Сложные конструкции из фанеры
В продаже встречается большое количество различных деталей из фанеры, которые имеют сложную форму. Наиболее распространены арки для дверных проемов. Метод размачивания подойдет для создания оригинальных конструкций практически любой сложности. При этом нужно учитывать:
- Заранее подготавливается шаблон.
- Фиксация проводится при помощи специальных струбцин. При зажиме нужно исключить вероятность повреждения поверхности, так как после размачивания поверхность становится более мягкой.
Несмотря на гибкость фанеры, не все сложные формы ей можно придать. Слишком большое количество переходов становится причиной потери прочности.
Особенности фанеры
В продаже уже есть фанера, которая изогнута под определенным углом. Но в большинстве случаев ее толщина не более 4 мм, чего недостаточно для решения многих задач.
Гибка фанеры часто проводится в домашних условиях. Этот материал получил широкое распространение по нижеприведенным причинам:
- Приемлемая стоимость.
- Достаточно высокая прочность.
- Можно согнуть для получения практически любой формы.
- Хорошая обрабатываемость.
- Подходит для изготовления различных изделий.
- Есть возможность покрыть поверхность краской или лаком.
Основные характеристики материала связана прежде всего с многослойностью структуры. Этот момент также определяет то, что после придания формы она сохраняется на протяжении длительного периода.
Сложные конструкции из фанеры
Одна из сложных конструкций, которую можно выполнить из фанеры, это арка .
Любым из вышеперечисленных методов вы можете осуществить изгиб фанеры. Если вы решили воспользоваться методом замачивания, то предварительно вам следует позаботиться о шаблоне. Зафиксировав деталь на шаблоне, вам точно не придется заново все переделывать. Сделать такой шаблон проще простого. Для этого берете рейку такой же длины как и длин детали. Затем из ДСП вырезаете несколько фрагментов и закрепляете их рейками. Количество таких фрагментов напрямую будет зависеть от длины изгибаемого листа. Потом на уже готовом каркасе фанерную слоенку закрепляете саморезами и ждете полного ее высыхания.
Для успешной работы важно помнить о нескольких нюансах. Радиус изгиба поперек значительно меньше, чем вдоль. Уже согнутые детали храните в помещении, в котором низкая влажность до 10%
Если вы выбрали метод пропаривания, то сгибать такие конструкции следует тогда, когда они еще теплые. Немаловажным фактором является и фирма, которая изготовила данный лист фанеры. Возможно, они смогут выгнуть фанеру под необходимый угол. Особенно, эта услуга окажется полезной, если не хотите или боитесь испортить купленный вами материал
Уже согнутые детали храните в помещении, в котором низкая влажность до 10%. Если вы выбрали метод пропаривания, то сгибать такие конструкции следует тогда, когда они еще теплые. Немаловажным фактором является и фирма, которая изготовила данный лист фанеры. Возможно, они смогут выгнуть фанеру под необходимый угол. Особенно, эта услуга окажется полезной, если не хотите или боитесь испортить купленный вами материал.
Итак, мы рассмотрели с вами разные методы. Большинство из них просты и вполне могут быть реализованы даже в домашних условиях. У вас все обязательно получиться. Делитесь своими комментариями о совершенных экспериментах при сгибе фанеры.
Полезность материала можно определить, опираясь на три базовых компонента:
- Минимальные затраты на установку, при этом учитывается и максимально перекрываемая площадь;
- Цена самого материала;
- Многофункциональность материала. Сюда же можно отнести и возможность полноценного использования изделий, при условии придания им нестандартной, например, гнутой формы.
Всем этим параметрам отвечает фанера. Кроме основного предназначения, выстилки горизонтальных поверхностей, она прекрасно может выгибаться и использоваться в возведении так называемых «дутых» или криволинейных форм. А вот как это сделать поведает эта инструкция.
Как согнуть фанеру
В некоторых случаях, нет смысла прибегать к размягчению: например, если деталь будет закреплена на достаточно жёстком каркасе, она сама со временем примет нужную форму вследствие естественных перепадов влажности.
Другим частным случаем можно назвать необходимость согнуть фанеру под радиусом, меньше допустимого для определённой толщины. Здесь стоит использовать как размягчение листа, так и его механическую обработку.
