Основные приемы гибки деталей из полосы
При гибке деталей вручную необходимо учитывать, что в зависимости от свойств материала, толщины и размеров заготовки из полосы необходимо прикладывать различные усилия для выполнения работы. Поэтому необходимо учитывать, что:
- при гибке деталей из тонкого листового пластичного материала, толщиной 0,2 мм и менее, на поверхности деталей могут оставаться следы от ударов молотком, поэтому целесообразно при гибке использовать подкладки из деревянных брусков, отрезков стальной полосы или бруска и т.п., в некоторых случаях эта работа может быть выполнена без молотка, а обжатием заготовки вручную с использованием подкладок;
- при гибке деталей из тонкого листового пластичного материала, толщиной 0,2–0,5 мм, применяют легкие молотки, подкладки из цветного металла, из отрезков стальной полосы или бруска и т.п.;
- для деталей из листового материала, толщиной 3,0 мм и более, для предварительной гибки применяют более тяжелые молотки (кувалды – для материала толщиной 8 мм и более), а более легкие молотки для окончательной гибки и правки деталей после гибки;
- при ручной гибке в зависимости от усилий, которые прилагают для гибки заготовок, выбирают менее или более тяжелые тиски;
- при ручной гибке с увеличением толщины металла возрастают усилия, с которыми необходимо зажимать заготовку в тисках. В результате на поверхности заготовок каленые губки тисков оставляют следы рифления накладок губок, что портит внешний вид деталей. Поэтому при закреплении заготовок в тисках используют подкладки из цветного металла, мягкой стали и т.п.;
- при ручной гибке симметричных деталей возможно смещение оси симметрии по длине заготовки, поэтому целесообразно по концам заготовки симметрично оставить припуск, который удаляют по окончании гибки;
- при гибке коротких полок (например, у хомутиков из материала толщиной 4–6 мм), которые меньше ширины бойка молотка, целесообразно по концам заготовки симметрично оставить припуск, который удаляют по окончании гибки.
Гибку деталей выполняют по образцу готовой детали, либо по образцу-макету, который более удобен для работы.
Для выполнения макета рабочий вычерчивает на листе бумаги или на листе металла (чертилкой) профиль детали в натуральную величину, который нужно будет согнуть. Затем из проволоки или тонкой полосы при помощи плоскогубцев по рисунку сгибают контур профиля детали (с учетом радиусов и углов наклона плоскостей).
Для гибки детали подбирают оправки с минимальным радиусом гибки и с радиусами, которыми должны соединяться прямолинейные участки детали.
На заготовке детали чертилкой размечают линии, по которым будут производить гибку.
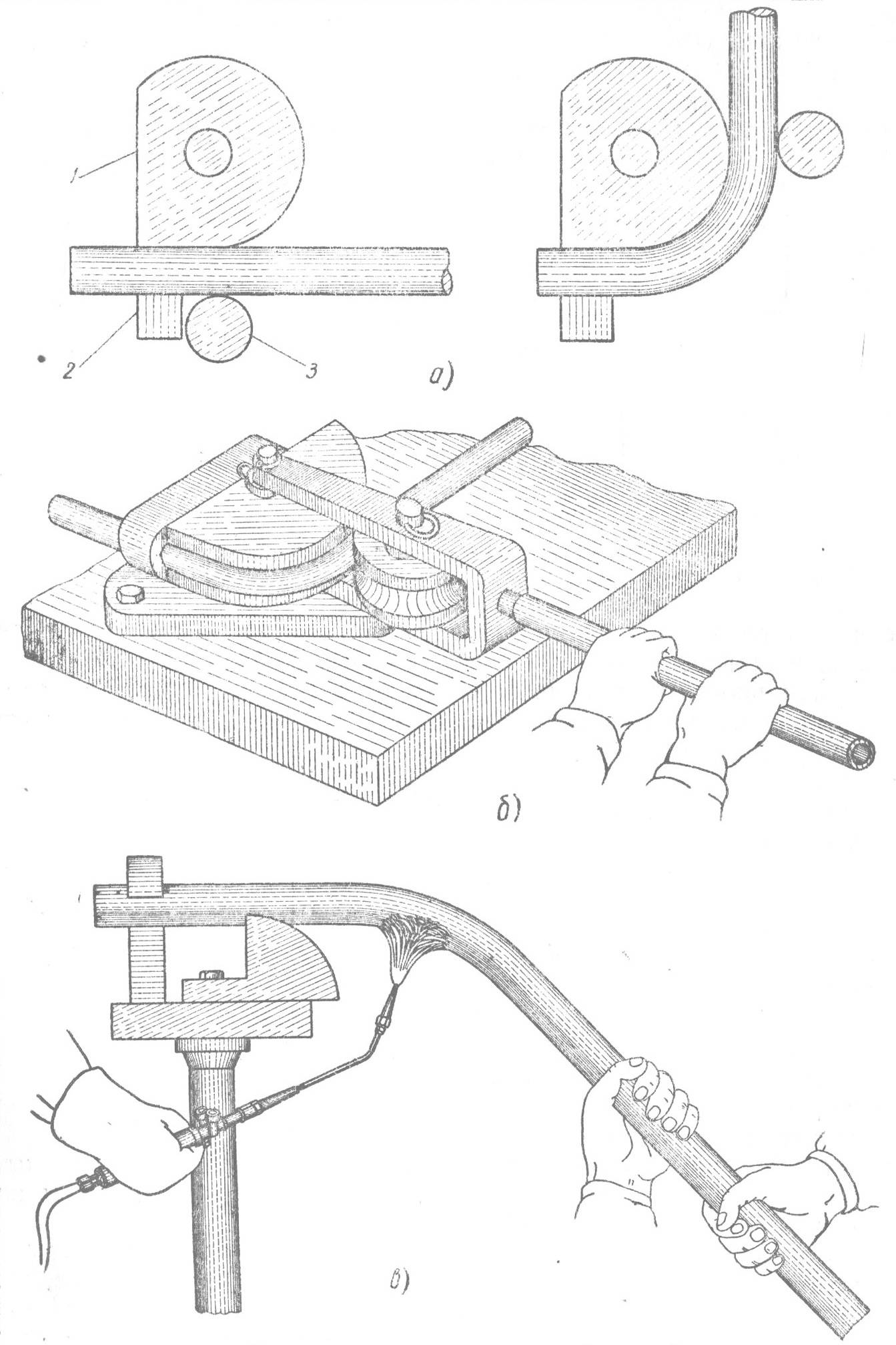
При выполнении гибки полок заготовку 1 (рис. 3, а) зажимают в тиски между двумя оправками 2 и 3 так, чтобы линия гибки была обращена в сторону загиба, на уровне верхней кромки оправки 3. Молотком ударяют по верхней полке детали 1. Ударять молотком нужно равномерно всей поверхностью бойка.
