Разновидности балеринок
Для работы с материалами разной плотности и структуры – мягкие и твердые породы дерева, пластик, гипсокартон, бетон, камень, кирпич, керамогранит – используются сверла, изготовленные из стали различных марок, и имеющие особые конструкции.

Просверлить отверстие большого диаметра в деревянной поверхности можно, используя балеринку по дереву 200 мм.

Сверление гипсокартона
В конструкцию балеринки по гипсокартону входит центрирующий наконечник и штанга, закрепленная выше. Крепление штанги может вращаться вокруг собственной оси.

На одном из концов штанги расположен дисковый резец. Он легко выдерживает несколько циклов сверления, плотно держится на штанге во время работы и длительное время не нуждается в заточке.
Для кафеля
Для сверления твердой плитки используется балеринка по кафелю. Главная сложность при выполнении этой операции состоит в необходимости прорезывания глазированного покрытия.

Cразу после этого опытные мастера советуют просверлить канавку на обратной стороне кафельной плитки. А потом уже завершить сверление с лицевой стороны. Для балеринки по кафелю 300 (057) часто используют победитовый наконечник, с помощью которого можно вырезать аккуратные отверстия.
По керамограниту
Керамогранит – очень твердый материал. Работа с ним – всегда сложная задача. При необходимости вырезать в керамограните отверстие используется балеринка со специальными подрезающими режущими кромками и алмазной насадкой. Ее использование продляет срок службы инструмента и существенно увеличивает скорость операции.

По керамике
Используя балеринку при работе с керамикой, следует прикладывать минимальные физические усилия. Керамика – хрупкий материал. И даже небольшая вибрация может привести к образованию трещин и сколов. Во избежание этого, сверление надо проводить на малых оборотах (около 1000 об/мин). Обычно для работы используют наконечники с алмазным напылением.

По металлу
Металлорежущим инструментом, позволяющим получить в листовом железе отверстие с диаметром 40-150 мм, является сверло по металлу. Перед началом операции в центре необходимого выреза делают углубление (до 9 мм). В нем можно будет установить и надежно зафиксировать центральную ось балеринки.

Для вырезания прокладок

Для вырезания прокладки по внешнему и внутреннему контурам используется балеринка по дереву. Внутренние отверстия и пазы вырезаются лезвиями и дорабатываются круглым напильником или наждачной бумагой.
По пластику
Пластик – мягкий материал и легко поддается обработке. Но всегда существует опасность растрескивания рабочей поверхности. Поэтому при сверлении пластика не следует прилагать больших физических усилий.

Этот материал быстро поддается воздействию высоких температур и плавится. Работать с ним необходимо на малых оборотах сверла (около 1000 об/мин).
Циркуль балеринка
Такой вид сверла используется для работы с кафельными поверхностями. В конструкции инструмента различают:

Режущая кромка должна быть на 5-8 мм короче перьевого наконечника. Это связано с трудностью обработки кафеля (есть опасность соскальзывания сверла).
Виды по числу резцов
В продаже можно найти три разновидности сверла, отличающиеся количеством рабочих резцов. Специальный кронштейн с перпендикулярно расположенным затяжным винтом имеет однорезцовое сверло. Рабочий резец перед началом операции просто устанавливается на заданную длину и затягивается винтом.
Заточка сверла
Во время частого использования сверла могут затупиться. Заточить инструмент можно самостоятельно или обратиться к специалисту. Если вы решили сделать это самостоятельно и не имеете навыков, лучше потренироваться на старом инструменте. При заточке главное — не нарушать нужную геометрию и придерживаться определенного градуса. Заточку можно делать вручную или на электрическом станке.
- Металлические аналоги сверл изготавливаются из более мягкого металла. Их заточку можно сделать вручную, используя напильник.
- Используя электрический станок, сверло сильно перегревается. Избежать этого можно, если его постоянно окунать в воду. Либо организовать льющуюся на кончик сверла струю воды.
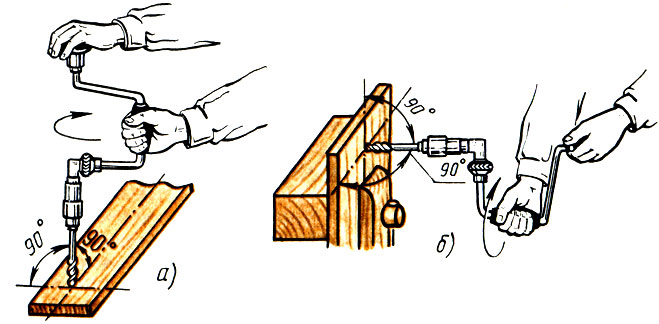
Как сверлить дрелью ?
Что бы разобраться как правильно сверлить дрелью металл, нужно вывести ряд основных правил, от которых не желательно отходить:
- Вам понадобиться дрель или шуруповерт, керн с молотком, средства защиты-очки и средство для охлаждения сверла(чаще всего машинное масло).
