Квадратный профиль и круглая труба: какую нагрузку выдержит соединение
Усложним задачу: теперь нужно решить, как скрепить между собой квадратную и круглую трубы. Такой муфты вы точно не найдёте.
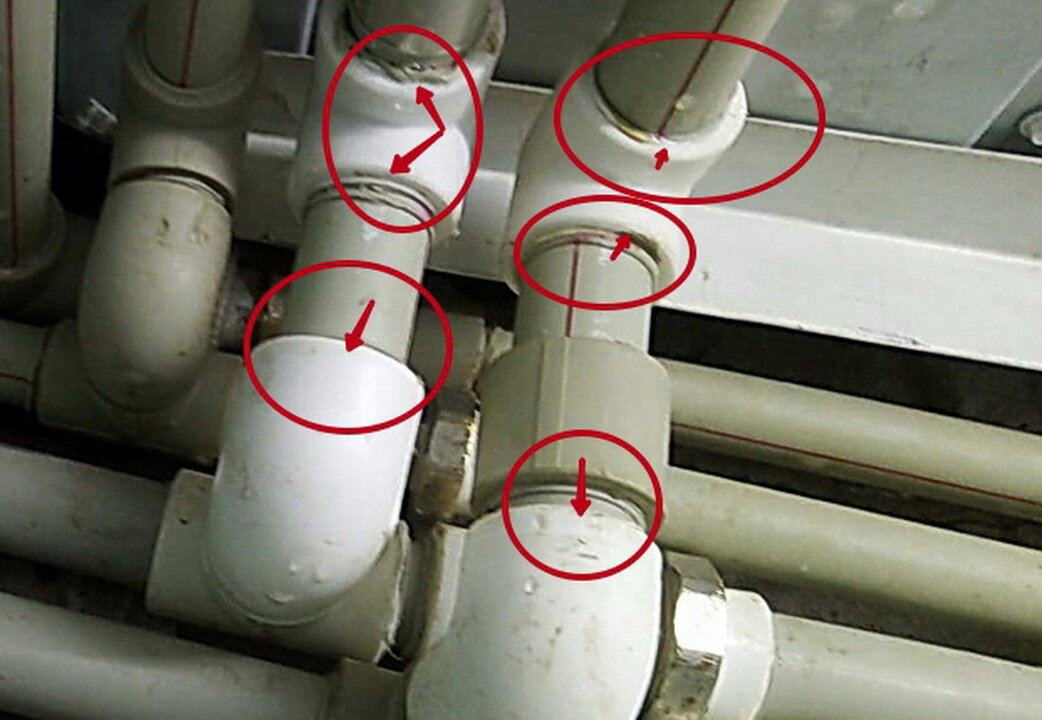
 ФОТО: YouTube.comЗадача кажется невероятно сложной. Тут даже сварка представляется слишком затруднительным процессом
ФОТО: YouTube.comЗадача кажется невероятно сложной. Тут даже сварка представляется слишком затруднительным процессом ФОТО: YouTube.comА между тем технология ничем не отличается от предыдущей. Всё то же кольцо из пластиковой бутылки и горячий фен, который можно заменить чайником кипятка или, очень аккуратно, газовой горелкой
ФОТО: YouTube.comА между тем технология ничем не отличается от предыдущей. Всё то же кольцо из пластиковой бутылки и горячий фен, который можно заменить чайником кипятка или, очень аккуратно, газовой горелкой
Чтобы доказать скептикам эффективность такого соединения, автор провёл эксперимент: он подвесил на соединённые с помощью пластиковой муфты трубы груз весом в 23 кг. Соединение не просто выдержало испытание, оно могло бы спокойно справиться и с гораздо большим весом, потому что на разрыв пластик выдерживает давление в 32 атмосферы при надувании.