Рис. 3. Гибка заготовки детали в тисках: а – под углом; б – по радиусу
Угол наклона полки проверяют, прикладывая шаблон к вертикальной грани детали 1. Грань оправки 3, на которой производится гибка заготовки, должна быть запилена по радиусу больше критического для данной толщины заготовки.
При выполнении гибки по радиусу заготовку 1 (рис. 3, б) зажимают в тиски между губкой и оправкой 2 так, чтобы линия гибки была обращена в сторону загиба и выступала над образующей оправки 2 на величину А мм, если необходимо, чтобы полки были равной длины.
где r – радиус оправки.
Направление ударов молотком показано стрелками.
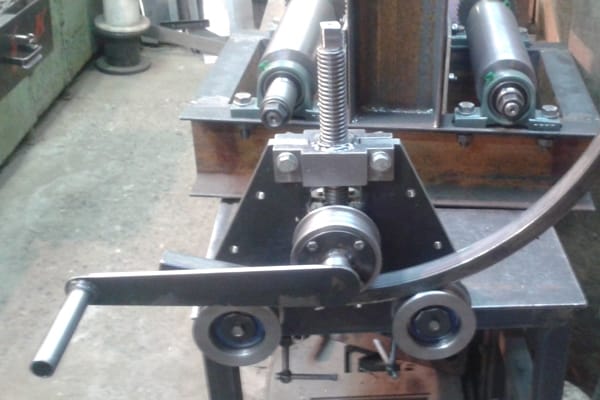
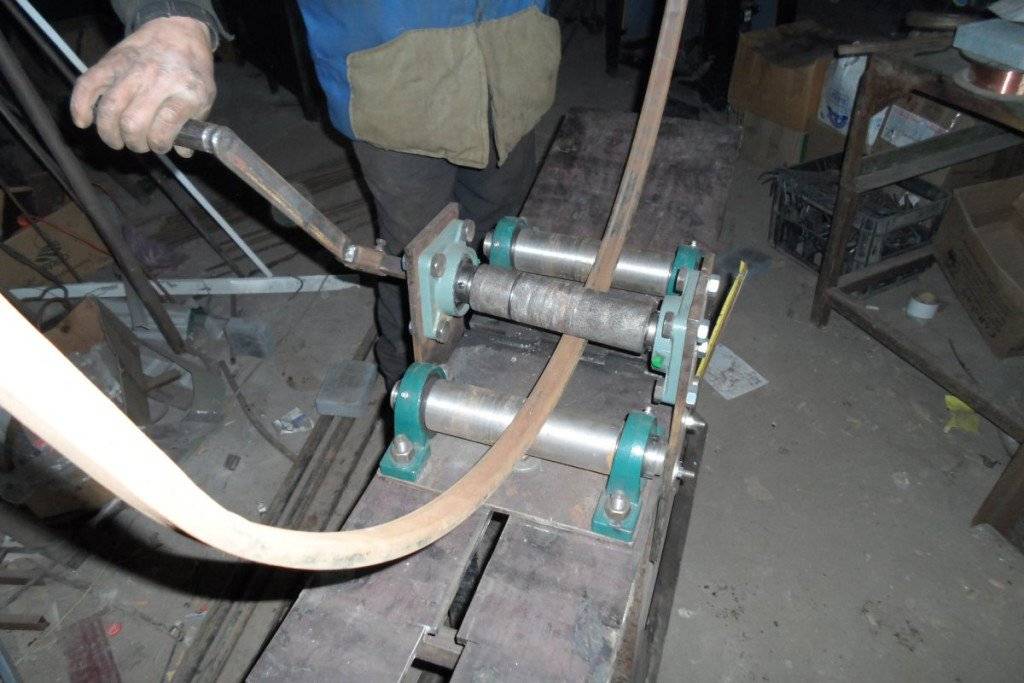
Для гибки заготовок из листового материала применяются ручные листогибочные машины и машины с механическим приводом. Принцип работы заключается в том, что на столе машины прижимом закрепляется заготовка, которая выставляется местом изгиба относительно прижима. Затем поворотная траверса приводится в движение, поворачивается на установленный угол и тем самым изгибает на нужный угол заготовку. Машина имеет оснастку, которая позволяет гнуть различные профили.
Гибка металла своими руками
Как изготовить скобу методом гибки
При сгибании стальной полосы на роликовом станке, верхняя прорезь на бруске должна соответствовать размеру полосы.
Материалы и инструменты:
- металлический лист;
- тиски;
- молоток;
- оправа;
- брусок;
- электропила по металлу.
Предварительно нужно по схеме вычислить длину полосы заготовки и сделать расчет гибки металлического листа.
При расчетах на каждый загиб выполняют запас по 0,5 толщины полосы и по 1 мм на сгиб торцов в сторону.
Согласно схеме выпиливают заготовку, делают отметки места изгиба. Изгиб заготовки выполняют в тисках с угольниками.
Сначала надо зажать в тисках заготовку на уровне изгиба. Затем при помощи молотка выполняют первый загиб.
Затем заготовку переставляют в тисках и зажимают ее оправой вместе с бруском. Затем делают второй загиб.
После этого вытаскивают заготовку, делают отметки длины лапок скобы.
Скобу с бруском оправой загибают в тисках, при этом отгибают обе ее лапки. Изгиб уточняют треугольником. Если изгиб выполнен неправильно, его исправляют при помощи молотка и бруска оправы. После процесса сгиба конструкцию отпиливают до нужных размеров.
4 Как согнуть арматуру руками – дешево и сердито
Когда специальные устройства отсутствуют, то можно, конечно, в ряде случаев обойтись и без них. Но необходимо помнить, что ручная гибка арматуры на порядок травмоопасней, чем на станке. Любое непродуманное действие, движение может привести к тому, что пруток или импровизированные приспособления спружинят или выскользнут и нанесут повреждение горе-мастеру.
Тонкие прутки до 8 мм при хорошей физической подготовке можно сгибать вручную даже без каких-либо приспособлений. Качество будет соответствующее – радиус сгиба будет слишком велик. Такая арматура вряд ли в полной мере выполнит возложенные на нее функции по укреплению фундамента.
Использование двух стальных труб значительно улучшит результат и позволит сгибать более толстые прутки. Чем длиннее трубы, тем больше может быть диаметр арматуры, и меньшие усилия потребуются. Схема работы – стержень фиксируют в одной трубе, а вторую надевают на выступающий конец заготовки и используют, как рычаг. Тонкие прутки можно будет сгибать прямо от земли, наступив на упорную трубу. Более продвинутый вариант – когда фиксирующая труба укрепляется до неподвижного состояния на верстаке в тисках, в земле (вкапывается, бетонируется) или другим способом.
