
Как просверлить твердую сталь? — Станки, сварка, металлообработка
Для улучшения основных характеристик металла зачастую проводится его закалка. Подобная технология предусматривает повышение твердости изделия за счет сильного нагрева металла и его быстрого охлаждения.
В некоторых случаях после проведения термической обработки приходится выполнять сверление. За счет повышения подобной характеристики провести сверление каленного металла становится сложнее.
Рассмотрим все особенности сверления каленой стали подробнее.
Как просверлить каленую сталь
Сверлим отверстие в каленой стали
Распространение вопроса, как просверлить каленую сталь можно связать с тем, что при применении обычной технологии инструмент быстро затупляется и приходит в непригодность
Именно поэтому нужно уделить внимание особенностям сверления каленого сплава. Среди особенностей технологии отметим следующие моменты:
- Нужно правильно подготовить каленую заготовку.
- В некоторых случаях требуется специальный инструмент.
- Применяется охлаждающая жидкость.
При необходимости можно изготовить сверло для закаленной стали своими руками, для чего требуется определенное оборудование и навыки. Однако, в большинстве случаев применяется покупной варианты исполнения, так как оно лучше справится с задачей при резании каленой стали.
Процесс сверления каленой стали
Нюансы при сверлении
У рассматриваемой технологии есть довольно большое количество особенностей, которые нужно учитывать. Сверление каленного металла проводится с учетом нижеприведенных моментов:
Перед проведением работы следует уделить внимание твердости поверхности. По этому параметру проводится выбор наиболее подходящего сверла
Определить твердость можно при применении самых различных технологий.
Во время сверления выделяется большое количество тепла. Именно поэтому происходит быстрый износ режущей кромки. В связи с этим во многих случаях в зону резания подается жидкость для охлаждения.
При резании труднообрабатываемого материала время от времени приходится проводить заточку режущей кромки. Для этого применяется обычный заточной станок или специальный инструмент. В качестве абразива подходит исключительно круг с алмазным напылением.
Инструмент для сверления стали
Существуют самые различные методы резания каленной стали. Некоторые из них существенно упрощают проводимую обработку. Только при учете всех нюансов можно повысить качество полученного отверстия.
Полезные приемы при сверлении
Для работы с каленой сталью могут применяться самые различные технологии. Наиболее распространенные технологии характеризуются следующими особенностями:
- Обработка поверхности кислотой. Эта технология характеризуется длительным применением, так как для снижения твердости поверхности требуется довольно большое количество времени. Для травления может применяться серная, хлорная или другая кислота. Процедура предусматривает создание бортика, который будет сдерживать применяемое вещество в зоне резания. После длительного воздействия металл становится более мягким, можно будет провести сверление при использовании обычного варианта исполнения.
- Можно использовать сварочный аппарат для достижения поставленной цели. При воздействии высокой температуры металл становится более мягким, что значительно упрощает процедур.
- Чаще всего применяется специальное сверло. В продаже встречаются варианты исполнения, которые можно применять для обработки каленой стали. При их изготовлении используется металл с повышенной устойчивостью к износу и воздействию высокой температуры. Однако, сложность изготовления и некоторые другие моменты определяют то, что стоимость специального инструмента довольно высока.