 ФОТО: YouTube.comРазрушить такое соединение очень сложно, ему нестрашна коррозия и механическая нагрузка, его не повредит вода или даже агрессивная кислотная среда
ФОТО: YouTube.comРазрушить такое соединение очень сложно, ему нестрашна коррозия и механическая нагрузка, его не повредит вода или даже агрессивная кислотная среда
Подобная технология способна решить очень много проблем назло сварщикам. Если у вас тонкие трубы, вы можете использовать небольшие бутылки по пол-литра, для дополнительного уплотнения применить силиконовый герметик. Свойство полиэтиленовых бутылок сжиматься при нагревании может помочь и в решении других бытовых проблем. Интересные идеи вы можете почерпнуть из этого видеоматериала:
 Watch this video on YouTube
Watch this video on YouTube
Предыдущая ИСТОРИИЕсли ты в душе не штукатур, а художник: как оформить фасад дома
Следующая ИСТОРИИДачные хитрости: капельный полив из пластиковых бутылок
Как сделать корпус трубы из жести
Целью этого этапа является формирование профиля трубы. По длине заготовки внизу и вверху проводится линия, по которой будут загибаться фальцы. При этом с одной стороны отмеряют 5 мм, с другой – 10 мм. Фальцы необходимо загнуть под углом 90 0 . Для этого заготовку укладывают на стальной уголок, совмещая линию сгиба с ребром уголка. Ударяя киянкой по краю, загибают его к перпендикулярной стороне уголка.
Сгибать изделие рекомендуется постепенно, проходя молотком вдоль всей длины. При этом начинать сгибание можно с помощью плоскогубцев.

Теперь на сгибе, величина которого равна 10 мм, делают еще один загиб фальца, чтобы получилась своеобразная буква Г. В процессе сгибания фальца нужно следить, чтобы верхний загиб располагался параллельно заготовке, а его длина составляла 5 миллиметров. Поэтому при нанесении линии загиба фальца с одной стороны отмеряют 0,5 см один раз, а с другой стороны – два раза по 0,5 см.
Выполнив формовку фальцев, можно переходить к формированию корпуса трубы. Для этого лист заготовки укладывают на калибрующий элемент и начинают простукивать киянкой или другим подходящим инструментом, чтобы получить профиль определенной формы. Сначала заготовка принимает U-образную форму, а затем становится круглой. В этом случае фальцы должны соединиться вместе.
Способы гибки труб больших диаметров
Относительно недавно появившиеся способы — гибка труб с участием токов промышленной и высокой частоты и гибка с растяжением. В первом случае используется высокопроизводительная высокочастотная установка, в которой трубу диаметром 95 – 300 мм нагревают, выполняют гибку и охлаждают. В ее состав входят две части — механическая в виде гибочного станка и электрическая, включающая электрическую часть и высокочастотную установку.
Труба деформируется только на нагретом участке, находящемся в зоне индуктора. Изменение геометрии до заданного размера происходит под воздействием отклоняющегося ролика. Таким методом можно получить гиб с кривизной малого радиуса.
Гибку с использованием второго способа осуществляют на гибочно-растяжных машинах, в комплект которых входит поворотный стол. На трубу воздействуют большие растягивающие и изгибающие усилия. Так получают крутоизогнутые гибы с постоянной толщиной стенки по всей окружности.
Применяют метод для гибки труб большого диаметра, используемых в авиационной, автомобильной промышленности, судостроении, где к трубопроводу предъявляют высокие требования. Преимущество в возможности изгибать трубы со стенкой от 2 – 4 мм на 180⁰.
Соединение металлических труб
Не менее часто при прокладке коммуникаций используются и металлические трубы. Из них самыми популярными являются чугунные и металлические.
