
Виды листогибов и их конструкция
Прежде чем начать делать самодельный ручной листогиб, следует четко определить перечень задач, для решения которых он необходим. От основного назначения подобного устройства и будет зависеть, по какой схеме оно будет выполнено.
Наиболее простым является приспособление, в котором листовой металл гнется при помощи специальной траверсы. Посредством такого устройства можно легко согнуть лист металла на угол 90 градусов, используя лишь силу рук без дополнительных приспособлений, если ширина листа не превышает 0,5 метра. Основание листа закрепляется при помощи струбцин или в тисках, а его гнутье выполняется за счет давления, оказываемого траверсой. В некоторых случаях для получения угла сгиба ровно в 90 градусов может понадобиться вложенная проставка (на рисунке — справа), представляющая из себя обычную полосу металла, которая поможет компенсировать упругость листа.
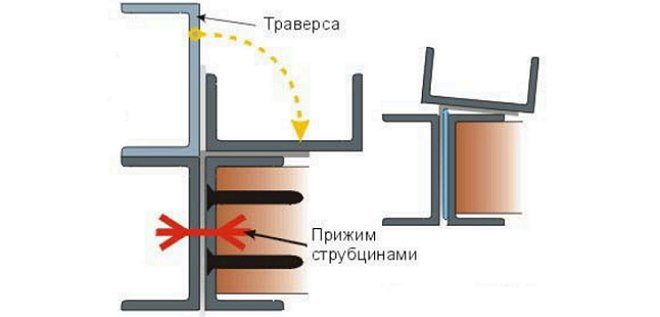
Самая распространенная схема для самодельного листогиба
Более сложным по конструкции является листогибочный пресс, конструкцию которого составляют матрица и пуансон. Листовой металл в таком устройстве располагается на матрице, а пуансон опускается на заготовку сверху, придавая ей требуемый профиль. В домашних условиях листогибочный пресс вряд ли найдет применение, так как он достаточно сложен и небезопасен в использовании.
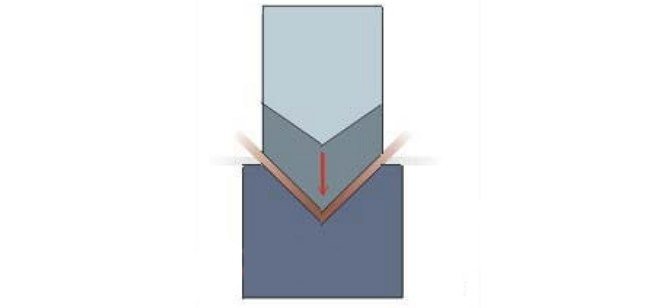
Схема работы листогибочного пресса
Вариант исполнения самодельного листогибочного пресса, работающего в паре со сделанным своими руками гидропрессом. Если у вас уже есть пресс, то дополнить его приспособлениями для сгибания нешироких листов металла не составит труда. Получится нечто такое:

Вариант самодельного листогибочного пресса
Значительно более совершенным является листогибочный станок, гнутье металла в котором осуществляется за счет воздействия на него трех валов. Такое оборудование называется проходным. Одним из главных его преимуществ является то, что его регулируемые вальцы позволяют получать различный радиус изгиба. Подобный инструмент для гибки металла может быть с ручным или электрическим приводом, а его вальцы могут иметь различную конструкцию.
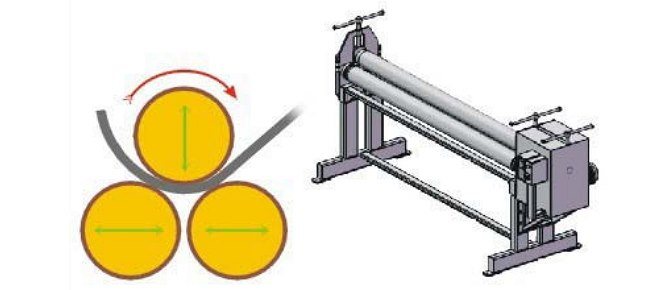
По такой схеме делается большинство заводских листогибов из низшего ценового сегмента
- Вальцы с гладкой рабочей поверхностью предназначены для выполнения большинства жестяных работ, которые предполагают выгибание заготовок, изготовление секций труб с большим диаметром и др.