Кроме этого, для достижения поставленной цели часто приобретается пробойник. С его помощью можно сделать небольшой отверстие, что упростит дальнейшее сверление.
При сверлении каленой стали возникает серьезное трение. Именно поэтому рекомендуется приобретать и использовать различные смазочные материалы. Среди особенностей подобного метода обработки отметим следующие моменты:
- Для начала проводится обработка зоны сверления. На поверхность, где будет находиться отверстие, наносится небольшое количество смазывающего вещества.
- Масло добавляется на режущую кромку. Для обработки каленой стали требуется небольшое количество вещества, но его время от времени нужно добавлять, так как при вращении инструмента оно разлетается.
- Во время работы рекомендуется делать перерывы для остывания режущей поверхности и обрабатываемой поверхности.
Как заточить ступенчатое сверло
Ступенчатое сверло — белая ворона в семье сверл. Оно позволяет очень точно высверлить отверстие разных диаметров. Причем с очень точной центровкой. Есть разные модели ступенчатых сверл, но принцип один — одним сверлом можно выполнить отверстие от 4 до 32 мм. Они очень просты в заточке. Чтобы восстановить режущую кромку, достаточно просто поправить ее вращающимся кругом с наждачной бумагой.
Так можно продлить жизнь сверлам, и заодно научиться их затачивать. Работать тупым инструментом — не солидно для хорошего мастера.
Для изготовления отверстий в толще материала применяются такие режущие инструменты, как сверла. Компания ВолгаТулз занимается изготовлением сверл и их реализацией. Наши изделия изготавливаются из материалов высокого качества и пользуются неизменным успехом у покупателей, которых устраивают и наши цены на сверла.
Виды сверл
Изделия можно разделить на сверла по бетону, металлу, дереву, стеклу и плитке. В зависимости от того для каких работ они предназначены и формируются цены на сверла. По конструкции сверла, представляют из себя стержень, имеющий хвостовик для закрепления, рабочую часть, режущую часть и бороздки для отвода стружки. Процесс сверления происходит за счёт вращения, подачи по продольной оси инструмента. При этом сверло врезается в материал, а стружка выходит наружу.
В промышленности применяются следующие основные типы сверл: спиральные, перьевые, кольцевые, центровочные, специальные.
Для ручного, механизированного инструмента и пудля сверления отверстий на стационарных станках большим спросом пользуются спиральные сверла с цилиндрическим хвостовиком.
Для работы по металлу сверла изготавливаются винтовой формы, с заострённым концом.
Режимы сверления
Очень важно правильно закрепить и направить сверло, а также выбрать режим резания. При выполнении отверстий в металле сверлением важными факторами являются количество оборотов сверла и усилие на подачу, прилагаемое к сверлу, направленное по его оси, обеспечивающее заглубление сверла при одном обороте (мм/об). При работе с различными металлами и свёрлами рекомендуются различные режимы резания, причём чем твёрже обрабатываемый металл и чем больше диаметр сверла, тем меньше рекомендуемая скорость резания
Показатель правильного режима — красивая, длинная стружка
При работе с различными металлами и свёрлами рекомендуются различные режимы резания, причём чем твёрже обрабатываемый металл и чем больше диаметр сверла, тем меньше рекомендуемая скорость резания. Показатель правильного режима — красивая, длинная стружка
При выполнении отверстий в металле сверлением важными факторами являются количество оборотов сверла и усилие на подачу, прилагаемое к сверлу, направленное по его оси, обеспечивающее заглубление сверла при одном обороте (мм/об). При работе с различными металлами и свёрлами рекомендуются различные режимы резания, причём чем твёрже обрабатываемый металл и чем больше диаметр сверла, тем меньше рекомендуемая скорость резания. Показатель правильного режима — красивая, длинная стружка.