Выбор труб и способы разводки в квартире
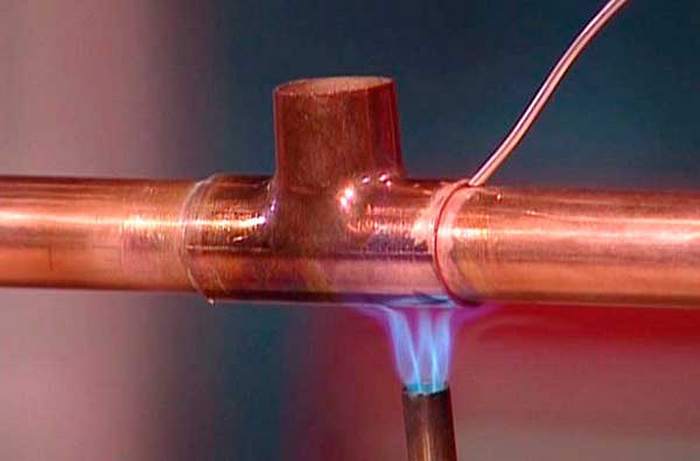
Соединение медных труб выполняют методом пайки, поскольку металл достаточно мягок и не перенесет грубую сварку.
Для пайки медной тубы необходимо купить специальное средство — припой. Его изготавливают из мягких плавких металлов, таких как олово, латунь и пр. Припой имеет вид металлических стержней (твёрдый припой для пайки при высоких температурах) или мелкосеченой проволоки (для пайки при температуре до 459 градусов).
Соединение медных труб пайкой выглядит таким образом:
- Отрезаются нужные куски тубы;
- При помощи труборасширителя чугунная труба расширяется с одного края (в дальнейшем такое расширение будет играть роль раструба);
- Две тубы обезжириваются и обрабатываются специальной пастой-флюсом для качественного соединения припоя с медью;
- После этого необходимо использовать припой для пайки.
- Таким образом, горелкой обрабатываем стыки двух труб до плавления припоя.
- После того как соединение медных труб завершено, нужно сухой ветошью удалить остатки припоя и дать элементам полностью остыть.
- Для создания поворотов магистрали используют специальные медные фитинги, которые паяют таким же образом.
Стыкуем чугун

Чугунные трубы сегодня используются реже, однако и они имеют право на жизнь. Соединение чугунных труб выполняют чаще всего в раструб. Технология выглядит таким образом:
- Расширенный конец трубы полностью очищают и обезжиривают;
- В него вставляют тонкий конец трубы также обезжиренный;
- Теперь свободное пространство в раструбе заполняют паклей из расчета 1/3 всей имеющейся площади, чтобы впоследствии пакля не попала в систему;
- После этого оставшееся пространство заливают асбестоцементом, серой, герметиком или расширяющимся цементом. Ждут полного высыхания. Так соединяют две чугунные тубы.
Кроме того стыковать чугунные тубы можно и при помощи фитингов различной конфигурации. Так, используются фитинги, седелки, муфты и пр.
Преимущества и недостатки такой трубы
Оцинковка – это в первую очередь сталь, материал, имеющий много неоспоримых достоинств.
К ним относятся:
- Прочность;
- Способность выдерживать высокие температуры;
- Превосходная теплопроводность;
- Низкая стоимость по сравнению с другими материалами.
Но без защитного покрытия черный металл подвержен коррозии, быстро ржавеет и приходит в негодность. Цинкование с успехом решило эту проблему. И, несмотря на то, что трубы из оцинковки и стали по форме одинаковы, оцинкованное изделие имеет ряд преимуществ.







Дополнительные плюсы оцинкованного изделия:
- Коррозионностойкость, способность противостоять негативным воздействиям окружающей среды;
- Увеличенный срок службы;
- Повышенная прочность;
- Широкий диапазон рабочих температур;
- Высокая сопротивляемость механическим воздействиям;
- Оцинкованная труба выдерживает высокое внутреннее и наружное давление;
- Простота и удобство монтажа;
- Высокая стойкость к возгоранию;
- Цинк убивает все патогенные микроорганизмы;
- Оцинковка практически не уступает в качестве низколегированной нержавейке, но стоит на порядок дешевле.
Но, как любое инженерное решение, трубопровод из оцинкованного железа неидеален.
- Не очень привлекательный дизайн;
- Дороговизна по сравнению с обычной сталью;
- Цинк усложняет процесс сварки;
- В отличие от пластика, при наличии выступов на стенах, обеспечить плавный переход в конструкции из оцинкованных труб, практически невозможно.