Другой вариант с применением труб, когда в землю прочно вбивают 2 штыря, используемые в качестве упора для прутка на месте сгиба. Арматуру заводят между штырями. Обе трубы выполняют роль рычага. Вместо штырей можно использовать 2 близко растущих дерева, но защитникам природы это очень не понравится!
Можно также использовать нерекомендуемые способы, упомянутые выше, но только если это не отразится на надежности конструкции, или когда не важен результат. Гибка арматуры своими руками в этом случае начинается с закрепления прутка (необязательное условие). Место сгиба надрезают или раскаляют, а затем гнут арматуру в нужную сторону. При необходимости используют молоток или трубы.
Как выполняется расчет?
Чтобы разобраться с количеством пропилов, нужно выполнить простой расчет. Предположим, что требуется выполнить следующие условия:
- имеется труба размером 30·50 мм;
- необходим разворот под углом 180 ⁰;
- радиус полного разворота R = 100 мм;
- движение производится по стенке b = 30 мм.
Нужно определить наружную длину образующей половины окружности.
Lнар = π (R + b)/2
здесь π = 3,14 отношение длины окружности к радиусу.
Попутно определяется половина образующей по внутреннему радиусу.
Lвн = π R/2
Разница между значениями определяет общую ширину пропилов.
С = Lнар – L вн
Зная толщину пильного диска (h = 2 мм), нетрудно определить количество пропилов.
n = C/h
Остается подставить все данные в расчетную формулу и определить количество пропилов для поворота на 90 ⁰. Полное количество можно определить в виде.
N = 2n
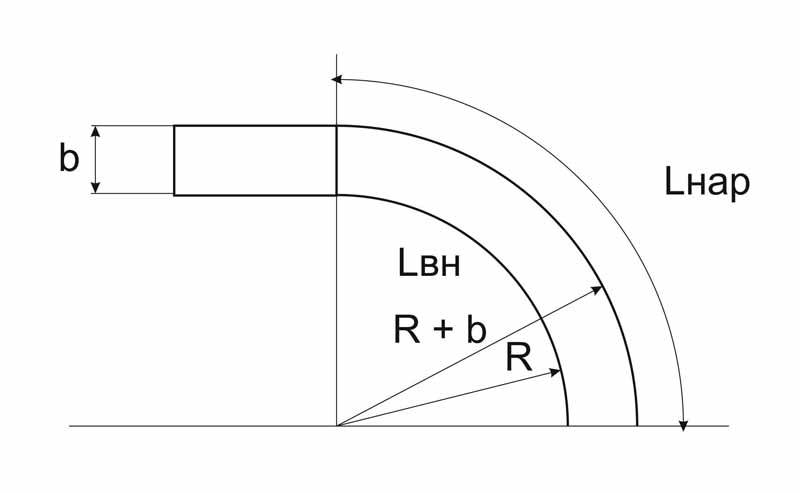
Расчетная схема для определения параметров пропилов
Расчет лучше оформить в виде таблицы 1
Таблица 1. Определение количества пропилов для начальных условий
| Ширина трубы b, мм | 30 |
| Радиус внутреннего слоя R, мм | 100 |
| Наружный радиус R нар, мм | 130 |
| Длина половины окружности по наружному слою Lнар, мм | 408,2 |
| Длина половины окружности по внутреннему слою Lвн, мм | 314 |
| Разница между длиной наружного и внутреннего слоя С, мм | 94,2 |
| Ширина пропила h, мм | 2 |
| Количество пропилов n | 47 |
| Полное количество пропилов N | 94 |
Часто вопрос о сгибании труб с помощью резов обращаются желающие построить теплицу. Их интересует: «Сколько раз нужно пропилить стенки для получения гиба с определенным радиусом образующей?» Пользуясь предложенными зависимостями, можно легко рассчитать пазы трубы для теплицы. В таблице 2 приведены расчеты для труб разного диаметра и радиусов внутренней образующей.
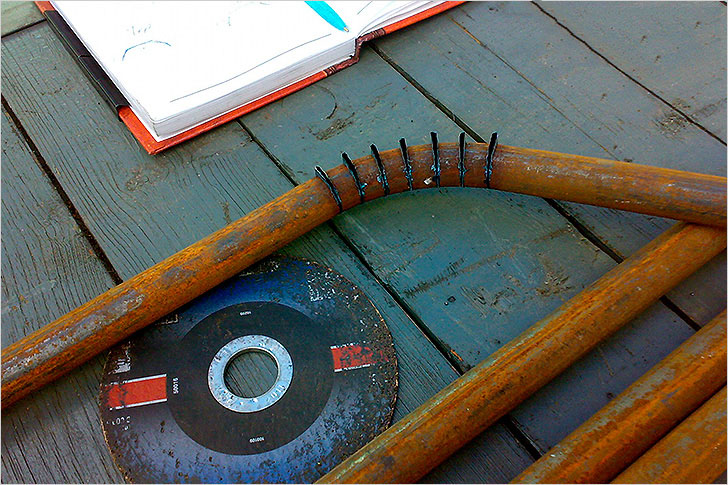






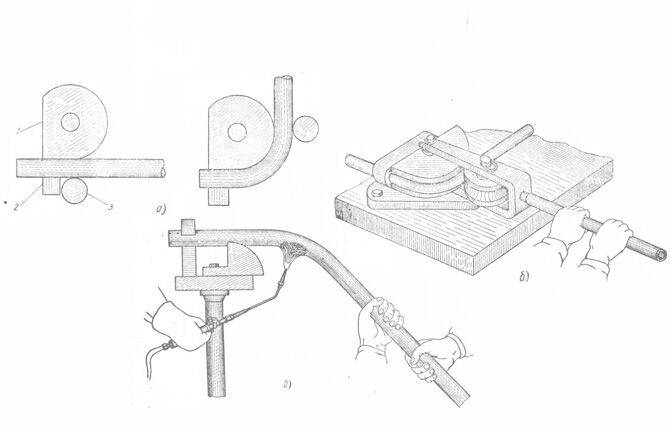

Таблица 2. Расчет для профильных труб теплицы
| № | Ширина трубы b, мм | Радиус внутреннего слоя R, мм | Наружный радиус R нар, мм | Длина половины окружности по наружному слою Lнар, мм | Длина половины окружности по внутреннему слою Lвн, мм | Разница между длиной наружного и внутреннего слоя С, мм | Ширина пропила h, мм | Количество пропилов n | Полное количество пропилов N |
| 1 | 20 | 1000 | 1020 | 3202,8 | 3140 | 62,8 | 2,4 | 26 | 52 |
| 2 | 25 | 1000 | 1025 | 3218,5 | 3140 | 78,5 | 2,4 | 33 | 66 |
| 3 | 30 | 1000 | 1030 | 3234,2 | 3140 | 94,2 | 2,4 | 39 | 78 |
| 4 | 35 | 1000 | 1035 | 3249,9 | 3140 | 109,9 | 2,4 | 46 | 92 |
| 5 | 40 | 1000 | 1040 | 3265,6 | 3140 | 125,6 | 2,4 | 52 | 104 |
| 6 | 20 | 1250 | 1270 | 3987,8 | 3925 | 62,8 | 2,4 | 26 | 52 |