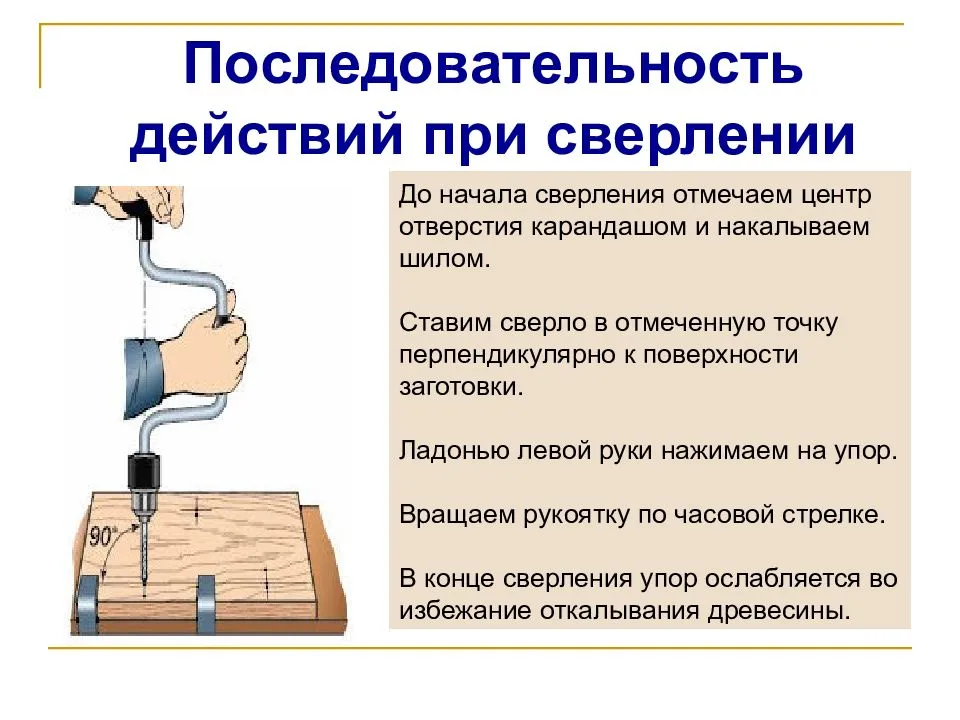
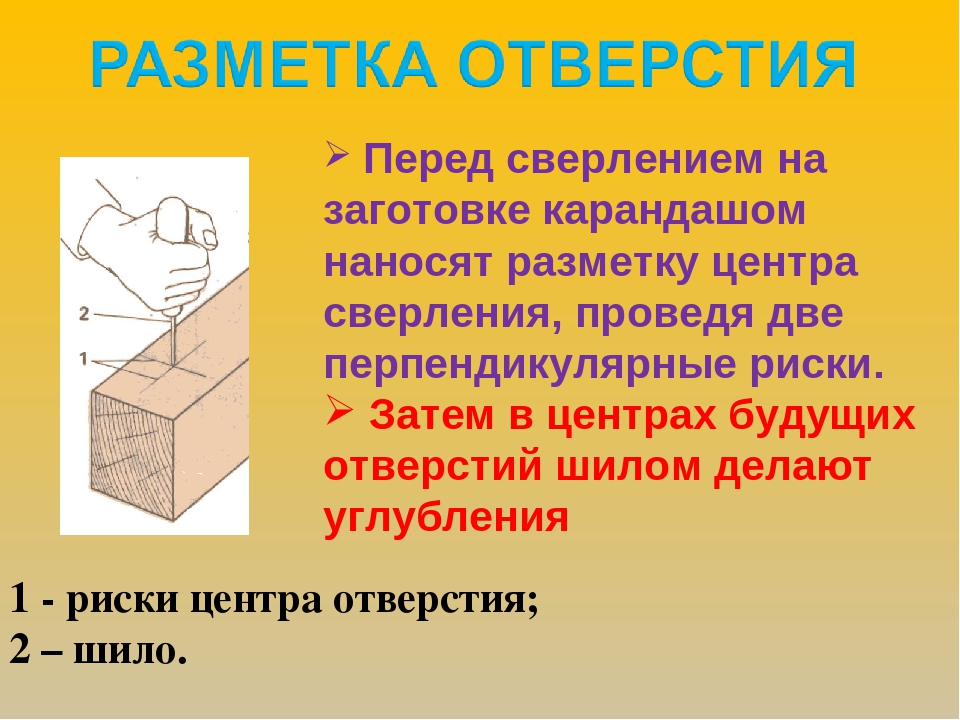
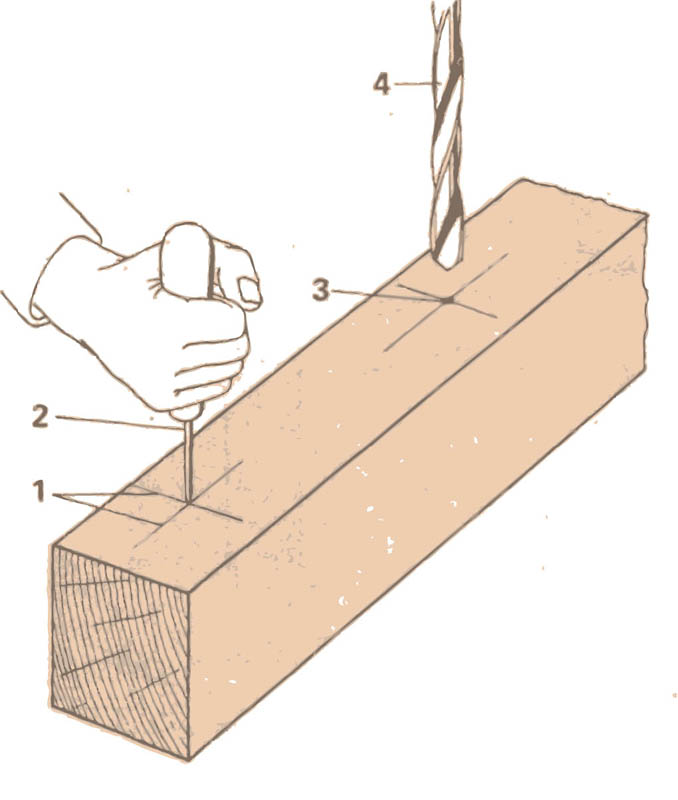
- В начале работ нужно разметить центр отверстия
- Надеть защитные средства. Стружка может легко отскочить в глаза. После чего извлечь от туда будет проблематично без специализированной врачебной помощи.
- Накернить центр отверстия.
- Начинать сверление на малых оборотах
- Периодически доставать сверло из отверстия очищая от стружки и охлаждая в масле.
Соблюдая выше изложенные правила и последовательность, можно без проблем делать отверстия любого диаметра. При выполнении которых срок годности сверла будет максимальным, за счёт выдержки малых оборотов и его охлаждения в масле.
На большом количество дрелей можно установить ограничитель глубины, который позволяет настраивать глубину сверления. Он может понадобиться вам при сверлении глухих отверстий.
Бытовые сверла для сверления квадратных отверстий
Для сверления квадратных отверстия в домашнем хозяйстве можно приобрести специальное сверло с накладной рамкой. Сверла с такими рамками называют бытовыми, так как они предназначены непосредственно для сверления проемов дрелью или перфоратором, то есть, бытовых электроинструментов.
