
Основные разновидности
Кромкогибочное оборудование выпускается в виде мобильных и стационарных моделей. Конструкции станков массивны и практически не разбираются.

Они монтируются непосредственно на месте использования, а передвигаются только при помощи технических средств.
Модели могут быть:
- ручными,
- пневматическими,
- гидравлическими.

Особое место в линейке изделий у сегментных ручных приспособлений, предназначенных для изготовления корпусов, ящиков, т.е. изделий, «закрытых» со всех сторон». Благодаря разной комплектации, сегменты устанавливаются произвольно. Такое оборудование позволяет получить любую длину гиба, не превышающую рабочую длину станка.
Портативные модели кромкогибов с постепенным формообразованием состоят из:
- двух прорезиненных ручек, при этом одна может быть подвижной, другая нет,
- рычажной системы для приложения усилий,
- рабочих губок с профилем, соответствующим параметрам кромки
- регулируемого ограничителя хода в виде шлицевого винта, снабженного резьбой.

Наиболее простой конструкцией обладают ручные изделия роликового вида. Весь процесс осуществляется рукояткой, а основную задачу по деформированию металла выполняют ролики. Ширина гиба регулируется специальным ограничителем, установленным на направляющих инструмента.
В роликовом кромкогибе трение во время скольжения губок заменяет трение качения при вращения роликов. При этом формообразующее усилие значительно снижается, но конструкция инструмента менее универсальна, потому что невозможно изменить параметры кромкообразования из-за одной пары роликов. К тому же, кромкогибы с роликами не дают возможности осуществить отбортовку малых радиусов внутри изделия.
Существенным недостатком портативных моделей ручного инструмента считается их недостаточная точность. В процессе движения приспособления вдоль линии будущего края постепенно увеличивается погрешность, которая может достигнуть более миллиметра. Это недопустимо при таких работах, как кузовной авторемонт, поэтому качество кромок зависит от опыта мастера. Из-за таких технических характеристик роликовый кромкогиб целесообразно использовать только для решения несложных задач.
Более функционален станок с гидравлическим приводом. Благодаря высокой мощности он отлично справляется с заготовками из металлических листов даже значительной толщины.
Разновидности и требования
Стандартные пуансоны различаются по типами: A, T, W и L. Также в зависимости от изготовляемых изделий возможно применение пресс-штемпелей типа B, C, D и т.д., где обозначение латинской буквой указывает на тип крепления. Конструктивно пуансоны могут быть пробивными, просечными, прошивными и вырубными.
К инструментам вибропрессовальных и штамповочных станков предъявляются следующие требования:
- Отсутствие дефектов поверхности. Недопустимо использовать оснастку с зазорами, заусенцами, трещинами и другими повреждениями.
- Своевременная замена оснастки оборудования. Пуансоны имеют ограниченный срок службы, не превышающий 4-6 лет, после которого обязательно выполняется их замена.
- Применение только рекомендованных сталей при изготовлении деталей. Пуансоны в процессе штамповки или прессования испытывают значительные нагрузки, поэтому в зависимости от типа операций (холодные или горячие процессы), материала заготовок, оказываемого давления и назначения самого пресс-штепселя выбирают рекомендуемые марки стали.
Отрывок, характеризующий Пуансон
Ферапонтов, в жилете, в ситцевой рубахе, стоял у лавки, выходившей на улицу. Увидав Алпатыча, он подошел к нему. – Добро пожаловать, Яков Алпатыч. Народ из города, а ты в город, – сказал хозяин. – Что ж так, из города? – сказал Алпатыч. – И я говорю, – народ глуп. Всё француза боятся. – Бабьи толки, бабьи толки! – проговорил Алпатыч. – Так то и я сужу, Яков Алпатыч. Я говорю, приказ есть, что не пустят его, – значит, верно. Да и мужики по три рубля с подводы просят – креста на них нет! Яков Алпатыч невнимательно слушал. Он потребовал самовар и сена лошадям и, напившись чаю, лег спать. Всю ночь мимо постоялого двора двигались на улице войска. На другой день Алпатыч надел камзол, который он надевал только в городе, и пошел по делам. Утро было солнечное, и с восьми часов было уже жарко. Дорогой день для уборки хлеба, как думал Алпатыч. За городом с раннего утра слышались выстрелы. С восьми часов к ружейным выстрелам присоединилась пушечная пальба. На улицах было много народу, куда то спешащего, много солдат, но так же, как и всегда, ездили извозчики, купцы стояли у лавок и в церквах шла служба. Алпатыч прошел в лавки, в присутственные места, на почту и к губернатору. В присутственных местах, в лавках, на почте все говорили о войске, о неприятеле, который уже напал на город; все спрашивали друг друга, что делать, и все старались успокоивать друг друга.