Воспользуйтесь таблицами, чтобы правильно выбрать режим и не затупить сверло преждевременно.
Таблица 1. Рекомендуемые скорости резания отверстий L/D ≤ 3, приведённые для быстрорежущей стали средней твёрдости
| Подача S, мм/об | Диаметр сверла D, мм | |||||||||
| 2,5 | 4 | 6 | 8 | 10 | 12 | 146 | 20 | 25 | 32 | |
| Скорость резания v, м/мин | ||||||||||
| При сверлении стали | ||||||||||
| 0,06 | 17 | 22 | 26 | 30 | 33 | 42 | — | — | — | — |
| 0,10 | — | 17 | 20 | 23 | 26 | 28 | 32 | 38 | 40 | 44 |
| 0,15 | — | — | 18 | 20 | 22 | 24 | 27 | 30 | 33 | 35 |
| 0,20 | — | — | 15 | 17 | 18 | 20 | 23 | 25 | 27 | 30 |
| 0,30 | — | — | — | 14 | 16 | 17 | 19 | 21 | 23 | 25 |
| 0,40 | — | — | — | — | — | 14 | 16 | 18 | 19 | 21 |
| 0,60 | — | — | — | — | — | — | — | 14 | 15 | 11 |
| При сверлении чугуна | ||||||||||
| 0,06 | 18 | 22 | 25 | 27 | 29 | 30 | 32 | 33 | 34 | 35 |
| 0,10 | — | 18 | 20 | 22 | 23 | 24 | 26 | 27 | 28 | 30 |
| 0,15 | — | 15 | 17 | 18 | 19 | 20 | 22 | 23 | 25 | 26 |
| 0,20 | — | — | 15 | 16 | 17 | 18 | 19 | 20 | 21 | 22 |
| 0,30 | — | — | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 19 |
| 0,40 | — | — | — | — | 14 | 14 | 15 | 16 | 16 | 17 |
| 0,60 | — | — | — | — | — | — | 13 | 14 | 15 | 15 |
| 0,80 | — | — | — | — | — | — | — | — | — | 13 |
| При сверлении алюминиевых сплавов | ||||||||||
| 0,06 | 75 | — | — | — | — | — | — | — | — | — |
| 0,10 | 53 | 70 | 81 | 92 | 100 | — | — | — | — | — |
| 0,15 | 39 | 53 | 62 | 69 | 75 | 81 | 90 | — | — | — |
| 0,20 | — | 43 | 50 | 56 | 62 | 67 | 74 | 82 | – | – |
| 0,30 | — | — | 42 | 48 | 52 | 56 | 62 | 68 | 75 | — |
| 0,40 | — | — | — | 40 | 45 | 48 | 53 | 59 | 64 | 69 |
| 0,60 | — | — | — | — | 37 | 39 | 44 | 48 | 52 | 56 |
| 0,80 | — | — | — | — | — | — | 38 | 42 | 46 | 54 |
| 1,00 | — | — | — | — | — | — | — | — | — | 42 |
Таблица 2. Поправочные коэффициенты
| Наименование и марка обрабатываемого материала | Твёрдость НВ | Поправочный коэффициент | |
| Быстрорежущими свёрлами | Твердосплавными свёрлами | ||
| Сталь углеродистая качественная конструкционная | |||
| 10, 15, 20 | 156 | 1,2 | 1,2 |
| 30, 35, 40 | 143-207 | 1,3 | 1,2 |
| 170-229 | 1,2 | 1,3 | |
| 207-269 | 0,8 | 1,0 |
Таблица 3. Обороты и подача при различном диаметре сверла и сверлении углеродистой стали
| Диаметр сверла, мм | Число оборотов, об/мин | Подача, мм/об |
| до 5 | 2000-1300 | 0,10-0,20 |
| 5-10 | 1300-700 | 0,15-0,30 |
| 11-15 | 700-400 | 0,20-0,40 |
| 16-20 | 400-300 | 0,25-0,45 |
| 20-30 | 300-200 | 0,40-0,60 |
Таблица 4. Рекомендации при сверлении аустенитной стали (наиболее сложно обрабатываемой)
| Диаметр сверла, мм | Число оборотов, об/мин | Подача, мм/об |
| 1,59 | 1500 | 0,025 |
| 3,18 | 800 | 0,065 |
| 6,35 | 400 | 0,125 |
| 12,70 | 150 | 0,280 |
| 20,64 | 180 | 0,255 |
| 25,40 | 150 | 0,280 |
Недостатки применения биметаллических коронок в стоматологической практике
К числу отрицательных сторон использования биметаллических зубных коронок в стоматологической и ортопедической практике относят:
- необходимость в выраженном препарировании зубов;
- низкую точность прилегания края биметаллической коронки к шейке зуба;
- непривлекательный внешний вид, отсутствие возможности для использования биметаллических коронок при проведении протезирования передних зубов по эстетическим показаниям.
В отдельных случаях к числу недостатков биметаллических коронок из благородных металлов и сплавов относят сравнительно высокую стоимость.
Тем не менее, затраченные на протезирование средства во всех случаях окупаются высокой продолжительностью срока службы протезных приспособлений.
Сверлить сразу тремя сверлами для создания отверстия большого диаметра