- Профилированные вальцы необходимы для гнутья элементов кровельных конструкций (коньки, ендовы, водостоки, отбортовки и др.).
- Протяжной листогибочный станок может быть дополнительно укомплектован опорой, прижимом и траверсой, что позволяет использовать его для ручной гибки заготовок.
Подобные станки комплектуются набором валов различного профиля, которые также можно докупить дополнительно, чтобы сделать оборудование более универсальным.
Изготовление самодельных блесен методом штамповки.
После того как вы изготовили матрицы для штамповки, изготовление самих блесен не представляет никакой сложности. Сначала изготавливается шаблон, по которому вырезается заготовка блесны. Заготовка вкладывается в матрицу, накрывается пуансоном, и одного удара тяжелого молотка для изготовления блесны вполне достаточно.
Блесны штампуются из меди и латуни толщиной до 2,5—3,0 мм. Таким способом можно изготавливать и двухсторонние биметаллические блесны. Заготовки штампуются отдельно, потом сверлятся и скрепляются двумя заклепками. Форма готовой блесны корректируется окончательной штамповкой.
По материалам книги «Рыбацкие снасти и охотничье снаряжение своими руками. Изготовление и ремонт». Сторожев Константин.
Ловители
В комбинированных штампах последовательного действия окончательное положение полосы после пробивки первого отверстия фиксируется ловителями, которые устраняют погрешности подачи и обеспечивают правильное положение пробитых отверстий. 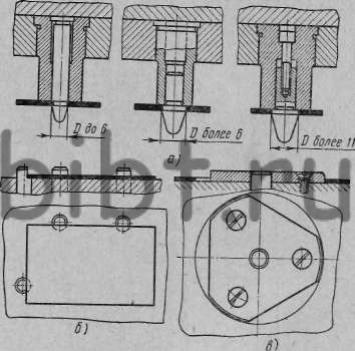 Рис. 70. Ловители и фиксаторы: а — круглые ловители для различного диаметра отверстий, б — штифтовый фиксатор, в — планочный фиксатор При многорядной штамповке устанавливают два ловителя. Заходная (ловящая) часть ловителя должна иметь заостренную форму, а фиксирующая —цилиндрическую, квадратную или профильную в соответствии с I формой отверстия штампуемой детали. На рис. 70, а показаны некоторые типы круглых ловителей. Фиксаторы. Для фиксирования ранее вырубленных заготовок применяют различные фиксаторы, устройство которых зависит от формы заготовки. Применяются способы фиксации по наружному контуру заготовки и по контуру отверстия. На рис. 70, б, в показаны фиксаторы наиболее распространенных конструкций. В некоторых случаях заготовки фиксируются, как это и указывалось ранее, по специально для этого пробитым технологическим отверстиям. Рис. 71. Клиновые устройства к штампам: а, б, в — для пробивки боковых отверстий в полых деталях, а — скос клина
Рис. 70. Ловители и фиксаторы: а — круглые ловители для различного диаметра отверстий, б — штифтовый фиксатор, в — планочный фиксатор При многорядной штамповке устанавливают два ловителя. Заходная (ловящая) часть ловителя должна иметь заостренную форму, а фиксирующая —цилиндрическую, квадратную или профильную в соответствии с I формой отверстия штампуемой детали. На рис. 70, а показаны некоторые типы круглых ловителей. Фиксаторы. Для фиксирования ранее вырубленных заготовок применяют различные фиксаторы, устройство которых зависит от формы заготовки. Применяются способы фиксации по наружному контуру заготовки и по контуру отверстия. На рис. 70, б, в показаны фиксаторы наиболее распространенных конструкций. В некоторых случаях заготовки фиксируются, как это и указывалось ранее, по специально для этого пробитым технологическим отверстиям. Рис. 71. Клиновые устройства к штампам: а, б, в — для пробивки боковых отверстий в полых деталях, а — скос клина
Способы изготовления
Есть три способа изготовления формы для штамповки:
- Переделывание имеющейся пресс-формы;
- Изготовление с нуля;
- Сборка из готовых материалов.