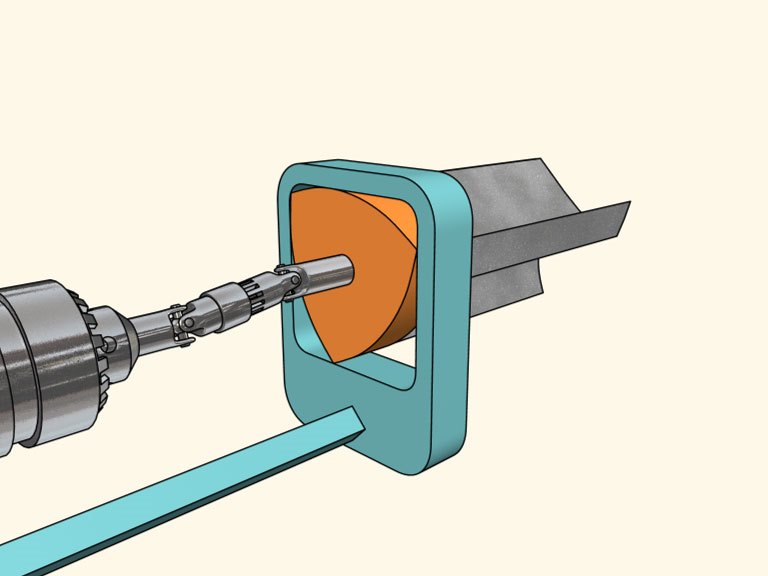
Рамка представляет собой оправку, которая исключает хаотичное движение сверла. С патроном сверло соединяется при помощи карданной передачи, что исключает увеличение нагрузки, приходящейся на патрон инструмента. Размер рамки говорит о глубине получаемого отверстия, поэтому чем больше внутреннее отверстие оправки, тем большего размера получается квадратная форма. Рамка соединяется с корпусом дрели или перфоратора посредством специального стального хомута.





Это интересно! Для изготовления рассматриваемых фрез применяется сталь марки У8, которая подвергается закалке до показателя твердости 52-56 HRC. Для работы с высокопрочными материалами применяется легированная сталь Х12, которая проходит термическую обработку, и закаливается до 56-60 HRC.
В завершении стоит отметить, что если возникла необходимость получить квадратное отверстие в заготовке, то сделать это можно без применения специальных фрез. В этом вопросе помогут обычные сверла и напильник. Однако если стоит вопрос о необходимости частого сверления квадратных отверстий в большом количестве, то здесь поможет только специальная насадка, закрепленная в патроне инструмента.
Публикации по теме
Коронки по металлу на дрель их разновидности и конструктивные характеристики
Резка керамической плитки болгаркой и как правильно выполнять
Какие пилки для электролобзиков бывают отличие маркировка и назначение
Очистка металла от ржавчины — всевозможные способы, средства и варианты
Как не затупить сверла
Нарушения режима эксплуатации сверл ведет к потере режущих качеств. Это связано с чрезмерным нагревом его поверхности, что вызвано силой трения.
При сверлении отверстий не следует превышать рекомендованное число оборотов. Большинство моделей ручных инструментов не оснащено механизмом регулировки вращения шпинделя, поэтому выход один – не давить на кнопку включения изо всех сил. Скорость вращения сверла можно оценить визуально: если спиральные каналы не сливаются в одно целое, скорость вращения не превышает 1000 об/мин.
При сверлении отверстий в толстостенных заготовках необходимо использовать охлаждающие жидкости.
Устройство кругового сверла
Сверло-балеринка по дереву изготавливается из углеродистых, инструментальных, легированных сталей, которые не подходят для обработки твердых материалов: металла, кафеля, керамогранита. Но легко режут гипсокартон и пластик.
Двухрезцовая балеринка выглядит как обыкновенный циркуль. Но конструкция гораздо сложнее. Кронштейн и цилиндрический хвостовик изготовлен единой деталью. В кронштейне выполнены два отверстия. В одно устанавливается центровочное сверло. Во второе устанавливается штанга. Закрепление обоих производится винтами.
Для установки необходимого диаметра резцы перемещаются по штанге. На ней нанесена шкала нониуса. Резцедержатели также фиксируются винтами. Резцы имеют форму ножа. Косая кромка резца должна быть направлена в сторону вращения, по часовой стрелке.
Если во время работы затупилось сверло, его можно легко заменить. Если же затупились резцы, то, обладая навыками работы на заточном станке, их можно заправить. Хвостовик конструкции закрепляется в патроне электрической дрели. Стоит помнить, что небольшой мощности электроинструмента может не хватить для работы балеринкой в отличие от свёрел по металлу.
Размагничивающие устройства
Если вы сверлили металл, то знаете, что сверло может намагничиваться и притягивать стружку. Это мешает сверлению, поскольку увеличивает трение, засоряет канавки. Попадая на режущую кромку, стружка не выходит через отверстие наружу. Это может предотвратить размагничивающий инструмент, который снимает магнетизм на сверлах, отвертках. Можно применять их и для обратного процесса – намагничивания, когда нужно намагнитить, например, кончик отвертки и затем завинтить маленький винт, удерживая его.
Eugene Brennan
Металлическая стружка налипает на намагниченные сверла и мешает процессу сверления
Eugene Brennan
Приспособление для размагничивания помогает снять со сверла магнетизм
Как правильно выбрать и на что обратить внимание
Выбрать качественное круговое сверло достаточно легко
Главное — знать основные моменты, на которые следует обратить внимание в первую очередь, но и не упустить из виду мелочи
Конструкция, очень важный момент: балеринка по дереву бывает с одним резцом или двумя и более. Для частого использования лучше приобрести вариант с двумя или тремя режущими элементами. Такими приспособлениями легче работать и качество выполняемой обработки будет на приемлемом уровне.
Не лишней будет возможность замены отдельных частей. Недорогие круговые свёрла могут иметь цельный хвостовик с несъёмным центральным сверлом и штангой.
