
Способы сгибания
Если вы решили своими руками согнуть профильную трубу без использования различных самодельных станков и приспособлений, то можете воспользоваться следующими способами.
При помощи болгарки

Для этого с помощью болгарки в месте, где должен быть изгиб, выполняют несколько поперечных надрезов. При этом распилить нужно только три из четырёх сторон квадратной или прямоугольной профильной заготовки. Благодаря целой четвёртой стороне сохранится целостность конструкции.
После этого элемент легко сгибается вручную. Полученные на местах распилов щели завариваются сварочным агрегатом. Неровности зачищаются. Единственный недостаток такого метода состоит в том, что несущая способность трубчатой конструкции в ходе этих манипуляций будет значительно снижена.
С помощью паяльной лампы

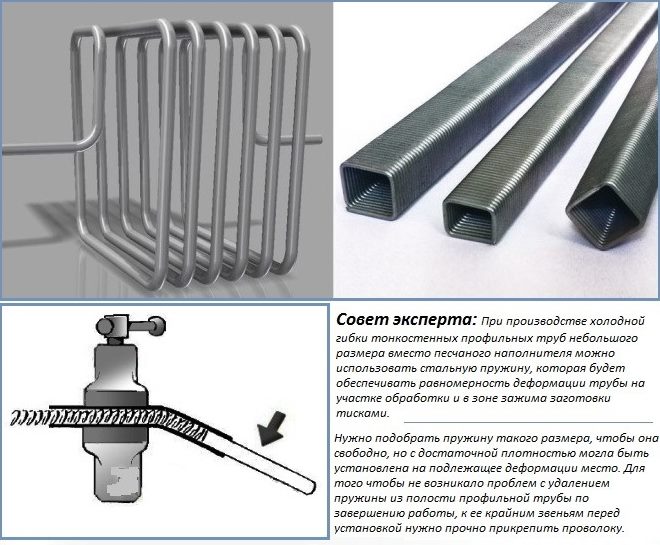
Чтобы гибка профильной трубы по радиусу не привела к деформации сечения, необходимо использовать специальные наполнители, сохраняющие форму. В качестве наполнителей можно использовать:
- самостоятельно изготовленную пружину из проволоки диаметром 2 мм, которая должна повторять конфигурацию внутреннего сечения;
- мелкий песок, просеянный через сито;
- зимой можно налить воду и дать ей замёрзнуть (этот наполнитель подходит только для холодного сгибания);
- если заготовка не очень большой длины, то в качестве наполнителя можно использовать отрезки проволоки диаметром не менее 2 мм. Эти кусочки вставляем по одной в нашу заготовку так, чтобы они плотно заполнили всё пространство внутри. После нагревания и сгибания проволока также по одной легко вытаскивается из полости элемента.
К пружине нужно привязать проволоку, которую потом фиксируют к одному из концов трубы, чтобы облегчить доставание вспомогательного проволочного изделия после сгибания. Если будет использоваться песок, то на концах заготовки устанавливаются деревянные заглушки. Затем заготовку нужно зафиксировать в тисках.
После этого участок трубы разогревается горелкой. Понять, что изделие нагрето в достаточной степени, можно по красному цвету стальной поверхности. Проверить степень нагрева алюминиевого изделия можно при помощи кусочка бумаги. Элемент считается достаточно разогретым, если при соприкосновении с нагретой поверхностью бумага начинает дымиться или гореть. После этого элемент можно гнуть вокруг подготовленной болванки. Не забудьте одеть перчатки, чтобы защитить руки от ожогов.
При использовании такого метода стоит придерживаться следующих правил:
- Чтобы не было разрывов и складок, изделие необходимо плотно заполнять песком (без пустот). К таким же последствия может привести недостаточный нагрев.
- Если гнуться будут сварные трубы, то шов должен находиться с внешней стороны изгиба. Это не позволит ему разойтись.
- Также для защиты шва от расхождения на концы трубы, немножко не доходя до места изгиба, одеваются такие же заготовки чуть большего диаметра.
- Не стоит слишком долго нагревать поверхность заготовки в одном месте. Изделие может сильно раскалиться и от него начнут отскакивать окалины.
Видео инструкция по сгибанию профильной трубы для навеса в домашних условиях:
Выполнение изгиба труб при помощи воды
Изогнуть профильную трубу собственными силами в домашних условиях также можно с помощью воды. Этот вариант задействуют, когда трубная продукция произведена из меди или другого цветного металла. Один конец изделия закрывают заглушкой и наливают внутрь его воду. Изделие следует поместить в место, где вода замерзнет. После этого согнуть его самостоятельно будет несложно. Чтобы легче получилась труба квадратная гнутая, нужно сгибать ее не посередине, а ближе к одному из концов.
Необходимость в изгибании профильной трубы возникает у тех людей, которые планируют возвести на своем участке теплицу. Теплица такой конструкции получается намного устойчивее, эффективнее и долговечнее. Однако при планировании сооружения теплицы возникает вопрос, как самому согнуть профильную трубу. Ведь помимо сложности выполнения такой работы, нужно учитывать тот факт, что все последующие трубы должны иметь аналогичную конструкцию.
Гибка профилей подручными средствами
При единичной потребности загнуть профиль, имеющий небольшое сечение, некоторые умельцы прибегают к так называемым народным средствам.
Подготовив необходимое для гибки оборудование, приступают к работе.
Отличным помощником в этом деле выступает сварочный аппарат и болгарка.
Выполняя ее в определенной последовательности:
- Определяют радиус закругления профиля.
- В местах изгибаемой области делают на равноудаленном расстоянии несколько поперечных пропилов с трех сторон. Плавность изгиба зависит от частоты пропилов.
- Нажимая на места пропилов, выгибают заготовку. Упростить процесс поможет деревянное лекало, внешний край которого повторяет желаемый контур.
- Пропиленные места сваривают, создавая цельную поверхность.
- Места сварки обрабатывают и зашлифовывают.
Но этот метод эффективен лишь для гнутья тонкостенных профилей, выполненных из меди. Стали и полимерных материалов.