Первый вариант встречается крайне редко из-за затрат, проще сделать самостоятельно. В странах СНГ создают формы от колонков до формообразующих. Есть тенденция на изготовление пресс-форм по специализации. На разных заводах изготавливают все части формы, в конечном месте их собирают в готовый продукт.
Изготовление форм для штамповки алюминиевых деталей удешевляется путем повторного безремонтного использования пресс-форм, уже отработавших срок на более высокоточных деталях. Алюминиевые детали не имеют жестких допусков, поэтому такой вариант приемлем.
Из каких материалов можно изготовить штампы?
Сделать печать для рисования можно практически из любого предмета: от стаканчика до собственной ладони. Желательно, чтобы сторона, на которую будет наноситься краска, была не гладкой, а шершавой либо с узорами.
Для рисования детям наиболее часто предлагают следующие материалы:
- штампы из овощей (картофеля, морковки, капусты, лука, сладкого перца);
- печати из яблок и долек цитрусовых;
- одноразовые стаканчики, донышко пластиковой бутылки;
- ватные палочки;
- щетки и расчески;
- пучок трав;
- штампики из поролона;
- деревянные фигурки (кубики или другие);
- клубочки ниток;
- воздушные шары, надутые наполовину;
- игрушечные машинки с фактурными колесами;
- соломинки, расщепленные на конце;
- винные пробки, пластиковые крышечки;
- мятую бумагу;
- конструктор «Лего»;
- столовые вилки.

Цены на координатную пробивку отверстий в металле
Формулы подсчета цены пробивки отверстий в листе не существует. Каждое предприятие устанавливает ее самостоятельно исходя из затрат. К ним относятся:
- время на обработку одного листа и на подготовительные операции, предшествующие обработке;
- количество и форма отверстий;
- наличие готовой программы обработки или необходимость ее писать;
- объем заказа (чем выше серийность, тем ниже цена за одно отверстие);
- срочность заказа;
- амортизация инструмента.
Стоимость пробивки одного отверстия обычно начинается от пяти рублей и может исчисляться десятками — в зависимости от сложности.
Изготовление копировально-фрезерного станка: материалы
Чтобы создать дупликарвер в домашних условиях своими руками, следует начертить элементарный эскиз, который и станет руководством к дальнейшим действиям. Кроме того, нужно запастись некоторыми материалами. Это:
- Коленный цементированный полированный вал Ø 16 мм.
- Линейные подшипники в количестве 2 шт.
- Рельсовые направляющие длиной 900 мм – 2 шт. Для удобства крепления их длина принимается кратной 150.
- Разрезные линейные подшипники в количестве 4 шт. Желательно применение подшипников с поджимным винтом для регулировки плотности посадки на направляющую.
- Профильная труба 30×60 с толщиной стенки до 3 мм.
- Металлическая пластина длиной 900 и шириной 100 мм.
- Концевые стойки в количестве 2 шт.
- Подвижный элемент в виде пластины – 1 шт.
- Коромысло для крепления копира и фрезера – 2 шт. Длина выбирается произвольно.
- Подвижные муфты – 2 шт.
- Профильная труба 40×40 с толщиной стенки до 3 мм.
- Корончатая муфта для поворота детали и шаблона.
Что такое матрица и пуансон?
Матрица — это короб, который образует форму будущего изделия. Изготавливают из металла. Стенки конструкции строго параллельны друг другу, крышки нет. Различают простые (только для одного вида изделий) и сложные или комбинированные (для двух и более) матрицы. Второй вид применяют редко, чаще всего, это специальные формы, изготавливаемые на заказ. Простые матрицы широко применяются в строительной сфере на производстве блоков и кирпичей с пустотами.