Подсоединение унитаза к чугунной трубе

Если в вашем туалете канализация выполнена из старых чугунных труб, то при покупке нового унитаза узнайте о способах его подключения. Тут все будет зависеть от направленности выпуска унитаза (та часть конструкции, откуда стоки попадают в систему канализации).
Если у вас канализация не менялась со дня постройки дома, то труба может торчать из пола, на приличном расстоянии от стены (если только это не общий стояк, идущий на верхние этажи). Для этого случая необходимо купить унитаз с вертикальным выпуском (на дне конструкции). Унитаз с вертикальным выпуском подсоединяется очень просто, достаточно вставить его в раструб трубы.
Также подсоединяется унитаз с горизонтальным выпуском. Такие конструкции можно часто встретить на изделиях импортного производства. Для подсоединения такого унитаза нужно вставить выпуск в раструб. Место стыковки лучше заделать герметиком или паклей. Так, вы не допустите течь и предотвратите появление неприятного запаха.
Более распространен вариант с косым выпуском. Чтобы подсоединить такой унитаз к чугунной трубе, можно воспользоваться отводом с нужным углом. Его вставляют в трубу, а выпуск унитаза подсоединяют к отводу. Место соединения также желательно герметизировать.

Подготовка труб для соединения Но при всех этих вариантах соединения необходимо подключать унитаз непосредственно к трубе. Это не позволяет устанавливать сантехническое устройство в удобное для вас место. Место монтажа будет зависеть от расположения канализационной трубы. Именно поэтому для соединения унитаза с системой канализации используют специальное устройство – гофру.
Пластиковая гофра легко одевается на выпуск унитаза (если он косой или горизонтальный), а другой конец вставляется в раструб трубы. Такой способ позволяет установить сантехнику в любое удобное для вас место. Гофру легко растянуть на нужное расстояние и поворачивать в любых плоскостях и на любой угол. При этом место соединения можно не герметизировать. Гофра оснащена резиновой насадкой, которая плотно входит в раструб трубы и не дает просачиваться влаге и запахам.
Сварные соединения
Сварка — очень популярный метод стыковки отдельных частей в трубопроводной конструкции. Особенно этот способ востребован при монтаже технических коммуникаций на производствах.

Для монтажа стальных трубопроводов чаще всего применяется метод горячей сварки
Стоит отметить, что посредством сварки могут соединяться не только отдельные детали в металлических конструкциях, но и пластмассовые изделия. В некоторых случаях сварку используют и для стыковки стеклянных деталей.
В зависимости от способа воздействия на материал, выделяют два основных способа такого соединения:
- сварка с помощью плавления;
- сварка давлением.
Сваривание плавлением имеет множество вариантов реализации:
- электродуговая;
- простая электрическая;
- электролучевая;
- лазерная;
- сварка газом.
Самым востребованным, среди этих вариантов можно назвать первый. Использование электродуговой сварки подразумевает то, что источником нагрева является электрическая дуга. Данный тип работ может выполняться двумя способами:
- с переменным током;
- с постоянным током.

Сварка металла может производиться электрическим или газовым оборудованием
Такой вид монтажа может проводиться с использованием различного оборудования, поэтому можно выделить три типа сварки:
- ручная;
- полуавтоматическая;
- автоматическая.
Виды сварных соединений
Существуют разные способы сварки отдельных деталей в трубопроводных коммуникациях. Рассмотрим их:
- встык;
- внахлёст;
- угловое;
- с привариванием различных элементов.
Наиболее востребованными и распространёнными являются следующие соединения с помощью сварки:
- Стыковое (продольное и поперечное). При данном варианте сварки могут использоваться подкладные элементы — кольца. Шов в таких стыках может быть одно- и двусторонним. Последний применяется в тех случаях, когда деталь имеет большие показатели сечения — более 500 мм.