Технология и особенности
Создавая любую трубопроводную систему, специалисты подбирают изделия из различных металлов. Это связано с тем, что каждый обладает разными техническими характеристиками. Чтобы изменить форму конструкции, осуществляется воздействие посредством радиальных и тангенциальных сил. Первые необходимы для деформации сечения, а за счет вторых происходит образование складок
Важно, чтобы после завершению всех процедур, радиус остался прежним, а внутри стенок должна отсутствовать гофра
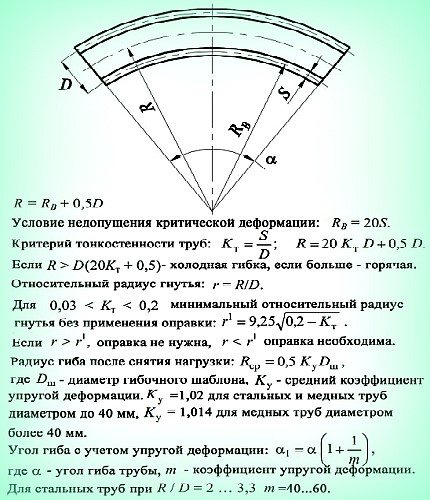
Рис 2. Как происходит гибка
В процессе производства металлических конструкций с использованием цельного материала, вместо сварки используют альтернативный вариант — гибку труб. Можно выделить несколько основных причин, объясняющих данный выбор:
- Материалоемкость снижается в связи с отсутствием варочных элементов.
- Сравнивая с системами, где присутствуют резьбовые или сварочные соединения, в данном случае показатель трудоемкости значительно меньше.
- Улучшается гидроаэродинамика созданного прохода.
- Сравнивая с проведением сварочных работ, при сгибании труб отсутствует негативное воздействие на конструкцию.
- Создание герметизации и высокой надежности.
Гибка без нагрева
Вопрос, как согнуть профильные трубы без трубогиба, можно решить и без температурного воздействия. Применение наполнителя зависит от размеров сечения. Если его высота не превышает 10 мм, песок не нужен. При больших размерах использование сыпучего материала весьма желательно. В качестве альтернативы возможно применение стальной пружины изготовленной из проволоки диаметром не менее 2 мм. Ее предварительно располагают в месте будущего изгиба для придания ему плавного равномерного контура. Технология самого процесса полностью совпадает с горячим способом за исключением нагрева металла.
Теперь рассмотрим как гнуть трубу уже с помощью трубогиба
При постройке сложных строений используются профиля квадратного и круглого сечения с толстыми стенками. Их тяжело согнуть вручную, поэтому необходим трубогиб. Станки бывают двух видов:
- Ручные. Аппараты несложной конструкции и недорогие в цене. Вполне подходят для применения в хозяйстве.
- Автоматические. Относятся к профессиональным и используются специалистами. Имеют дорогую цену, поэтому для домашнего пользования не подходят.
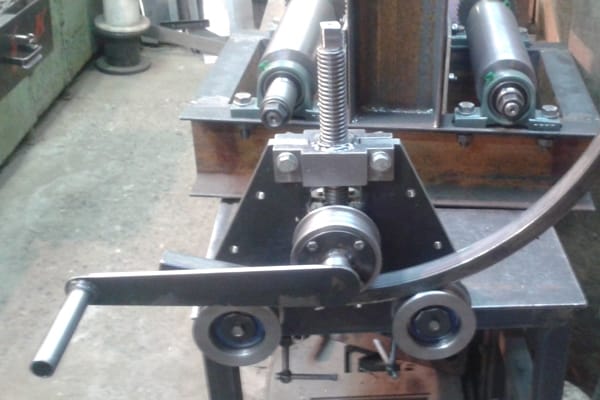 Фото — механический профилегиб
Фото — механический профилегиб
Также станки различаются по принципу работы и бывают разных моделей. Рассмотрим наиболее практичные:
- Арбалетный трубогиб.
- Пружинный трубогиб.
- Сегментный трубогиб.
- Дорновый трубогиб.
Работать с использованием трубогиба удобно и легко. Он надежно удерживает профиль и оказывает на него равномерное давление. Радиус изгиба можно регулироваться. На выходе получаются идеальные дуги.
Трубогибы – конструкция и разновидности
Если для изготовления конструкции необходимо согнуть профильную трубу по радиусу, то с этим легко справится трубогиб, с помощью которого можно сделать изгиб до угла в 180 градусов. Это устройство способно изменить конфигурацию труб из нержавейки, металлопластика, алюминия. При этом изгиб производится по требуемым размерам и форме.
Конструкция трубогиба
Конструкция такого инструмента зависит от его разновидности. Однако обязательными элементами являются:
- гидроцилиндр – основная часть станка, выполняющая силовую функцию;
- открытая или закрытая рама;
- два трубных упора;
- нижняя и верхняя планки;
- нагнетательное устройство, рукоятка и перепускной клапан, расположенные на задней части корпуса конструкции;
- выдвижной шток, который обеспечивает гибочное усилие трубогиба;
- пружина, с помощью которой выдвижной шток возвращается назад;
- цапфа или упор конструкции, концы которой вставляются в отверстия на планках.
Сверху основной части станка может быть расположена проверка для уровня и пробка для заливки масла. На резьбовую часть инструмента наворачиваются планки установки, которые являются сварной конструкцией. Нижняя планка крепится фиксирующей гайкой, а верхняя прижимается двумя винтами и замком.
Для установки опор на поперечных пластинах устройства предусмотрены специальные отверстия. Снизу трубогиба имеются резьбовые отверстия для установочных болтов, которые регулируются по высоте.






Изгибаемая труба на такой конструкции располагается на ручье, который расположен в середине ее упора. Обеспечивающие сгибание сегменты должны быть изготовлены из стального точного литья.
На сегодняшний день все чаще для изготовления различных сооружений используются имеющие тонкую стенку профильные трубы. Поэтому конструкционный чертеж трубогиба для таких заготовок несколько отличается. Чтобы во время изгиба трубы не произошла деформация ее поперечного сечения, ролики по профилю следует выбирать такого же сечения, что и изделие.
Разновидности трубогибов
Имеющиеся в продаже профессиональные устройства для гибки труб могут иметь ручной, электрический или гидравлический привод.
самыми удобными считаются электромеханические инструменты
Конструкция с ручным приводом применяется для гибки труб небольшого диаметра.
Оснащенные гидроприводом трубогибы способны изогнуть заготовку, диаметр которой может быть до трех дюймов. Поэтому предназначен такой инструмент для выполнения масштабных работ.
Кроме этого, трубогибы могут различаться по способу воздействия на изделие, с помощью которого оно будет изогнуто. К таким способам относится:
- Арбалетный метод, при котором труба опирается на два стационарных ролика и гнется между упорами под воздействием расположенного на штоке шаблона.
- Намотка – при таком способе изгиба заготовка сначала приживается к ролику конструкции. Затем в точке гиба ставится упор. Ролик начинает вращаться и наматывать трубу между собой и упором. При этом шаблон и изделие подвижны.
- Обкатка является самым простым способом изгиба трубы. На таком устройстве шаблон неподвижен. Труба просто зажимается, а прижимной ролик перемещается и гнет трубу вокруг шаблона.
- Метод прокатки или вальцовки подразумевает собой использование трех вращающихся роликов. Один из них является центральным, а два опорными. На заготовку давит центральный ролик, поэтому относительно опорных элементов он должен быть установлен в соответствии с необходимым радиусом изделия.