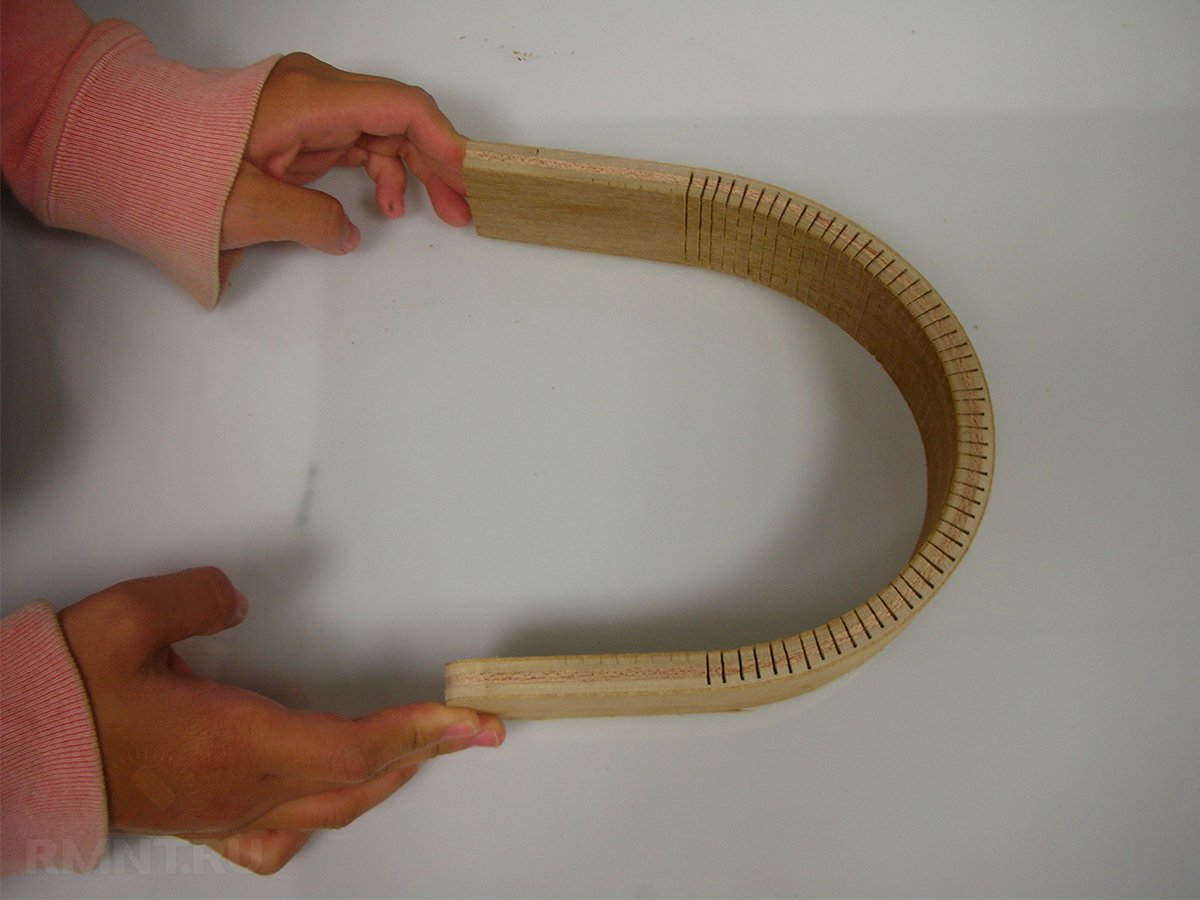
Один из методов обработки перед сгибанием — нанесение на внутреннюю сторону изгиба ряда надрезов, параллельных оси сворачивания. Надрезы лучше выполнять конусной фрезой с использованием линейной направляющей.
Глубина канавок должна быть не больше ¾ толщины заготовки, при этом, в итоге, целыми должны остаться не менее двух слоёв шпона.
Если надрезы будут обращены внутрь детали и скрыты из виду, их число и шаг рассчитывать нет смысла.
Образованные впоследствии рубцы могут быть при необходимости выровнены автомобильной шпаклёвкой и отшлифованы до гладкого состояния.
При должном усердии, можно рассчитать сокращение длины дуги при сгибании, используя заведомо известные угол и радиус изгиба. В этом случае, число надрезов будет равно частному от деления сокращения дуги на толщину фрезы в самой широкой части захода.
Как согнуть фанеру: 2 часть
Нужное число надрезов нужно равномерно распределить по всему радиусу изгиба.
Перед фиксацией на шаблоне, образованные на фанере надрезы заполняют качественным клеем для древесины, например Titebond 2. Выступающий клей можно сразу снять шпателем или отшлифовать после высыхания.
На время застывания клея, фанера жёстко фиксируется на шаблоне.
Облегчить размягчение толстой фанеры также можно перфорацией заготовки. Отверстия диаметром в 2–3 значения толщины фанеры выполняют корончатой фрезой или сверлом Форстнера в шахматном порядке с шагом около 80–100 мм между ними.
Степень перфорации может быть и больше, это определяется как податливостью фанеры к сгибанию, так и требуемой итоговой прочностью детали. Естественно, такой метод изгиба подходит только для скрытых технологических элементов, не образующих финишной плоскости.
При желании, согнутую деталь можно обшить с одной или обеих сторон шпоном или тонкой фанерой, предварительно размягчив их.
