
Работа по металлу
Фрезеровка металла ручным фрезером производится в очень редких случаях, так как данный инструмент не предназначен для этих целей. Иногда его применяют для зачистки сварных швов или раззенковки отверстий. Также допускается работать данным инструментом для обработки изделий из алюминия, меди, бронзы и латуни (для выборки пазов). В агрегат устанавливается твердосплавная пазовая фреза, и происходит фрезеровка детали обычным способом.
Иногда ручной фрезер используют для гравировки узоров на плоскостях из цветных металлов. В таком случае используются такие же шаблоны и приспособления, как и для работ по дереву, только в цангу фрезера зажимаются специальные гравировальные фрезы.

Способы обработки кромок
Обработку кромок под сварку проводят разными способами:
- вручную, используют зубило, напильник или наждачку;
- с использованием механизации: а) вращающиеся вокруг оси заготовки обтачивают на карусельном, расточном или токарном станке; б) для остальных деталей используют фрезерование, шлифовальный инструмент, строгальные станки, дробеструйное и пескоструйное оборудование; в) криволинейные края под сварку делают на специальных фрезеровальных станках или универсальных центрах;
- термическим способами: а) газовым резаком (газовая завершается ручной доводкой); б) плазмотроном, (плазменная обрезка кромок самая точная).
Основные элементы конструкции
Стационарный станок для кромки ПВХ состоит из станины, рамы, на которой закреплена столешница, и одного или нескольких рабочих модулей. В качестве материала для рабочего стола используют текстолит или другой относительно мягкий материал, который не повредит ламинированную поверхность плиты.
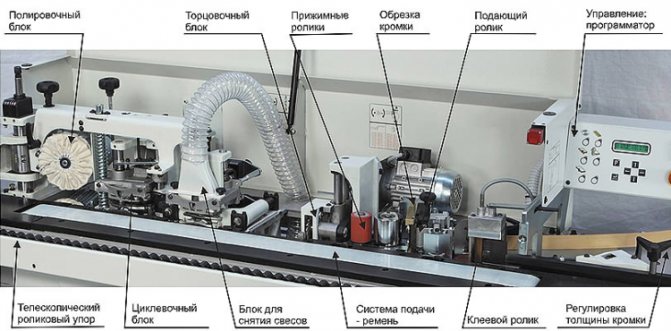
На столешнице крепится модуль, который отвечает за подачу ленты, ее отрезание, разогрев и нанесение клея на рабочую поверхность и, собственно, приклеивание. В большинстве случаев данный модуль допускает тонкую настройку, что позволяет работать с материалом различной ширины.
Одна из основных составляющих модуля – система подачи ленты. Она включает в себя штырь для установки рулона, приводной и нескольких направляющих роликов, резак гильотинного типа. Гильотина приводится в действие с помощью механического или пневматического привода. Приводной ролик имеет регулировку скорости вращения, что позволяет использовать станок для обработки деталей со сложной геометрией.

В качестве материала для оклейки кромки может использоваться лента без заранее нанесенного на нее клеевого состава. Для работы с таким материалом в модуле предусмотрена ванночка для клея с подогревом. Подготовленный состав с помощью валика равномерно наносится на ленту. В случае же использования ленты с клеем ванночка не нужна, для приклеивания ленты используется нагреватель, который разогревает клеевой слой. Лента прижимается роликом.
Он являет собой фрезу, вращающуюся с высокой скоростью, которая обрезает излишки материала и выравнивает поверхности во всех плоскостях. После фрезера опционально устанавливается модуль полировки, который идеально выравнивает срезы и боковую поверхность.
В конструкцию автоматических кромочных станков также входит система подачи и передвижения плиты. Она представляет собой несколько прорезиненных роликов, которые поддерживают заготовку и придают ей скорость, точно соответствующую скорости укладки кромочной ленты.
Какой клей выбрать для кромки
Современные производители мебели применяют клеи-расплавы. Такой вид клея уже давно зарекомендовал себя и практически не имеет равных по своим качественным характеристикам. Однако есть один существенный недостаток в их использовании — необходимо иметь специальное оборудование, которое способно выполнять поклейку с высокой скоростью и хорошего качества. Для тех, кто планирует заниматься изготовлением мебели профессионально, есть смысл приобрести такое оборудование. Если же вы просто любитель и не планируете заниматься изготовлением мебели, то этот вариант точно не подойдет.
Современные производители мебели применяют клеи-расплавы.
В домашних условиях распространено применение клея ПВХ. Он отлично справляется с задачей приклеивания бумажных материалов к любым другим
Важно учитывать, что такой клей не дружит с влагой, поэтому для кухонной мебели его использовать не стоит. А вот универсальные клеи не только надежно приклеят материалы друг к другу, но и не боятся воздействия влаги
Для высыхания потребуется 3-4 часа, после чего изделие будет готово к использованию. Стоит такой клей недорого, кроме того он доступен — есть почти в каждом магазине, и безопасен
Профессионалам, которые планируют использовать клеи-расплавы, можно обратить внимание на продукты марки Kleiberit
Профессионалам, которые планируют использовать клеи-расплавы, можно обратить внимание на продукты марки Kleiberit
Способы декора
Обычные деревянные, фанерные табуретки выглядят скучно и безлико. В оригинальном исполнении подойдут только для дачи, балкона, посиделок на природе. Самые простые способы декора – однотонная покраска, роспись, лакирование. Создать стильный объект интерьера можно в технике декупаж. Метод нельзя назвать простым, но результат будет того стоить. Табуретки также можно декорировать текстурными обоями в цвет поверхностей комнаты или пошить, связать для них мягкие текстильные чехлы.

