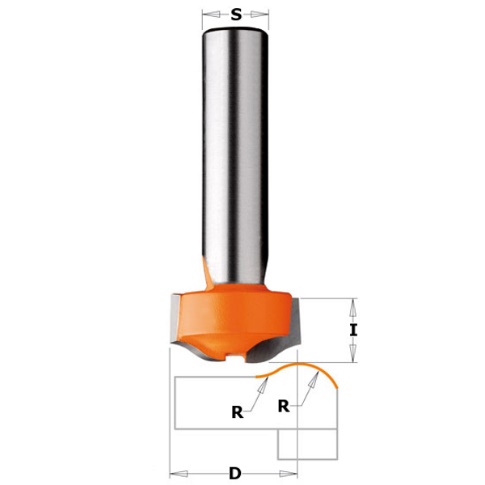
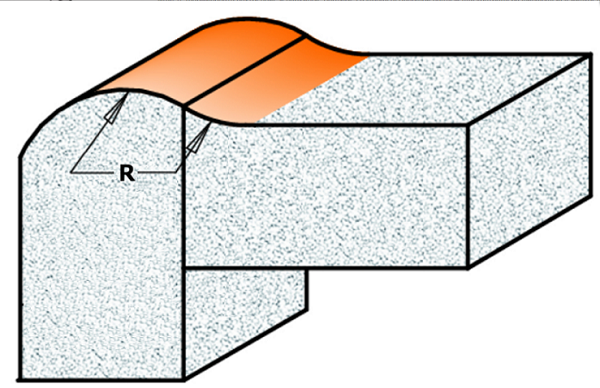
Также есть модификация резака “антиперелив”, имеющая упорный подшипник.
Фреза “волна”
Этот инструмент предназначен для подготовки поверхностей перед сращиванием. Режущая часть оснастки имеет волнообразный профиль.

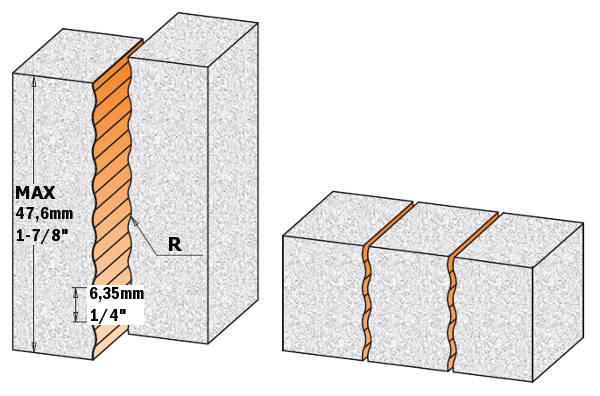
Оснасткой выбирается паз, в дальнейшем предназначенный под инкрустацию композитными материалами.
Ремонтный набор для камня
Данный набор применяется для устранения повреждений на поверхности изделий из искусственного камня. В наборе имеется 2 элемента. Одним делается пробка, а вторым – отверстие под нее.

Также для обработки композитов можно использовать фрезы от компании CERATIZIT.