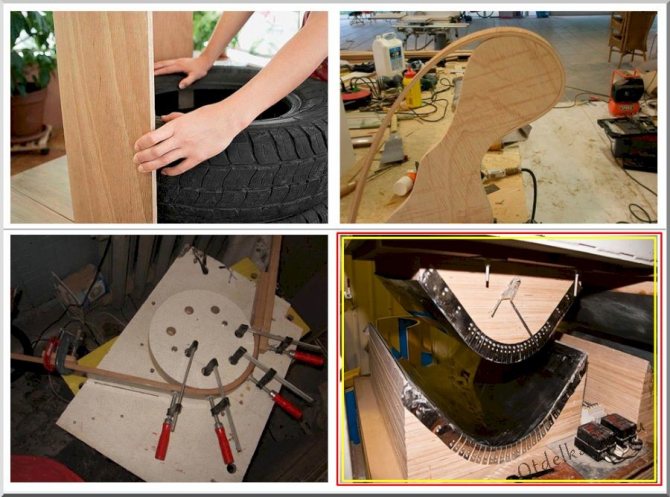
Гибка по шаблонам
В простейшем случае, роль шаблона могут выполнять отрезки твёрдой фанеры, имеющие форму профиля изгиба. Поскольку большинство деталей изгибают по одному контуру с обеих сторон, то и шаблоны изготавливают парными, а затем скрепляют между собой распорками чуть меньше ширины детали.
Шаблоны, также, могут быть разными при необходимости согнуть деталь неправильной формы, то есть, искривлённую по двум осям.
Другая разновидность шаблона — каркас из брусьев, не образующий точного контура изгиба. В этом случае, поперечные брусья располагают в точках прижима, то есть, на самых выступающих и вогнутых частях профиля детали.
Для крепления в промежуточных точках, можно добавить в каркас произвольное количество перемычек.
При изготовлении каркаса нужно учитывать тип используемых прижимных устройств.
Так, на вкладышах из фанеры могут быть предусмотрены отверстия для губок струбцин, а сам каркас может комплектоваться дополнительными рёбрами жёсткости в направлении действия прижимных и растягивающих нагрузок.
Если деталь имеет равномерный изгиб по всей длине, её можно зафиксировать и без каркаса, например, стянуть верёвкой, тросом, цепью с винтовым фаркопом или при помощи строповочных ремней.
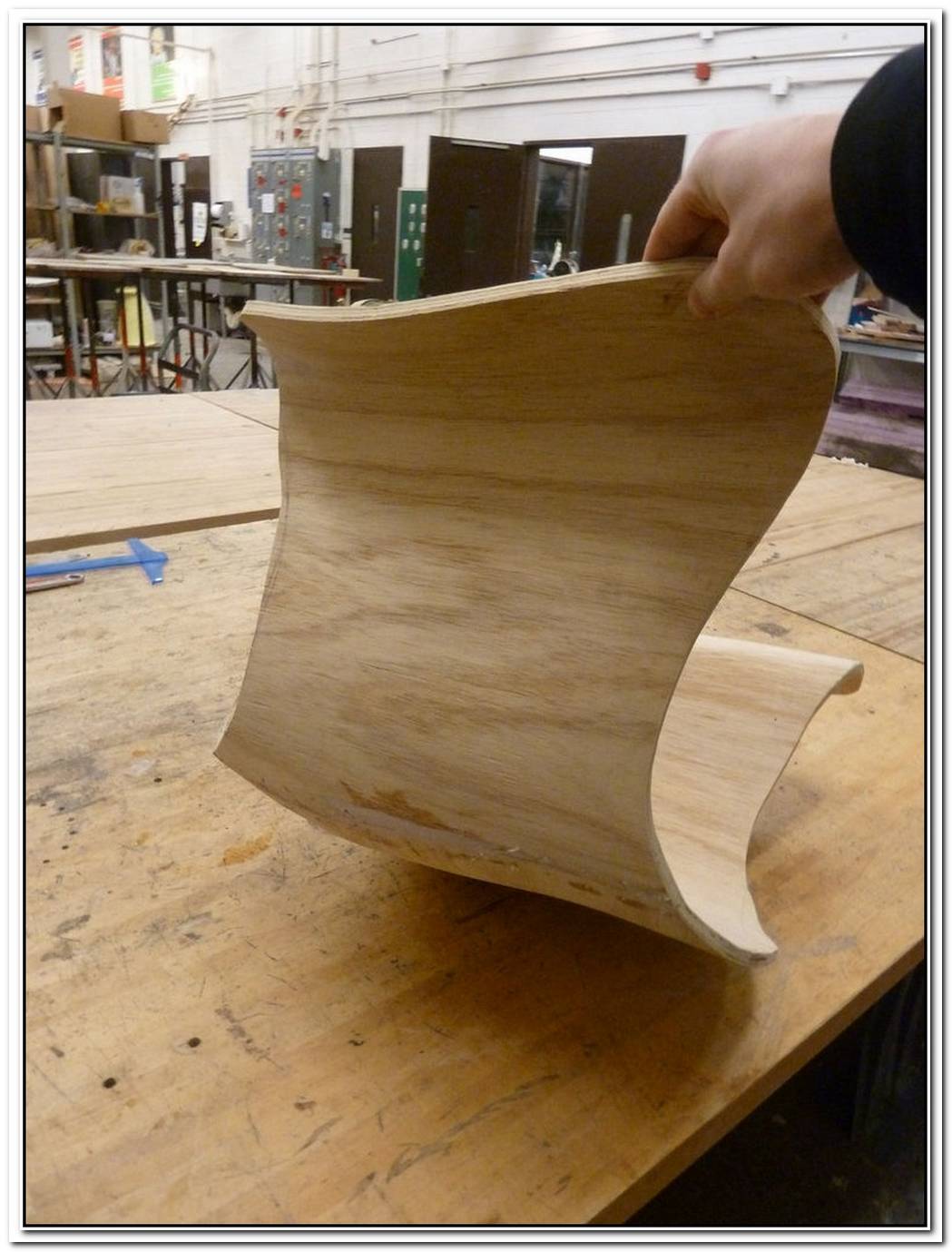
Изготовление композитных деталей
Согнуть детали сложной формы можно, путём поочередного наклеивания слоёв распаренного шпона на заготовку требуемой формы.