Сделать простую табуретку эксклюзивным объектом мебели можно, если декорировать ее сиденье бетоном. Такие варианты будут отлично смотреться на кухне модерн, лофт, хай-тек. Работать можно с крышкой любой формы. Наливаем в пластиковое ведро, подходящую емкость раствор, помещаем табурет сиденьем вниз, распределяем бетон равномерно. Чтобы смесь не пристала ко дну и боковым стенкам, их предварительно надо смазать маслом или мыльным раствором.
Лента меламиновая с клеем: особенности кромления
Прежде чем приступить к работе, необходимо определиться, какие инструменты помогут выполнить данную работу. Если для кромления выбрана лента меламиновая, необходим утюг. Лучше отдать предпочтение небольшому устройству
При этом важно, чтобы его подошва была толстая и без повреждений и пятен. Отлично для таких целей подойдет утюг, который произведен был лет так 30-40 назад
Именно эти изделия отвечают данным требованиям.
Еще одни инструмент, который потребуется для данной работы, это нож. Но тут обычный кухонный не подойдет. Он должен быть сапожный или канцелярский. Также можно воспользоваться ножом от рубанка. Есть и специальные инструменты, которые предназначены для данных целей. Такие ножи производит фирма Virutex.
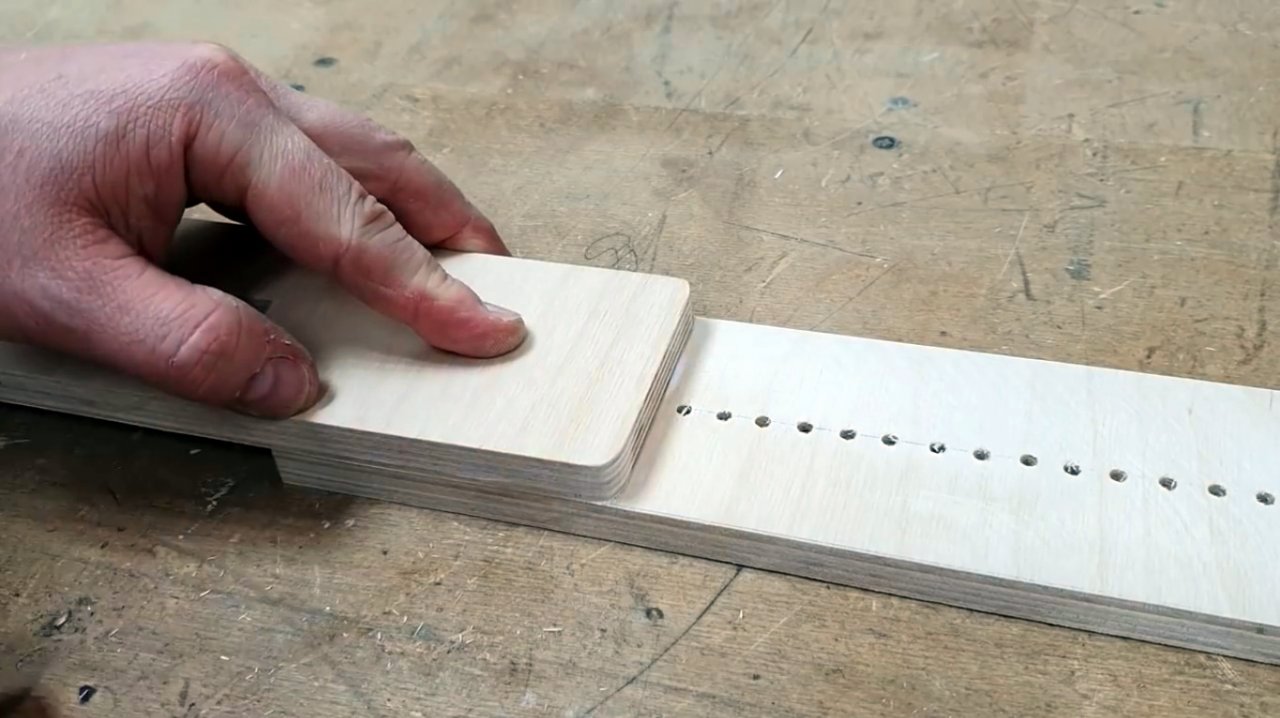
Ну и, конечно, брусок с наждачной бумагой. Его можно приобрести или сделать самостоятельно. Если выбран второй вариант, то необходимо приклеить на брусок определенного размера наждачную бумагу. При этом можно использовать разную ее зернистость. Наклеить бумагу со всех сторон бруска. Наиболее подходит показатель зернистости 150 единиц для данных целей.
Где нужно выполнять кромление
Производители мебели часто делают кромление только видимых частей торцевых поверхностей. С точки зрения экономии это выглядит вполне объяснимо, а вот с учетом вышеприведенных фактов такой подход может обернуться определенными проблемами – защитная кромка должна присутствовать во всех местах, где имеется открытая внутренняя структура ДСП.
Если вы приобрели мебель с незащищенными краями, их кромкование вполне можно сделать самостоятельно в домашних условиях. Для этого не нужно иметь никакого специального оборудования – кромку можно клеить обычным утюгом.