| 7 | 25 | 1250 | 1275 | 4003,5 | 3925 | 78,5 | 2,4 | 33 | 66 |
| 8 | 30 | 1250 | 1280 | 4019,2 | 3925 | 94,2 | 2,4 | 39 | 78 |
| 9 | 35 | 1250 | 1285 | 4034,9 | 3925 | 109,9 | 2,4 | 46 | 92 |
| 10 | 40 | 1250 | 1290 | 4050,6 | 3925 | 125,6 | 2,4 | 52 | 104 |
| 11 | 20 | 1500 | 1520 | 4772,8 | 4710 | 62,8 | 2,4 | 26 | 52 |
| 12 | 25 | 1500 | 1525 | 4788,5 | 4710 | 78,5 | 2,4 | 33 | 66 |
| 13 | 30 | 1500 | 1530 | 4804,2 | 4710 | 94,2 | 2,4 | 39 | 78 |
| 14 | 35 | 1500 | 1535 | 4819,9 | 4710 | 109,9 | 2,4 | 46 | 92 |
| 15 | 40 | 1500 | 1540 | 4835,6 | 4710 | 125,6 | 2,4 | 52 | 104 |
Чтобы оценить эффективность подобной технологии, желательно оценить трудоемкость и затраты материалов (таблица 3).
Таблица 3. Затраты труда и стоимость расходных материалов для изгибания дуг для теплицы
| Количество пропилов | Длительность одного пропила, мин | Общая длительность пропиливания трубы, мин | Расход отрезных дисков диаметром 125 мм, шт. | Общий расход отрезных кругов, шт. | Длительность сгибания по пазам, мин | Длительность заварки шва по пропилу, мин |
| 52 | 0,3 | 15,6 | 0,2 | 10,4 | 0,3 | 1,3 |
| 66 | 0,3 | 19,8 | 0,2 | 13,2 | 0,3 | 1,3 |
| 78 | 0,3 | 23,4 | 0,2 | 15,6 | 0,3 | 1,3 |
| 92 | 0,3 | 27,6 | 0,2 | 18,4 | 0,3 | 1,3 |
| 104 | 0,3 | 31,2 | 0,2 | 20,8 | 0,3 | 1,3 |
| — | — | — | — | — | — | — |
| Количество пропилов | Общая длительность заварки пазов, мин | Расход электрода 3 мм на один паз с трех сторон | Всего требуется электродов, шт. | Общая длительность процесса, мин | Общая длительность процесса, час | Приведенные затраты на приобретение дисков и электродов, руб. |
| 52 | 67,6 | 0,25 | 13 | 83,5 | 1,39 | 322,4 |
| 66 | 85,8 | 0,25 | 16,5 | 105,9 | 1,77 | 409,2 |
| 78 | 101,4 | 0,25 | 19,5 | 125,1 | 2,09 | 483,6 |
| 92 | 119,6 | 0,25 | 23 | 147,5 | 2,46 | 570,4 |
| 104 | 135,2 | 0,25 | 26 | 166,7 | 2,78 | 644,8 |

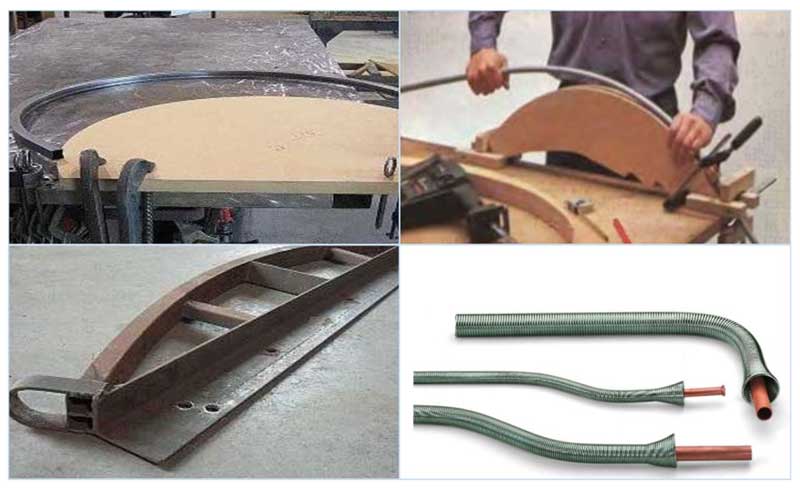
Вид гнутых изделий, полученных методом пропила пазов с последующей сваркой
Из представленных расчетов видно, что технология гибки труб по радиусу может быть оправдана только для выполнения изгибов профильных заготовок только в ограниченном количестве. Если требуется создать сложную пространственную конструкцию, то следует воспользоваться специальными приспособлениями для промышленной гибки.
При пропиливании пазов необходимо контролировать глубину пропила со всех трех сторон. Потребуется специальное приспособление, которое сможет ограничить вхождение инструмента по мере стачивания диска.
Холодный и горячий способ сгибания труб
Сгибание профиля осуществляется как холодным, так и горячим методом в зависимости от его характеристик. Холодный способ применяется тогда, когда сгибаемая труба достаточно прочна и пластична, благодаря чему ей можно придать другую форму без дополнительного воздействия. Иногда такой метод применяют в зимнее время. В трубу заливается вода, после чего один конец надежно заделываются от протечек. После того, как жидкость замерзнет, профиль станет более податливым и с ним будет удобнее работать. Чаще всего холодным способом гнут трубопрокат небольшого сечения. К ним не нужно применять большую силу, так как они хорошо гнутся и в обычном состоянии.
Горячий метод, как очевидно из названия, основывается на нагревании трубы с последующим загибанием. Под воздействие высокой температуры металл становится более мягким, поэтому согнуть его намного проще.