На практике, это метод избежать возни с толстыми деталями, ибо, на крутых изгибах гораздо проще иметь дело с тонкими листами из-за малых значений допустимого радиуса.
В простейшем случае, основа образуется относительно толстым перфорированным листом фанеры, допустимый радиус изгиба которой заведомо ниже требуемого. Такая деталь, скорее всего, не будет обладать необходимой прочностью, поэтому впоследствии её «обшивают» ещё несколькими тонкими слоями.
В каждом случае выполняется клеевое соединение по всей плоскости, листы предварительно размягчают, чтобы они не выправляли форму сердечника.
Обшивка может выполняться не только с целью придания прочности. В ряде случаев, один или несколько внешних слоёв преследуют чисто декоративную функцию.









Например, тонкие листы шпона могут скрыть следы крепления заготовки к шаблону, а фанера замаскирует перфорацию или надрезы. Также, возможна оклейка детали пластиком, ламинированным шпоном и иными финишными материалами, плохо сохраняющими форму.
Чем резать МДФ панели?
Длина панелей составляет более двух метров, поэтому их, особенно если нет своего транспорта, либо неудобно везти, разрезают прямо в магазине, а что же делать дома, при необходимости распиловки?
Для разрезки рекомендуется использовать следующее оборудование:
Ножовка по дереву – не рекомендуется брать с очень крупным зубом, иначе кромка получится рыхлой, кроме того, зубья могут зацепить и потянуть за собой декоративную пленку;
Ножовка по металлу – режет точно и осторожно, но медленно, поэтому ее можно использовать для единичных случаев, когда требуется, что-то подогнать;
Болгарка с режущим кругом – разрезает быстро и точно, но образуется очень много пыли, поэтому подходит для работы на улице, или во время капитального ремонта;
Электролобзик – подходит для работы в помещении, поскольку имеется возможность подсоединить к нему пылесос.
Лезвие с силой прижимают к материалу, после чего резко делают надрез и обламывают фрагмент руками, при этом обрезая ножом пленку с противоположной стороны, аналогично можно использовать и ножницы по металлу.
Гибкая фанера
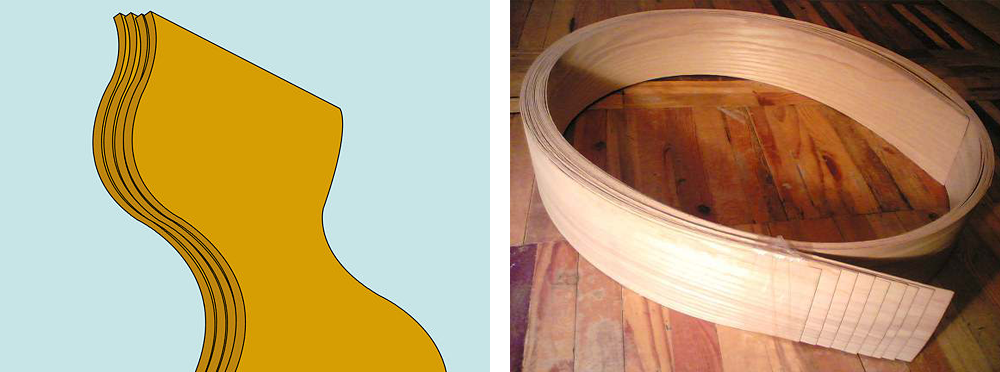
Для быстрого создания декоративных элементов интерьера используются специальные гнущиеся плиты из шпона деревьев, которые произрастают в Африке, Азии и Южной Америке (сейба, керуинг и сумаума).
Материал обладает следующими параметрами:
- Радиус возможного искривления – от 5 до 90 см, максимальное значение – 180 градусов.
- Вид – продольный и поперечный.
- Шлифовка – с двух сторон.
- Толщина – 4–6 мм.
- Размер – чаще всего встречается 122 х 244 мм.
Загнуть гибкие панели в домашних условиях несложно. Некоторые варианты обладают повышенной влагостойкостью, поэтому применяются для изготовления лодок.
Гибкая фанера – вариант удобный, но довольно дорогой, поэтому используется только для ответственных изделий
Это интересно: Классы линолеума по износостойкости
Оборудование
И так, для изменения формы деревянной заготовки и её окончательной подготовки перед сборкой используется ряд установок. Загиб, как уже говорилось выше, осуществляется с помощью специальных прессов, а финишная обработка — на 5-осевом деревообрабатывающем центре. Выбор этого оборудования очень широкий, поэтому мы посчитали, что ориентироваться в данном случае следует на технику, которую используют в своих производствах ведущие мебельные компании. Например, всемирно известная IKEA.