давление от штока передается на заготовку в верхней точке шаблона
Практически не имеет недостатков метод прокатки. Именно вальцовкой в заводских условиях изготавливаются стальные отводы. Этим же способом намного легче и эффективнее делать изгиб профильных труб.
Трубогиб профильной трубы: виды
Существует несколько классификаций профилегибов: по мобильности (стационарные, переносные, носимые), типу передаточного механизма и типу привода. Последнее разделение является наиболее важным для того, чтобы понять устройство станка для гибки профильной трубы и сделать его своими руками.
Ручное устройство с валиками
Сложный гибочный станок, сделанный своими руками
Гибочный станок для профильной трубы может быть исполнен с одним из трех видов привода: ручным, гидравлическим или электрическим.
Гидравлический трубогиб для профильной трубы
Профилегиб данного типа широко распространен в промышленности за счет способности обрабатывать детали любых размеров быстро и качественно. Кроме того, такое устройство часто применяется при работе с трубопроводами водоснабжения и канализации.
Ручной гидравлический профилегиб
Несмотря на сложность устройства гидравлического трубогиба, своими руками его сделать вполне возможно. Необходимо лишь наличие небольшого опыта работы с промышленным оборудованием.
Гидравлический трубогиб своими руками: чертеж
Трубогиб для профильной трубы с электрическим приводом
Данное оборудование те очень большое и тяжелое, однако требует стационарной установки. Профилегибы с электрическим приводом способны выполнять точные работы без потери качества. Они могут быть полностью электрическими или электромеханическими. Второй тип дешевле, но требует частичного ручного управления. Электрические устройства могут быть оборудованы автоматикой для длительной автономной работы (правда, стоимость таких трубогибов довольно высока).
Электромеханическое устройство способно гнуть изделиялюбого сечения, достаточно лишь купить ролик для трубогиба профильной трубы необходимого размера
Используются устройства данного типа в основном на предприятия и в частных мастерских. Для гибки профильных труб в домашних условиях лучше подойдет ручной трубогиб.
Ручной профилегиб
Наиболее популярный вариант среди владельцев небольших мастерских и людей, занимающихся гибкой труб в домашних условиях.
Фото трубогиба для профильной трубы с ручным приводом
Достоинства данного устройства:
- Низкая стоимость. Ручной профилегиб можно купить по весьма привлекательной цене из-за простоты устройства и небольших затрат на производство.
- Малый вес и мобильность. Его легко переносить с места на место, так как конструкция не предусматривает основания.
- Редкие поломки. Благодаря отсутствию электроники, ручной профилегиб редко выходит из строя. А если это произошло, ремонт не отнимет много времени и денег.
- Возможность сборки самодельного трубогиба. Станок для гибки профильной трубы можно сделать в домашних условиях (например, трубогиб из домката).
Небольшой ручной профилегиб всегда можно взять с собой для облегчения монтажных работ по отоплению или газоснабжению
Недостатки:
- Относительно невысокая точность работ. В ручных приспособлениях нет аппаратного управления, поэтому точность гибки зависит только от ваших навыков.
- Необходимость приложения физических усилий.
- Невозможность работы с большими размерами. С помощью ручного устройства можно гнуть детали с максимальным размером 4х4 см.
- Затрата большого количества времени для максимально точного исполнения.
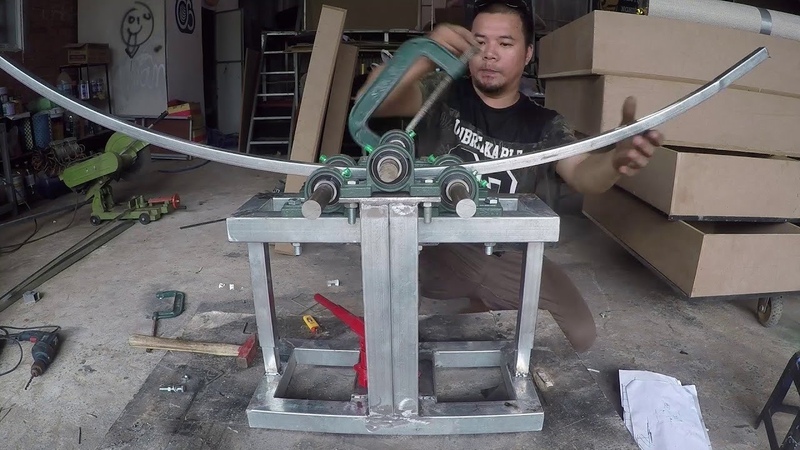
Небольшое ручное устройство в действии
Таким образом, для работы дома ручного устройства вполне достаточно. Если же вы будете проводить большой объем работ, и использовать при этом заготовки большого размера, стоит присмотреться к электронным или гидравлическим трубогибам.
Как согнуть профильную трубку в домашних условиях без трубогиба
Гнутую прямоугольную трубу можно согнуть с применением простейших подручных приспособлений. Холодный способ гибки материала может быть выполнена следующими способами:
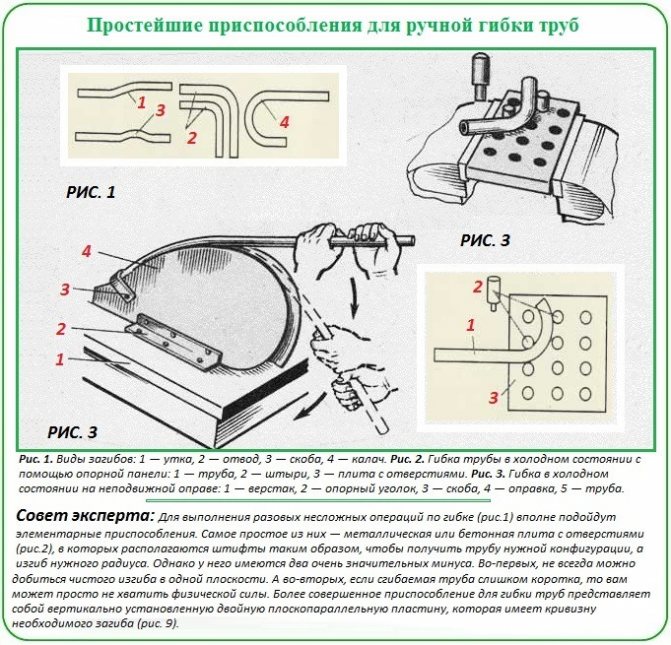
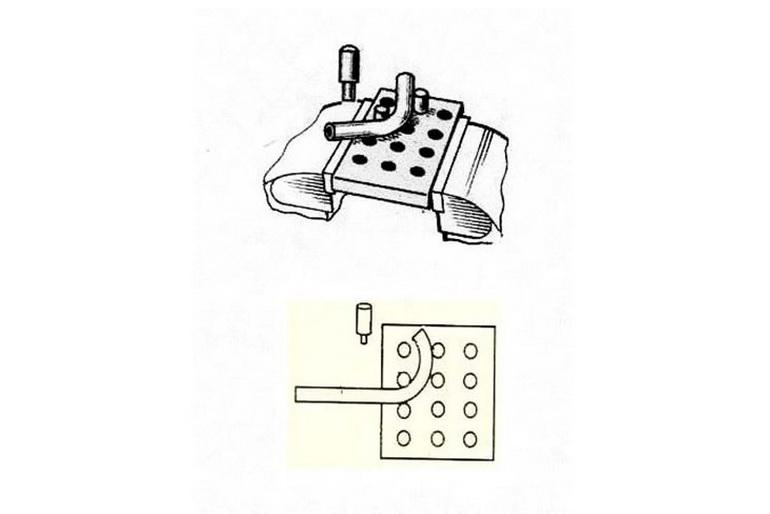
- Использование горизонтальной плиты. Данная плита является одновременно трафаретом для получения изогнутых труб одинакового вида, а также устройством для совершения самого процесса. Принцип использования такой плиты заключается в том, что нужно в ней проделать отверстия, в которые вставляются стальные штыри. Расположение отверстий должно быть таким, какой вид планируется придать гнутой прямоугольной трубе. После этого изделие поочередно вставляется в каждую пару штырей, получая тем самым необходимый угол изгиба. Недостатками такого метода являются: невозможность согнуть материал с высотой профиля более 10 мм, а также потребность в прикладывании значительных усилий.