Возникают ситуации, когда мастеру необходимо сделать отверстие большого диаметра, а под рукой инструментов, позволяющих выполнить такую работу. В этом случае можно воспользоваться несколькими сверлами малого диаметра.









Для этого нужно воспользоваться тремя тонкими сверлами и скрепить их между собой при помощи обычной изоленты. Стоит отметить, что их диаметр не должен сильно отличаться друг от друга. Чтобы получить максимально ровное отверстие, сверла, во время скручивания между собой необходимо выровнять. В том случае, если хотя бы одно сверло из общей связки будет немного выступать вперед, оно станет так называемой осью вращения всей конструкции. В результате этого диаметр проделываемого отверстия будет немного больше от изначально запланированного размера.

Затем всю связку необходимо зафиксировать в патроне электродрели. Выставлять ее нужно таким образом, чтобы обеспечивался надежный захват в патроне всей конструкции. При этом не следует забывать о том, что длины используемых инструментов должно хватать для проделывания сквозных отверстий в материале.
Если связка будет плохо зафиксирована в патроне, во время вращения сверла начнут разъезжаться и ломаться. Для многократного использования такого инструмента, его необходимо правильно и надежно зафиксировать в патроне электроинструмента.
При использовании связки необходимо выставлять небольшую скорость вращения патрона электродрели. Во время работы необходимо периодически останавливаться и удалять из проделываемого отверстия весь накапливаемый мусор. Такой метод, который предусматривает применение связки, лучше всего подойдет для проделывания отверстий большого диаметра в древесине и мягких металлах (медь, алюминий).
Разновидности глубокого сверления
- По схеме удаления высверливаемого материала (стружки) различают: сплошное и кольцевое глубокое сверление. В первом варианте высверливаемый материал удаляется в виде стружки, во втором — часть кольцевой плоскости удаляется в виде стержня, остальное — также в виде стружки;
- По способу резания различают следующие виды:
- Одноштанговая система (система STS). Данный метод оптимально подходит для обработки деталей на высокопроизводительном или серийном производстве. Сложность процесса состоит в том, что требуется применять маслоприемник с многочисленными подающими шлангами, при этом заготовка вращается. Одноштанговая система считается самой эффективной для получения высококачественных отверстий;
- Эжекторная система. Метод глубокого сверления со средними параметрами выпуска заготовок. Позволяет осуществлять сверление на многофункциональных станках (например, токарных или сверлильных), систему дополняют стационарной или мобильной насосной станцией. Эжекторный метод подходит для получения отверстий d=20-60 мм. и глубиной до 1200 мм., не исключая получение прерывистых отверстий;
- Система сверления ружейными или трубчато-лопаточными сверлами с внутренней подачей смазочно-охлаждающего материала. Этот метод подходит для малых предприятий, где по условиям технологии требуется получить глубокие отверстия небольшого диаметра. Однорезцовые сверла легко встраиваются в универсальные станки. Резец изготавливается из твердых сплавов и по всей длине сверлильного стержня имеет V-образную канавку, угол кривизны которой может составлять от 110 до 1200 градусов. Рекомендуемый dотв.=35-40 мм., длиной до 50*d. При данном методе отпадает надобность проводить такие операции как зенкерование и развертывание.
- В зависимости от степени автоматизации управления процессом сверления различают глубокое сверление с автоматическим изменением одного или нескольких параметров режима (например, скорость вращения, подача смазочного материала).
Процесс высверливания
Отсоединение кузовной детали состоит из нескольких логичных этапов:
- Подготовка. Стоит удалить все резинки, молдинги, накладки. Вся кромка стыка должна быть видна. Зачищаем кромку наждачной бумагой — так будут видны все точки. При необходимости узким острым долотом снимается герметик, шпатлевка или наплывы краски.
- Кернение точек. Острым керном аккуратными ударами намечаем центр сверления. Накерненные точки помогут держать центр и не сломать сверло в начале работы.
- Высверливание. Острым носиком сверло устанавливается в центр сварной точки в намеченное углубление. Высверливать точечную сварку необходимо на низких оборотах, двумя руками следует прочно удерживать дрель — детали неровные, и края инструмента всегда стараются задеть за выступы металла.
- Отсоединение поверхностей. Как правило, детали после высверливания продолжают держаться на краске, герметике или не высверленных участках. Отсоединить поможет поддевание плоской тонкой стамеской, ей же вырубаются невысверленные участки.