- Угловое (одностороннее и двустороннее). Такой вариант можно выполнить по-разному. В некоторых случаях угловые сочленения сваривают со скосом кромки, а в некоторых — без него.
- Раструбное сварное сцепление внахлёст. Раструбное соединение используется для того чтобы стыковать элементы трубопроводов, имеющих высокий коэффициент пластичности. К ним можно отнести детали из цветных металлов, а также пластиковые элементы.
Кроме этого, посредством сварки соединяют и квадратные трубы, которые используются в строительстве и производстве различной мебели. Для монтажа трубопроводов они не подходят. Это связано с формой их сечения — оно ухудшает пропускные характеристики, в то время как круглое является наилучшим вариантом для трубопроводных конструкций.

Сварка встык применяется для труб, диаметр которых превышает 50 мм
Виды соединений труб без сварки и резьбы
Но если нет под рукой сварочного оборудования или набора метчиков и лерок, то следует использовать следующие способы:
- Использовать фитинги для труб. Доступная ценовая политика и хорошее качество делают данные изделия наиболее приемлемыми. Фитинги имеют жёсткую конструкцию, из-за чего плотно и надёжно обхватывают срез труб, не пропуская циркулирующую по системе жидкость. Срок эксплуатации фитинга зависит от его производителя, поэтому лучше всего отдать предпочтение продукции Швейцарии или Франции.
- Использовать фланцы. По конструкции фланец напоминает стандартный хомут, по внутренней части которого идёт резиновый уплотнитель. Фланец обладает следующими преимуществами: простота монтажа, низкая стоимость, долговечность.
- Применить муфту Гебо. Конструкция муфты Гебо достаточно проста и состоит из трёх колец (зажимного, прижимного и уплотнителя), гайки и самого фланца. Монтаж данного изделия не займёт много времени, если знать точную последовательность установки. Применив муфту Гебо можно достигнуть высокой герметичности соединения. Срок эксплуатации изделия продолжителен, за исключением уплотнительного кольца, которое приходится менять через определённые временные промежутки.
- Применить ремонтно-монтажную обойму. Конструктивно данное изделие выполнено в виде двух частей, которые необходимо стянуть посредством болтов. Следует помнить, что ремонтно-монтажная обойма относится к разряду расходных материалов, применяющихся в аварийных ситуациях. Не следует использовать её для длительной эксплуатации.
Вышеперечисленные способы соединений подходят для труб с жёсткой структурой. Это могут быть изделия, выполненные из металла, стали, чугуна или поливинилхлорида. К профильной продукции, при которой не требуется высокая герметичность, следует применять следующие варианты соединений:
Краб-система. Конструкция состоит из скоб и болтов с гайками, выполняющих роль стягивающего элемента. С помощью краб-системы можно стянуть несколько труб, при этом прочность в данных местах будет очень высокой. Имеются несколько видов краб-систем, отличающихся друг от друга только количеством отверстий под зажим.
Соединительная система краб
Хомуты для крепежа. Универсальные элементы, используемые практически в любой строительной отрасли. С помощью хомутов можно стянуть 2 и более профильные трубы, при этом конструкция, по прочности, будет не слишком отличаться от сварной.





Преимущества и недостатки такой трубы
Оцинковка – это в первую очередь сталь, материал, имеющий много неоспоримых достоинств.
К ним относятся:
- Прочность;
- Способность выдерживать высокие температуры;
- Превосходная теплопроводность;
- Низкая стоимость по сравнению с другими материалами.
Но без защитного покрытия черный металл подвержен коррозии, быстро ржавеет и приходит в негодность. Цинкование с успехом решило эту проблему. И, несмотря на то, что трубы из оцинковки и стали по форме одинаковы, оцинкованное изделие имеет ряд преимуществ.