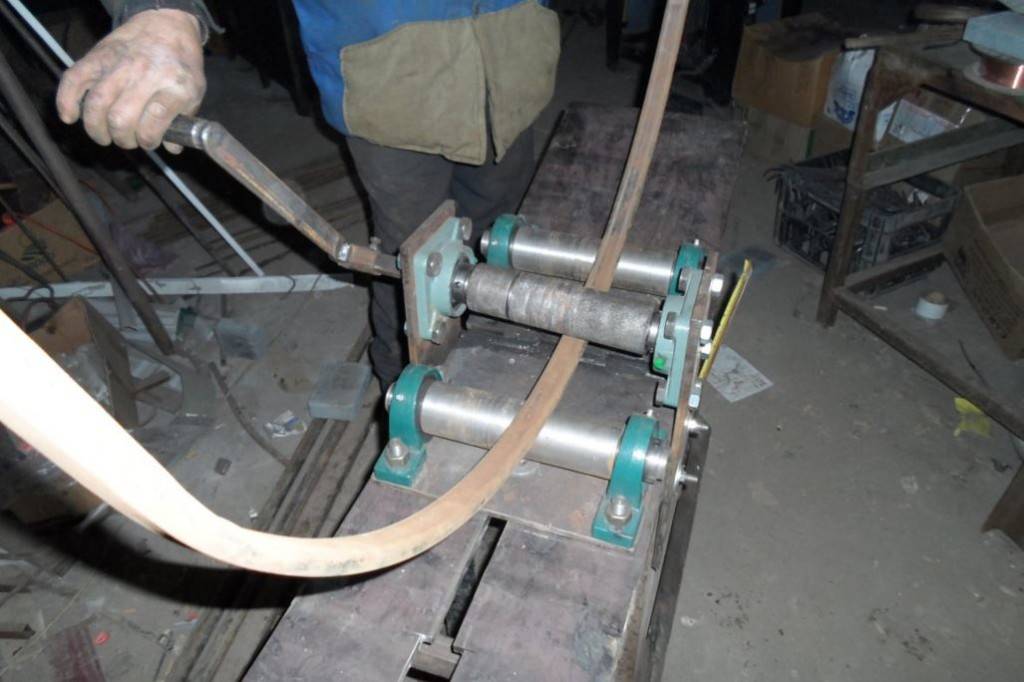
- Роликовое приспособление. Если нужна гнутая прямоугольная труба с высотой профиля более 10 мм, то рекомендуется использовать роликовое приспособление. Принцип данного метода основывается на выполнении таких действий: в тисках зажимается труба, а в части, где нужно получить изгиб, прикладывается специальный ролик. Такой метод также требует приложения значительных усилий, чтобы получить соответствующий изгиб.
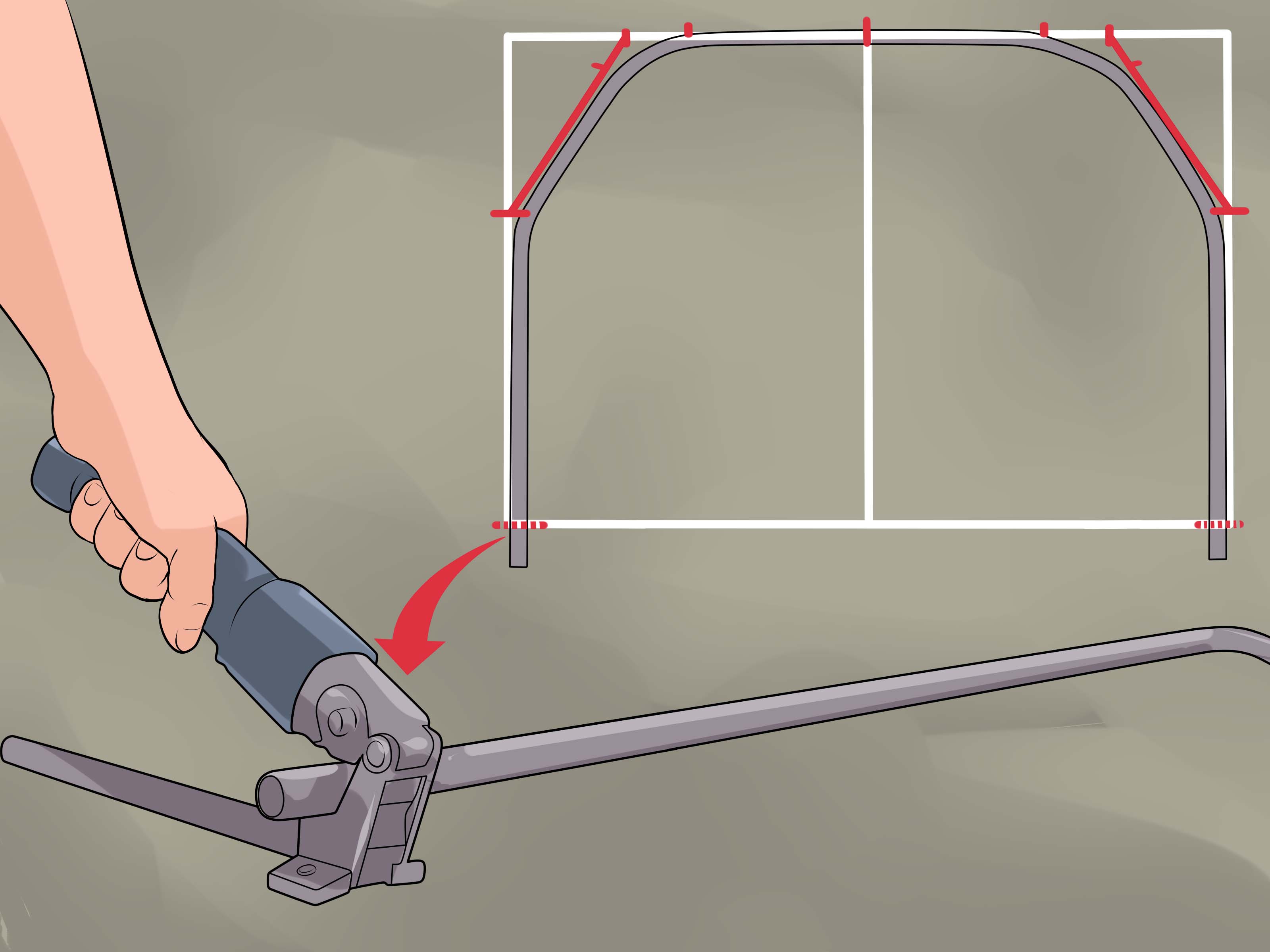
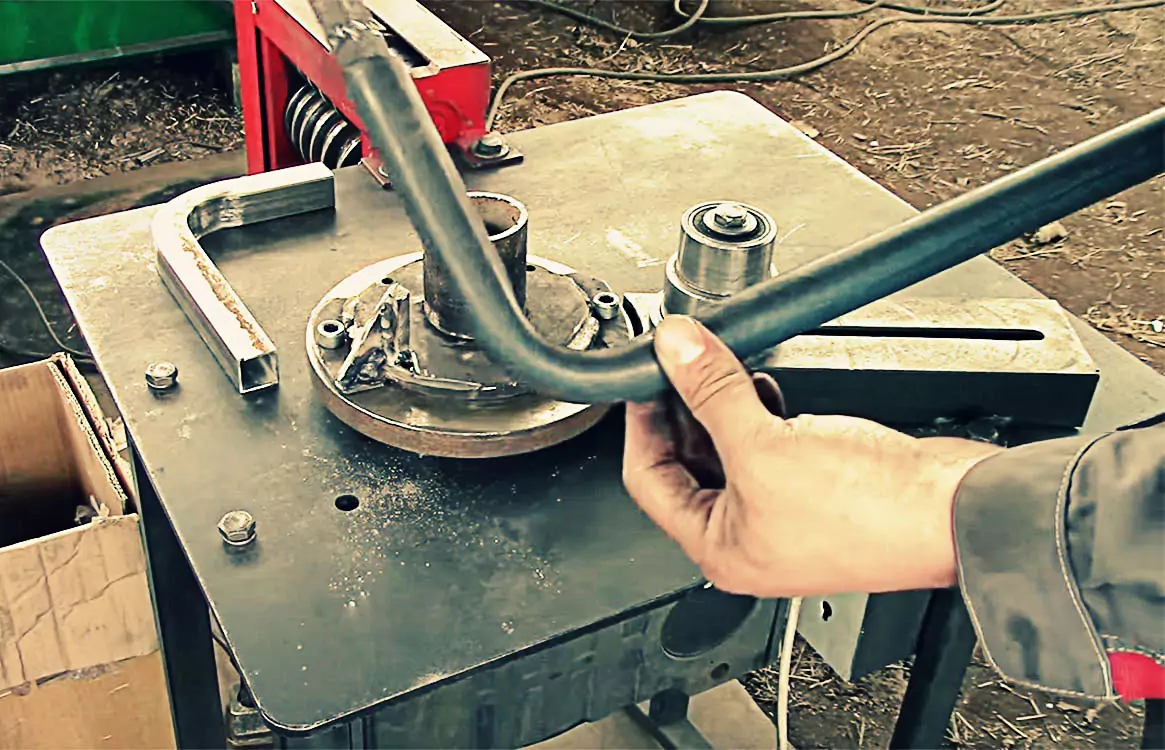
- Вариант «на скорую руку». Если нет никаких подручных средств, но при этом нужно изогнуть прямоугольную или круглую трубу, например, для арки, то можно воспользоваться методом «на скорую руку». Принцип метода заключается в том, что изделие кладется на землю, а главным фиксатором его выступает человек, а точнее его вес. Для выполнения изгибов понадобится трубка с кольцом на конце, которая будет выступать в роли рычага. Принцип выполнения такого типа изгиба показан на фото ниже.
- Выпиливание секторов. Если нужно согнуть профиль, причем сделать это нужно максимально аккуратно, то можно воспользоваться методом выпиливания секторов. Принцип заключается в использовании болгарки, которой делаются насечки с одной стороны профиля в месте, где будет изгиб. После выполнения насечек можно изгибать профиль вручную, что сделать не составит труда. При необходимости полученные насечки после изгибания можно заварить сваркой.