Принцип работы пуансона
В момент прессования, пуансон начинает давить на пресс-шайбу, а она давит на заготовку, которая выдавливается через матрицу. Так как деталь работает при больших силовых и тепловых нагрузках, ее изготавливают из особой, износоустойчивой стали. Она отличается высокой прочностью и не деформируется под влиянием температурных перепадов.
В принципе, пуансон можно назвать инструментом, который методом давления получает заготовку определенной формы. В штамповочном производстве он является одной из важнейших деталей.
Если совместно с ним используется полиуретан, то из него изготавливают матрицу, являющуюся ответной деталью штампа.
Принцип работы пуансона
В момент прессования, пуансон начинает давить на пресс-шайбу, а она давит на заготовку, которая выдавливается через матрицу. Так как деталь работает при больших силовых и тепловых нагрузках, ее изготавливают из особой, износоустойчивой стали. Она отличается высокой прочностью и не деформируется под влиянием температурных перепадов. В принципе, пуансон можно назвать инструментом, который методом давления получает заготовку определенной формы. В штамповочном производстве он является одной из важнейших деталей.
Если совместно с ним используется полиуретан, то из него изготавливают матрицу, являющуюся ответной деталью штампа.
Производим следующие виды пресс-инструмента для таблеточных прессов
Цельный пресс-инструмент
Диаметр таблеток от 11 до 18 мм. Данный пресс-инструмент более прост в мытье и очистке, но более дорогой. В случае износа или поломки приходится менять весь шток;
Сборный пресс-инструмент
Диаметр таблеток до 13 мм. Данный пресс-инструмент экономичный – сменные пуансоны стоят гораздо дешевле и, в случае износа или поломки, их легко заменить. Кроме того пуансоны могут изготавливаться из другого материала, чем шток. В зависимости от прессуемого препарата пуансоны изготавливаются из коррозионно-стойких, абразивно-стойких материалов с покрытием.
Сборный многопозиционный пресс-инструмент
Диаметр таблеток от 1.5 до 10 мм, число позиций зависит от диаметра таблеток. Данный пресс-инструмент экономичный, а также позволяет получить многократный прирост производительности. Применяются следующие типы сборного многопозиционного пресс-инструмента:
С внутренним креплением – пуансоны центрируются в стакане, который вставляется в отверстие штока, и фиксируются винтами
С наружным креплением – пуансоны центрируются в стакане, который надевается на выточку штока, и фиксируются штифтом. Данный тип имеет преимущество, так как позволяет установить несколько большее число пресс-инструмента, но для верхнего штока имеется вероятность недостаточно надежной работы в уплотнении, поскольку между наружными поверхностями штока и стакана существует переход.
Материалы для пуансонов и матриц
Для изготовления пуансонов и матриц применяются материалы, указанные в табл. 1.
Таблица 1.
| Наименование деталей | Рекомендуемые материалы | Заменяющие материалы | Твердость HRC | |||
| Марки | Номера стандартов или технических условий | Марки | Номера стандартов или технических условий | Матриц | Пуансонов | |
| Пуансоны, матрицы и пуансон-матрицы для вырезки и пробивки. Режущий контур простой формы | Сталь У10А | ГОСТ 1435-54 | Сталь У10 | ГОСТ 1435-54 | 56-60 | 54-58 |
| Сталь Х | ГОСТ 5950-63 | Сталь 7Х3 | ГОСТ 5950-63 | |||
| Сталь Х12М | Сталь Х12Ф1 | ЧМТУ 5634-56 | ||||
| Сталь 6ХВФ | ||||||
| Сталь У8А* | ГОСТ 1435-54 | Сталь У8 | ГОСТ 1435-54 | — | ||
| Сталь 8ХФ* | ГОСТ 5950-63 | |||||
| Те же, при более сложной форме или повышенных требованиях к точности. Пуансон-матрицы с тонкими рабочими стенками | Сталь Х12М | ГОСТ 5950-63 | Сталь Х12Ф1 | ЧМТУ 5634-56 | 56-60 | |
| Сталь 6ХВФ | ||||||
| Пуансоны и матрицы зачистные | Сталь Х12М | ГОСТ 5950-63 | Сталь Х12Ф1 | ЧМТУ 5634-56 | 58-62 | |