Дополнительные плюсы оцинкованного изделия:
- Коррозионностойкость, способность противостоять негативным воздействиям окружающей среды;
- Увеличенный срок службы;
- Повышенная прочность;
- Широкий диапазон рабочих температур;
- Высокая сопротивляемость механическим воздействиям;
- Оцинкованная труба выдерживает высокое внутреннее и наружное давление;
- Простота и удобство монтажа;
- Высокая стойкость к возгоранию;
- Цинк убивает все патогенные микроорганизмы;
- Оцинковка практически не уступает в качестве низколегированной нержавейке, но стоит на порядок дешевле.
Но, как любое инженерное решение, трубопровод из оцинкованного железа неидеален.
- Не очень привлекательный дизайн;
- Дороговизна по сравнению с обычной сталью;
- Цинк усложняет процесс сварки;
- В отличие от пластика, при наличии выступов на стенах, обеспечить плавный переход в конструкции из оцинкованных труб, практически невозможно.
Особенности соединения профильных труб
Профильные трубы обладают хорошей прочностью и относительно небольшим весом, поэтому они часто используются для монтажа каркасных конструкций, а также в других строительных целях.
По форме профильные трубы могут быть:
- прямоугольные (наиболее распространённая форма);
- квадратные;
- овоидные (овальные);
- другие (более сложные формы).

Наиболее надежный способ создания конструкций из профильных труб — это крепление их при помощи сварки
Для соединения квадратных труб, как правило, используют электродуговую сварку. А также существуют специальные соединения, которые реализуются с помощью болтов и заклёпок. Стыковка квадратных и прямоугольных труб производится одними и теми же способами.
Кроме этого, к таким трубам можно стыковать различные детали. Такая стыковка проводится с использованием самонарезающих шурупов. Данные элементы не требуют выполнения предварительных отверстий.
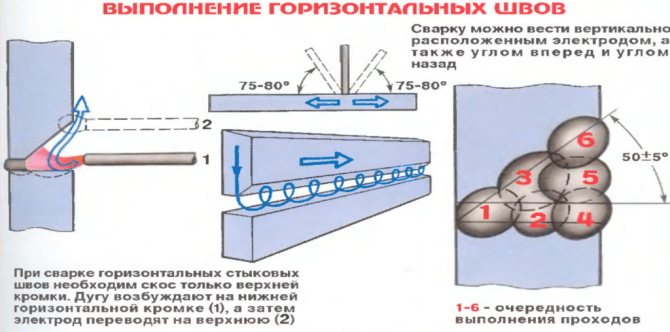
Методика работы с горизонтальным стыком
Методика действий с неповоротными стыками трубопровода в горизонтальном положении отличается тем, что разделывать кромки полностью не обязательно. Осуществлять эти действия необходимо средней дуговой сваркой. Можно сохранить лишь несущественную разделку в 10 градусов. Такие действия обеспечивают улучшение процесса соединения металлических частей и сохранности их качества на прежнем уровне. Варить горизонтальные стыки трубопровода лучше обособленными неширокими слоями. Первым валиком проваривается корень шва, при этом используются электроды 4 миллиметра в диаметре. Лимит силы по закону Ома должен быть установлен в диапазоне от 160 до 190 А. Электрод получает движение характерное возвратно-поступательному, в то время как внутри стыка должен появиться нитевидный валик 1-1,5 мм высотой. Покрытие прослойки №1 подлежит тщательной зачистке. Прослойка №2 проделывается таким образом, чтобы он закрывал предыдущую прослойку, когда электрод движется возвратно поступательным образом и когда происходит его практически незаметное покачивание между краями верхней и нижней кромок.