Домашние умельцы прибегают даже к такому методу, как изгиб при помощи установленного столбика. С его помощью можно получать изгибы любого вида, но его недостатком является ручное выполнение работы. Материалы с высотой профиля более 20 мм изогнуть таким способом будет проблематично.









Если в домашнем распоряжении имеется газовая горелка, то с ее помощью нагревается металл в месте, где требуется изгиб, после чего прикладывается незначительное усилие, получая тем самым деталь нужного вида. Если же планируется выполнение работы в большом объеме, то рекомендуется обзавестись соответствующим трубогибом. Это устройство, которое поможет быстро, а главное, без приложения усилий изгибать трубы и профиль любых диаметров и высоты. Кроме того, все изделия будут иметь одинаковую форму, что позволит соорудить красивой формы арку или теплицу. Способов изгиба труб в домашних условиях существует множество, но выбирать подходящий вариант нужно в зависимости от поставленной задачи и параметров материала. Именно поэтому выше представлены основные варианты, как правильно и быстро согнуть трубу.
“>
В чем сложность сгибания профильных труб
Умельцы используют 2 способа изгиба профильных труб: на холодную, оказывая давление с помощью специальных инструментов, а также дополнительно к давлению подогревая металл в месте изгиба. Сложности возникают из-за того, что в результате приложения усилия на место сгибания одновременно начинают действовать две противоположно направленные силы.