Шведско-голландская фирма, как выяснилось, работает на болгарских станках. Для изготовления радиусных изделий её специалисты задействуют генератор высокой частоты ВЧГ-40 совместно с гидравлическим холодным прессом VP-C 11/15 .
Первый аппарат предназначен для нагрева клеевого слоя при работе с многослойными заготовками. Установка отличается высокой производительностью за счет равномерного прогрева всех слоев (даже, если толщина изделия превышает 30 мм). Генератор имеет плавную регулировку мощности в зависимости от цикла производства. Для достижения оптимальных значений весь процесс контролируется амперметром и термостатом.
После того, как генератор высокой частоты прогревает заготовку до нужной степени, в дело вступает пресс для гнутоклееных изделий. В условиях высокой температуры он меняет форму детали под действием давления. Для выполнения этой задачи есть разные способы. VP-C 11/15 осуществляет обжим наиболее распространенным — пневмокамерами с одновременным использованием специальных прессов. К слову, выбор «Икеи» в пользу данной модели обусловлен целым спектром её преимуществ перед аналогами. Во-первых, точность работы установки с усилием в 100 тонн регулируется манометром с таймером. Во-вторых, пресс производит мало шума. В-третьих, машина надежна, имеет длительный срок службы и соответствует нормам безопасности СЕ.
Спустя 20-40 суток после проведения работ по формованию (а именно по истечении этого времени наступает полная стабилизация радиусной детали) гнутоклееное изделие подвергают финишной обработке. Эту работу проводят на пятиосевом деревообрабатывающем центре. Наиболее подходящий вариант — установка SPIN — одна из последних разработок итальянского производителя высокотехнологичного оборудования PADE.
 гнутоклееных деталей
гнутоклееных деталей
В целом, данный обрабатывающий центр позволяет получать продукцию с очень высокой точностью. Поэтому SPIN идеально подходит не только для крупносерийного производства, но и для мелкосерийного выпуска эксклюзивных элементов мебели.
Древесно-слоистые плиты, которые мы знаем просто как фанеру, нашли свое применение в отделке и производстве мебели. Они имеют одно из самых уникальных свойств с их помощью можно создать практически любой изгиб. За счет этого появляется возможность создания уникальных эстетичных конструкций и эффективного использования материала.
Сейчас давайте поговорим о том, как именно можно изготовить гнутую фанеру на промышленном производстве фанеры и самостоятельно дома.
Особенности
Фанера – это тончайшие листы шпона, что соединяются между собой особым клеем. В качестве последнего чаще всего выступает березовый или сосновый материал, ольха или бук. Именно благодаря этим породам у фанеры проявляются положительные стороны.
- Повышенный уровень стойкости к влаге. Гидрофобность фанеры почти в 2 раза ниже, чем у древесины. Именно поэтому ее можно спокойно применять в тех помещениях, где наблюдается высокий уровень влажности, и при декорировании фасадов.
- Отсутствует такой процесс, как коробление, поэтому материал не будет гнить.
- Внешне красивый и оригинальный вид, имеющий текстуру древесины.
- Довольно легко применять в домашней мастерской.
- Отменная стойкость к УФ-излучению, по этой причине материал не будет выгорать, длительно находясь на солнце.
- Низкая цена по сравнению с натуральной древесиной, а также лучшие технических характеристик.
- Простота во время ухода. Можно без опаски использовать различные моющие составы для очистки фанерной поверхности.
- Экологическая составляющая. Фанера – это материал, отличающийся повышенной безопасностью. Эта особенность дает великолепную возможность выпускать практичную и красивую мебель для любой детской комнаты.
- Стойкость к быстрому истиранию гнутоклееной фанеры приводит к тому, что она годами не знает износа.
- Продолжительный срок службы.
- Можно придавать изделию любую плавную форму и изгиб для создания по-настоящему уникальных предметов.
Технологии применения гибкого МДФ Neatform для создания гнутых мебельных фасадов и других элементов интерьера
ОТ АВТОРА: данная статья является заключительной в цикле статей, посвященном гнутым мебельным фасадам и другим криволинейным элементам интерьера, а также тому, из чего собственно создают эту красоту — гибкому МДФ и фанере. Статьи написаны специально для сайта магазина мебельной фурнитуры и комплектующих «Норд».
Для перехода к другим статьям цикла, Вы можете использовать следующие ссылки:
• баллада об изяществе в дизайне интерьера (вступительная статья);• что же такое «криволинейное мебельное царство», как оно проявляется и в чем его достоинства;• подробнее о свойствах гибкой фанеры и МДФ и способах изготовления криволинейных поверхностей;• детальное описание технологий применения гибкого МДФ для создания гнутых элементов интерьера (текущая страница).