Разновидности балеринок
Для работы по дереву
В домашней мастерской при работе с древесным материалом может понадобиться инструмент для вырезания круглых отверстий. К таким инструментам относится сверло, которое в обиходе мастера, работающие с деревом или материалом на его основе, называют балеринка. Точное название этого приспособления — круговое сверло.
Конструкция инструмента представляет собой кронштейн, по оси вращения которого закреплено сверло. Оно намечает центр отверстия и обеспечивает опору вращения всего приспособления. По краям кронштейна располагаются две каретки, в которых закреплены резцы. Штанга кронштейна размечена, поэтому каретку с резцами можно установить с высокой точностью. Перед началом работы боковые резцы разводятся на необходимое расстояние. Их прижимают к кронштейну винтами.
Существуют и другие модификации балеринки по дереву с одним, двумя или тремя резцами. Кронштейн может быть заменён диском, в специальных прорезях которого размещаются резцы для регулировки диаметра. Прямо или под углом в оси может быть просверлено отверстие, в которое вставляется резец, регулируемый контрящим винтом. Он обеспечивает размер диаметра получаемого круга.
Хвостик оси может быть круглым или специальной формы для фиксации в СДС-патроне. Чтобы снять прямую или закруглённую фаску, где это нужно, используют различной формы ножи.
Кроме дерева, материалом, с которым работает это приспособление, может быть гипсокартон, пластик, резина, кафель, металл.
Сверление гипсокартона
Для монтажа различного оборудования в гипсокартоне с диаметром до 100 мм предназначена балеринка для гипсокартона. Она представляет собой ножку с центрирующим наконечником, выше которой размещается крепление для штанги, вращающееся вокруг своей оси. Для того чтобы удержать инструмент, на конце центральной стойки расположена ручка с насечкой по боковой поверхности. На другом конце штанги размещается дисковый резец.
Приспособление работает следующим образом:
- по центру предполагаемого отверстия засверливается инструмент;
- на расстояние необходимого радиуса выставляется штанга;
- круговыми движениями вырезается заданное отверстие, края которого не требуют доводки.
Преимущество сверла-балеринки для гипсокартона, по сравнению с другими инструментами для таких же работ, в том, что:
- приспособление быстро вырезает отверстие;
- дисковый резец не требует заточки;
- несмотря на интенсивность работы, все приспособления не разбалтываются;
- крепление для штанги не даёт резцу перемещаться хаотично, изменяя геометрию резания.
Инструмент для кафеля
Во время строительных или ремонтных работ может возникнуть необходимость сделать отверстие круглой формы в кафеле. Это необходимо для монтажа розетки, выключателя, выведения через стенку сантехнических труб или других элементов.
Для работы с кафелем активно применяются однорезцовые, двухрезцовые и трёхрезцовые кольцевые свёрла.
Применение этих приспособлений способствует идеально ровному резу плитки без скола эмали. Расставив и зафиксировав резцы на нужном расстоянии, получится отверстие необходимого диаметра и размера. Применение кругового сверла значительно сэкономит время и уменьшит трудозатраты. Работа инструмента похожа на то, как танцует балерина.
Этапы процесса сверления:
- На лицевой стороне плитки нужно отметить центр отверстия.
- Зафиксировать плитку.
- Установить в нужном положении резцы или фрезу.
- Место реза обработать машинным маслом.
- С малых оборотов начать резьбу.
- Чтобы закончить резьбу, нужно перевернуть плитку на обратную сторону и продолжить сверление.
- Напильником необходимо доработать края отверстия.
Марки сверл для каленой стали
Сверла для закаленной стали, если брать из наиболее подходящих старых советских, – это инструмент на базе стали Р18. Оснастка имеет содержание вольфрама до 18 %, что делает ее высокопрочной, не подверженной перегреву и быстрому износу. Такими сверлами можно работать на высоких оборотах электроинструмента. Металл выпускался до 70-х годов прошлого столетия – это очень редкий инструмент.
Сталь марки Р6М5К5 – материал отечественного производства, где вольфрама меньше, всего 6 %, но его недостаток компенсируется за счет применения в сплаве элемента кобальта (до 5 %). Кобальт также способствует крепости оснастки, возможности долго выдерживать повышенные тепловые нагрузки при работе с калеными материалами.
Среди иностранных аналогов быстрорежущих сталей, подходящих для производства сверл по каленому металлу, стоит отметить марку HSS-Co. Это, по сути, такой же инструмент, как и предыдущий, где имеется схожий состав основных элементов сплава.