Не поленитесь потратить несколько минут на эту операцию – вы надежно защитите себя и вашу мебель и заметно продлите срок ее службы. Далее мы подробно разберем, как правильно клеить кромочную ленту своими руками.
Присадка деталей из ДСП, ЛДСП
Присадка (сверловка) – это сверление глухих и сквозных отверстий для соединения мебельных деталей между собой, при помощи стандартных крепежей, также сверление или наколка монтажных отверстии для установки мебельной фурнитуры или механизмов Невская мебельная корпорация обладает достаточными производственными мощностями для обеспечения высококачественной присадки ДСП. Под присадкой, или сверловкой, подразумевается сверление различных отверстий (сквозных и/или глухих), которые обеспечивают надежное соединение различных деталей мебели с использованием стандартного крепления, а также установку всевозможных механизмов и/или мебельной фурнитуры. Точность присадки ДСП и ЛДСП гарантирует высочайшее качество сборки, прочность и долговечность в использовании любой мебельной продукции.
Зачем нужен кромочный станок
Как только материал раскроен, вырезаны все необходимые детали, их кромки оклеивают лентой из различных материалов. В основном это материалы на основе ПВХ, бумаги, обработанных тканей. Данная процедура призвана решить сразу несколько задач.

Декоративное оформление. В продажу поступают ленты для оклейки кромок с различной текстурой и окраской. Чаще всего используется материал, имитирующий фактуру дерева или камня.
Защита плиты. Лента, которая используется для оклейки кромки, изготавливается из материалов на полимерной основе. Она характеризуется высокой прочностью и износостойкостью. Данное покрытие защищает плиту от возможных физических повреждений, проникновения влаги, разрушения структуры вследствие разбухания.

Защита людей от вредных испарений. Современная плита на основе дерева создается с использованием высококачественных материалов и вяжущих веществ, тем не менее ДСП на протяжении первых месяцев эксплуатации может выделять токсины. Защитить владельца от вредного влияния собственной мебели и призван станок для кромления ЛДСП.