Металл, от его качества зависит прочность и способность выдерживать рабочие нагрузки. Качественный инструмент изготавливают из высокопрочной стали или сплавов. Форму хвостовику и держателям резцов придают станочным способом. Штанга обычно штампованная и изготовлена из такого же металла.
В дешёвых вариантах часто применяют мягкий металл или сплавы, которые могут оказаться хрупкими. Под нагрузкой детали могут деформироваться или разрушиться. Такой инструмент долго не прослужит и точности от него добиться также будет сложно.
Качество изготовления, основным признаком является отсутствие люфтов и перекосов. Все детали должны быть подогнаны друг к другу и надёжно крепиться фиксирующими винтами.
Разметка штанги качественной балеринки штампованная. Иногда деления выделяют яркой краской для лучшей видимости.
Резцы, качественные режущие элементы изготавливают из инструментальной закалённой стали. На держателях их крепят заклёпками или с помощью пайки. Цельные резцы с держателями (изготовленные из одного и того же металла) быстро затупляются и не отличаются долговечностью.
Производитель, при выборе любого инструмента и расходников, предпочтение следует отдавать известным и давно проверенным маркам и брендам. Наиболее распространённые — Topfix, Stayer, Irwin, Strum.
Приобретение регулируемого кругового сверла для использования в быту, или в случае необходимости просверлить несколько отверстий, полностью себя оправдывает. Это избавляет от необходимости приобретения дорогого инструмента, который может понадобиться всего несколько раз.
Технические возможности и разновидности сверла балеринки
Разлет резцов, определяющий диаметр сверления, зависит от модели балеринки по дереву. Производители предлагают инструменты со следующими диапазонами разлета (в мм):
- min 30, max 120;
- min 40, max 200;
- min 40, max 300;
- min 40, max
Надежные фирмы-производители инструмента используют для изготовления балеринки по дереву только высокопрочную сталь или сплавы. Это позволяет применять сверло для обработки как мягких, так и твердых материалов на основе древесины.