Следует отметить, что в отличие от предыдущих статей цикла, вклад автора в данную статью более скромен. Мною был просто систематизирован материал, предоставленный компанией «НОРД», улучшено качество поясняющих схем и рисунков, переведены подписи к ним. Кроме того, был переведен и дополнен заключительный раздел о технических аспектах применения гибкого МДФ, ну и сама статья украшена примерами реальных мебельных фасадов, выполненными из описываемых материалов.
Краткое описание гибкого МДФ NeatForm
Neatform – это высококачественный гибкий листовой материал, изготовленный из МДФ (MDF – Middle Density Fiberboard – древесноволокнистая плита средней плотности).
Гибкий МДФ Neatform широко применяется производителями мебели, архитекторами и дизайнерами интерьеров при необходимости создания сложных изогнутых поверхностей.
Neatform имеет абсолютно гладкую поверхность, что делает его идеальным материалом для окрашивания, фанерования шпоном или ламинирования. Это, в сочетании с высокой однородностью и стабильностью размеров листов качественной МДФ, делает Neatform предпочтительным материалом для решения многих задач, включая создание колонн, фронтальных поверхностей стоек, изогнутых стен и потолков, ступеней, мебельных фасадов и прочее.
Существуют два метода использования гибкого МДФ:1. В один слой, при котором листы Neatform крепятся к криволинейному каркасу.2. В два слоя, при котором листы изгибаются и склеиваются между собой, образуя самонесущие двусторонние конструкции.
Neatform часто используется для изготовления легких конструкций в сочетании с гибкой тропической фанерой, особенно в случаях, когда важна структура поверхности изделия, ударопрочность и способность хорошо держать крепеж. Подробнее о гибкой фанере мы говорили в предыдущей статье, подробнее.
Пример применения гибкого МДФ и фанеры при производстве мебельных фасадов для кухни. Кстати, для любой кухни станет украшением кофейные автоматы Necta, с комплектом кофе Ristora и другими необходимыми ингредиентами. Вендинговое оборудование в Санкт-Петербурге.
Крепление заготовки
Для устойчивости полученной формы фанеры ее надо закрепить. Эту работу можно провести следующими способами:
- на месте сгиба укладывают какой-либо тяжелый предмет, веревкой стягивают концы и устанавливают под них опоры;
- деталь закрепляют в шаблоне с помощью шнура, скотча или веревки.
В первом случае все понятно, но нужно будет постоянно контролировать конструкцию, так как фанера при остывании может немного отойти от нужного угла. Во втором случае в виде шаблона можно применить любую конструкцию с углами изгиба, которые надо получить на вновь создаваемой детали. Чаще всего применяют самодельный шаблон из ДВП. Если делается арка, то распаренное дерево можно прямо установить на место, зажав его в проеме при помощи шурупов.
Наибольшую прочность имеет фанера, согнутая методом склеивания.
Для закрепления фанеры можно использовать стальной шаблон. Его загибают вместе с древесиной. Этот прием применяют для изготовления крупногабаритных деталей со сложной формой. Полоса из стали прикрепляется к фанере до начала погружения в ванну. Затем ее сгибают вместе с листом материала. Отсоединяют такой шаблон только после полного высыхания фанеры.
При применении для фиксации груза надо стараться, чтобы он по ширине был равен листу материала. Если это не так, то будет согнута только та часть, которая равна ширине груза. Такие способы применимы лишь для фанеры с толщиной менее 2 см. При этом надо учитывать и тот факт, что разные сорта дерева имеют различную способность сгибания (разгибания). Удовлетворительные результаты получаются при использовании фанеры из ореха, ясеня и бука. Не рекомендуется брать для такой работы листы материала из лиственницы, дуба или клена. Обычно для древесины можно выполнить растяжение на 1,5-2,5%, а сжатие – на 25-33%.









Как влияет форма и технические характеристики профтрубы на выбор способа изгиба
Профильные трубы не бывают круглыми, они прямоугольные, овальные или квадратные. Для изготовления теплиц около дачного дома рекомендовано брать квадратные или прямоугольные модели, у них плоские стенки, на них проще крепить покрытие.
Модельный ряд профилей огромен. Они имеют различные геометрические параметры. К основным относятся — размер поперечного сечения и толщина стен. Важна пластичность, от этого показателя зависит возможный радиус изгиба. Стоит отметить, что у нагретой профильной трубы повышается пластичность, тем самым изогнуть её легче.
Есть два технологических способа:
- «холодный» — без воздействия температурой;
- «горячий» — участок предварительно нагревается.
Кроме того, трубопровод из низколигерованного и углеродистого материала имеет повышенную упругость, и он может «отпружинить» при згибе, поэтому для изготовления теплиц не используется. Не рекомендованы профильные трубы диаметр, у которых 2 мм, так как у них низкий показатель прочности в месте загиба.
Строгих нормативов для выбора методики гибки квадратных труб нет, есть лишь для овальных. По данным нормам применяется «горячая» технология к трубопроводу от 100 мм, но эти стандарты не распространяются на профильные изделия.
Рекомендовано провести пробную гибку в домашних условиях — один конец профтрубы надо зажать в тиски, а на второй одеть трубку большего диаметра. Данное «плечо» необходимо подтянуть, выгибая заготовку — гнётся легко, тогда можно не проводить подогрев. Каким из этих способов загнуть профтрубу в домашних условиях — решать вам.