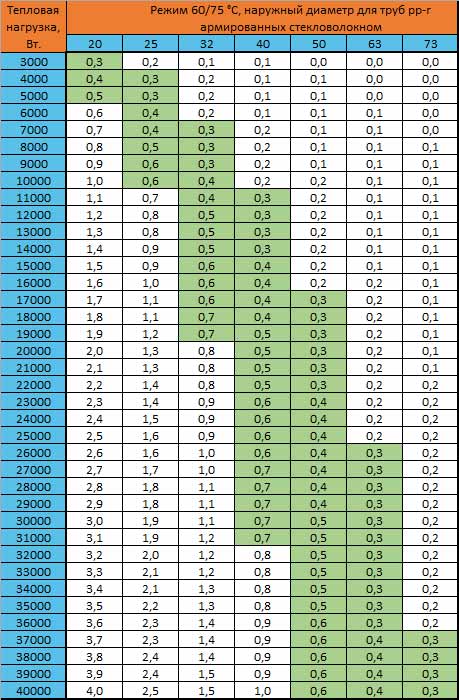
Таблица соотношения сварочных токов в зависимости от различных показателей
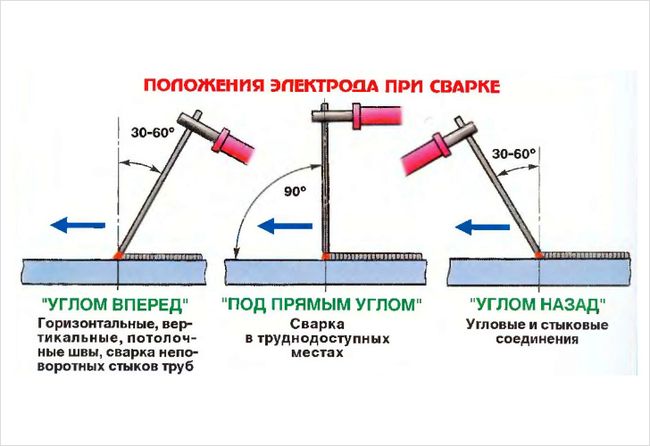
Направление второго слоя не отличается от первого. Перед выполнением третьего слоя силу тока необходимо увеличить до 250-300 А. Чтобы сделать процесс соединения металлических элементов более производительным, нужно использовать электроды диаметром 5 миллиметров. Направление варки третьего слоя осуществляется противоположно направлениям предыдущих двух слоев. Третий валик рекомендуется выполнять на более высоких режимах. Скорость нужно выбрать такую, чтобы валик был выпуклым. Варить необходимо под «углом назад» или под прямым углом. Третий валик должен заполнять две трети ширины валика №2.
Выполнение четвертого валика следует вести на режимах, используемых при выполнении третьего. Угол наклонения электрода — 80-90 градусов от поверхности трубы, которая расположена по вертикали. Направление четвертого валика остается прежним.
Технология выполнения электросварки с горизонтальными стыками при наличии более 3-х прослоек имеет свою особенность: третья прослойка со всеми последующими выполняются в направлениях, каждый из которых противоположен предыдущему. Трубы, достигающие диаметра в 200 мм, как правило, подлежат сварке сплошными швами. Обратно-ступенчатый способ характерен для сварочного процесса стыков трубопровода диаметром более 200 мм. Каждому участку рекомендуется быть примерно 150-300 мм длиной.
Виды соединений
Все существующие трубные соединения подразделяются на две основные группы:
Использование разъёмных соединений позволяет в случае необходимости разбирать стыковой участок. Благодаря этому свойству можно проводить ремонт и замену стыка без нарушения целостности труб. К разъёмным стыкам относятся резьбовые соединители (фитинги) и фланцы.
В случае с неразъёмными сочленениями разобрать трубопровод можно, однако, это приведёт к повреждению материала труб. Наиболее популярным вариантом неразборного соединения трубопроводов является сварка. Кроме этого, существует ещё ряд способов: склеивание, прессование, монтаж раструба при помощи цементного раствора.
Все вышеперечисленные методы являются довольно популярными и применяются для того, чтобы выполнить соединение трубопроводов, транспортирующих различные среды: водопроводов, отопительных коммуникаций, газовых сетей, канализационных систем, а также промышленных и технических магистралей.
Инструкция по изготовлению трубы из оцинковки
Первым делом нужно разметить лист железа, нанеся линии сгибов фальцев с одной стороны размером 5 мм, с другой два раза по 5 мм, фальц с одной стороны должен быть шире второго, чтобы сформировать в дальнейшем прочный шов. Сгибают лист под углом 90° с обеих сторон, используя уголок и плоскогубцы.