| Сталь 6ХВФ | Сталь У10А | ГОСТ 1435-54 | ||||
| Пуансоны и матрицы гибочные и формовочные простой формы | Сталь У8А | ГОСТ 1435-54 | Сталь У8 | 54-58 | 52-56 | |
| Сталь 8ХФ | ГОСТ 5950-63 | Сталь У10 | 54-58 | |||
| То же, сложной формы | Сталь Х12М | ГОСТ 5950-63 | Сталь Х12Ф1 | ЧМТУ 5634-56 | 56-60 | |
| Сталь 6ХВФ | ||||||
| Пуансоны и матрицы вытяжные и разбортовочные | Сталь У10А | ГОСТ 1435-54 | Сталь У10 | ГОСТ 1435-54 | 58-62 | 56-60 |
| То же, для вытяжки изделий из коррозионно-стойких сталей | Чугун СЧ 32…52 | ГОСТ 1412-54 | Чугун СЧ 24-44 Чугун СЧ 28-48 | ГОСТ 1412-54 | — | |
| Пуансоны и матрицы для листовой чеканки простой формы | Сталь У8А | ГОСТ 1435-54 | Сталь У8 | ГОСТ 1435-54 | 54-58 | |
| Сталь 8ХФ | ГОСТ 5950-63 | |||||
| То же, сложной формы | Сталь Х12М | Сталь Х12Ф1 | ЧМТУ 5634-56 | |||
| Сталь 6ХВФ |
*Для матриц не применяется
Твердость после термообработки выдержать:
- у матрицы — на глубине не менее половины ее высоты и на расстоянии не менее 5 мм вокруг рабочего контура; остальная часть может иметь твердость HRC на 5—12 единиц ниже;
- у пуансона — по всей высоте, исключая хвостовую часть под расклепку или головку;
- в комплекте одного штамма рекомендуется выдержать твердость матрицы выше твердости пуансона на 2 единицы HRC.
В отдельных случаях в опытном и мелкосерийном производстве при штамповке материалов с временным сопротивлением σв ≤20 кгс/мм2 и деталей со сложным контуром из тонкого листа допускается изготовление матриц без термообработки.
Стали марок 6ХВФ, Х12Ми Х12Ф1 рекомендуется применять при изготовлении высокостойких штампов, а также при штамповке твердых материалов (например, электротехнической стали)
Стали марок 8ХФ, У8А и У8 рекомендуются только для изготовления пуансонов разделительных штампов при применении круглой или профильной шлифовки (кроме случаев изготовления штампов для электротехнической стали).
Стали марок 45 и 50 допускается применять для изготовления пуансонов и матриц при штамповке небольших партий (до 10000 шт. в год) деталей hs сталей с σв ≤30 кгс/мм2, неметаллических материалов и цветных металлов толщиной до 1 мм в случае технико-экономической нецелесообразности применения инструментальных сталей.





Обслуживание пуансона
Вы можете значительно увеличить общий срок службы пуансона, если перетачиваете его как только кромка округляется до радиуса 0,13 мм. В этом случае требуется лишь незначительная заточка прикосновением к режущей кромке. Частые прикосновения лучше, чем ожидание момента, когда пуансон очень затупился. Инструмент работает дольше и режет чище при меньшей силе пробивки. Максимальный съем при заточке зависит от толщины пробиваемого материала, размера пуансона (длины и ширины) и станции дыропробиваемого пресса.
- Для заточки прочно зажмите пуансон в призме на магнитной плите плоскошлифовального станка. За один проход следует снимать только 0,03–0,05 мм. Проходы повторяются до получения острого инструмента, обычно общий съем 0,13–0,25 мм.
- Используйте стандартный электрокорундовый шлифовальный круг на керамической связке: интервал твердости от D до J, зернистость от 46 до 60, Круг ROSE, предназначенный, главным образом, для шлифования быстрорежущей стали, является предпочтительным, но не обязательным.
- Правьте круг жестким алмазным карандашом при подаче 0,0005–0,0200 мм; поперечная подача должна быть быстрой, 508–762 мм/мин.
- Подавайте СОЖ под максимальным давлением и насколько можно ближе к кругу. Используете качественную универсальную шлифовальную СОЖ с учетом спецификаций изготовителей.
- Подачи и скорости подач: а) подача вниз (шлифовальная головка), 0,03–0,08 мм; б) поперечная подача (врезная), 0,13–0,25 мм; для азотированных пуансонов, 0,05–0,18 мм; в) быстрые подачи (в боковом направлении), 2540–3810 мм/мин.