Способы гибки по виду материала труб, для:
- металлопрокатных — сварной, с подрезкой болгаркой;
- стальных — с нагреванием;
- пластиковых или алюминиевых — любой вариант, так как материал мягкий.
Квадратный металлопрокат отличается показателем сечения и размером стенок. Эти факторы влияют на угол сгиба.
Инженерных нюансов в вопросе существует большое множество. Но для домашней работы их все знать не обязательно
Важно лишь обратить внимание на следующие аспекты
- Тонкие изделия с сечением до 20 мм без трубогиба необходимо сгибать в зоне, которая в 2,5 раза длиннее, чем высота самой трубы.
- Толстый металлопрокат можно согнуть в зоне, которая в три раза длиннее, чем сечение. Если этот момент проигнорировать, то металл трескается снаружи или деформируется изнутри.
- Сгибание квадратный трубы опасно в одном отношении: возникновении перелома по месту выполнения операции, в результате которого деталь отправляется в окончательный брак.
- Ограничивающим условием являются следующее соотношение – минимальный радиус не должен быть меньше двух с половиной размеров по сечению сгиба. Например, для изделия толщиной 40 мм минимальный внутренний радиус составит 40 х 2,5 = 100 мм.
До того, как согнуть стальную профильную трубу следует помнить еще одно правило.
Изделие после воздействия стремиться вернуть первоначальную форму. По этой причине лучше выполнить изгиб немного больше, чем необходимо по схеме. Если согнуть заготовку немножко больше, то в конечном итоге закругление получиться таким, как требует схема.
Все эти условности перед тем, как начать работы, необходимо обязательно учитывать, иначе наедятся на качественный результат бесполезно.
Как согнуть фанеру
В некоторых случаях, нет смысла прибегать к размягчению: например, если деталь будет закреплена на достаточно жёстком каркасе, она сама со временем примет нужную форму вследствие естественных перепадов влажности.
Другим частным случаем можно назвать необходимость согнуть фанеру под радиусом, меньше допустимого для определённой толщины. Здесь стоит использовать как размягчение листа, так и его механическую обработку.
Один из методов обработки перед сгибанием — нанесение на внутреннюю сторону изгиба ряда надрезов, параллельных оси сворачивания. Надрезы лучше выполнять конусной фрезой с использованием линейной направляющей.
Глубина канавок должна быть не больше ¾ толщины заготовки, при этом, в итоге, целыми должны остаться не менее двух слоёв шпона.
Если надрезы будут обращены внутрь детали и скрыты из виду, их число и шаг рассчитывать нет смысла.
Образованные впоследствии рубцы могут быть при необходимости выровнены автомобильной шпаклёвкой и отшлифованы до гладкого состояния.
При должном усердии, можно рассчитать сокращение длины дуги при сгибании, используя заведомо известные угол и радиус изгиба. В этом случае, число надрезов будет равно частному от деления сокращения дуги на толщину фрезы в самой широкой части захода.
Как согнуть фанеру: 2 часть
Нужное число надрезов нужно равномерно распределить по всему радиусу изгиба.
Перед фиксацией на шаблоне, образованные на фанере надрезы заполняют качественным клеем для древесины, например Titebond 2. Выступающий клей можно сразу снять шпателем или отшлифовать после высыхания.
На время застывания клея, фанера жёстко фиксируется на шаблоне.
Облегчить размягчение толстой фанеры также можно перфорацией заготовки. Отверстия диаметром в 2–3 значения толщины фанеры выполняют корончатой фрезой или сверлом Форстнера в шахматном порядке с шагом около 80–100 мм между ними.
Степень перфорации может быть и больше, это определяется как податливостью фанеры к сгибанию, так и требуемой итоговой прочностью детали. Естественно, такой метод изгиба подходит только для скрытых технологических элементов, не образующих финишной плоскости.
При желании, согнутую деталь можно обшить с одной или обеих сторон шпоном или тонкой фанерой, предварительно размягчив их.
Гибка по шаблонам
В простейшем случае, роль шаблона могут выполнять отрезки твёрдой фанеры, имеющие форму профиля изгиба. Поскольку большинство деталей изгибают по одному контуру с обеих сторон, то и шаблоны изготавливают парными, а затем скрепляют между собой распорками чуть меньше ширины детали.
Шаблоны, также, могут быть разными при необходимости согнуть деталь неправильной формы, то есть, искривлённую по двум осям.
Другая разновидность шаблона — каркас из брусьев, не образующий точного контура изгиба. В этом случае, поперечные брусья располагают в точках прижима, то есть, на самых выступающих и вогнутых частях профиля детали.
Для крепления в промежуточных точках, можно добавить в каркас произвольное количество перемычек.
При изготовлении каркаса нужно учитывать тип используемых прижимных устройств.
Так, на вкладышах из фанеры могут быть предусмотрены отверстия для губок струбцин, а сам каркас может комплектоваться дополнительными рёбрами жёсткости в направлении действия прижимных и растягивающих нагрузок.