Пуансон — специальная конструкция, который совпадает с профилем матрицы. Это замыкающий элемент, при помощи которого образуется изделие сверху. Пуансон выполняет функцию пресса (иное название — пресс-штемпель или шплинтон), штампа или маркировщика. Система либо выдавливает деталь, либо наносит маркировку (обычную или в зеркальном виде), либо штампует детали. Основная сфера применения — металлообработка, например, прессование металлов, производство строительных изделий (газобетонные блоки с фигурными пустотами, шлакоблоки) и многое другое.
Как выбрать кинематическую схему гибочного станка
Наиболее доступны для изготовления своими руками станки, в которых листовой металл будет изгибаться в результате поворота подвижной траверсы. Принцип действия такого станка заключается в следующем.
Подлежащая гибке заготовка устанавливается на направляющую плоскость нижнего стола станка и фиксируется по упору, который закреплён на опорной раме устройства (желательно предусмотреть регулировку упора).
В направляющих рамы листогиба двигается возвратно-поступательно верхняя траверса, которая при своём движении вниз зажимает своей линейкой изгибаемое изделие.
Впереди нижнего стола находится поворотная балка, которая может поворачиваться вокруг своей оси. Поворот может производиться рукояткой от рычажного привода, но может быть изготовлен вариант с ножным приводом. В последнем случае руки оператора остаются свободными, что облегчает манипулирование заготовкой при её прижиме к линейке верхней траверсы. Кроме того, при ножном управлении листогибом меньше устают руки.
Набор гибочного инструмента на верхней и поворотной балках может изменяться. Проще всего с этой целью заказать комплект пуансонов и матриц с требуемыми радиусами гиба, и стандартными посадочными местами. В заказ придётся отправить все детали – линейку, прижим и т.п. – которые потребуют для своего изготовления квалифицированных фрезерных работ.
Скос верхней балки будет определять наибольшее значение угла гиба, на который может изменить свою ось листовой металл.
Что того, чтобы сделать такой агрегат своими руками, потребуются следующие материалы:
- стальной швеллер номером от 6 и выше;
- комплект стальных уголков, предназначенных для изготовления своими руками опорной рамы станка;
- толстолистовая широкополосная сталь, из которой будут изготавливаться поворотная, верхняя и нижняя балки;
- крепёжные изделия в ассортименте;
- пруток для изготовления ручного рычажного привода поворота балки.
Для облегчения работ можно воспользоваться также слесарными тисками, направляющими от списанного токарного станка, а также массивными петлями от стальных входных дверей.
По подобному принципу можно сделать и самодельный листогиб, используя деревянные детали. Он, правда, сможет изгибать только алюминий и тонколистовую сталь (до 1 мм толщины), но во многих случаях этих возможностей бывает вполне достаточно, а трудоёмкость работ по сооружению листогиба своими руками заметно снизится. В частности, отпадает потребность в сварочных операциях. Следует отметить, что рабочие детали такого станка должны изготавливаться только из древесины твёрдых пород (сосна, ель не подходят).
Определившись с принципом действия листогиба, можно поискать и подходящие чертежи. Впрочем, человек с инженерным образованием, сможет изготовить комплект чертежей и самостоятельно. Преимущество такого варианта состоит в том, что ряд рабочих чертежей оперативно видоизменяется и перерабатывается под конкретные возможности и исходные материалы.
Чертежи листогиба должны учитывать способ его установки. Для небольших агрегатов, например, станок для гибки может быть передвижным или даже переносным. В противном случае придётся, используя сварку, сделать устойчивое основание, иначе излишняя подвижность станка будет снижать точность работ на нём.