- После заточки легко бруском заострите режущие кромки, чтобы удалить возможные заусенцы после шлифования и оставить радиус 0,03–0,05. Это уменьшает риск скалывания.
- Размагнитить пуансон и напылить легкое масло для предотвращения коррозии.
Штамп и пуансон
В любом штампе, конструкция этой детали всегда совпадает с режущей частью матрицы. По сути дела, эту деталь можно назвать замыкающей деталью, создающей верхнюю часть изделия. Пуансон — это маленький пресс, который способен штамповать и маркировать детали. С его помощью можно штамповать детали любой формы или нанести маркировку, причем она может быть обыкновенной или в зеркальном отражении.
В основном пуансон применяется в металлообрабатывающей промышленности, там, где используется прессование металлов, формируются листовые заготовки. В строительном производстве с помощью пуансона получают газобетонные блоки, имеющие фигурные пустоты.
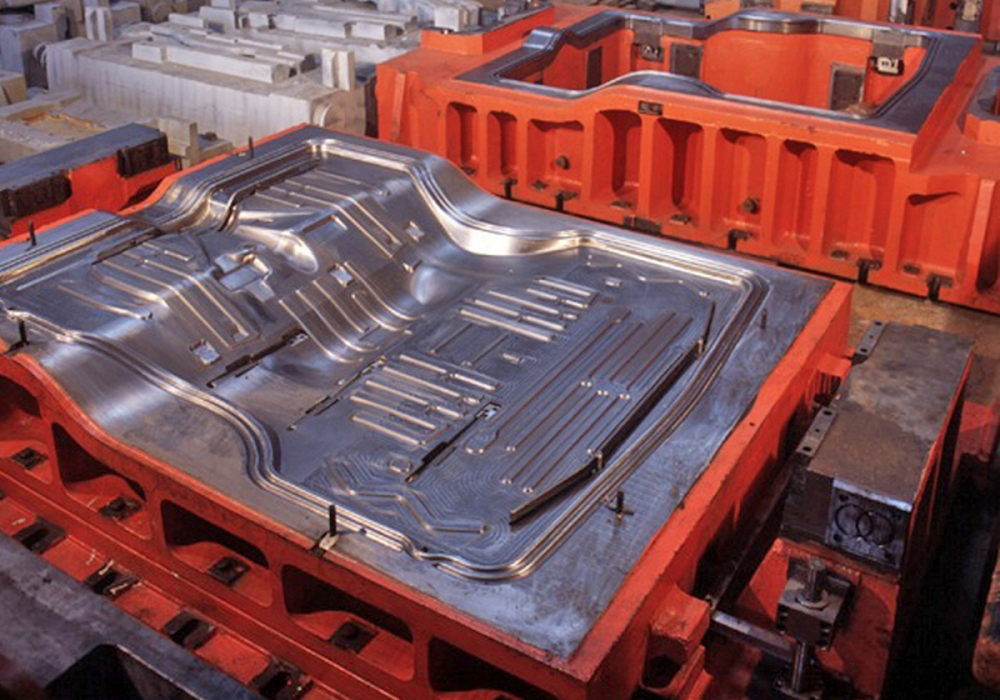
Особенности матриц и пуансонов
Чтобы выпускаемые изделия имели надлежащее высокое качество, геометрические размеры модулей оснастки должны быть чрезвычайно точными, соответствовать друг другу, их поверхность абсолютно гладкой, линия среза – ровная, точная, а пресс должен быть точно отцентрован. Для обеспечения этих показателей инструмент подвергается двойному шлифованию (черновому, чистовому), полировке, заточке. Модули фасонного типа производят путем технологического оттиска, а сложно контурные изготавливают на фрезерных, строгальных станочных агрегатах. Затем оснастка проходит закалку под высокими (около 780°) температурами.
В случаях, если конфигурация пуансона сложнее матрицы, в первую очередь изготавливают его, а затем по его оттиску создают основу. Особый контроль ведется за соблюдением величины зазора между узлами. Просвет соблюдают посредством независимой обработки, либо взаимной подгонки.
При достойном качестве комплекта он прослужит долго, даст точную линию среза, а изготовленные на нем детали не потребуют дополнительной обработки.
Пуансон и матрица в штампе выгодны своей многофункциональностью, универсальностью, практичностью. Во время работы такая оснастка легко и без дополнительных усилий монтируется/демонтируется, наносимые на нее покрытия равномерно осаждаются по всей поверхности, доступна функция планетарного вращения.