Это алмазные фрезы, которые отличаются своей износоустойчивостью. Изготавливаются они методом спекания нескольких слоев алмазной крошки. Многослойность покрытия позволяет продлить срок службы инструмента, поскольку во время его работы на замену сработавшимся слоям проступают новые слои абразива.
Разновидности заточки режущих зубьев
Для лучшего понимания того, как производится заточка дисковых пил, нужно изучить особенности и строение тех частей инструмента, посредством которых осуществляется распиливание материала. Режущие зубья представляют собой основной элемент, участвующий в распиливании древесины.
Выполняются они из твердосплавного металла. Режущие зубья состоят из 4-х рабочих плоских поверхностей: передней (а), задней (б) и двух боковых плоскостей (в), у которых вспомогательная роль. Посредством одной главной (1) и двух дополнительных (2 и 3) режущих кромок образовываются линии пересечения, каждой указанной рабочей плоскости.
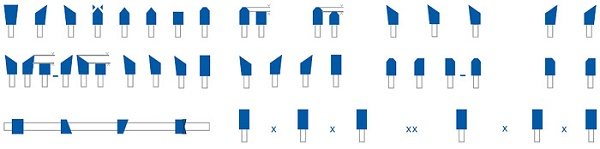
В зависимости от своей конфигурации дисковая пила может иметь различные виды режущих зубьев:
- Прямой тип зубьев. Зачастую используется при ускоренном продольном пропиливании. Не обладают идеальным качеством распила.
- Скошенный (косой) тип зубьев. Имеют характерный угловой обрез на правых и левых задних поверхностях. В некоторых случаях диски имеют зубья с разной стороной скоса, которые чередуются по всей окружности пилы. Используя такие диски можно распиливать древесину, ДСП и различную пластмассу. Большой угол скоса обеспечивает качественный пропил без скола на режущей кромке.
- Трапециевидный тип зубьев. По сечению режущих поверхностей обладают трапециевидной формой. Такая конфигурация позволяет работать без затупления на протяжении длительного периода времени. Нередко диск имеет прямые зубья, которые чередуются с трапециевидными. В таких случаях трапециевидный элемент играет основную роль при черновом распиливании, тогда как при помощи прямого типа зубьев выполняется чистовая обработка.
- Конический тип зубьев. Обладают конусообразным видом. Как правило, выполняют вспомогательную функцию для предварительных надрезов на ламинате. Коническим типом зубьев осуществляется обработка указанного напольного покрытия. Такая пила позволяет не допустить сколы на материале, как это часто случается при использовании основной пилы.
Кромочные фрезы
Предназначены для обработки краев изделия. Все кромочные фрезы характеризуются наличием подшипника, который при работе обкатывает кромку детали. При этом рабочая (режущая) часть расположена выше или ниже подшипника.
Прямые кромочные
Прямые кромочные, они же копировальные, самые востребованы при работе с шаблонами, причем подшипник у них бывает верхний или нижний.

Кромочная фреза с верхним подшипником

Кромочная с нижним подшипником
Приемы работы с кромочной оснасткой — видео
Такой инструмент характеризуется рабочей длиной, рабочим диаметром, а также диаметром подшипника (он не всегда равен рабочему). Для большинства случаев удобнее выбирать насадки, у которых эти диаметры совпадают, что облегчает изготовление и крепление шаблона на заготовке.
Фасонные, или калевочные, кромочные фрезы
Выбор таких фрез диктуется только желаемым профилем кромки, который выбирают исходя из внешнего вида изделия.

Самые востребованные фасонные фрезы
Кромочная регулируемая фасонная
Размерность их, как правило, определяется высотой рабочей части, а также наибольшим диаметром и радиусом закругления, которое они делают.
Если закруглений в профиле несколько, то обычно указывается профиль наибольшего из них. Крайне редко, но встречаются регулируемые калевочные кромочные фрезы. У них можно настраивать расстояние между рабочими частями.
Дисковые кромочные фрезы
Предназначены для выборки фальца, но в отличие от прямых пазовых они базируются по кромке подшипником, отчего выбираемый ими паз точнее располагается относительно ребра заготовки.

Дисковые кромочные разных конфигураций
Дисковые кромочные фрезы, предназначены для выборки фальца, но в отличие от прямых пазовых они базируются по кромке подшипником, отчего выбираемый ими паз точнее располагается относительно ребра заготовки.
Правда, они и дороже прямых пазовых. Зачастую такие насадки делают регулируемыми, чтобы выбирать пазы разной глубины или ширины.