При выборе подходящего метода гнутья, необходимо точно знать, как согнуть трубу так, чтобы не испортить ее. Для этого в первую очередь нужно ориентироваться на высоту квадратного или прямоугольного профиля. Опытные мастера советуют пользоваться холодным методом сгибания, если высота составляет 10 мм и меньше. Если профиль больше 40 мм, то гнуть материал нужно с помощью горячего метода. В промежутке от 10 до 40 мм вам придется решать самостоятельно, какой способ выбрать. Чтобы не испортить профиль, лучше заранее потренироваться и посмотреть, как поведет себя труба. Для этого один ее конец необходимо зажать в тисках, а на второй конец надеть профиль большего размера. Это позволит вам получить увеличенное «плечо», потянув за которое, вы сможете понять, гнется труба или нет. Если все прошло хорошо, то нагревать материал не имеет смысла. Что касается круглых труб, то здесь нагрев обязателен, только если диаметр материала больше 100 мм.
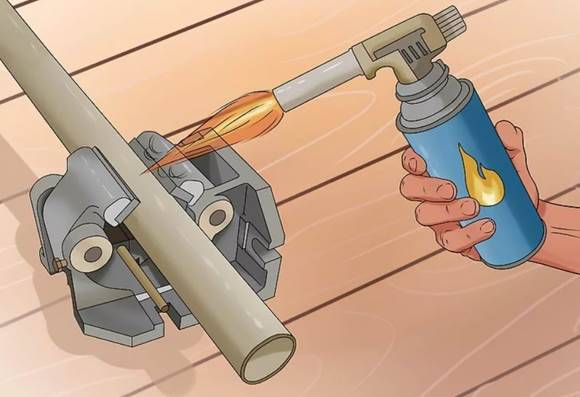
Вариант первый – гнём трубу с нагревом
В данном случае вообще никаких специальных приспособлений не потребуется, достаточно наличие у мастера кислородно-ацетиленовой горелки или обычной паяльной лампы. В первом случае мундштук следует расположить на некотором расстоянии от места предполагаемого гиба Факел не стоит делать концентрированным, поскольку в этом случае температурный перепад между зонами окажется слишком большим, а пластические характеристики материала – неравномерными (особенно это касается углеродистых сталей, содержащих повышенный процент марганца и кремния).
 Сгибание трубы нагревом
Сгибание трубы нагревом
После нагрева до требуемой температуры (она легко вычисляется по цветам побежалости) изгибаемую часть необходимо зажать в слесарных тисках, и выполнить свободную гибку нужного участка.
Нагрев с помощью горелки – более равномерный, зато сопряжён с риском снижения прочности материала заготовки, особенно, если она предназначена для использования в напорных трубопроводах. Паяльной лампой лучше воспользоваться и для того, чтобы не произошло ненужного отпуска. При этом рекомендуется такая последовательность операций:
- Подлежащий деформированию участок зажимают в слесарных тисках, для чего пользуются специальными резиновыми подкладками, не повреждающими металл.
Зажим в тисках изгибаемой части трубчатой заготовки
- Зажечь паяльную лампу, поднести её к необходимому участку, и, равномерно поворачивая источник пламени вокруг внешнего диаметра профиля, прогреть его. Отметим, что перегреть трубу теплом, исходящим от факела паяльной лампы, невозможно, но зато можно закоптить её.
- Выключить паяльную лампу, передвинуть прогретый участок на расстояние, равное допустимому плечу гибки. Далее, при помощи трубчатого ключа (иногда – даже вручную), изогнуть изделие, иногда используя шаблон.
 Прогревание трубчатой заготовки при помощи паяльной лампы Гибка с нагревом, при всей своей простоте, характеризуется следующими ограничениями:
Прогревание трубчатой заготовки при помощи паяльной лампы Гибка с нагревом, при всей своей простоте, характеризуется следующими ограничениями:
- Ухудшает внешний вид материала.
- При недостаточной температуре нагрева вероятно образование складок по внутреннему радиусу гиба (исправить такой недостаток невозможно).
- Процесс требует как можно более оперативной гибки, т.к. тонкостенные трубы быстро остывают.
- Технология не рекомендуется для малых радиусов гибки.
- Необходимо выполнение повышенных требований к технике безопасности, поскольку задействуется открытое пламя.
Чаще всего подобным образом гнётся труба из нержавеющей стали или цветных металлов, которые при нагреве не склонны к окислению.
Пружина для изгибания
О таком методе знают все мастера. Его суть заключается в следующем: специальную пружину квадратного сечения из стальной проволоки размещают внутри трубы в том месте, в котором необходимо получить изгиб. Пружина будет служить в качестве дорна, ее сечение должно быть меньше на 1-2 миллиметра меньше внутреннего сечения. Используя паяльную лампу, место дальнейшего сгиба накаляют, прикладывают к болванке с подходящим радиусом изгиба и, применяя силу, не резко надавливают до получения нужной кривизны. Этот способ довольно прост, но, пользуясь им при проведении работ, рекомендовано тщательно соблюдать технику безопасности: работать в специальных рукавицах и использовать клещи.
Самостоятельное изготовление станка
Иногда требуется сделать станок в домашних условиях. Это облегчит работу по сгибке металла и повысит производительность работы. Здесь потребуются уголок, металлическая балка, петли с болтами, струбцины, рукояти, стол и сварочный аппарат. Порядок действий следующий:
- Делается основа из металла, подойдет двутавровый профиль.
- Крепится кверху балки уголок с помощью болтов.
- Сварочным аппаратом под уголок привариваются три петли.
- Сгинаем алюминиевый лист поворотом уголка.
- Плотное прижатие металла обеспечивают две струбцины.
- Уголок необязательно убирать, можно приподнимать его. Кладете изделие промеж профиля и уголка. Затем по краю выравнивается металлический лист.
Проверьте болты, чтобы они крепко были закреплены. Траверсы поверните и согните таким образом, чтобы образовать нужный угол. Это позволит не тратить время на расчеты угла.
Каким бы ни были устройства, главные принципы остаются неизменными. Следуя им, можно получить изделия, соответствующие стандартам и пожеланиям заказчика.
Многие задаются вопросом: как ровно согнуть лист металла? И не удивительно, ведь при выполнении строительных работ может появиться необходимость в выполнении подобной процедуры.
Трубы небольшого диаметра сгибают при помощи тисков. Очень часто при строительных процессах возникает потребность согнуть трубы довольно большого диаметра. Для подобной работы необходимы специальные станки, на которых выполняют сгибание металлических листов и труб. Сгибаемый компонент при этом не деформируется.
Что такое композитная арматура?
Речь идет о стержнях, изготовленных из самых разных материалов:
- стекла;
- базальта;
- углерода;
- арамида.
Композитная арматура – это не стекло или какой-либо другой материал в чистом виде. Его пропитывают специальными термопластичными и термореактивными, а после и добавками для затвердевания. Чтобы улучшить адгезию с бетоном, покрытие композитной арматуры специальным образом обрабатывают, формируя особые ребра, а после посыпая песком. В настоящий момент ее используют в самых разных сферах, все чаще заменяя металлический аналог.