Сервисное обслуживание оснастки не затруднительно: требуется систематически очищать поверхность от металлических, бетонных и прочих остатков (с помощью скребков, щеток), промывать напором водной струи с последующей просушкой.
Изношенные комплекты не восстанавливаются, а своевременно заменяются на новые, поскольку их поверхность истирается, их размеры теряют нужную величину, точность. Инструмент, изготовленный из материала, подобранного под конкретную задачу, функционирует без потери качества до нескольких лет (4-6 максимально). Поэтому приобретение оснастки с большим запасом прочности и сроком службы рациональнее, чем частая замена менее прочных комплектов.
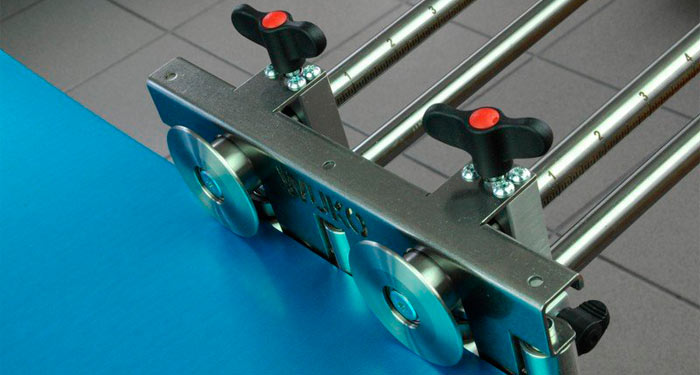
Технология изготовления приспособления «Улитка»
Упрощенно технологический процесс изготовления станка «Улитка» своими руками можно представить в виде ряда последовательных операций.
На листе бумаги вычерчивается профиль изделия, который требуется изготовить. При вычерчивании выдерживаются размеры изделия. Чертеж нужен только для получения профиля самой детали
Внимание! При проработке учитываются толщина заготовки. Нужен зазор не менее 3…4 мм, тогда изделия можно снять после его изгибания в приспособлении.
Для большинства станков изготавливают центральный упор
В нем будет фиксироваться начало.
Разные мастера используют свои приемы фиксации, поэтому изделия у них можно отличить по почерку.
Из стального листа вырезается опорная пластина. К ней будет привариваться центр, а также спираль. Толщина пластины должна быть не менее 3 мм, так как будут прилагаться значительные усилия. Размер пластины в будущем определит и параметры завитка.
Пользуясь чертежом спирали, изгибается из полосы заготовка. При ее гибке контролируются параметры. Чем точнее будет изготовлен этот элемент, тем проще будет выполнять изготовление элементов для кузнечных изделий. Внимание! При необходимости изготовления завитков с количеством витков более одного нужно срезать полосу спирали по диагонали. Поэтому используют полосу значительно ширины. Минимальный размер соответствует высоте профиля, который собираются гнуть на станке.
Приспособление размещают на специальной стойке, чтобы легче формировать готовые изделия. Для небольших по размеру деталей удобно размещать на вертикальной стойке.
Чтобы проще выполнять работу приваривают ручку. Ее устанавливают с обратной стороны, чтобы не мешала устанавливать и снимать заготовки.
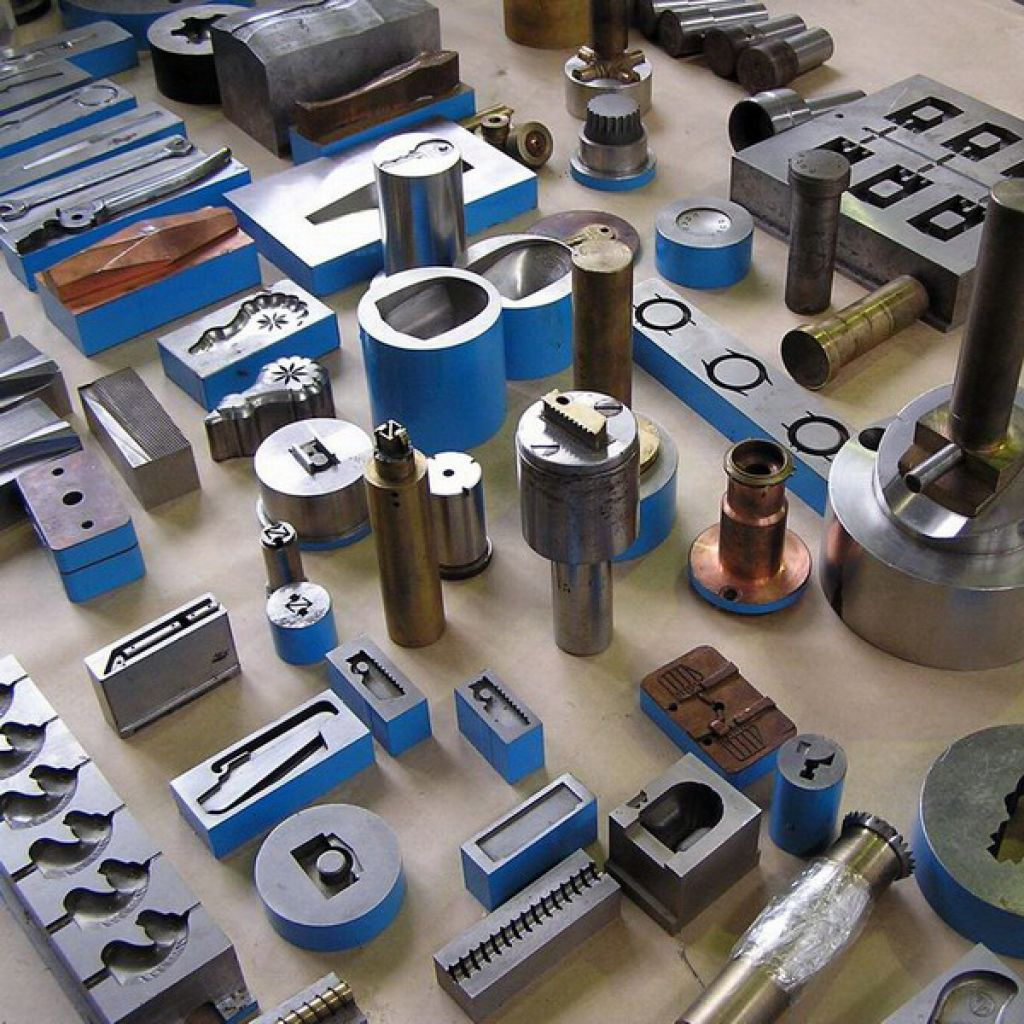
Изготовление пуансонов