При этом в набор входят подшипники разного диаметра или стопка тонких дисков на оси, так что высота изменяется разборкой фрезы и снятием лишних элементов.
Как выбрать фрезу. Советы начинающим фрезеровщикам в этом видео
Фигурные кромочные фрезы
Они могут иметь на конце подшипник, но форма их кромок намного сложнее, чем у фасонных кромочных, а высота больше. Применимы для получения багета и обработки кромок филенок, плинтусов, фасадных рам.
Без подшипника такие тоже выпускаются. В этом случае ими надо работать с помощью параллельного упора или копировальной втулки и шаблона.
Комбинированные рамочные, или контрпрофильные. Они используются при обработке смежных кромок с целью создать части соединения рамок. Такие фрезы бывают и сборными.
Горизонтальные фигирейные фрезы
Предназначены для декоративного фрезерования кромок филенок. Из-за большого диаметра, массы и усилия резания они выпускаются исключительно с 12-миллиметровым хвостовиком, но применять их можно только в столе, то есть при стационарном креплении фрезера.
Иногда такая оснастка состоит из двух режущих дисков и способна за один проход обрабатывать обе стороны филенки.
Подобные фрезы имеют наибольший диаметр из всех, так что при выборе фрезерной машины стоит сразу подумать, будете ли вы делать филенки.
Правила работы с филенчатыми фрезами — видео.
Способы заточки диска для выполнения работ по дереву
Следующие способы гарантируют эффективную и безопасную заточку циркулярных пил.
Болгаркой — пошаговая инструкция
Специальные станки для заточки дисков циркулярных пил имеют высокую стоимость и требуют определенных навыков при эксплуатации, поэтому в качестве эффективной и доступной альтернативы выступают УШМ-машинки, то есть «болгарки».
Для фиксации диска используется специальная гладкая подставка, которая конструируется с учетом того, что зуб должен быть перпендикулярен к диску болгарки и иметь минимальное отклонение от него.
Для заточки с помощью болгарки применяется алгоритм:
- Болгарка оснащается шлифовальным диском, а затачиваемый диск крепится к площадке.
- Болгарка удерживается руками или с помощью удерживающего приспособления.
- Режущая кромка зуба циркулярки обрабатывается болгаркой. При этом выполняется легкое равномерное движение.
Свидетельством о том, что грань получила заточку станет визуальное обновление кромки – она перестанет быть потемневшей.
Запрещается включать болгарку, если диск помещен в зев между зубьями затачиваемого диска.
Напильником
Если в качестве инструмента используется напильник или надфиль, то все мероприятия по заточке аналогичны тем же, что и при использовании УШМ. Кроме того, для соблюдения угла заточки необходим специальный шаблон, который используется в качестве направляющей плоскости между зубом и напильником.

Но при этом работа будет производиться значительно дольше, так как циркулярные пилы используют насадки из твердого сплава.
Специальным станком
Станки для точения резцов циркулярной пилы представляют собой сложные инженерные и технические устройства, которые кроме механизмов оснащаются еще и автоматической электроникой.

Данные станки позволяют выполнять наиболее эффективное восстановление режущих кромок с соблюдением всех нужных конфигураций. Эффективность станков объясняется следующими критериями:
- Возможность автоматизации процесса заточки.
- Сохранение параметров угла заточки для каждого резца.
- Все резцы затачиваются идентично с минимальной погрешностью.
- Возможность полного восстановления и реставрации.
Для заточки на станке, диск пилы помещается в специальный суппорт и закрепляется.
Выбираются параметры заточки, которые обеспечиваются специальными механизмами для наклона затачиваемого диска или наклона заточного диска в станке.
Затачиваемый диск помещается в рабочую зону устройства.
Станок запускается, и заточка производится в автоматическом режиме.
Самодельным станком
Самодельные станки для эффективной работы должны включать следующие составные части:
- УШМ (болгарка) в качестве непосредственного заточного устройства.
- Суппорт для закрепления пильного полотна циркулярной пилы.
- Механизмы для обеспечения наклона суппорта, чтобы регулировать конфигурацию заточки.
- Весь механизм закрепляется на станине, в качестве которой может использоваться швеллер или двутавр.
Процесс работы аналогичен использованию оригинального станка для заточки с единственным отличием – полотно циркулярки подается к рабочей зоне устройства вручную.
Твердосплавные диски