Затем, повернув заготовку, формируют фальцы, доводят угол до 135-140°, простукивая киянкой или молотом с мягким бойком края жести аккуратно, чтобы не повредить материал изделия. После формирования фальцов, можно переходить к формированию самой трубы.
Закрепляют заготовку на калибровочном шаблоне, чтобы придать ей нужную форму, и еще раз простукивают до тех пор, пока фальцы не соединятся.
Широкий край еще раз сгибают параллельно плоскости изделия под углом 90°.
Последний этап — соединение концов между собой плоским швом с помощью киянки.
Совместить фальцы, загнуть горизонтальную часть второго фальца, обернув им первый фальц, а затем загнуть этот шов, плотно прижимая к плоскости трубы.
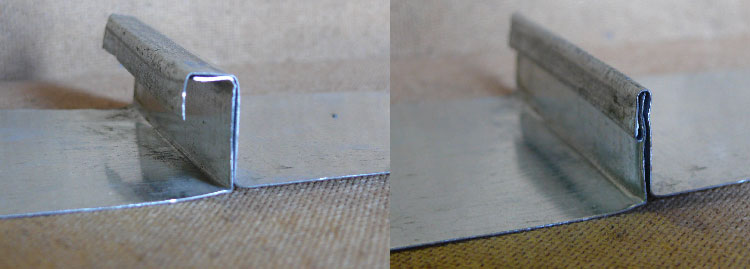
Можно дополнительно укрепить место соединения заклепками из металла с помощью сварочного аппарата, хотя чаще всего оцинкованные трубы соединенные с помощью плоского шва не нуждаются в дополнительном его укреплении.







Монтаж при помощью резьбового соединения
О том, как соединить железные трубы без сварки, пойдет речь дальше, а в этой статье можете узнать как правильно произвести сварку оцинкованной трубной продукции. Чтобы произвести состыковку, этот способ является очень распространенным.
Чаще всего резьбу накатывают на спецоборудовании, но такую работу можно выполнить самостоятельно.
Она выполняется в такой последовательности:
Отрезают кусок заготовки, на котором предусматривается нужный припуск на резьбовую часть.
Трубу закрепляют на плашкодержатель. В тиски кусок металлической заготовки закрепляют так, чтобы он не прокручивался. Плашку на конечную часть металлической трубы нужно аккуратно наживить
При этом важно не сделать даже маленького перекоса, в противном случае резьба выйдет кривая, и соединить участки не получиться. Для удобства работы заготовки рекомендуют смазать машинным маслом
Когда плашка перестает проворачиваться, то рекомендуют выполнить один проворот в обратном направлении. При этом удалится срезанная стружка, а именно она становится помехой для продвижения вперед. На участке, проходящем на близком расстоянии к стене, сделать полный оборот при нарезке резьбы можно не всегда. В таких ситуациях рекомендуют использовать плашкодержатель с храповым механизмом. Чтобы соединение резьбовым способом было надежным, нужно использовать уплотнение. В этих целях применят сантехническую подмотку. Перед закручиванием резьбового стыка стоит проверить изделия на наличие заусениц и остатков стружки. А само закручивание должно производиться с определенным усилием.

Другие разновидности стыковки труб без помощи сварки
Использование резьбовых соединений — наиболее популярный и распространённый метод монтажа трубопроводных конструкций без применения сварки
Однако существуют и другие виды соединения труб, на которые стоит обратить внимание
Выбор способа, как правило, зависит от материала, из которого изготовлен трубопровод. Все трубы можно условно разделить на два вида:
- гибкие;
- жёсткие.
К первой группе относятся изделия, которые состоят из различных полимерных материалов: полипропилена (ПП), полиэтилена (ПЭ), а также металлопластиковую продукцию. Вторая группа не обладает такой пластичностью и включает в себя: стальные, чугунные, поливинилхлоридные (ПВХ), медные и т. д.