По готовности станка необходимо выполнить его проверку на работоспособность и точность. Для этого изгибают тестовую полоску из толстого картона необходимой толщины. Если гиб выполнен правильно, то высота полок полоски будет одинаковой, а на её поверхности не останется следов от деформирующего инструмента.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Тонкости технологии
В зависимости от нормативов и требований технологического процесса, штамповка деталей может отличаться. Штамповочные процедуры:
- Резка. Область металлической заготовки отделяется. В качестве приспособлений выступают ножницы. Они бывают дисковыми, вибрационными, гильотинными. Задача подготовить к работе или сделать заготовки для последующего обрабатывания.
- Пробивка. При обработке в материале заготовки формируются отверстия.
- Вырубка. Из металлического элемента формируется закрытая деталь.
Способы обработки:
- Отбортовка. В результате процедуры около размеров отверстий и по контуру заготовки формируются бортики. Обычно ей подвергаются торцы труб, где подразумевается установка фланцев.
- Вытяжка. Объемное штампование служит для создания плоского цельного листа. Позволяет изготовить модели различной формы: коробчатой, сферической, цилиндрической, конической.
- Обжим. Сужает торцы полых деталей, разработанных из цельного листового железа.
- Гибка. Технологическая операция обеспечивает заготовке изгиб.
- Формовка. Изменяет форму и габариты отдельных участков.
Существует два метода штамповки — горячая и холодная. Технология горячей штамповки применяется на крупносерийном производстве при изготовлении котлов, всевозможных элементов: полушарий, буев.
При горячем методе используется специальное оборудование: пламенные, электрические печи, другие нагревательные приборы. При холодном процессе пресс определяется давлением, поэтому приспособление не требуется.
Холодная обработка металлов давлением более удобна, дает возможность изготавливать изделия в законченном виде. Они не нуждаются в дополнительной резке. Благодаря этому можно создать объемную, плоскую деталь любых размеров.
Преимущества самодельного станка
Ленточный гриндер можно приобрести в любом магазине строительных товаров, однако собранный вручную станок имеет массу преимуществ для владельца:
- Минимальные затраты на работу и материалы.
- Возможность самостоятельно подготовить чертеж (или воспользоваться готовым проектом) с должными размерами, типом конструкции и принципом работы.
- Большинство расходных материалов имеется в хозяйстве каждого мастера, стоит лишь провести поиски в собственном сарае, кладовой, гараже.
- Недостающие элементы и аксессуары можно купить в магазине товаров для строительства (зажимы для крепления, направляющий и ведущий ролик, шлифовальная лента). Ролики для гриндера можно сделать и своими руками.
- Большая коллекция видео по сборке гриндера своими руками из подручных материалов.
Вниманию мастеров всегда представлены веб порталы с большим количеством пошаговых инструкций, как сделать гриндер своими руками, схемами и готовыми чертежами, практическими советами.
Из чего можно собрать станок
Самый главный вопрос для мастера – с чего начать работу. Конечно, с выбора материала. В качестве основного материала для привода может выступать:
- Двигатель от старой стиральной машинки.
- Мотор от дрели.
- Движок от болгарки. Гриндер из шлифмашинки, собранный своими руками, является практичным и удобным вариантом.
Не следует спешить и сдавать в утиль старые инструменты. Большинство из них (с «живым» движком могут пригодиться в хозяйстве). Перед началом работы следует внимательно осмотреть движок, освобожденный от корпуса и других деталей на предмет целостности, качества его работы, мощности.
Пошаговая сборка конструкции
Сборка шлифовального станка – это полноценные строительные работы, требующие от мастера концентрации внимания, подготовки чертежа, обработки деталей и определенного опыта.
Для работы следует подготовить рабочее место:
- Столешницу с достаточной площадью для проведения обработки деталей, сборки конструкции и проверки работы готового аппарата.
- Источник света (оптимально будет сочетание естественного и искусственного освещения).
- Средства защиты глаз и слизистых оболочек (металлическая стружка, пыль, антикоррозийные составы обладают прямым раздражающим действием, что требует дополнительной защиты лица и рук).
Готовое рабочее место – это залог успешной работы для мастера.