диски с высокопрочными напайками
Конструкция
Конструкция пилы с напайками из твердосплавных металлов состоит из полотна качественной стали и высокопрочными напайками (отечественные пилы выполняются из металла марки 9-12 ХФ, 65 Г, 50 ХФА. Твердосплавные пластины изготавливаются из сплава ВК 7-15 (с твердостью 80 – 88 HRA). Буквы ВК в сплаве обозначает название компонента: вольфрам и кобальт с количеством содержания кобальта сотых долях в соответствии с указанной в цифре маркировки сплава. Однако, характеристика сплава зависит не только от процентного содержания элементов, но и от величины зерен, чем меньше их диаметр, тем выше качество сплава.
Об иностранных производителях известно только то, что при изготовлении пластин для напайки используется электрохимический метод насыщение поверхностного слоя металла углеродом, что позволяет довести режущие края инструмента до твердости 80-90 HRA. Полотно пилы подвергается лазерной обработке, что улучшает свойства (поверхностная закалка увеличивает жестость поверхности оставляя “мягкой” середину и уменьшение коэффициента трения о поверхность).
Крепятся пластины к основанию зуба высокотемпературный сваркой (или, как его еще называют, пайкой). В качестве материала для пайки используется медно-цинковый припой (Л–63, МНМЦ–68–4–2), для более качественного крепления используется серебряный (ПСр–40, ПСр–45).
Внимание! при использовании серебряного припоя очень важно не перегреть сплав ВК более 800° С ,это важно для сохранения характеристик и свойств сплава. Приобрести диск отрезной по дереву для циркулярки с твердосплавными напайками любого диаметра и производителя можно у нас на сайте со скидками любой фирмы производителя
Приобрести диск отрезной по дереву для циркулярки с твердосплавными напайками любого диаметра и производителя можно у нас на сайте со скидками любой фирмы производителя.
Типовая конструкция фрезы и варианты исполнения лезвий
Конструкция фрез по дереву для ручного фрезера типична, хвостовик и режущая часть, размеры и внешний вид, которых зависит от поставленных задач. Рассмотрим их строение подробно.
Хвостовик — крепится в патрон фрезера
Может иметь различную конструкцию – цилиндрической, конусной формы, на нем иногда протачивается лыска, предотвращающая проскальзывание в патроне.

Хвостовая часть цилиндрическая
Главная задача хвостовика – обеспечить надежное крепление на требуемую глубину проникновения оснастки в материал.
На хвостовике возможна установка направляющего подшипника. Он служит своеобразным упором для огибания шаблона или движения по направляющей кромке заготовки.
Преимущества такой конструкции – меньше изнашивается, а подшипник легко заменить. Насадка с подшипником не нуждается в установке копировального кольца на ручной фрезер, что упрощает проведение работ с шаблоном.
Режущая часть
Определяет форму отфрезерованной поверхности. Может быть изготовлена как в виде отформованных проточек на основном теле инструмента, так и твердосплавных напаек на более мягкую основу.
Режущая часть выполняется либо монолитно, либо состоит из сменных наборных дисков, закрепленных на оси. Например, как на микрошиповой фрезе.
Микрошиповая применяется в шиповом соединение, состоит из наборных дисков
Наборной вариант более практичен, поскольку позволяет создавать различные конфигурации на одном и том же хвостовике. Однако за счет сложности изготовления, имеют более высокую стоимость. Сменные диски имеют второе название – насадочная фреза.
Сменный диск
По типу материала фрезы разделяются на две группы
- Быстрорежущие, классификация HSS. Очень качественно и с высокой скоростью фрезеруют мягкую древесину. На твердых породах перегреваются и быстро тупятся. Преимущества – невысокая стоимость.
- Твердосплавные, классификация HM. Предназначены в основном для обработки твердых пород дерева. Медленнее изнашиваются, но более хрупкие и на мягкой древесине сложно добиться идеально ровной поверхности. Процесс обработки заготовки занимает более длительное время. Стоимость этих насадок выше, чем быстрорежущих.
Рабочая поверхность (заточенные кромки или режущие зубья) могут иметь различную форму. Прямые проще в обслуживании, но быстрее тупятся. При прохождении разнородной древесины могут привести к сколам и выщерблинам.