ПОСМОТРЕТЬ сверла для твердого металла на AliExpress →

Основные этапы работ
Сначала нам потребуется заготовка из деревянного кругляка диаметром 50 мм. Вообще р азмер заготовки может быть разным, в зависимости от того, отверстие какого диаметра вам нужно просверлить.
При наличии токарного станка округлить деревянный брусок не составит никаких проблем.
Если токарного станка нет, то это можно сделать при помощи болгарки или на шлифовальном станке. В целом, ничего сложного тут нет.

В деревянном кругляке находим в центр, и сверлим отверстие.

С помощью стамески вырубаем посадочное место под шляпку болта. Вставляем в отверстие болт, надеваем на него шайбу, и фиксируем гайкой.


Зажимаем болт в патроне сверлильного станка, и обрабатываем деревянную заготовку наждачной бумагой.
На конце необходимо уменьшить диаметр кругляка на толщину ножовочного полотна (эту операцию можно сделать на токарном станке).

После этого отрезаем кусок пильного полотна, сверлим в нем отверстия. Обжимаем полотно вокруг деревянной болванки, после чего фиксируем с помощью шурупов.










Подробно о том, как изготовить своими руками корончатое сверло по металлу, вы можете посмотреть на видео ниже.
Источник
Угол заточки сверла по металлу
Отверстие в металле, выполненное с помощью качественного сверла позволяет получить требуемые технические характеристики готового изделия. Точность выполнения такой операции во многом определяет угол заточки сверла по металлу.

Определить необходимость производства заточки сверла определяется на основании оценки следующих признаков:
- увеличение времени сверления;
- изменение размера образующейся стружки (в сторону уменьшения);
- нарушение температурного режима (перегрев режущего инструмента, самой заготовки, у которой вырезается отверстие);
- появление характерного механического шума во время работы
При интенсивном проведении сверления режущая кромка затупляется. Её износ начинается с переднего угла. Одновременно происходит износ задней кромки и перемычки между ними. Первым признаком изменения первичных параметров инструмента до предельных значений является характерный металлический звук. Происходит прекращение высверливания отверстия даже при увеличении скорости и силы подачи.
Точная обработка рабочих поверхностей сверла обеспечивает высокое качество отверстий, позволяет повысить скорость проведения операций, препятствует перегреву, продлевает срок их службы.
Размагничивающие устройства
Если вы сверлили металл, то знаете, что сверло может намагничиваться и притягивать стружку. Это мешает сверлению, поскольку увеличивает трение, засоряет канавки. Попадая на режущую кромку, стружка не выходит через отверстие наружу. Это может предотвратить размагничивающий инструмент, который снимает магнетизм на сверлах, отвертках. Можно применять их и для обратного процесса – намагничивания, когда нужно намагнитить, например, кончик отвертки и затем завинтить маленький винт, удерживая его.
Eugene Brennan
Металлическая стружка налипает на намагниченные сверла и мешает процессу сверления
Eugene Brennan
Приспособление для размагничивания помогает снять со сверла магнетизм
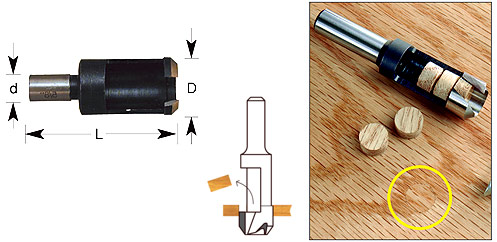
Разновидности кольцевых фрез
На современном рынке представлено большое разнообразие кольцевых фрез по металлу, которые можно разделить на следующие категории:
- сверла корончатые, предназначенные для оснащения магнитных сверлильных станков и отличающиеся самой высокой прочностью;
- фрезы по металлу из быстрорежущей стали, не имеющие никакого дополнительного покрытия на режущей части (отдельные их модели, отличающиеся повышенной устойчивостью к износу и ударным нагрузкам, изготавливают из специальных сортов сталей, содержащих в своем составе до 5% кобальта);
- коронки по металлу твердосплавные, которые могут иметь различное количество напаянных режущих зубьев из твердого сплава.