Подготовка чертежа для станка
Следующий шаг – это подготовка чертежа гриндера своими руками. При желании мастер может найти готовые план-проекты, которые на сегодняшний день находятся в свободном доступе. На самостоятельных схемах отображают следующие параметры:
- Размеры и вид целой конструкции в двух проекциях.
- Размеры и вид деталей (роликов, каркаса, на котором расположена шлифовальная лента, ложе для привода, расположение крепежей).
Как выбрать ленту
Моделей гриндера достаточно много, но наиболее популярный вариант – это ленточный станок. Выбирая шлифовальную ленту, следует ориентироваться на ряд критериев:
- Назначение шлифовального станка (обработка деревянных поверхностей разительно отличается от обработки металлических деталей, искусственного или натурального камня).
- Требуемая жесткость ленты.
Тщательно выбирают не только тип шлифовальной ленты, но и её ширину. Видео, чертежи, советы по выбору ленты и сборке гриндера своими руками помогут оптимально провести самостоятельную работу.
Поворотный столик для гриндера
Для точной и равномерной шлифовки деталь должна быть жестко зафиксирована по отношению к движущейся абразивной ленте. Поэтому в состав любого гриндера входит поворотный опорный столик (или, как его называют токари, «подручник»).
Обычно это плоская металлическая пластина длиной 15÷30 см, шириной 5÷10 см и толщиной 5÷10 мм. Столик должен иметь в торце выемку по ширине ленты, регулируемый наклон в сторону плоскости шлифовки, а также перемещаться вперед-назад и вверх-вниз.
Некоторые опорные столики имеют возможность поворота на 90 градусов в правую и в левую стороны, но, насколько необходима такая опция, должен решать сам мастер. Тем более, что ее реализация на оборудовании домашней мастерской может оказаться довольно сложной.
https://youtube.com/watch?v=ZfG9tMTdH28
В зарубежных видеороликах народные умельцы для изготовления самодельных гриндеров широко используют прямоугольные трубы и различные фигурные профили. Это упрощает как конструирование, так и изготовление станка. У наших мастеров такие материалы встречаются гораздо реже: они, в основном, используют швеллер, полосу и уголок.
Конечно, можно сослаться на разницу в цене, но на гриндер требуется совсем немного металла, поэтому такое объяснение вызывает сомнение.
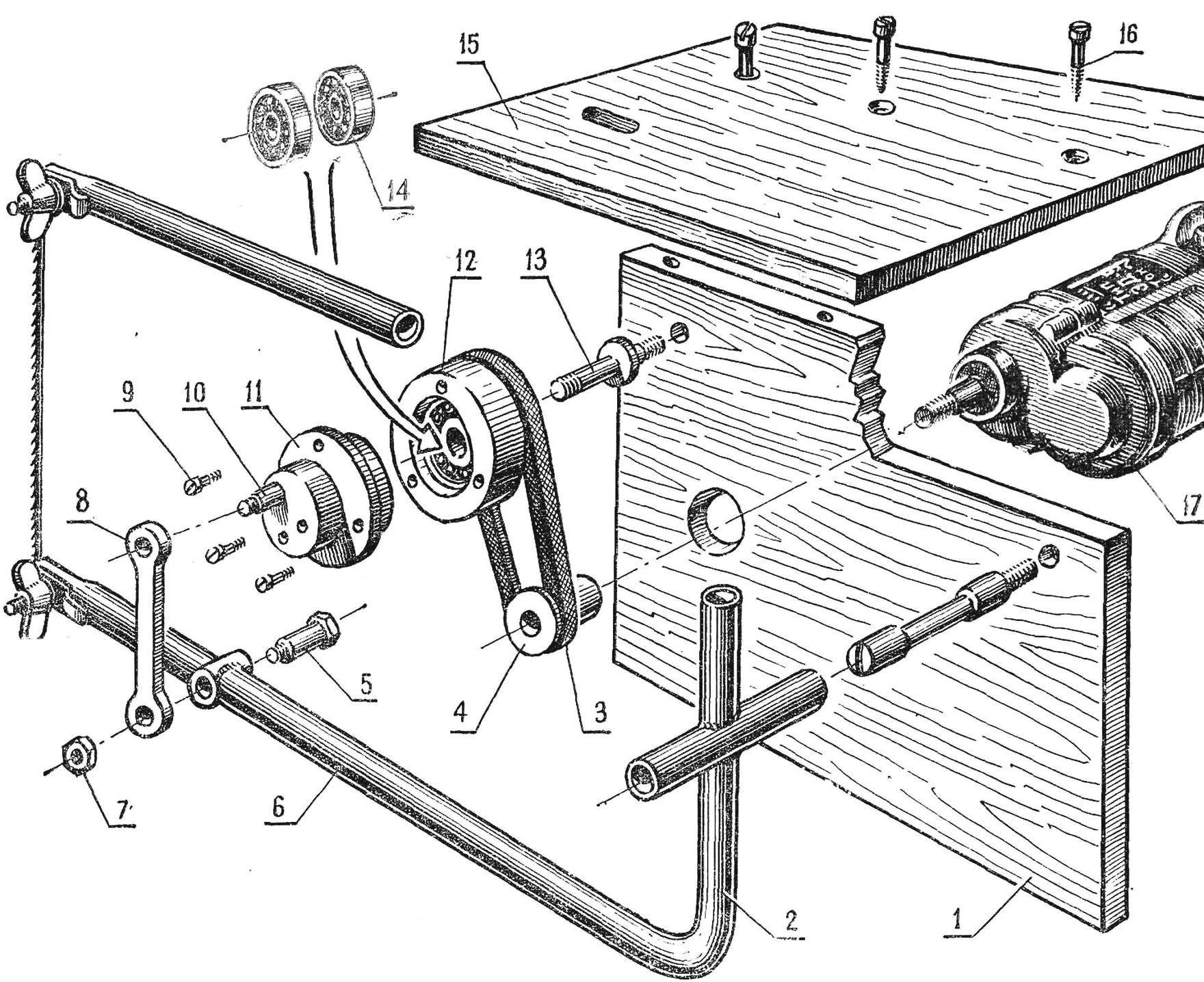
Устройство токарного станка по дереву