Обратите внимание
Кромки винтовой формы дают идеальную отфрезерованную поверхность, но их заточка требует специального оборудования, поэтому по мере затупления, как правило, приобретается новая насадка.
Углы заточки разных насадок
Многое зависит от угла, под которым заточена рабочая кромка. Обычно он не превышает 90 градусов и выбирается под тип материала, с которым будет работать насадка. После задней площадки режущей кромки следует сложная по форме конструкция, именуемая стружколомом.
Без правильного отведения стружки из рабочей зоны скоростное вращение оснастки станет невозможным.
Наборные фрезы часто имеют двустороннюю заточку. Это позволяет в два раза дольше пользоваться одним диском. При затуплении одной стороны элемент просто переворачивается на 180 градусов.
Но такая конструкция не позволяет использовать систему сложных переходящих друг в друга углов задней кромки и канавок для отвода стружки. В результате чего эффективность и качество работы насадки снижается.
Основные свойства
Размер зубцов
пильный диск с крупными редкими зубцами
Пильные диски по дереву могут быть универсальными или чистовыми. Чистовые рассчитаны на продольное или поперечное пиление. Отличаются они размером зубцов и разводкой. Чем крупнее зуб, тем легче он выполняет продольное пиление. Вместе с тем, поперечную резку он делает грубо, рвет волокна и может делать сколы. Поэтому круги с большими зубцами следует выбирать для продольного пиления. Впадины между зубами тоже должны быть глубокими — для облегчения отвода стружки. Оптимальное количество зубцов на диске для продольной резки с поперечником 250 мм составляет 20 — 24 штуки.
Когда планируются продольные и поперечные резки дерева, остановите выбор на зубцах среднего размера, для поперечного реза должно быть около 46 — 48 зубцов.
Если использовать для продольного пиления полотно с мелкими зубцами, работа будет выполняться очень медленно, инструмент перегреется. Это очень опасное явление, которое грозит множеством неприятностей:
- «горит» пильный круг;
- пила смещается в сторону от линии разреза;
- в местах перегрева материал вспучивается и трение усиливается;
- там, где пила нагревается сильнее, она деформируется, приобретая форму пропеллера.
Чтобы уменьшить влияние внезапного и стремительного перегрева, в поверхности полотна делают отверстия и прорези. Они выполняют роль термокомпенсаторов и располагаются по радиусам от центра к краю. У ряда моделей отверстия частично заполняются медью, это уменьшает шум, способствует быстрейшему охлаждению. Есть модели с провальцованными выемками, которые снижают напряжения в направлении радиуса. Они появляются во время работы на высоких скоростях.
Материал
Круги для пиления могут быть отлиты из одного металла (монолитные) либо с напайками из твердых сплавов (твердосплавные). Кобальтовые или карбидвольфрамовые зубцы позволяют справляться с более твердыми материалами. Но обладают некоторыми минусами.
Монолитные довольно скоро затупляются, их необходимо править и точить. Затачивать можно множество раз, процедура несложна и осваивается самостоятельно. Такие диски обычно рассчитаны на продольное и поперечное пиление древесины.
Твердосплавные пильные диски дороже, однако, срок эксплуатации до первой заточки значительно больше. Затачиваются они на специальном оборудовании. Но такой вид полотен наиболее популярен у потребителей. Ведь стоимость его окупается задолго до необходимости переточки. Поэтому затупившийся диск и выбросить не жаль. Твердосплавными полотнами чаще работают по плотным материалам: металлам, прессованной плите, ламинату.
Размеры