С наружной стороны металл начинает растягиваться, а с внутренней — сжиматься. Противодействующие друг другу силы деформируют трубу по всем направлениям. Наружная от изгиба сторона от растяжения может треснуть, а на внутренней появляются сладки как на гофре.
Все перечисленные деформации являются результатом неверной оценки свойств материала и ошибочных методов воздействия на профиль. Сюрприз может преподнести материал профтрубы.
Если в него входят низколегированные или углеродистые сплавы, то мастер столкнется с эффектом пружины: после изгиба труба пытается принять первоначальную форму и угол на какое-то количество градусов увеличивается. После эффекта пружины приходится дорабатывать деталь по нужному шаблону. Чтобы не сталкиваться с этим негативом, нужно учитывать:
- высоту профиля трубы;
- толщину металла;
- пластический момент сопротивления.
Облегчает работу применение специальных трубогибов или гибочных плит. Если нет необходимости покупать инструменты для профессиональной работы, то можно воспользоваться простейшими приспособлениями.
Как согнуть профильную трубу при сооружении теплицы
Как правильно согнуть трубу, таким вопросом задается практический каждый человек, который живет в частном секторе. Однако в единичных случаях при изгибе трубы можно найти подручные средства для выполнения процедуры. Когда же необходимо загнуть несколько десятков трубок, которые должны иметь идентичные параметры, то сразу же возникают трудности.
Как на производстве, так и в домашних условиях согнуть профтрубу можно, как при помощи нагрева, так и в холодном состоянии. Для нагрева трубы используется газовая горелка, которая делает металл эластичным, и процесс изгибания в десятки раз облегчается. Согнуть трубку небольшого диаметра можно и без применения горелки.
Согласно нормативам, сгибать путем нагрева можно круглые трубы, диаметр которых превышает 10 см. Как же быть, если нужно согнуть квадратную трубу? Для этого потребуется воспользоваться специальным устройством, которое называется трубогибом. С его помощью можно гнуть материалы, имеющие высоту профиля от 10 до 40 мм. Использование трубогиба не требует применения газовой горелки, однако для этого понадобится приобрести само устройство. Если же такого устройства нет в наличии, или его покупка считается лишней тратой денег, то можно обойтись и без него.
Одним из самых простейших способов сгибания материалов заключается в том, что нужно один конец трубки зажать в лапки тисков, а на второй надеть трубку большого диаметра и длины. Используя плечо, можно попытаться согнуть изделие до необходимого значения. Этот способ является одним из самых простых, но наиболее эффективных, и не требующий дополнительных приспособлений.
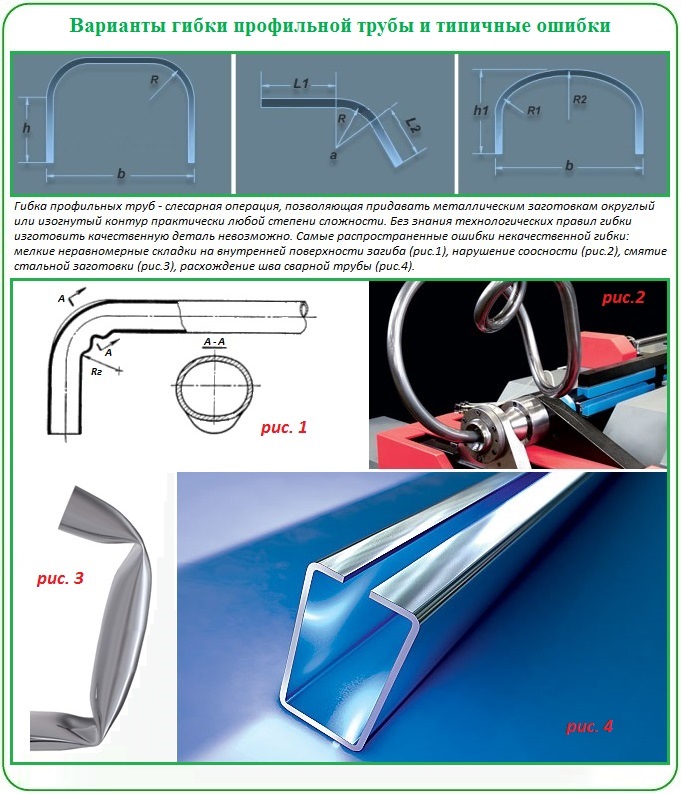
Какие сложности возникают в процессе гибки профильной трубы
Под гибкой профильной трубы подразумевается её загиб частично или полностью. Как известно, у профтруб степень прочности высокая, поэтому согнуть их можно лишь под давлением или при нагревании сгибаемого участка. В процессе, на деталь оказывают действие две силы:
- сжатия — внутри;
- расширения — снаружи.
Именно в противоположности направленности этих сил и заключается сложность работы при закруглении патрубка:
- В различных местах профтрубы может по-разному реагировать на изгиб, что приведёт к потере соосности, то есть, отдельные участки заготовки будут располагаться на разных поверхностях.
- Труба не всегда способна выдержать процесс растягивания и может сомнутся или лопнуть. Чаще такие моменты возникают при неправильном способе сгибания.
- У изделия могут появиться складки, которые напоминают гофру.
- Снижается степень прочности при перегреве, нарушается структура.
- Сминаются боковые стенки — это происходит при чрезмерном давлении, при прохождении заготовки через гибочную конструкцию.
Для избежания данных проблем, следует учитывать материал изготовления труб и их размер: толщину стен, диаметр, угол загиба.
Гибочные приспособления и машины
В семействе устройств и агрегатов для гибки есть представители разной степени технической сложности. Для начала рассмотрим средства для тех, кто озадачен вопросом, как и с помощью чего можно согнуть профильную трубу без применения специального оборудования. Затем перейдем к самодельным прокатным установкам.
Варианты простейших приспособлений
Использование элементарных «помощников» для холодной деформации регламентируют размеры материала:
- тонкий трубопрокат с высотой профиля до 10мм гнут с помощью горизонтальной плиты с отверстиями. В отверстия жестко установлены металлические штыри, играющие роль упоров. Сгибают изделие, расположив его между упорами, установленными в отверстия согласно радиусу гибки. Начинают от середины заготовки и постепенно продвигаются к краям. Минусы метода в приложении немалых мышечных усилий и в довольно низкой точности деформации;
- трубы с высотой профиля до 25мм гнут с помощью роликовых устройств, работающих по принципу станка Вольнова. Металлическая заготовка прочно закрепляется в тисках, а к обрабатываемой части прикладывается физическое усилие через ролик. Гибка производится качественней и равномерней, чем в предыдущем случае. Но от исполнителя по аналогии потребуются недюжинные усилия.