Сверло имеет ограничение по толщине детали – 15-20 мм. Попытка просверлить большую толщину приведет к некачественной обработке краев углубления. Ограничения связаны с длиной резцов. Максимально допустимая глубина сверления указывается на фирменной упаковке инструмента.
Возможность устойчивой фиксации инструмента позволяет применять сверло-балеринку в ограниченном пространстве – например, внутри собранной мебели, а также на изогнутой поверхности. Особого внимания требует сверление поверхностей с декоративным покрытием – ламинированных или отделанных шпоном.
Возможности применения сверла по дереву расширяются за счет модификаций с одним, двумя и тремя резцами:
- Однорезцовое. Резец фиксируется винтом на специальном кронштейне. Несимметричность конструкции вызывает сильное биение инструмента.
- Двухрезцовое. Классическая модель.
- Трехрезцовое. Резцы укреплены на круглом диске, перемещаются по специальным прорезям. Нанесена шкала. Работа резцов синхронизирована.
Применение режущих кромок разной формы также расширяет виды обработки – снятие закругленной или прямой фаски и т. п.
Виды отверстий в металле и как их сделать
Отверстия для резьбы требуют определения диаметров с допусками, которые установлены в ГОСТ 16093-2004.
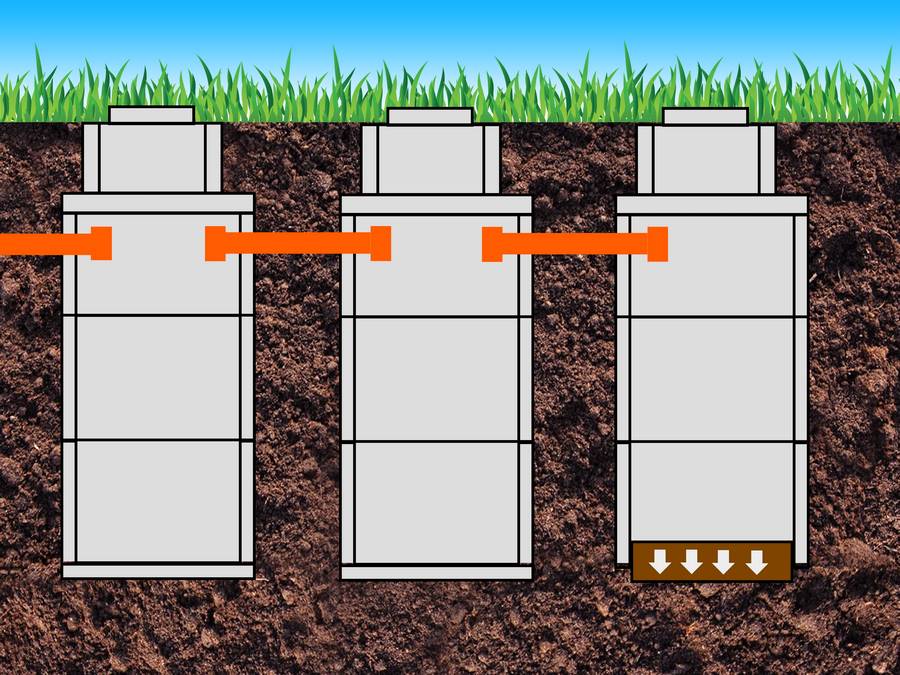
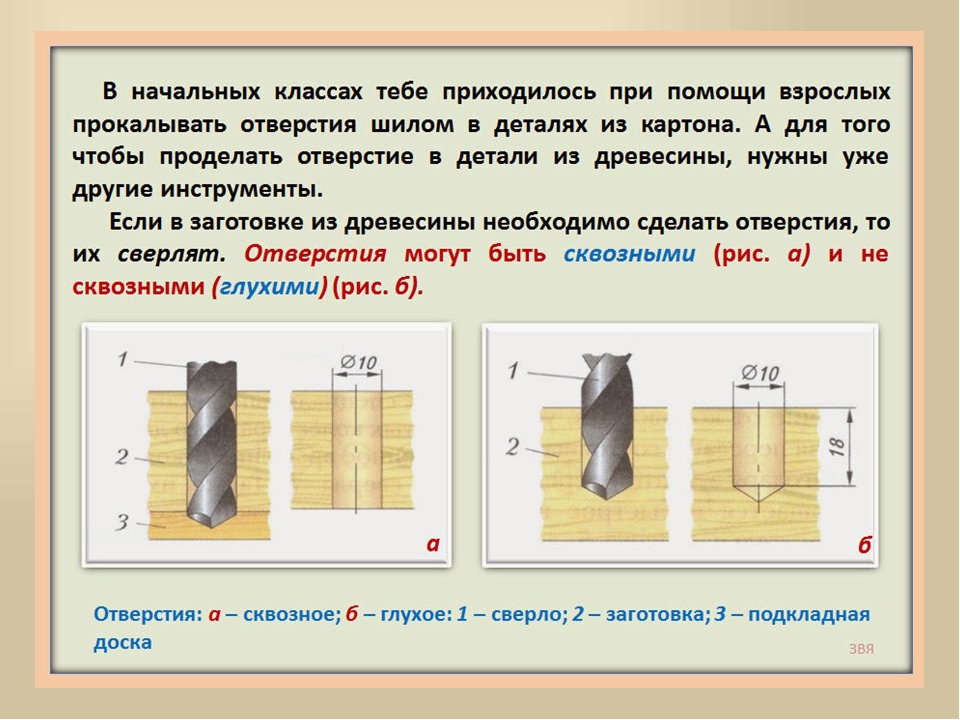
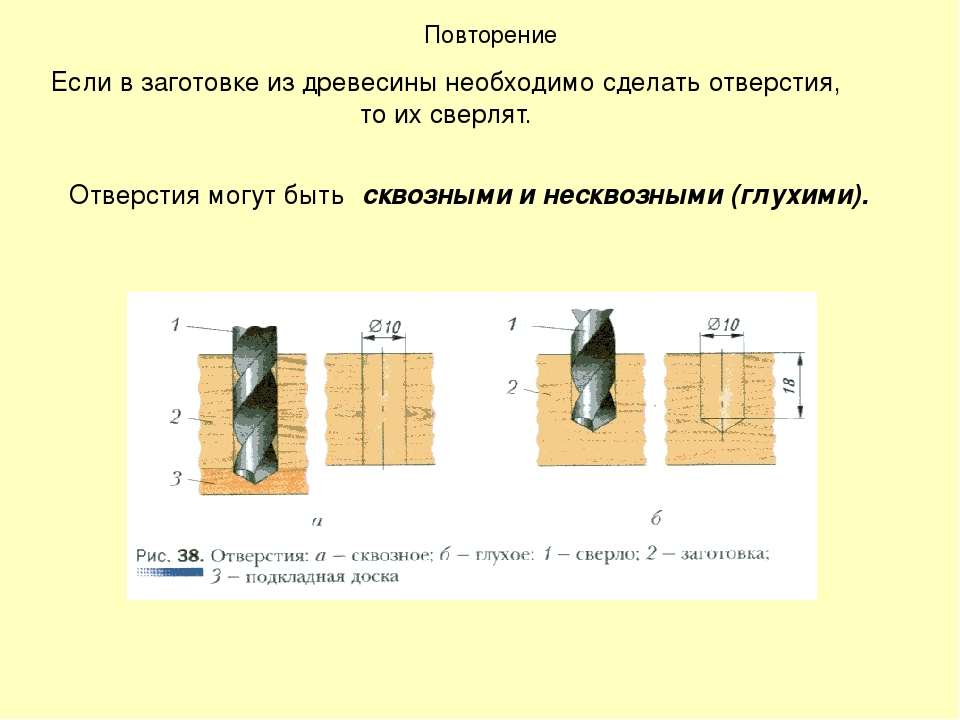
Сквозные
Отверстия сквозного типа начинают пронизывать заготовку в полной мере и создают внутри нее проход. Особенностью процесса будет защита поверхности столешницы или верстака от выхода сверла за пределы заготовки, а это может повредить и само сверло, а снабдить заготовку таким «добром», как заусенец. Чтобы такого не было, потребуется придерживаться следующих способов:
- Применяйте в работе верстак с отверстием.
- Подкладывайте под деталь прокладку, сделанную из древесины или особый «сендвич», то есть дерево-металл-дерево.
- Подкладывайте под деталь брусок из металла с отверстием для свободного входа сверла.
- Уменьшайте скорость подачи на последнем этапе.
Кстати, последний метод обязательно нужен, если вы высверливаете отверстия «по месту», чтобы не повредить детали или поверхности, которые близко расположены. Отверстия в тоненьких листах металла следует вырезать перьевыми сверлами, потому что спиральные сверла могут повредить края заготовки.