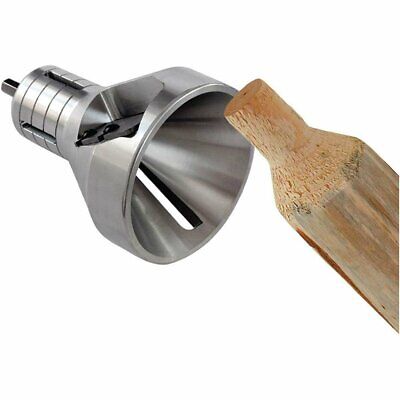
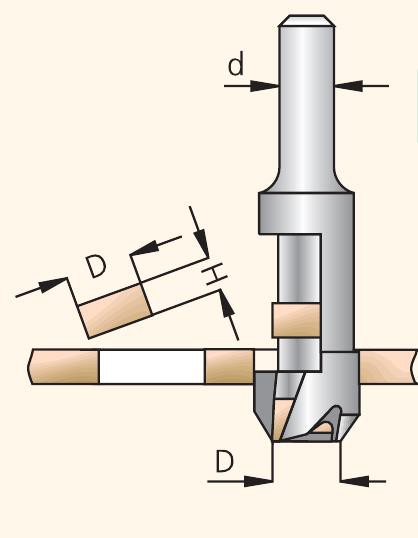
Корончатые кольцевые сверла с толкателем
К какой бы категории ни относились корончатые сверла, все они выпускаются с унифицированными хвостовиками, что позволяет использовать их в комплекте почти с любым оборудованием.
Копьевидное сверло
Dealextreme
Копьевидное сверло по стеклу
Эти сверла имеют вид головки копья и предназначаются для просверливания отверстий в стекле, керамике или в кафельной плитке. Материал изготовления – карбид вольфрама. Стекло нужно положить на мягкую подложку в виде ткани или газеты. Сверлить нужно на низких скоростях или брызгать на место сверления водой, это нужно для охлаждения и увлажнения сверла. Можно еще оградить это место пластилином и заполнить водой с той же целью.
Чтобы сверло не скользило:
Наклейте кусочек изоляционной ленты, скотча на просверливаемую плитку или стекло, и тогда кончик сверла не будет съезжать и скользить по поверхности.
Как избежать поломки сверла
Даже у профессионалов часто ломаются сверла с узким диаметром, материал изготовления не имеет значения: быстрорежущая сталь это, кобальт или титан. Вот почему при работе сверлами нужно быть очень осторожным.
- Сверла малого размера ломаются, зацепляясь за заготовку. По возможности используйте не сетевую, а аккумуляторную дрель. При заедании сверла патрон выскочит, риск заклинивания уменьшится. Поставьте дрель на низкие обороты и увеличивайте их, если патрон будет проскальзывать при сверлении.
- Надавливайте легко, только для ухода стружки и не более того.
- Держите дрель крепко. Если при сверлении переместите инструмент вбок, отведя от линии перпендикуляра, то это приведет к изгибанию сверла и в итоге – к его поломке.
- Если сверлите металл, не делайте это с большой силой и напряжением, особенно когда сверло уже выходит на другую сторону. Возможно застревание сверла, так как оно начинает захватывать металл уже на дне. Лучше всего под заготовку подложить деревянный брусок, тогда металл не будет выходить наружу. По звуку вы сможете определить степень сопротивления и как реагирует насадка и вовремя ослабить давление. Работая с острым сверлом, не давите при сверлении. Если сильно надавливаете на сверло с тупым концом, оно перегреется и сломается.
Eugene Brennan
Малый диаметр сверла
Самодельное сверло по металлу «Балеринка»
Сверло по металлу «Балеринка» сделанное своими руками: фото и описание самоделки.
Доброго времени суток! Понадобилось мне просверлить в металле толщиной 2 мм, несколько отверстий большого диаметра. Коронки по металлу у меня нет, если с Китая выписывать, долго ждать и дорого.
Пробежал по нашим магазинам и тоже ничего путного не нашел. Пришел к выводу, что нужно самому делать приспособление для вырезания больших отверстий ( в простонародии называется «Балеринка»).
Хорошо, что есть токарный станок, он меня все время выручает. Быстренько выточил заготовку для «Балеринки».
От старого токарного ( сломанного) резца взял основание для держателя резца. В центральной заготовке просверлил два отверстия диаметром 10мм. Квадратным напильником сделал прямоугольное отверстие. Вставил в отверстие боковую часть с резцом. Зажал двумя болтиками м6.
Затем изготовил резец. Сначала сделал резец и сломанного сверла времен СССР. Но его хватило только на одно отверстие. После этого сделал новый резец но уже и метчика на 10мм. тоже времен СССР. Вот этим резцом просверлил все отверстия без проблем.






Периодически, смазывал место резки маслом. Прорезал с двух сторон. Отверстия получились очень ровные и точно по размеру. То, что доктор прописал. А резец остался живее всех живых. Вот, что значит сделано в СССР! Цена вопроса 0 руб. Правда убил пару часов времени на изготовление. Зато быстренько вырезал все отверстия.
Автор самоделки: Юрий Журавлев. Кулунда. Алтайский край.
Источник