Композитная арматура – характеристики
Этот элемент обладает рядом особенностей. Какие характеристики имеет неметаллическая арматура:
- Материал – стеклоровинг диаметром 10-16 микрон.
- Выпускаемые профили – 4-20 .
- Длина соответствует заявке покупателя.
- Относительное удлинение 2,2%.
- Предел прочности при растяжении 1200 Мпа.
Сложность сгибания профильного проката
Сущность процесса сгибания металлического проката состоит в том, чтобы профилю придать частичный или полный изгиб. Такую операцию обычно выполняют двумя способами: при помощи воздействия давления на трубу или с помощью нагревания определённого участка в той области, где нужно совершить изгиб.
По мере изгибания металлической трубы на поверхность металла действуют две силы:
- Сила сжатия, что приходится на внутреннюю часть изгиба.
- Сила растяжения, которой подвергается внешняя часть.
Как раз воздействие таких разнонаправленных сил и вызывает различные сложности, которые характерны при процессе сгибания любой металлической трубы.
Распространённые проблемы
 При сгибании материал может утратить свою соосность, а это приведёт к тому, что некоторые участки будут располагаться в разных плоскостях.
При сгибании материал может утратить свою соосность, а это приведёт к тому, что некоторые участки будут располагаться в разных плоскостях.
Стенка, что располагается с внешней стороны изгиба, будет подвергаться сильному растяжению, а потому может не выдержать каких-то нагрузок и просто лопнуть.
Внутренняя стенка также подвергается сжатию, поэтому покрывается складками, которые напоминают по форме гофру.
Многие люди, что впервые стараются согнуть трубу своими силами, вместо того, чтобы придать необходимую форму, просто сминают изделие и портят его.
Чтобы таких проблем не возникло, необходимо учитывать не только характеристики материала, но и геометрические параметры, такие как:
- толщина стенок;
- размеры сечения;
- радиус, на который необходимо произвести изгиб.
Если обладать информацией обо всём вышеуказанном, то можно выбрать подходящую технологию сгиба трубы. В результате материал не сомнётся и не получит гофрированную поверхность.
Сгибание в домашних условиях

На дому металл гнут и в холодном состоянии, и с подогревом. Правильно выбрать один из этих способов можно экспериментально. Как удобнее согнуть профильную трубу в домашних условиях, становится ясно уже при первой попытке.
Кусок профиля зажимают в тисках и пытаются гнуть. Если он «играет», то без подогрева не обойтись. В противном случае нужно учитывать высоту профиля:
- от 10 мм и меньше — холодный способ;
- от 10 мм до 40 мм — либо холодный, либо с подогревом;
- от 40 мм и выше — подогрев.
Чтобы не допустить порчи материала при использовании подогрева, полость трубы заполняется предварительно очищенным песком. Просеивать его надо на мелком сите, чтобы отфильтровать кусочки гравия.
Не стоит проходить мимо такой очистки — крупный камешек может стать причиной образования выпуклости во время сгибания на мягком от разогрева металле. Песчаная пыль тоже не подойдет, потому что имеет свойство спекаться при разогреве. Среднезернистый песок не даст разогретому профилю образовать складки.
Нагревают профиль равномерно газовой горелкой или паяльной лампой до вишневого цвета. Сгибать надо в горизонтальном или вертикальном положении за один раз. После остывания сравнивают с шаблоном и высыпают песок.







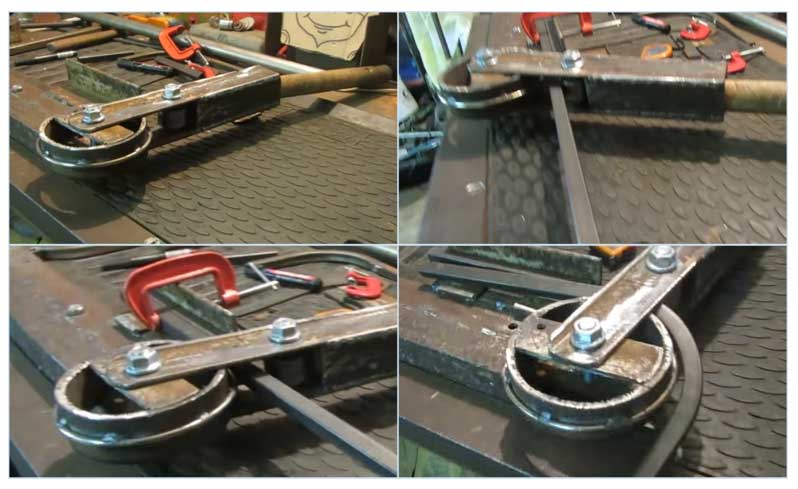

Без подогрева в домашних условиях гнут как профильные трубы, так и круглые. Придать желаемое закругление профилю можно с помощью болгарки и сварки.
Сначала надо определить длину загиба по шаблону. Потом отметить этот участок на профиле и болгаркой сделать по нанесенным отметкам распилы трех стенок. Между ними равномерно сделать еще несколько распилов, согнуть профиль, распилы заварить сваркой и зашлифовать.
Некоторые умельцы гнут трубы с помощью самодельных пружин. Последние наматываются из жесткой проволоки диаметром около 2 мм. Размер кольца подбирается так, чтобы пружина плотно, но свободно заходила внутрь трубы. Для облегчения процесса изгиб можно разогреть.
Важно не забыть перед введением пружины привязать к ее крайнему звену прочный канат или проволоку. После придания профилю необходимой формы с помощью привязки пружину вытаскивают
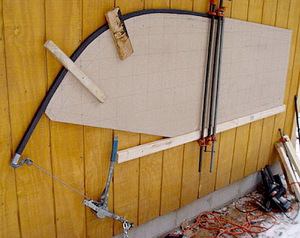
И еще один способ, не требующий дорогостоящих затрат. Он подойдет для изгиба по большому радиусу. На листе фанеры чертят шаблон, и по нему монтируют стальные крючья. Профильную трубу гнут, укладывая в эти крючья, предварительно закрепив один конец у первого крюка.
Известны другие способы выполнения этой работы, но все они подчиняются одним закономерностям и имеют одни особенности.
Зачем гнуть арматуру
Создание угловых соединений простым пересечением прямых элементов является технологической ошибкой. Такие конструкции не укрепят, а ослабят фундамент, поспособствуют его расслоению.
Верным решением будет согнуть стыкующиеся прутья и уложить их внахлест. Размер такого углового нахлеста делается не меньше 80 см.