Устройства данного типа являются узкоспециализированными, тем не менее подобный станок непременно должен быть в хозяйстве мастера, который занимается изготовлением мебели.
Общие правила работы
Несмотря на свою простоту в обращении, фрезер является травмоопасным инструментом, если использовать его, не соблюдая простые правила. Итак, основные правила работы с данным агрегатом следующие.
Рукава одежды должны плотно прилегать к рукам. Если у вас длинные волосы, то их необходимо подобрать, чтобы исключить попадания их на фрезу и последующего наматывания.
Перед началом работы следует обязательно проверить сетевой кабель на наличие повреждений изоляции. Повреждение шнура происходит в момент, когда кабель случайно попадает на еще не остановившуюся фрезу. Найденные потертости изоляции необходимо заизолировать.
Подготовьте рабочее место так, чтобы на нем не находились посторонние предметы (гаечные ключи, отвертки, шурупы и т.д.), которые могут попасть под работающий инструмент и повредить его.
Используйте только хорошо заточенный инструмент (фрезы). Проверить остроту лезвия можно пальцем: для этого нужно провести им по лезвию под углом 90 градусов. Если кромка острая, то вы ощутите легкий зацеп кожи за острые края. В противном случае палец будет легко соскальзывать с лезвия.
Перед использованием фрезы с упорным подшипником обязательно смажьте его одной каплей масла. Подшипник должен вращаться легко и без задержек.
Устанавливая оснастку в цангу, убедитесь, что хвостовик фрезы входит в нее не менее, чем на 20 мм.
Каждый раз, устанавливая фрезу, удаляйте с ее лезвий нагар и остатки древесины с помощью пластины из мягкого металла.
Используйте специальные защитные очки. Хорошо, если они будут пылезащищенные.
Обязательно защищайте органы дыхания от мелкой пыли, которая в изобилии образуется при фрезеровании, особенное если обрабатываются детали из ЛДСП и МДФ. В качестве защиты можно использовать респиратор или обычную медицинскую маску, купленную в аптеке.
Всегда закрепляйте заготовку на столе с помощью струбцин. Держать заготовку одной рукой во время обработки запрещается.
Правильно подбирайте скорость вращения шпинделя агрегата, в зависимости от диаметра установленной оснастки
Также следует обращать внимание на твердость древесины. Чем выше твердость материала, тем меньшую скорость вращения нужно устанавливать.
Фреза за один проход должна погружаться в заготовку на глубину не более 3 мм.
Перед началом обработки заготовки следует включить фрезер и дождаться момента, когда фреза наберет необходимые обороты, и затем приступать к введению фрезы в древесину
Если начать фрезерование на малых оборотах либо при начальных оборотах инструмента, то режущая часть оснастки будет бить по заготовке, образуя сколы на ней. Кроме повреждения детали, фрезер может отскочить в сторону и травмировать оператора.
Следует держать агрегат так, чтобы вы могли видеть вращающуюся оснастку и контролировать ее погружение в материал.
Поскольку фреза вращается по ч. стрелке, то движение фрезера должно быть направлено таким образом, чтобы лезвия оснастки двигались навстречу материалу, как показано на рисунке ниже.
Фрезер нужно крепко удерживать в руках, но без излишнего надавливания на заготовку. Прижимать его следует равномерно и вести агрегат плавно, без рывков, на протяжении всей траектории движения.
Если проводится работа фрезером на низких оборотах, да еще и продолжительное время, то ему нужно периодически давать остыть. Следует запустить агрегат на максимальных оборотах (вхолостую) секунд на 20-30, чтобы двигатель хорошо провентилировался потоком воздуха, создаваемым крыльчаткой, установленной на его валу.
Для остановки фрезерования, например, кромки заготовки, требуется сначала вывести фрезу из древесины, а затем отключить агрегат. Но при фрезеровке глубокого паза сначала нужно остановить подачу инструмента, выключить его, дождаться полной остановки оснастки и только после этого извлечь фрезу из углубления.
Разновидности присадочных станков
В промышленном производстве мебели первыми были сверлильно-присадочные станки для одной детали. Они были одношпиндельными и выполняли одно отверстие, со временем они перестали пользоваться популярностью. И причина этого в том, что карта присядки содержит много точек для проделывания отверстий, именно поэтому все существующие ныне модели таких станков являются многошпиндельными.
Первые модели станков данного типа имели следующую основу:
- станину и стол;
- сварную раму, на которой будут размещены шпиндели.
При запуске электродвигателя станок начинал работать, при этом опускалась рама, а шпиндели делали отверстия. В те годы в Советском Союзе не было серийного производства такого оборудования, каждая мебельная фабрика производила их самостоятельно. Однако процесс был крайне длительным, при этом нужно было делать отдельный станок для каждой детали.