При производстве пуансонов используются высокоточные станки, имеющие программное управление. Первоначально используются фрезерные станки, которые механическим способом выполняют и обрабатывают заготовки деталей. Затем их шлифуют и далее, слесарным оборудованием наносят на поверхность рабочий контур штампа. После изготовления пуансона его помещают в специальную печь для закаливания.
Изготавливаемые пуансоны могут быть цилиндрической формы и фасонной, производство которой подвергается более длительному и сложному процессу. Также производятся пуансоны, содержащие буквы или цифры. Это стальной кусок с квадратным сечением, имеющий запиленный наконечник, на котором выгравирован необходимый знак. Пуансоном такой формы клеймят различные номера, металлические детали, станочные элементы и другие изделия.

Матрица в свою очередь, изготавливается после пуансона, используя его оттиск. Контейнер должен быть немного больше по ширине и размеру. Поэтому необходимый зазор между деталями подгоняется путем независимой обработки.
Детали прессового оборудования быстро изнашиваются, поэтому их следует периодически менять. На срок использования пуансонов влияют методы изготовления штампов и сфера производства. Средняя продолжительность работы прессовых составляющих около 6 лет.
Материалы для пуансона и матрицы
В ходе производства оснастка претерпевает следующие воздействия:
- Повышенное давление;
- Высокотемпературный фон (при горячих процессах);
- Холодные температуры (во внештатных случаях принудительного охлаждения);
- Резкие перепады температурной среды;
- Контакт с жидкостной средой.
С учетом перечисленных факторов матрица и пуансон для штампа должны быть изготовлены из материала с следующими качествами:
- повышенная прочность;
- стойкость перед износом;
- устойчивость перед коррозией.
Кроме того, при нагревании материал не должен сильно менять размеры – это чревато порчей изготавливаемых деталей. Учитывается и то, что некоторые материалы при повышенном температурном фоне изменяют свойства. Так, легированная сталь под воздействием жара приобретает хрупкость, поэтому пуансоны из нее для горячих процессов не используют.
Особенности пуансонов и матриц
Оснастка промышленных станков отличается практичностью, многофункциональностью и простотой в обслуживании. Для нормальной работы станка требуется регулярная очистка поверхностей от остатков бетонной смеси и металла. Для этого применяют различные механические способы с использованием скребков, шпателей, щеток-сметок. Перед остановом вибропресса или станка его промывают под напором воды и просушивают.