Для формирования изгиба с большим радиусом кривизны, типа дуг для арочного каркаса, применяются неподвижные округлые шаблоны с хомутиками для фиксации заготовки. Относятся данные приспособления к разряду плоскопараллельных пластин. Заготовка с усилием «укладывают» в паз, размеры которого равны размерам трубы. Сгибаемая вручную с помощью оправки труба принимает форму заданного контура.
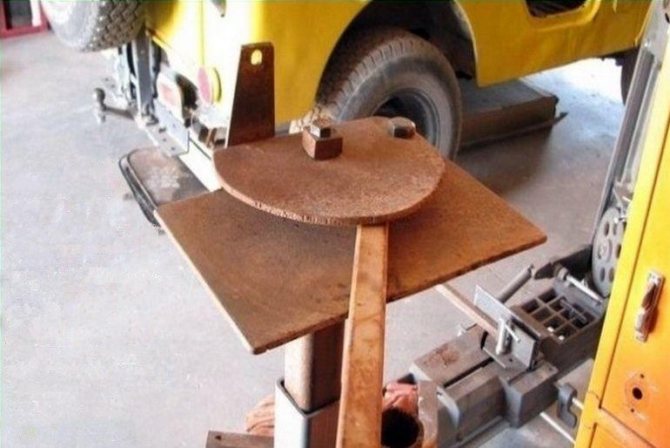
Модернизированная гибочная плита
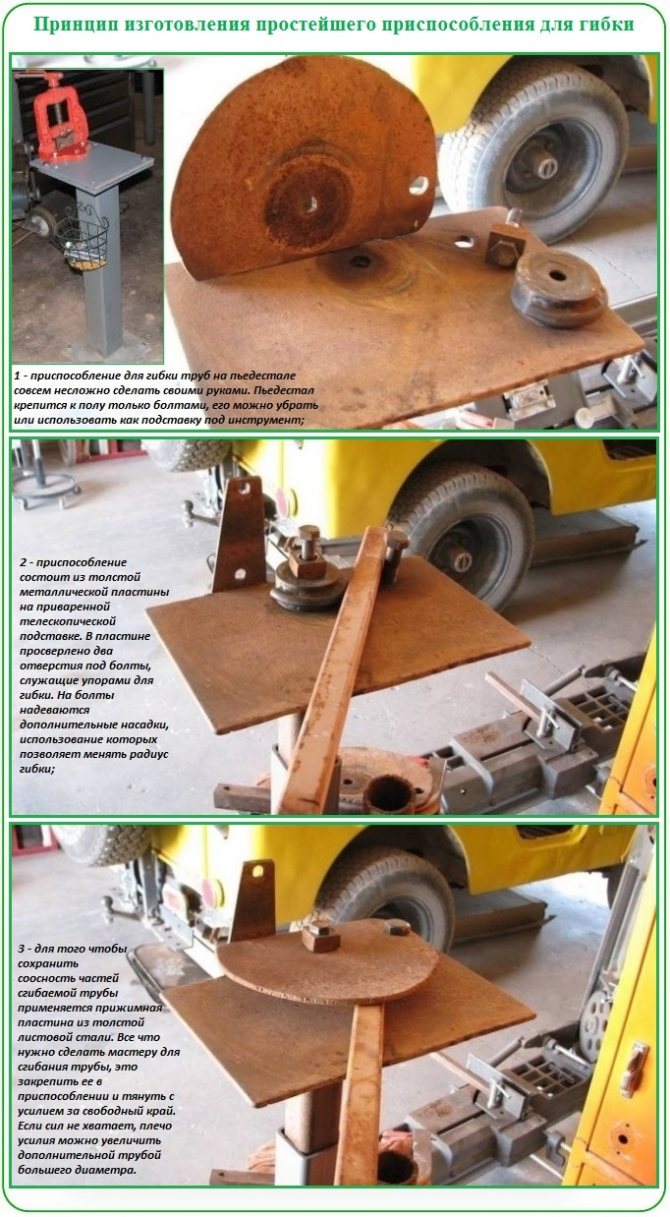
Если домашний слесарь не обделен физической силой, для собственных нужд ему пригодится простейший инструмент для довольно трудоемкой деформации профильной трубы. Его можно выполнить в виде панели, прикрепляемой струбцинами к рабочему столу или к верстаку. В приведенном на фото случае гибочная пластина приварена к металлическому постаменту, а вот он-то прикручен четырьмя болтами к бетонному полу мастерской. Чтобы убрать приспособление по завершению работы достаточно будет вывернуть болты. Никаких крепежных штырей после демонтажа не остается и не возвышается над поверхностью пола, значит, ничего не будет мешать передвижению и создавать травмирующих угроз.
Принцип изготовления рабочей плоскости предельно прост:
- Гибочной плитой служит панель, вырезанная из толстого листового железа.
- Панель приварена к профильной трубе, устанавливаемой по телескопическим правилам в стойку пьедестала.
- В рабочей плоскости просверлено два отверстия под болты, являющиеся упорами.
- Радиус гибки регулируется с помощью установки на один из болтов насадок подходящего размера.
- С целью сохранения соосности отрезков, прилегающих к сгибу, над заготовкой устанавливается металлическая пластина, фиксируемая болтами.
Постамент многофункционален. У его владельца есть возможность использовать его в качестве миниатюрного верстака для выполнения внушительного количества слесарных операций.
Оправка для сгибания профильной трубы
Метод подходит для изделий с высотой стенки до 25мм. Мастеру потребуется большой по площади верстак и значительное по объему свободное пространство вокруг рабочей зоны. Один край верстака перфорируется часто расположенными отверстиями для крепежа оправки и для выбора оптимального положения детали, фиксирующей трубу. Шаблон для предстоящей пластичной деформации вырезается из толстой фанеры. Правда, фанерная оправка пригодна лишь для разовых гибочных процедур. Если работ по сгибанию предстоит проделать немало, оправки лучше сварить из стального уголка.

Специальные устройства для гибки
Для того, чтобы достичь высокого качества готового продукта, можно воспользоваться заводскими и самодельными приспособлениями.
Трубогиб
Трубогибы состоят из станины, нескольких роликов, ограничителей и привода. Управление прибором осуществляется вручную, электромотором и гидравлическими цилиндрами. В частном строительстве используются профильные трубы с высотой стенки до 20 мм. С их сгибанием справляется ручной трубогиб.
Кондуктор
Этот инструмент предназначен для точного изготовления и соединения стыков профиля при резке болгаркой и соединения арок с вертикальными, поперечными и наклонными стойками.
Благодаря использованию кондуктора достигается максимально точное соединение деталей под прямым углом и аккуратный шов между ними.
Гибочная плита
Данное приспособление представляет собой съемную конструкцию, устанавливаемую на верстаке или на полу мастерской.
Для крепления используются закладные детали или анкерные болты. Кривизна опорной плиты регулируется болтами.