В течение какого-то периода такие станки перестали применяться при производстве мебели, вместо них стали применять многошпиндельные конструкции для разных деталей.
Настоящее время
В последние годы мебельные компании начали активно переходить на многошпиндельные станки, оснащенные сверлильной головкой. Она нужна для создания требуемого количества отверстий, применяемых для установки сверл. Такие отверстия размещены на расстоянии 1,5 дюйма друг от друга. Головка двигается благодаря электродвигателю, который применяется вместе с такими передачами, как:
Но нужно учитывать, что срок службы ремневых передач не слишком долог, соответственно, их нужно будет часто менять.
А вот применение цепных передач создает много шума во время работы. Поэтому производители мебели выбирают преимущественно шестеренные передачи, в которых крутящий момент передается от одного шпинделя к следующему. Такое вращение обеспечивается благодаря правым и левым сверлам.
Станки, применяемые для индивидуального производства мебели, оснащены одной шпиндельной головкой, которая размещена в вертикальной или горизонтальной плоскости. Точное размещение зависит от создаваемого отверстия.
Многошпиндельные конструкции, оснащенные одной головкой, обычно применяют для создания таких отверстий:
Естественно, что можно создать их и все вместе, но для этого потребуется смещение деталей, что может впоследствии нарушить при сверлении геометрию.
Более привлекательными являются станки-половинки, которые практичны и более функциональны. Ключевая их особенность — это присутствие горизонтальной боковой сверлильной головки, а также двух вертикальных внизу. В числе других преимуществ таких конструкций следующее:
- они более удобны в эксплуатации по сравнению со сверлильными головками;
- можно сделать придаточные отверстия в 3−4 приема;
- хорошо подходят для индивидуального использования.
Конструкция сверлильно-присадочных станков автоматического типа включает в себя вращающиеся головки, благодаря которым можно делать отверстия, которые могут быть разных размеров и иметь сложные карты присядки. Они могут быть применены в серийном производстве мебели. В числе их недостатков — это длительная настройка. Например, когда нужно сделать детали нестандартного размера, калибровать станок потребуется целый день.
Для компаний, которые занимаются производством мебели по индивидуальным заказам, лучше всего выбирать станки с продольной подачей. Их преимущества следующие:
- несложная настройка;
- есть вызываемые головки.
Читать также: Стойка для болгарки своими руками чертежи видео
Обработка одной детали займет около 2 минут, но для крупных производителей это много.
Самое дорогостоящее оборудование данного типа — это с поперечной подачей. Высокая стоимость обусловливается высоким КПД. При необходимости создания отверстий в детали можно применять одно определенное сверло.
Как распилить ЛДСП без сколов?
ЛДСП — это всем известная древесно-стружечная плита, тонко шлифованная и покрытая бумажно-смоляной плёнкой. Ламинирование осуществляется под давление 25-28 МПа при температуре 140-210 C. Покрытие получается прочным, красивым, устойчивым к механическим повреждениям и термическому воздействию, что делает ЛДСП весьма привлекательной для мебельного производства и внутренней отделки помещений.
Многие домашние мастера предпочитают самостоятельное изготовление мебели и покупают качественную ЛДСП в строительных магазинах или у производителей. Благо, шрочайшая цветовая гамма ламинированных покрытий позволяет без труда подобрать самый подходящий материал. Текстура поверхности тоже разнообразна: она может быть гладкой, имитирующей древесину или натуральный камень, тиснёной под шагрень или древесные поры.
Но чтобы изготовить собственными руками уникальную мебель или эксклюзивный интерьер, не достаточно просто купить ЛДСП и раскроить её по лекалам. Тонкое ламинированное покрытие имеет хрупкую структуру. При грубых неграмотных действиях разрез получается рваным, а на кромках покрытия появляются глубокие раковины. Чтобы распилить ЛДСП без сколов и трещин, нужно знать некоторые хитрости работы с ней.
Правила распиловки ламинированной ДСП
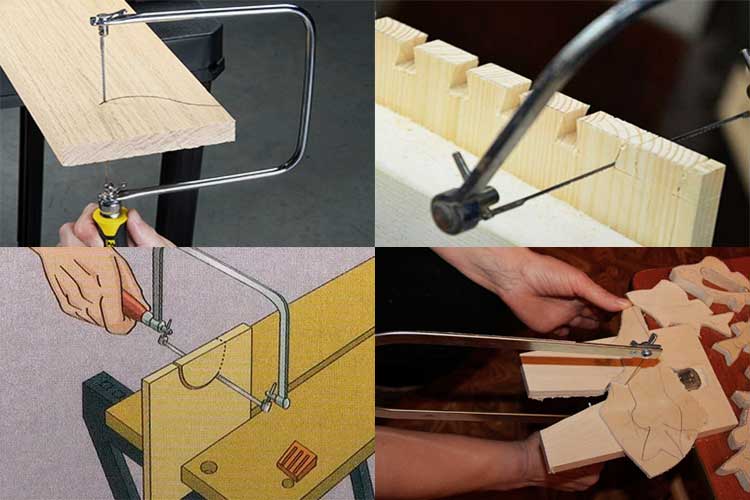
Резать ЛДСП в домашних условиях можно ручной пилой с мелкими зубьями, дисковой пилой, электролобзиком. Чтобы работа прошла без сучка и задоринки, надо:
1. По линии распила плотно закрепить клейкую ленту, не позволяющую зубьям повредить лицевую часть покрытия.2. Острым ножом по линии распила прорезать ламинированное покрытие и слой щеп под ним. Таким образом, пила будет резать внутренние слои ДСП, воздействуя на покрытие лишь по касательной.3. Ручную пилу при работе располагать под очень острым углом к поверхности доски.4. Распил электрическими инструментами выполнять с минимальной подачей.5. На полученной детали острым ножом срезать тонкий слой кромки покрытия под углом 45 .6. Шлифовку распила выполнять мелким напильником, обрабатывая срез в направлении от краёв к центру.