Матрицы и пуансоны — это быстроизнашивающиеся детали, поэтому расходные части подлежат замене. В зависимости от сферы использования матрицы и пуансоны служат 4-6 лет. Составные части вибропрессов или штампов выпускают различных конфигураций и назначений. Это определяется формой, типом и размерами выпускаемых металлических деталей или бетонных изделий.
Оснастка вибропрессовальных и штамповочных станков должна иметь ровную поверхность без зазоров, заусениц, рванин и трещин. Цилиндрические пуансоны подвергают черновому и чистовому шлифованию, а также полировке и заточке. Фасонные пуансоны изготавливают оттиском, при этом деталь проходит закалку (процесс протекает при температуре 780 градусов в течение 8 минут) и финальную обработку. Оснастка со сложным контуром производится при помощи строгальных или фрезерных станков. На этом же оборудовании изготавливают матрицы, с учетом соответствующих размеров. Качественно изготовленные прессовальные формы обеспечивают чистую линию среза, с максимально точностью, при минимальном износе самого штампа.
Пуансон и матрица как составные детали прессового оборудования
Прессовочные инструменты – это специальные устройства и приспособления для обеспечения оптимальных условий работы. К ним относятся контейнеры, матрицы, иглы, пуансоны и др.
Успешность прессования зависит от качества инструмента. Поэтому пуансоны и матрицы становятся основными элементами прессовочного оборудования. Рассмотрим каждый из них.
Пуансоны
Пуансоны используются не только в прессовании, но и при выполнении маркировочных и штамповочных операций. Однако чаще всего используются при работе с металлами. Являясь составным элементов пресса, пуансон воздействует на заготовку силой давления, прошивая, вырубая, пробивая или высекая обрабатываемую поверхность.
Пуансоны могут работать в различных условиях. Обрабатывая холодный металл, пуансон должен быть максимально крепким, значит, основной материал, который входит в его состав, это высокопрочная сталь. При работе в «горячих» условиях, пуансон должен быть устойчивым к высоким температурам. Поэтому сталь для его изготовления специально закаливают, чтобы она не деформировалась под потоком горячего воздуха.
Конструкция пуансона для обеспечения наилучшего качества работы должна удовлетворять следующим требованиям:
- Быть простой в изготовлении и для осуществления сборочно-разборочных работ;
- Иметь точные параметры для установки;
- Быть устойчивой к деформациям;
- Быть прочной.
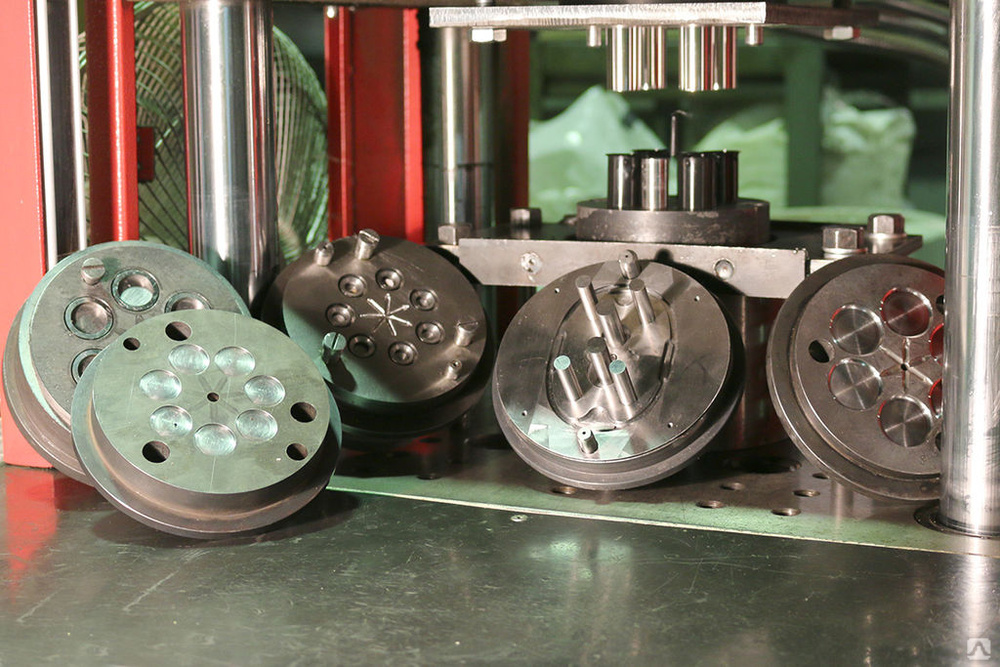
Матрицы
Матрица участвует в получении требуемых размеров профиля и обеспечивает качество обработки поверхностей. При этом она испытывает колоссальное давление от воздействий высоких температур. Поэтому матрицы, как и пуансоны, изготавливают из высокопрочной стали, продлевающей срок службы инструмента.