Идеей собрать свой токарник по дереву рано или поздно начинает болеть практически каждый мастер. Кто-то приходит к этому самостоятельно, после долгих расчетов и раздумий, а кто-то вспоминает детство, и школьную мастерскую там ведь тоже были станки по дереву. Да и сложного, в том, чтобы собрать деревообрабатывающий станок по образу и подобию школьного нет. Ведь материал в виде отрезков труб в гараже найдется уж точно.
Первым делом стоит вспомнить все основные части конструкции того самого, школьного станка по дереву. Деталей здесь вроде и немного, но каждая из них выполняет определенную роль, без которой все превращается в груду металлолома.
Основой любого станка выступает станина. Это массивное основание, на котором крепится все остальное оборудование. Станина должна быть максимально прочной и жесткой, во время работы она должна выдерживать большие нагрузки не только в виде массивной заготовки, но и в виде вибрации и действия разнонаправленных сил при обработке деревянной заготовки.
Передняя бабка токарного станка представляет собой устройство, в котором устанавливается приводной вал. С одной стороны вала устанавливается устройство зажима заготовки – токарный самоцентрирующийся патрон, планшайба или устройство, на которое навинчивается или набивается заготовка из дерева. С другой стороны токарного вала крепится ведущая шестерня, шкив с одним или несколькими ручьями для ременной передачи. Токарный вал должен обеспечивать вращательное движение со скоростью до 3000 оборотов, для бытовых нужд этого достаточно. Поэтому токарный вал обычно устанавливается на подшипниках или втулках
Ось вала является основной осью токарного станка, и чем выше вал над станиной, тем больше диаметр заготовки можно обрабатывать. Обработка деталей на станке осуществляется при помощи ручных резцов, а учитывая скорость вращения вала, неосторожное прикосновение к шкиву или ремням может повлечь травму, поэтому передний узел обязательно закрывается защитным экраном или кожухом. Жесткое крепление защиты к передней бабке обязательное условие безопасной работы
С противоположной стороны устанавливается задняя бабка. Это жесткий упор, с конусом-центром, который находится точно по оси токарного вала. Центр может двигаться вдоль оси для закрепления заготовки. Чтобы зафиксировать положение центра, нужно предусмотреть механизм его фиксации.