Чтобы при дальнейшей эксплуатации край распиленной ЛДСП не образовывал сколов и трещин, его нужно защитить специальными накладками. Это может быть самоклеящаяся меламиновая лента, С-образный накладной кант, Т-образная кромка.
Как согнуть ДСП – практический аспект
Иногда необходимо изготовить согнутую деталь из древесно-стружечной плиты – торец стола, шкафчика, полочки.
Для этого нужно вначале вырезать по размерам необходимый фрагмент материала, после чего выполнить многочисленные параллельные пропилы на его внутренней поверхности (см. рис. 1 и 2):
Необходимый фрагмент Нанесение пропилов
Для придания изогнутой формы полученную деталь следует приклеить к шаблону клеем ПВА и зафиксировать саморезами. После выдерживания времени, необходимого для застывания клея, деталь можно снять и использовать по назначению.
Перед вкручиванием саморезов в ДСП желательно заранее рассверлить материал. Для этого используются сверла, имеющие на 1-2 мм меньший диаметр, чем саморез. Сверла для ДСП применяются такие же, как и для сверления дерева, а саморезы покупаются стандартные.
Благодаря меньшей стоимости древесно-стружечных листов, чем других монтажных и строительных материалов, небольшое количество брака при работе своими руками не является критическим. Испорченные листы можно использовать для изготовления меньших по размерам изделий, не неся затрат на привлечение профессионального оборудования и специалистов.
Технология кромления на заводе изготовителе
В производстве поклейка кромки реализуется посредством специализированного оборудования, популярностью пользуются такие станки как:
- Прямолинейная модель.
- Криволинейные образцы.
В первом варианте исполнения мастера фиксируют полосу исключительно по прямой линии, за основу берется метод деталировки, старт процесса происходит сразу после распила плиты ДСП.
Второй случай более сложный, для работы профессионалов нужна раскройка деталей, для этого этапа предназначен ручной фрезер, а в момент реализации задуманного специалисты пользуются заранее продуманными схемами.
Профили для обработки края мебели
Отделать край мебели можно не только кромочной лентой. Есть еще мебельные профили, которые крепятся механически. Они есть двух сечений — Т-образного или П-образного (называют еще С-образного).
Под Т-образные мебельные профили в обрабатываемой кромке фрезеруется паз. В него мебельной (резиновой) киянокой забивается профиль. Края обрезаются под 45°, чтобы угол выглядел привлекательно. До идеального состояния доводится мелкой наждачной бумагой. Этот тип профилей выпускают из ПВХ и алюминия, при одинаковом способе монтажа выглядят они очень по-разному, причем отличия существенные.
По ширине они есть под ЛДСП 16 мм и 18 мм. Есть и широкие, но они встречаются намного реже, так как работают с таким материалом меньше.
С- или П- образные профили чаще всего монтируют на клей. Им промазывают кромку, затем надевают пластиковый профиль, хорошо прижимают и фиксируют. Эти ПВХ профили бывают мягкие и жесткие. Жесткие хуже гнуться и оклеивать ими криволинейные кромки сложно. Зато имеют большую прочность.
Если все-таки требуется «посадить» жесткий С-образный мебельный профиль на изгиб, его разогревают строительным феном, затем придают желаемую форму и закрепляют малярным скотчем до тех пор, пока не высохнет клей.
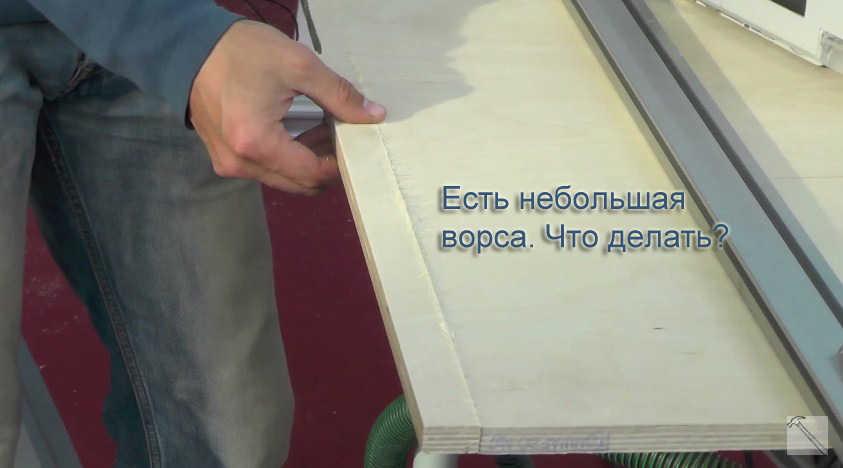
Обработка кромки
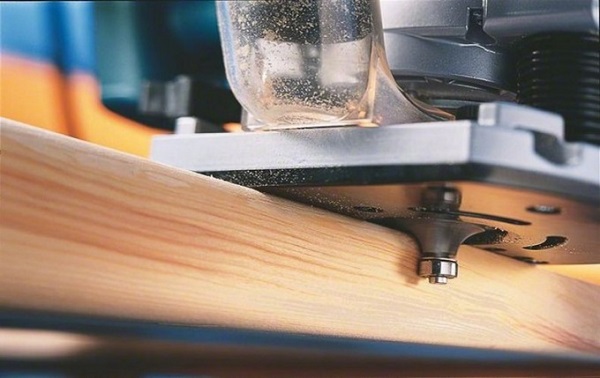
Для обработки кромок и торцов заготовки используют специальные кромочные фрезы. Они могут быть как прямые, так и фигурные. Прямые фрезы применяют для торцевания (выравнивания) кромок деталей по шаблону (криволинейному) или по линейке. Например, если резать ЛДСП электрическим лобзиком, то без фрезера в данном случае не обойтись. Кромка после прохождения пилочки получается неровной и с небольшими сколами. Чтобы придать ей идеальную геометрию, проделайте следующее.
- Закрепите в цанге фрезера прямую кромочную фрезу. Данная фреза может иметь подшипник снизу либо в верхней ее части (возле хвостовика).
- Если фреза имеет нижний упорный подшипник, то шаблон укладывается под заготовку и обе детали прижимаются к верстаку струбцинами. И наоборот, шаблон закрепляется на заготовке при верхнем подшипнике на оснастке.
- В случае с нижним подшипником установите площадку фрезера на край заготовки и опустите фрезу так, чтобы упорный подшипник находился по центру торца шаблона, а нижняя часть лезвий заходила на шаблон примерно на 2-3 мм. Для фрезы с верхним подшипником все делается наоборот: подошва фрезера устанавливается на шаблон, под которым уложена заготовка. Фреза опускается до тех пор, пока подшипник не достигнет центра шаблона, а верхняя часть лезвий не будет захватывать его на 2-3 мм.
- Далее, слегка зажатая заготовка выравнивается относительно шаблона (можно использовать резиновую киянку) по ранее нанесенной разметке.
- После выравнивания хорошо прижмите детали струбцинами к верстаку. Если зажать их слабо, то от сильной вибрации при работе инструмента они могут сместиться.
- Установите подошву фрезера на заготовку (шаблон), не касаясь фрезой деталей, включите агрегат и дождитесь, пока он наберет полные обороты;
- Плавно подведите фрезу к началу заготовки, чтобы инструмент врезался в нее и уперся подшипником в шаблон, после чего проведите фрезерование по всей кромке.