Глухие
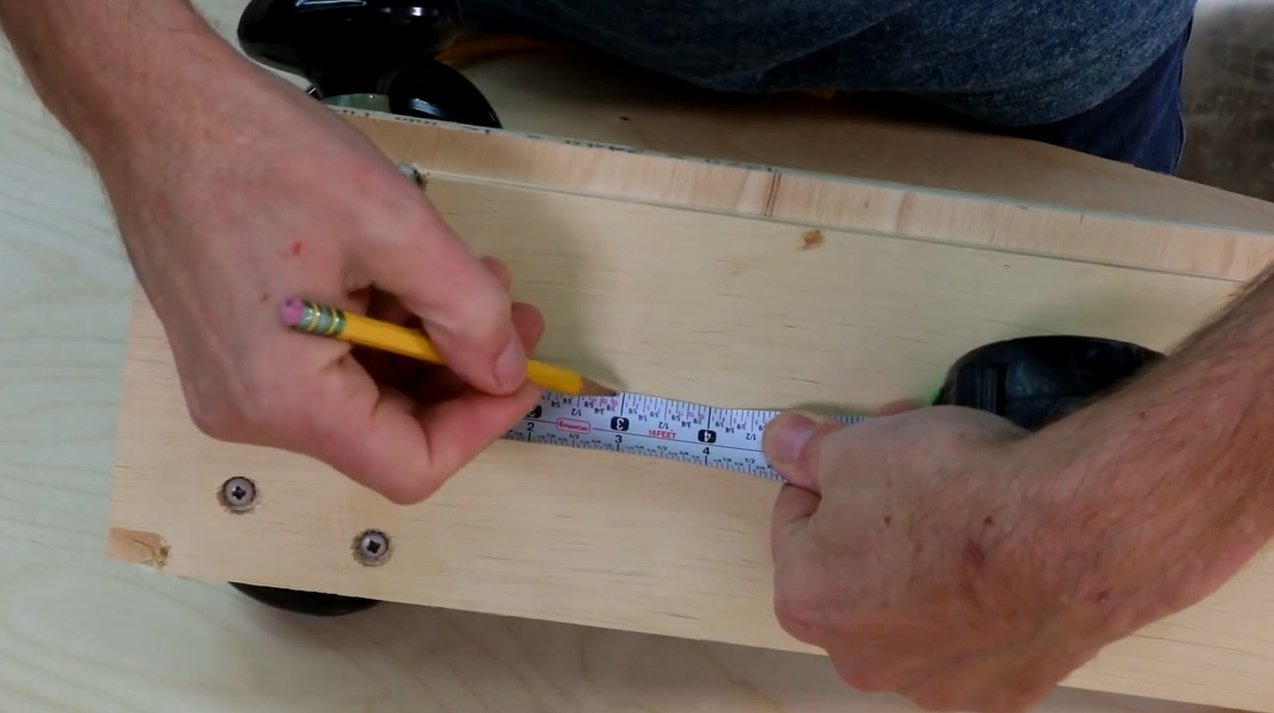
Такие отверстия будут сделаны на определенной глубине, а также не будут пронизывать заготовку насквозь. Следует отмерить глубину, и это можно выполнить одним из двух способов на выбор:
- Ограничивать длину сверла посредством втулочного упора.
- Ограничивать длину сверла посредством патрона, которая оснащен регулируемым упором.
- С использованием линейки, которая закреплена на стенке.
- Комбинирование нескольких способов сразу.
Не все, но некоторые станки снабжены системой автоматической подачи на определенную глубину, а после механизм просто останавливается. При сверлении может потребоваться пару раз оставить работу, чтобы удалось убрать стружку.
Сложные формы
Сделать отверстие в металле не так уж и сложно, но если речь идет о сложных формах – придется постараться. Те отверстия, которая расположены на краю заготовки (то есть половинчатые) можно сделать, если соединять гранями и зажимая тисками обе заготовки или прокладку и заготовку, а после просверливая полное отверстие. Прокладка обязательно должна быть выполнена из того материала, что и заготовка, которая подвергается обработке, потому что в противном случае сверло начнет уходить в сторону минимального сопротивления. Сквозное отверстие в уголке (то есть в профильном металлическом прокате) делают, зафиксировав заготовку в дисках с использованием деревянной подкладки.
Куда сложнее будет сделать сверление заготовки цилиндрической формы по касательной. Такой процесс будет разделен на две основные операции – подготовка перпендикулярной направляющей к отверстию площадки (зенковка или фрезеровка), а после непосредственно сверление. Создание отверстий в поверхностях, которые размещены под углом, тоже начинают с подготовки площадки, а после вставляют деревянную подкладку между плоскостями, создают треугольник и делают отверстие сквозь угол. Полые детали следует сверлить таким образом, чтобы полость была заполнена пробкой из древесины.
Рассмотрим еще один способ.
Большой диаметр и кольцевое высверливание
Получение отверстия с большим диаметром в массивной по размеру заготовке и толщиной до 0.6 см будет затратным и трудоемким делом. Относительно небольшой диаметр – до 3 см (максимум 4 см), можно получать при помощи конусных, а в идеале ступенчато-конусных сверл. Для отверстий с большим диаметром (до 10 см) потребуются полые биметаллические коронки или даже коронки с твердыми сплавными зубчиками и центровочным сверлом. При этом обычно мастера рекомендуют германский ВОSСН, и особенно для твердого металла, к примеру, для стали.
Такой кольцевой способ высверливания будет менее энергозатратным, но при этом может быть дороже в финансовом плане. Кроме сверл очень важна мощность электрической дрели, а также должна быть возможность работать на низких оборотах. При этом чем толще обрабатываемый материал, тем сильнее будет хотеться делать отверстие на станке, а при большом числе отверстий в листе с толщиной больше 1.2 см стоит сразу же найти такую возможность. В заготовке из тонкого листа отверстие большого диаметра получают при помощи узкозубых коронок/фрез, которые закреплены на угловой шлифовальной машинке, но в последнем случая края оставляют желать лучшего.
Станки и инструменты для выполнения сверления
Операция растачивания и восстановления отверстий
Свёрла
Сверление цилиндрических отверстий, а также сверление многогранных (треугольных, квадратных, пяти- и шестигранных, овальных) отверстий выполняют с помощью специальных режущих инструментов — свёрл. Свёрла в зависимости от свойств обрабатываемого материала изготавливаются нужных типоразмеров из следующих материалов:
- Углеродистые стали (У8, У9, У10, У12 и др): Сверление и рассверливание дерева, пластмасс, мягких металлов.
- Низколегированные стали (Х, В1,9ХС,9ХВГ и др): Сверление и рассверливание дерева, пластмасс, мягких металлов. Повышенная по сравнению с углеродистыми теплостойкость (до 250 °C) и скорость резания.
- Быстрорежущие стали (Р9, Р18, Р6М5, Р9К5 и др): Сверление всех конструкционных материалов в незакалённом состоянии. Теплостойкость до 650 °C.
- Свёрла, оснащенные твёрдым сплавом, (ВК3, ВК8, Т5К10, Т15К6 и др): Сверление на повышенных скоростях незакалённых сталей и цветных металлов. Теплостойкость до 950 °C. Могут быть цельными, с напайными пластинами, либо со сменными пластинами (крепятся винтами)
- Свёрла, оснащённые боразоном: Сверление закалённых сталей и белого чугуна, стекла, керамики, цветных металлов.
- Свёрла, оснащённые алмазом: Сверление твёрдых материалов, стекла, керамики, камней.