На поверхности каждого пильного диска указаны главные размеры: посадочный и наружный. От наружного размера не зависит скорость или чистота реза, однако он влияет на наибольшую глубину пропила. Внешний диаметр следует подбирать с учетом мощности двигателя. Посадочный диаметр должен совпадать с размером шкива электроинструмента. Есть несколько стандартных диаметров, наиболее распространенный — 30 мм.
Радиальное и торцевое биение
Для высокоточных работ отклонение круга от плоскости реза один из важнейших показателей. Нарушить чистоту реза может радиальное или торцевое биение, оно же снижает срок эксплуатации инструмента. Профессиональные работы возможны при торцевом биении не более 0,15 миллиметра. Самые качественные и недешевые полотна обладают допуском не более 0,05 мм. Приобретение таких расходников для любительской резки металла или дерева нецелесообразно.
Угол заточки зубцов
Следует иметь в виду: продольные распилы циркуляркой нельзя выполнять дисками для пил-торцовок. Это связано с различной траекторией перемещения полотна в заготовке. Например, круги для электроинструментов маятникового типа наклонены во время работы под отрицательным углом. В этом положении рабочие кромки зубцов режут легче, уменьшая нагрузку на электромотор. Повышается коэффициент полезного действия в сравнении с кругом с положительным углом зубцов. При перемещении такого диска по маятниковой траектории пила будет врезаться в материал не самыми острыми участками зубцов. Двигатель работает с повышенной нагрузкой, снижается эффективность, вероятен перегрев.
Одновременно с этим, если диск с отрицательной заточкой зубцов использовать на циркулярной пиле, заготовка будет отталкиваться, хуже отходят опилки. Распил пойдет медленнее.
Нюансы подбора оборудования
Выбрать для себя подходящий инструмент несложно, необходимо лишь знать характеристики и параметры оборудования. К таким параметрам относят число зубьев и материал, из которого выполнено изделие. Ключевым моментом для выбора материал изделия является прочность металла, который вы собираетесь резать.
Требуемое число зубьев
От того, какое количество зубьев у инструмента, зависит скорость обработки и чистота среза. Чем больше их количество, тем место спила будет чище. Но при этом сильно возрастает нагрузка на электромотор, процесс отвода из места распила стружки ухудшается. А из-за этих причин падает скорость вхождения в толщину металла и вращения инструмента. Если количество зубцов небольшое, то между ними увеличивается размер пазух. Эти факторы ускоряют распилку и облегчают вывод стружки. Но на торцах останутся бороздки, которые дополнительно следует зачищать.
Больше зубцов делают отрезным фрезам с отрицательным значением угла и габаритным поперечником. Меньшее число зубьев будет у устройства с положительным значением угла и небольшим поперечником.
Малое число зубов колеблется в пределах 10−40 штук, среднее — 40−80, а большое — 80−90. Именно образцы со средним числом зубьев подходят для различных видов распила. Именно такие образцы наиболее эффективны для работы по материалам разной твёрдости.
Для чистового фрезерования применяют режущие дисковые инструменты с мелкими зубцами, а для первичного — с крупными. Диски, предназначенные для черновой работы, отличаются беспрепятственным и быстрым отводом излишков стружки из глубоких зон распила.
Как подобрать материал
Для резки металлов с прочностью от 500 до 800 МПа применяются фрезы из быстрорежущей стали с добавлением молибдена, количество которого составляет примерно 5%. Для работы с металлами, прочность которых превышает 800 МПа, выбирают инструмент с содержанием кобальта до 5%. Для работы с драгоценными металлами изготавливают высокоточные фрезы из быстрорежущей стали наилучшего качества.
Для обработки нержавеющей стали применяются дисковые инструменты с напайками из карбида вольфрама. Такие зубцы не перетачивают, они покрыты слоем PVD.
https://youtube.com/watch?v=Ldx3QrUGoyQ