Фигурные торцевые фрезы в основном используются для обработки изделий из древесины и МДФ. В таком случае сначала заготовке придается определенная форма с помощью прямой торцовочной фрезы. А уже после этого в цангу вставляется инструмент с требуемым фигурным профилем и проводится обработка кромки обычным способом. Только в качестве шаблона или направляющей для подшипника служит выровненная кромка детали.

При фрезеровании деревянных деталей следует учитывать направление волокон древесины. Если этого не делать, будут возникать сколы на углах заготовок или в местах перехода продольных волокон в торцевые при обработке, например, криволинейных деталей. Чтобы избежать сколов, следует обвести мелом “проблемные” места на заготовке (рисунок А). Если пройти по этим участкам фрезой обычным способом (против ч. стрелки), то чаще всего это вызовет образование сколов. Поэтому до “проблемных” зон подача инструмента ведется против ч. стрелки, а в местах перехода волокон направление меняется на обратное (рисунок С).

Это же правило применимо и для обработки углов деревянных заготовок. Сначала фреза должна пройти вдоль волокон по ч. стрелке (через угол), после чего продолжается торцевание обычным способом.
Как наклеить кромку на столешницу своими руками
В первую очередь важно обратить внимание на то, качественно ли произведен отпил столешницы. Это напрямую влияет на кромление. Дело в том, что оно не сможет скрыть неровности, а хорошо держаться будет только на идеально выполненном срезе
Весь последующим процесс разделим на небольшие этапы
Дело в том, что оно не сможет скрыть неровности, а хорошо держаться будет только на идеально выполненном срезе. Весь последующим процесс разделим на небольшие этапы.
- Для начала нужно расположить столешницу таким образом, чтобы осуществлять работу с торцом было удобно.
- Сам торец нужно протереть влажной тряпкой, чтобы очистить поверхность влажной тряпкой, чтобы обеспечить крепкое крепление.
- Далее понадобятся ножницы — отрезаем кромку необходимой длины.
- Когда торец подсох после протирания влажной тряпкой, нужно приложить отрезанную кромку к поверхности клеящим слоем.
- По верхнему краю столешницы нужно выровнять край кромки, затем аккуратно подрезать края.
- Далее понадобится утюг для глажки синтетики — нагреваем его.
- Кромку нужно прикрыть, например, газетой. Будет достаточно одного слоя. Ее нужно прогладить утюгом в течение 3-5 минут. Такая процедура позволит клею расплавиться и приклеить материалы друг к другу.
- После того, как клей “схватился”, край нужно аккуратно подрезать ножом.
- Если в качестве материала для кромления был выбран АБС-пластик, то резать такой материал будет затруднительно. Чтобы неровности не портили внешний вид, можно аккуратно убрать их с помощью наджачки.
Виды мебельных кромок
Один из наиболее популярных материалов для изготовления мебели — ЛДСП. Его недостаток — некрасивые края, которые остаются при распиле детали. Вот эти края и маскирует мебельная кромка. Делают ее из разных материалов, соответственно, имеет она разные свойства и цену.
Кромки бумажные или меламиновые
Самый дешевый вариант — кромки из бумаги с меламиновой пропиткой. Бумагу берут повышенной плотности, пропитывают меламином для увеличения прочности и наклеивают на папирусную бумагу. Папирус может быть однослойным (более дешевые) и двухслойным. Чтобы меламновое покрытие не стиралось, все покрывается слоем лака. Чтобы удобнее было кромить детали, на обратную сторону меламиновой мебельной кромки наносят клеевой состав. При работе надо только этот состав слегка разогреть и хорошо прижать к торцу.