Операции сверления производятся на следующих станках:
- Вертикально-сверлильные станки: Сверление — основная операция.
- Горизонтально-сверлильные станки: Сверление — основная операция.
- Вертикально-расточные станки: Сверление — вспомогательная операция.
- Горизонтально-расточные станки: Сверление — вспомогательная операция.
- Вертикально-фрезерные станки: Сверление — вспомогательная операция.
- Горизонтально-фрезерные станки: Сверление — вспомогательная операция.
- Универсально-фрезерные станки: Сверление — вспомогательная операция.
- Токарные станки: Сверло неподвижно, а обрабатываемая заготовка вращается.
- Токарно-затыловочные станки: Сверление — вспомогательная операция. Сверло неподвижно.
- Агрегатном станке.
- : Сверление — вспомогательная операция. Сверло может быть неподвижно (статический блок) или вращаться (приводной блок)
И на ручном оборудовании:
- Механические дрели: Сверление с использованием мускульной силы человека.
- Электрические дрели: Сверление на монтаже переносным электроинструментом (в том числе ударно-поворотное сверление).
- перфораторы
Для облегчения процессов резания материалов применяют следующие меры:
- Охлаждение: Смазочно-охлаждающие жидкости и газы(вода, эмульсии, олеиновая кислота, углекислый газ, графит и др.)
- Ультразвук: Ультразвуковые вибрации сверла увеличивают производительность и дробление стружки.
- Подогрев: Подогревом ослабляют твёрдость труднообрабатываемых материалов.
- Удар: При ударно-поворотном сверлении (бурении) камня, бетона.
Процесс сверления
Перед началом сверления каленой стали стоит учесть несколько нюансов. Они связаны с твердостью материала.
Перед тем, как просверлить каленый металл в домашних условиях, стоит учесть следующие особенности:
- При работе выделяется большое количество тепла. На место работы желательно подавать жидкость для охлаждения.
- Сверло, особенно непрофессиональное, может быстро тупиться. Его необходимо затачивать при помощи алмазного круга.
Перед началом работы необходимо проверить прочность крепления на самом инструменте, а также прочно ли зафиксирована деталь. Если деталь из полированной или хромированной стали, на тиски надевают прокладки из ткани или кожи, чтобы не поцарапать. Работать рекомендуется в защитных очках и прочной одежде.
Также стоит выполнять следующие правила:
- Сперва необходимо включить сверло на низких оборотах, затем поднести его к заготовке, иначе оно быстро затупится.
- Выводить сверло нужно также постепенно, уменьшая скорость, но не останавливая его полностью.
- Сверлить нужно на низких оборотах, не более 1000 оборотов в минуту. Проверить это легко: при вращении канавки должны быть различимы. Если они сливаются в одно целое, скорость лучше сбавить.
- Перед тем, как просверлить отверстие в закаленном металле, требуется проверить прочность металла, особенно если сверло не уходит вглубь. Для этого используют напильники разной прочности. Если на поверхности не остается следов, стоит выбрать более твердое сверло или с алмазным наконечником, и работать на небольших оборотах.
- При сверлении глубоких отверстий на сверло стоит насадить небольшой кусочек спрессованного пенопласта. Это позволит заглублять сверло до нужной отметки и обеспечит сдувание стружки.
- При работе с полированной поверхностью на основание насадки стоит надеть фетровую шайбу, чтобы избежать контакта патрона и поверхности.
- Если сверло слишком тонкое и плохо крепится в патроне, его хвостик необходимо обернуть латунной проволокой, добавив объема.
Мощность дрели рассчитывается, исходя из технических характеристик прибора.
Дополнительная подготовка
Чтобы процесс сверления прошел быстрее и проще, по возможности стоит подготовить поверхность. Для этого ее необходимо размягчить.
Перед тем, как сверлить закаленную сталь, ее можно подготовить при помощи:
- Сварочного аппарата. Необходимо нагревать место сверления, чтобы металл стал мягче.
- Пробойника. Он позволяет сделать небольшое углубление, что упростит сверление.
- Кислоты (серной, хлорной или любой другой). Необходимо сделать вокруг места сверления бортик, чтобы кислота не испортила всю поверхность, налить туда жидкость и оставить на несколько часов.
В процессе работы возникает сильное трение, насадки начинают сильно нагреваться и деформироваться. С этим можно справиться при помощи специальной смазки, но подойдет и машинное масло. Ее используют в различных моментах:
- Перед началом работы наносят несколько капель на точку сверления.
- На режущую кромку сверла наносят немного масла, в процессе работы его добавляют, так как масло расходуется.
- Во время работы стоит время от времени делать перерыв, чтобы инструмент остыл.
Эти меры предосторожности помогут увеличить срок службы инструмента и сохранить сверла в целости. Посмотреть подробнее, как происходит сверление закаленной стали, можно в видео
Посмотреть подробнее, как происходит сверление закаленной стали, можно в видео





Устройство балеринки
Конструкция этого инструмента несложная, представляет собой, в наиболее распространённом варианте, кронштейн с закреплённым по его оси вращения сверлом. Это центральное сверло не только намечает центр будущего большого отверстия, но и обеспечивает опору для стабильного вращения всего устройства. На двух противостоящих плечах кронштейна расположены две каретки с закреплёнными в них резцами. Штанга кронштейна специальным образом размечена, что позволяет устанавливать каретки с резцами с довольно высокой точностью. Разведя боковые резцы на необходимое расстояние, их фиксируют на кронштейне прижимными винтами, после чего начинают работу. Нелишней будет проверка разлёта режущих кромок при помощи штангенциркуля.
Кроме этой существует ещё несколько модификаций, в которых один, два или даже три резца. Они отличаются разной конструкцией кронштейна — это может быть диск, по которому для регулировки диаметра в специальных прорезях перемещаются резцы. Также в оси, на которой вращается балеринка по дереву, бывает просверлено отверстие, прямое или под углом, а сквозь него вставлен резец, фиксируемый контрящим винтом. Это также обеспечивает возможность регулировки диаметра получаемого в итоге круга, а один резец неплохо справляется с задачей, особенно если он изготовлен из хорошей стали и грамотно применяется.