Место изгиба должно быть округлым, а радиус закругления составлять примерно 10–15 диаметров конструкции.
Гнутые арматурные прутки используют и в качестве соединений тех конструкций, на которые действуют силы растяжения и сжатия: лапки, крюки, хомуты, скобы, крепежные элементы.
Некоторые характеристики
- Арматура класса А3 легко гнется в холодном состоянии, при сгибе под прямым углом это происходит без потери прочности, а при сгибе на 180° прочность снижается примерно на 10%. Если вы используете в строительстве стеклопластиковую арматуру, нужно знать, что согнуть ее невозможно, она отпружинит обратно. Поэтому для угловых моментов придется использовать обычную, сделанную из металла арматуру.
- Гнуть арматуру непростое дело, но всегда можно найти оптимальное решение, которое устроит вас, если вы строитесь самостоятельно, и ваших рабочих. На крайний случай, возьмите специальный станок напрокат, но гораздо проще воспользоваться одним из предложенных способов, чтобы сэкономить средства.
Если вы мастер на все руки, попробуйте изготовить станок для гибки арматуры самостоятельно, видеоматериалы такого рода широко распространены в интернете. Но опять же этот вариант годится, только если вы занимаетесь строительством постоянно. К чему этот станок будет потом, а ведь на это уйдет время и силы.
Каждый сам решает, в зависимости от ситуации, что удобнее и практичнее. Устройство фундамента – дело серьезное, это основание вашего строения, поэтому к каждой детали нужно отнестись очень внимательно. Сгибать арматуру своими руками, использовать для этого подручные средства или купить специальный ручной или механизированный станок, решить можете только вы.
Ремонт водосточных отливов из оцинкованной стали
Существенный недостаток водосточных желобов из оцинкованной стали заключается в том, что при повреждении защитного слоя процесс коррозии протекает так же быстро, как это происходит с чёрным металлом. Поскольку толщина таких отливов чаще всего не превышает 0,7 мм, то сквозная ржавчина появляется на повреждённых участках уже через несколько лет.
Чтобы предупредить процесс разрушения металла, следует периодически осматривать отливы и производить их ремонт. Чаще всего профилактику проводят два раза в год — ранней весной и в начале осени. Повреждённые льдом или ветками участки следует зачистить, обезжирить и закрасить прозрачным лаком для работы по металлу. На участках водостока, скрытых от глаз, в этих целях можно использовать любую эмаль для наружных работ.
Если же предотвратить разрушения металла не удалось и на отливах из оцинкованной стали появились участки со сквозной коррозией, то их можно отремонтировать. Для этого:
Отгибают фиксаторы удерживающих кронштейнов и дефектный элемент водостока снимают с кронштейна.
Если проржавела боковая стенка жёлоба, то на повреждённое место накладывают заплату из оцинкованной стали. Для этого от металлического листа отрезают прямоугольник, который будет заходить на неповреждённый металл с нахлёстом в 20–30 мм, и крепят его при помощи заклёпок. Для того чтобы не пострадал внешний вид водостока, отлив устанавливают на место отремонтированной стороной к стене.
В случае когда коррозия коснулась дна жёлоба, то прохудившийся участок вырезают целиком. Для ремонта отлива используют кусок оцинкованной стали такой же конфигурации. Он должен быть на 20 см длиннее вырезанной части, поскольку при монтаже заплаты деталь укладывается внахлёст
Следует обязательно обратить внимание на то, как будет наложена заплата. Со стороны водосточной воронки её крепят поверх отлива, тогда как с другого края она должна находиться снизу — это не позволит воде затекать в щель
Закрепить ремонтную часть можно при помощи алюминиевых заклёпок. Избежать просачивания воды удастся, если места стыков обработать влагостойким герметиком.
Читать также: Приспособление для фрезера шип паз
Приобрести трубы из оцинковки можно свободно, но стоимость таких изделий бывает достаточно высокой, поэтому желание сделать трубу из оцинковки своими руками продиктовано, в первую очередь, соображениями экономии.
При этом изготовление оцинкованных труб не требует применения особых усилий, специальных дорогостоящих приспособлений и инструментов и каких-то профессиональных знаний, поэтому справиться с этим может любой домашний мастер, в арсенале которого имеется набор стандартных плотницких инструментов.
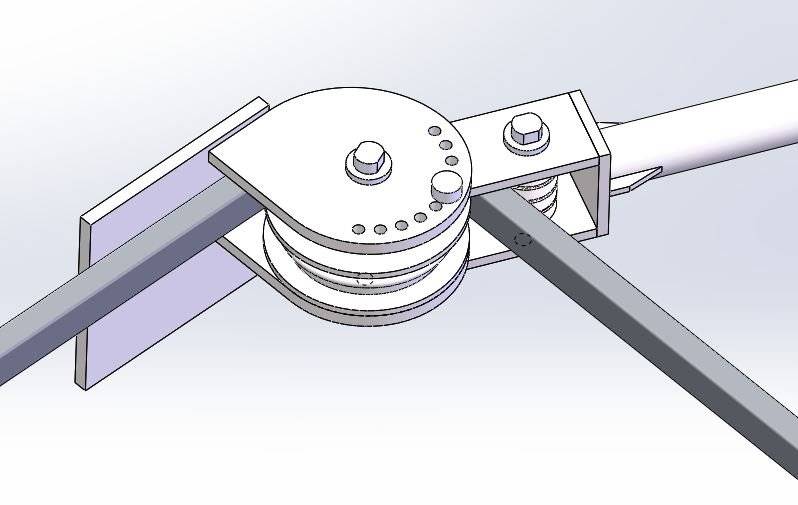
Как сделать приспособление для гибки арматуры
Здравствуйте, уважаемые читатели и самоделкины!
При создании фундамента, армопояса, и других различных железобетонных конструкций, практически всегда приходится гнуть арматуру. В данной статье автор YouTube канала «best-chart» расскажет Вам, как сделать специальное приспособление для гибки арматуры.

Это устройство достаточно просто изготовить в условиях небольшой мастерской. При этом потребуется небольшой объем сварочных работ.
Материалы , необходимые для самоделки. — Стальной уголок — Стальная труба ½ дюйма, кругляк диаметром 14 мм — Болты М8, шайбы, саморезы по дереву с потайной головкой — Листовая ДСП — Лепестковый зачистной диск .
Инструменты , использованные автором. — Болгарка — Шуруповерт, сверла по металлу DeWalt — Тиски — Метчикодержатель с храповым механизмом , метчик — Сварочный полуавтомат, маска хамелеон — Магнитные уголки для сварки — Электронный штангенциркуль, маркер, рулетка, угольник. Процесс изготовления. Материалы для этого приспособления весьма доступны, роль упора и рычага будет играть стальной уголок 50X50 мм. У автора нашелся такой уголок длиной около метра. Упор он сделал длиной 30 см, а рычаг — 60 см.