![Штамповка деталей из листового металла [горячая и холодная, оборудование]](https://homo-expertus.ru/wp-content/uploads/c/e/f/cef7e6c51fb79af246229501b55aa83b.jpeg)
Во время работы на токарнике используются ручные резцы. Для того чтобы не держать их на весу между передней и задней бабкой устанавливается подручник – упор под резцы.
Для вращения рабочего вала устанавливается привод, это может быть электродвигатель с прямой или ременной передачей, а может быть и привод от мускульной силы. Кстати, первые токарные станки по дереву были именно с ручным приводом – по типу лучковой пилы, это потом, они были вытеснены ножным приводом.
Применяемые материалы и их характеристики
Для изготовления штампов в настоящее время применяются:
- магний — металл невысокой твердости серебристого цвета. Магниевые штампы — это относительно дешевые изделия. Их тиражестойкость невелика, при плоском тиснении фольгой по бумаге она не превышает 100 тыс. оттисков. Магний одинаково хорошо обрабатывается как травлением (рис. 1), так и гравированием;
- медь — очень твердый металл розово-красного цвета. Стоимость медных штампов гораздо выше, чем магниевых, но и тиражестойкость на порядок больше (сотни тысяч оттисков). Медь с трудом поддается гравированию, поэтому в основном обрабатывается травлением — обычно травится на глубину не более 1 мм, поэтому для углубления рельефа требуется дополнительное гравирование по краям изображения — рис. 2 ;
- латунь — сплав меди с цинком, часто с небольшими добавками других элементов. Имеет желтый цвет, напоминающий золото. Как правило, обрабатывается гравированием. Благодаря легкости механической обработки латунь может применяться при изготовлении штампов для многоуровневого конгревного тиснения. Тиражестойкость латунных штампов — сотни тысяч оттисков (рис. 3). Из-за трудоемкости изготовления латунные штампы стоят дороже медных и магниевых . Для повышения тиражестойкости латунных штампов иногда используют никелирование;
- сталь — твердый серебристо-белый металл, представляющий собой сплав железа (основа) с углеродом (до 1,7%) и другими примесями. Стальные штампы в современной полиграфии применяются крайне редко. Их обычно изготавливают гравированием, иногда предварительно протравив (для экономии времени). Гравирование стали производится только на станках с мощным шпинделем и требует много времени. Используют такие штампы при тиснении очень больших тиражей (от миллиона оттисков), поскольку стоят они очень дорого ;
- полимеры — являются наиболее дешевым видом материала по сравнению со всеми прочими. Имеют различный химический состав, цвет, физико-механические свойства. Для изготовления штампов применяются такие полимерные материалы, как поликарбонат, гетинакс, различные виды фотополимеров и т.д. Некоторые из полимерных штампов прозрачны (см. рис. 4 и 5). Изготавливаются полимерные штампы фотополимеризацией (см. рис. 4), гравированием (см. рис. 5), реже — способом горячего прессования. При этом их тиражестойкость доходит до сотен тысяч оттисков.
Рис. 1. Магниевый штамп для горячего тиснения фольгой, изготовленный травлением
Рис. 2. Медный штамп для горячего тиснения фольгой, изготовленный травлением с дополнительным гравированием по краям

Рис. 3. Латунный штамп для горячего конгревного тиснения фольгой, изготовленный гравированием

Рис. 4. Фотополимерный штамп для одноуровневого холодного конгревного тиснения, изготовленный фотополимеризацией

Рис. 5. Штамп из поликарбоната для одноуровневого холодного конгревного тиснения, изготовленный гравированием