Если деталь имеет равномерный изгиб по всей длине, её можно зафиксировать и без каркаса, например, стянуть верёвкой, тросом, цепью с винтовым фаркопом или при помощи строповочных ремней.
Изготовление композитных деталей
Согнуть детали сложной формы можно, путём поочередного наклеивания слоёв распаренного шпона на заготовку требуемой формы.
На практике, это метод избежать возни с толстыми деталями, ибо, на крутых изгибах гораздо проще иметь дело с тонкими листами из-за малых значений допустимого радиуса.
В простейшем случае, основа образуется относительно толстым перфорированным листом фанеры, допустимый радиус изгиба которой заведомо ниже требуемого. Такая деталь, скорее всего, не будет обладать необходимой прочностью, поэтому впоследствии её «обшивают» ещё несколькими тонкими слоями.



В каждом случае выполняется клеевое соединение по всей плоскости, листы предварительно размягчают, чтобы они не выправляли форму сердечника.
Обшивка может выполняться не только с целью придания прочности. В ряде случаев, один или несколько внешних слоёв преследуют чисто декоративную функцию.
Например, тонкие листы шпона могут скрыть следы крепления заготовки к шаблону, а фанера замаскирует перфорацию или надрезы. Также, возможна оклейка детали пластиком, ламинированным шпоном и иными финишными материалами, плохо сохраняющими форму.
Ремонт и выравнивание деревянных полов
Избежать полной разборки и замены деревянного пола можно при использовании больших листов фанеры. В отличие от монтажа на лаги или бетонное основание, на деревянные полы укладывают целые листы, а обрезки пускают по краям комнаты или под мебель
Это особенно важно в местах частого нажимного воздействия – дверных проемах
Проводить ремонт можно лишь при условии сухого пола и отсутствии гниения дерева. Если исходная древесина рассыпается, повреждена насекомыми или является постоянно влажной, пол необходимо демонтировать и заменить негодные доски новыми.
Фиксацию фанеры к деревянному основанию можно осуществить гвоздями или саморезами. Гвозди удобнее при монтаже, однако со временем расшатываются. Использование саморезов более надежно, однако требует значительных усилий при закручивании на большую глубину.
Плоскость контакта листов и пола промазывают бустилатом или аналогичным по действию клеем. Расстояние между листами не оставляют, делая лишь стандартные зазоры (10-20 мм) возле стены. При помощи фанеры устраняется скрип половиц и проводится эффективное выравнивание деревянного пола, доски которого со временем перекашиваются.
Кроме того, для настила пола следует использовать только подходящие виды фанеры. К ним нельзя отнести гибкую, ламинированную, бакелитовую и шпонированную фанеры, которые нашли широкое применение в других сферах.
Как выровнять деревянный пол фанерой под ламинат расскажет видео:
О выборе метода
Выбор метода проводится в зависимости от особенностей будущего изделия. Они следующие:
- Радиус изгиба поперек значительно меньше, чем вдоль. Загнуть или закруглить изделие можно по разному радиусу, с его увеличением снижается прочность.
- Деталь, которую получилось согнуть, должна храниться в сухом помещении с низкой влажностью. Если не соблюдать это условие, то изделие может потерять форму.
- При выборе метода пропаривания форма заготовке передается до охлаждения. При этом деталь выправлять намного сложнее. Выравнивание связано с возвращением первоначального состояния структуры. Если гнутье было проведено при нарушении технологии, то распространение шпона чередовалось неправильно.
Даже незначительные дефекты могут стать причиной, по которой деталь не получится согнуть, при прикладывании усилия она может лопнуть. Из фанеры можно гнуть изделия по шаблону, для чего домашний верстак оснащается специальными зажимами.
Различия по толщине металла
Чем толще сгибаемый металл, тем выше конструкционная нагрузка на балки и подвижные узлы. Тяга у станков для металла до 2 мм, как правило, ручная, но вот конструкция поворотных шарниров и приводного рычага может быть разной.
В ремонте и строительстве на станках редко гнут металл толщиной более 0,6–0,8 мм, обычно в эти рамки вписываются и жесть для воздуховодов, и кровельное железо. При столь незначительных нагрузках не нужно предусматривать запаса прочности, почти любая поломка появляется как следствие брака или технического несовершенства неисправного узла.

Балки станка для гибки более толстого проката имеют усиленную конструкцию. Обычно они литые и широкие, на тыльной стороне можно увидеть продольные и поперечные ребра жесткости. Это также относится к большинству переносных станков, где большая толщина балок негативно сказывается на весе. И все же наибольшая нагрузка приходится на шарнирно-рычажные механизмы, особенно в местах крепления к балкам.
В таких местах редко используется сварка, обычно это соединение болтами на промежуточных кронштейнах, очень похожее на систему поручней в общественном транспорте. В низкосортном оборудовании эти детали изготовлены методом порошкового литья, которое выдается за сверхпрочный сплав. После пары лет активной эксплуатации детали от нагрузки покрываются трещинами, а со временем окончательно ломаются. Цена листогиба зачастую пропорциональна качеству его изготовления.