Радиус гиба трубы – приспособления для получения в быту и промышленности
На строительном рынке можно обнаружить большое количество приспособлений индивидуального использования для изгибания труб, от простейших пружин до сложных электромеханических станков с гидравлической подачей.
Ручные трубогибы
Трубогибы данного класса обладают невысокой стоимостью, имеют простую конструкцию, малый вес и габариты, процесс изгибания заготовки происходит за счет физического усилия работника. По принципу работы ручные агрегаты, выпускаемые промышленностью, можно разбить на следующие категории.
Рычажные. Изгибание производится за счет большого рычага, позволяющего уменьшить прилагаемое мышечное усилие. В таких устройствах заготовка вставляется в оправку заданной формы и размера (пуансон) и с помощью рычага происходит огибание шаблонной поверхности изделием – в результате получается элемент заданного профиля. Рычажные устройства позволяют получать радиус закругления в 180 градусов и подходят для труб из мягких металлов небольшого диаметра (до 1 дюйма). Для получения закруглений различного размера используют сменные пуансоны, для облегчения проведения работ многие модели оснащаются гидроприводом.

Рис. 7 Арбалетные приспособления ручного типа
Арбалетные. При работе заготовка помещается на два валика или упора, а изгибание происходит давлением на ее поверхность между упорами пуансона заданной формы и сечения. Агрегаты имеют сменные пуансонные насадки и передвижные упоры, позволяющие задавать радиус изгиба стальной трубы или заготовок из цветных металлов.
Гибочный башмак установлен на штоке, который может перемещаться с помощью винтовой передачи, гидравлического давления жидкости при ручном нагнетании или посредством гидравлики с электроприводом. Подобные устройства позволяют производить изгибание труб из мягких материалов диаметром до 100 мм.
Трехроликовые агрегаты (трубогибочные вальцы). Являются самым распространенным типом трубогибочных агрегатов в быту и промышленности, работают по принципу холодной вальцовки. Конструктивно выполнены в виде двух роликов, в ручьи которых устанавливается заготовка, третий ролик постепенно подводят к поверхности, одновременно прокатывая изделие в разные стороны. В результате происходит деформация заготовки без складкообразования большего сечения, чем в других ручных трубогибах.
Отличительной особенностью агрегата является невозможность получения малого радиуса закругления (обычное значение 3 – 4 величины внутреннего диаметра).
Все перечисленные устройства являются бездорновыми агрегатами, поэтому неэффективны при гибке тонкостенных изделий, также их нежелательно использовать при работе с заготовками со сварным стыком стенок – при пластический деформации возможно раскрытие отдельных участков шва.
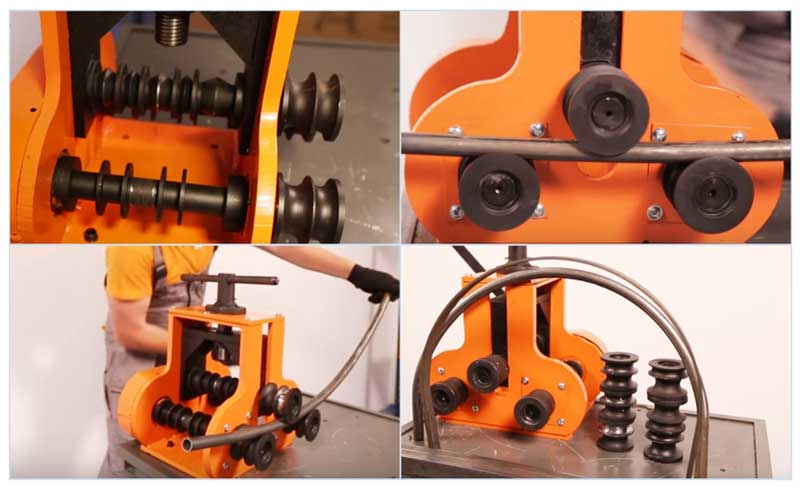
Рис. 8 Трубогибочные вальцы
Электромеханические трубогибы
Электромеханические агрегаты в основном используются в промышленности и обеспечивают выполнение следующих технологических процессов.
Бездорновая гибка. Станки применяются при работе с заготовками, для радиусов гиба 3 – 4 D., способны изгибать толстостенные трубы для мебельной и строительной отрасли, магистральных трубопроводов. Станки имеют самую простую конструкцию и управление по сравнению с другими видами, отличаются малыми габаритными размерами и весом.
Бустерная обработка. Агрегаты, работающие по специальной технологии продвижения каретки с деталью дополнительным узлом, разработаны для получения сложных гибов без утоньшения стенок. Применяются для изготовления змеевиков различной формы в тепловой энергетике, котельной и водонагревательной индустрии.
Дорновая гибка. Агрегаты данного типа позволяют производить высококачественное изгибание тонкостенных элементов с наружным диаметром до 120 мм. Промышленные станки могут иметь автоматическое или полуавтоматическое исполнение с числовым программным управлением.
Трехвалковая гибка. Конструкция широко используется для изгибания любых металлов и сплавов, отличается универсальностью: отлично справляется с профилем круглого или прямоугольного сечения, уголками и плоскими пластинами. Многофункциональность агрегата достигается за счет смены валков с различным видом рабочих поверхностей и размеров.
При помощи данного агрегата удобно гнуть элементы большой длины с одинаковым большим радиусом закругления на всем протяжении.
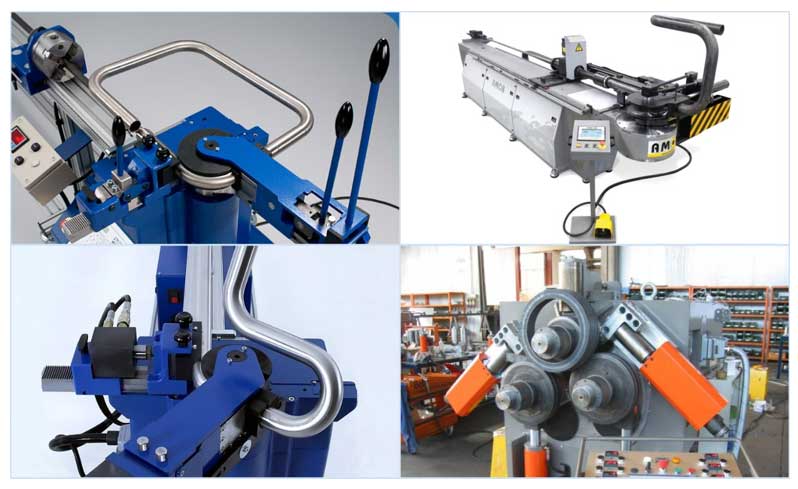
Рис. 9 Промышленные трубогибы