Хвостовик центральной оси бывает круглым или иметь специальную форму для фиксации в SDS-патроне. Довольно часто используются ножи различной формы, способные снимать прямую или закруглённую фаску там, где это необходимо.

Методы сверления в зависимости от типа отверстия
Грамотная подготовка и правильный подбор оборудования поможет просверлить отверстия в металле высокого качества. Кроме того, на эффективность операции влияет надежность сверл и используемого оборудования.
Рассмотрим основные виды отверстий и методы их обработки:
- Сквозные. Данный тип характеризуется полным проходом через обрабатываемую заготовку. В процессе выполнения работ необходимо внимательно следить за подачей сверла: при выходе из отверстия сопротивление материала уменьшается. Если ничего не менять, инструмент резко опустится, что может привести к его заклиниванию или поломке. Чтобы этого не произошло, используют специальные методы защиты столешницы или верстака. Это может быть многослойная подкладка из дерева и металла или обычный брусок со сквозным отверстием. При использовании станков на финальной стадии процесса токари рекомендуют переходить на ручную подачу. Для обработки тонкостенных конструкций используют перьевые сверла, поскольку классический спиральный инструмент может повредить кромки детали.
- Глухие. Сложность получения подобных отверстий заключается в необходимости контроля глубины. Современные станки оснащены системой контролируемой подачи. Это позволяет получать отверстие заданной глубины без использования вспомогательных инструментов. Альтернативным способом является использование втулочного или регулируемого упора. Можно воспользоваться линейкой или специальным глубиномером. Последний вариант не пользуется популярностью, поскольку он требует вывода сверла и удаления стружки для измерения глубины, что влияет на производительность работ.
- Сложной формы. Если возникает необходимость в сверлении отверстия, расположенного у края детали, мастеру следует подготовить вторую заготовку с аналогичными размерами. Две детали соединяют между собой, зажимают в тисках и приступают к работе.
К сложной обработке относят сверловку цилиндрических поверхностей. При выполнении подобных работ обязательно используют древесную или пробковую прокладку.
- С уступами. Сверловка выполняется с помощью двух техник: рассверливанием или уменьшением диаметра. В первом случае используют несколько сверл, от меньшего к большему. Во втором случае проход выполняют с помощью инструмента, обладающего наибольшим диаметром. Затем используют сверла меньшего размера с постепенным углублением в заготовку.
- Большого диаметра. Эта процедура считается очень трудоемкой. При обработке заготовок, толщина которых не превышает 8–10 мм, используют конусно-ступенчатые сверла. Данный инструмент позволяет выполнить проход диаметром 40–50 мм. На металлообрабатывающих предприятиях используют специальные биметаллические коронки. С их помощью можно получить отверстие диаметром до 100 мм. Кольцевое сверление выполняют на низких оборотах. Данную процедуру считают менее трудоемкой.
Особенности выполнения глубоких отверстий будут рассмотрены ниже.
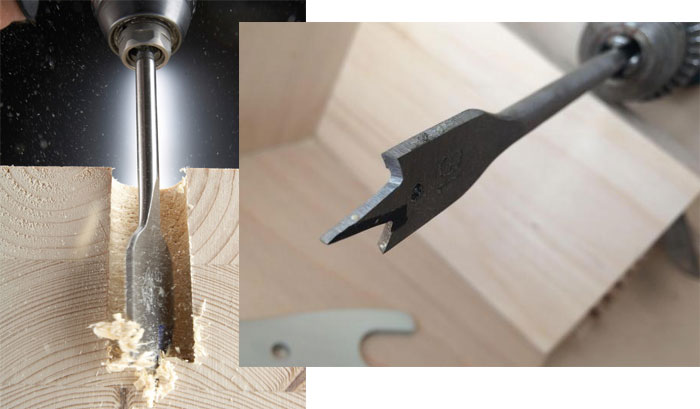
Перьевое сверло
Перьевые свёрла бывают двух видов:
- для работы по дереву (изображение выше)
- по керамике и стеклу.
Перьевое сверло для сверления стекла и керамической плитки выглядит следующим образом:
Перьевые свёрла по дереву
Так как у нас кровельный портал, нас интересуют перьевые свёрла предназначенные для работы с пиломатериалами и прочими материалами из дерева.
По качеству и точности работы данные свёрла несовершенны и имеют свои преимущества и недостатки. Применяются они в основном для проведения грубых операций.
Перьевые свёрла выделяются в работе своей высокой производительностью. Конечно лёгкость сверления напрямую зависит от твёрдости древесины и не все породы деревьев легко поддаются сверлению. Но с пиломатериалами широко применяемыми в строительстве, перьевое сверло легко справляется со сверлением. Оно часто используется для сверления отверстий большого диаметра, при работе с клеёной древесиной и даже можно применять в работе с гипсокартоном и пластиком.
Перьевые свёрла по дереву бывают односторонние и двусторонние. Соответственно предназначаются они для работы с вращением в одну и две стороны соответственно. Угол среза у резца одностороннего пера составляет 75-90°, а у двухстороннего – 120-135°.
Качество изготовления
Как и у любого другого инструмента, качество сверла и срок его эксплуатации напрямую зависит от сырья и метода его обработки. Визуально качество обработки сверла можно определить по его цвету:
- Стальной серого оттенка — Деталь сверла не подвергалась обработке (может быть окрашено цветной краской);
- Тёмный — Сверло обработано острым паром, для увеличения прочности металла (так же может быть окрашено цветной краской);
- Золотой — Применяется спец-технология обработки детали сверла;
- Ярко-золотистый — Поверхность сверла имеет слой нитрида титана, увеличивающий срок эксплуатации и прочностные характеристики.
В настоящее время существует большое кол-во производителей перьевых свёрел
Чтобы не ошибиться в выборе сверла, при покупке стоит обратить внимание на:
- форма – перо сверла должно быть симметричным;
- резцы на сверле должны быть идеально ровными;
- отсутствие сколов и неровностей на сверле;
- материал и производственная обработка изделия.