Полудюймовая водопроводная труба пойдет на изготовление двух втулок. Ее внутренний диаметр — чуть более 14 мм, и в нее отлично входит стальной 14-мм круглый пруток.
Эти материалы нарезаются по длине, и зачищаются от ржавчины болгаркой с «коралловым» диском .

Часть прутка приваривается к краю рычага, таким образом получается основа для рукоятки.

В верхней части импровизированной оси сверлится отверстие. В нем нарезается резьба М8. Подложив шайбы с двух сторон втулки из полудюймовой трубы, получается удобная вращающаяся рукоятка. Остается только закрутить болт М8.

На поверхности рычага можно сделать сантиметровую разметку, для удобства использования.

Испытания мастер проводит на 8-мм арматуре. Она достаточно легко гнется, однако рычаг желательно сделать длиннее, от 80 см до метра.
Можно продолжить, и сделать из арматуры скобу или даже квадрат. Конечно, поверхности готового устройства стоит покрасить, чтобы избежать образования ржавчины.

Всем хорошего настроения, крепкого здоровья, и интересных идей!
Авторское видео можно найти здесь.
Источник (Source)
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
Пример расчета армирования фундамента
Попробуем рассчитать, сколько потребуется материалов для обустройства армирования конкретного ленточного фундамента с чертежами. Допустим, мы строим из строительных блоков (шириной 0,4 м) небольшой загородный дом с габаритными (внешними) размерами 5×8 м. Характер почвы на нашем участке позволяет сделать высоту полосы 0,9 м, ее ширину 0,4 м, что соответствует ширине строительного материала стен. В арматурном каркасе для ленточного фундамента будем использовать продольные рабочие прутья диаметром 12 мм и □-образные поперечные хомуты, изготовленные из прутков диаметром 8 мм.
Армирование мелкозаглубленного ленточного фундамента:
На фото видно, что расстояние между рабочими продольными прутьями (0,4 м) и шаг □-образных поперечных хомутов (0,5 м) выбраны в соответствии с требованиями нормативных документов.
Проверяем относительное содержание продольных рабочих прутков в нашей железобетонной конструкции. Для этого воспользуемся следующими терминами и обозначениями:
- h – высота фундамента (900 мм);
- w – ширина фундамента (400 мм);
- Sₒ – площадь поперечного сечения фундамента;
- Sₐ – суммарная площадь поперечных сечений продольных прутьев (6 штук);
- r – радиус продольного прутка (6 мм), который равен d/2, где d – диаметр прутка (в нашем случае d=12 мм);
- D – относительное содержание рабочих прутков в «теле» фундамента.
Sₒ = h∙w = 900∙400 = 360000 мм²
Sₐ = 6∙π∙r² = 6∙3,14∙6² = 678,24 мм²
D = (Sₐ∙100)/ Sₒ = (678,24∙100)/360000 = 0,1884 ≈ 0,19 % (что в 1,9 раза превышает минимально допустимое значение, то есть схема армирования ленточного фундамента выбрана нами правильно).
Расчет количества продольных прутьев
Для того чтобы определить сколько стандартных продольных прутьев (6 м) нам необходимо, воспользуемся следующими величинами:
- L – длина фундамента (8000 мм);
- W – ширина фундамента (5000 мм);
- P – периметр;
- N – количество продольных элементов (в нашем случае 6 штук);
- X – общая протяженность продольных прутьев.
P = (L+ W)∙2 = (8000 + 5000)∙2 = 26000 мм = 26 м
X = P∙N = 26∙6 = 156 м
К полученной величине необходимо добавить 20 % (материал для изготовления Г-образных или П-образных элементов для правильного армирования углов и обеспечения достаточного нахлеста при стыковке элементов).
Xдоп = X∙0,2 = 156∙0,2 = 31,2 м
Окончательная общая длина продольного арматурного прутка:
Xок = X + Xдоп = 156 + 31,2 = 187,2 м
Стандартная длина арматурного прутка составляет 6 м. Осталось посчитать, сколько таких прутков необходимо: Xок/6 = 187,2/6 = 31,2 ≈ 32 штуки.







Изготовление поперечных элементов и расчет количества материала
Укладка арматуры в ленточный фундамент невозможна без установки поперечных (вертикальных) элементов. Обычно, для этих целей используют □-образные хомуты. Варианты хомутов:
Как видно из представленного фото все три варианта отличаются технологией изготовления, но расход прутка во всех случаях приблизительно одинаковый. Длина прутка (Ø=8 мм), необходимого для изготовления одного хомута: (800+300)∙2+250 = 2450 мм.
Вариант № 1
- Отмеряем приблизительно 120 мм и с помощью приспособления для гибки выгибаем эту часть будущего хомута в виде крючка.
- На расстоянии 800 мм от крюка загибаем пруток под углом 90˚.
- Отмеряем 300 мм и делаем еще один загиб на 90˚.
- От этого угла откладываем 800 мм и гнем прут на 90˚.
- От полученного угла отмеряем 300 мм и загибаем второй крючок.
Вариант № 2
- Отмеряем от конца заготовки 250 мм и с помощью приспособления выгибаем эту часть на 90˚.
- Откладываем от полученного 800 мм и загибаем пруток под углом 90˚.
- Отмеряем 300 мм и делаем еще один загиб на 90˚.
- От этого угла откладываем 800 мм и гнем прут на 90˚.
Внимание! Место нахлеста прутков скрепляем точечной сваркой или 2÷3 скрутками из проволоки. Вариант № 3. Вариант № 3
Вариант № 3
- Отрезаем от прутка две заготовки длиной по 860 мм каждая и две по 360 мм.
- Складываем из них прямоугольник (выступ с каждой стороны составляет 30 мм).
- Скрепляем углы хомута сваркой или проволочной скруткой.
Теперь рассчитаем, сколько хомутов необходимо для армирования нашего фундамента:
Q = P/T (P – периметр ленты фундамента, T – шаг расположения поперечных хомутов)
Q = 26/0,5 = 52 штуки
Плюс нам потребуются дополнительные хомуты для усиления каркаса в углах (по 2 штуки с каждой стороны всех четырех углов, то есть дополнительно 16 хомутов). На ленточный фундамент необходимо изготовить 68 □-образных поперечных хомутов.
Длина заготовки для одного элемента составляет 2450 мм, то есть из одного стандартного прутка мы сможем изготовить только 2 хомута. Требуемое число прутков (Ø=8 мм) – 34 штуки.