Бумажная или меламиновая кромка — самый дешевый, но и самый недолговечный вариант отделки торцов мебели
Толщина бумажных кромочных лент небольшая — 0,2 мм и 0,4 мм — наиболее распространенные. Толще смысла делать нет, да и дорого получится.








Этот тип кромок отличается тем, что очень хорошо гнется, при сгибании не ломается. Но механическая прочность ее очень низкая — край быстро истирается. Потому если ее и используют, то только на тех поверхностях, которые не подвергаются нагрузке. Например, на тыльной стороне полок, столешниц и т.д.
Из ПВХ
Получивший в последнее время широкое распространение поливинилхлорид используется и при производстве кромок для мебели. Из окрашенной в определенный цвет массы формируется лента определенной ширины и толщины. Ее лицевая поверхность может быть гладкой однотонной, а может быть фактурной — с имитацией древесных волокон. Количество расцветок велико, так что легко подобрать подходящую.
Мебельная кромка ПВХ — самый популярный материал, который используют и домашние умельцы и профессионалы. Это обусловлено относительно невысокой ценой и хорошими эксплуатационными свойствами:
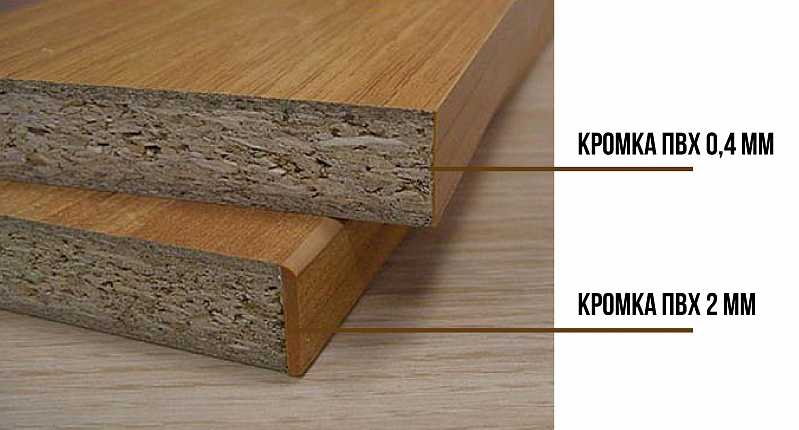
Мебельная кромка ПВХ выпускается разной толщины и ширины. Толщина — от 0,4 мм до 4 мм, ширина от 19 мм до 54 мм. Толщину выбирают в зависимости от предполагаемой механической нагрузки или вешнего вида, а ширину — чуть больше (не менее чем на 2-3 мм) чем толщина обрабатываемой детали. Есть мебельная ПВХ кромка с нанесенным клеевым составом, есть — без. Обе можно клеить в домашних условиях (об этом ниже).
Есть у этого типа кромочного материала и минусы: не очень широкий температурный режим: от -5°C до +45°C. По этой причине мебель на улице зимой оставлять нельзя, а также при оклейке с нагревом надо быть аккуратными — чтобы не расплавить полимер.
Из ABS (АБС) пластика
Это полимер не содержит тяжелых металлов, отличается высокой прочностью и долговечностью. Недостатком можно считать высокую цену, потому используется крайне редко, хотя имеет отличные свойства:

Этот тип кромки может быть матовым, глянцевым, полуглянцевым. Есть также варианты, имитирующие различные породы древесины. В общем, этот материал более удобен в работе и долговечнее в эксплуатации.
Кромка из шпона
Шпон — тонкий срез древесины, окрашенный и сформованный в виде ленты. Эта мебельная кромка используется на производстве при оклеивании срезов шпонированных изделий. Работа с этим материалом требует определенных навыков, да и материал дорогой.

Шпон — не самый популярный материал для кромления
Акриловая кромка или 3D
Производится из прозрачного акрила. На обратной стороне полосы наносится рисунок. Находящийся сверху слой полимера придает ему объемность, из-за чего и называется 3D кромкой. Используется при производстве мебели в необычном исполнении.