Среди видов матриц выделяют одноочковые и многоочковые. Чем больше количество отверстий в матрице, тем большей производительностью обладает пресс. От количества отверстий зависит не только скорость обработки, но и вид изделия. Для определенных материалов разработаны специальные матрицы с требуемым количеством отверстий. Например, круглые профили небольших размеров обрабатываются матрицами, которые могут иметь от одного до тридцати отверстий.
Важным элементом матрицы становится поясок. Именно он участвует в определении формы и размеров поперечного сечения изделия, которые затем передаются матрице. Матрица может потерять данные при воздействии высоких температур. Поэтому основным гарантом ее надежности является материал, который входит в ее состав. Это должен быть износостойкий материал – микролит, термокорунд, победит.






Таким образом, использование матриц и пуансонов необходимо для обеспечения оптимальных условий работы. Это важные составные элементы прессовочного станка.
Наше предложение
предлагает оборудование для пескоструйной обработки металла, которое отличается высоким качеством и надежностью в работе. На сегодняшний момент мы располагаем широким ассортиментом оборудования для обработки металла. Гидравлический пресс от наших поставщиков хорошо зарекомендовал себя на крупных и средних предприятиях в различных областях страны и за ее пределами. Приобретая оборудование у нас, вы получаете возможность сервисного обслуживания, специалисты нашей компании всегда готовы помочь.
Из каких сталей изготавливают пуансоны?
Для пуансонов применяются следующие марки стали:
- У10А, Х, Х12М, Х6ВФ, У8А и 8ХФ – для пробивных пуансонов при простой или сложной форме режущего контура (56-60 HRC), зачистных пресс-форм (Х12М, Х6ВФ с твердостью 58-62 HCR).
- У8А, 8ХФ, Х12М и Х6ВФ – для гибочных и формовочных пуансонов простой формы (54-58 HRC) и сложной формы (56-60 HRC).
- У10А, У10 или СЧ 32-52 для вытяжных, разбортовочных пуансонов, а также для изготовления деталей из коррозионностойких марок сталей.
Стали 6ХВФ, Х12Ф1 и 7X3 используются в случае штамповки изделий из трансформаторной стали и других твердых материалов.
Основное назначение матрицы
Для того чтобы изготовить заготовку необходимой формы, используется матрица, которую можно сделать из:
- полиуретана;
- резины;
- различных металлов.
Чтобы сделать железную деталь, матрицу необходимо изготовить из специализированной прочной стали, которая имеет высокую износоустойчивость. Подобная конструкция должна быть оборудована отполированными стенками и не иметь крышки.
Специалисты выделяют матрицы следующих видов:
- простые;
- сложные;
- универсальные.
Наиболее сложные конструктивные решения используются довольно редко, поэтому их производят по индивидуальному заказу. Примером простых матриц стоит считать формы для производства различных блоков и небольших кирпичей.
Особенности производства
Процесс производства матриц для пресса – трудоемкая и технологичная задача, к которой предъявляются особые критерии. В результате чего, для того чтобы улучшить качественные характеристики конструкции, их изготавливают разъемными. Для производства матриц используется различный металл. Небольшие партии выпускаются из низкоуглеродистой стали, подвергающейся закалке. В массовом потоке применяется углеродистая или инструментальная легированная сталь. После детали подвергаются закалке.
Матрицы для пресса отличаются:
- Износостойкость;
- Антикоррозийные характеристики;
- Высокий показатель прочности.
В большинстве случаев для производства этой продукции применяются высококачественные стальные и алюминиевые сплавы, после они подвергаются закалке и шлифовке. Твердость рабочей поверхности достигает показателя 60 HRC.
Правила выбора
Гибка металла, несмотря на простое звучание, процесс довольно сложный, требует специализированных знаний и опыта работы на соответствующем оборудовании. Даже при постоянной задаче получения угла 90° требуется точная настройка. В зависимости от обрабатываемого металла (лист разной толщины, алюминий или нержавеющая сталь) на выходе могут быть разные значения.
Длина листа тоже влияет на показатели, меняется точность от сгиба поперёк или вдоль волокна металла, от упругости деформации, от пружинения. Соблюдение точности зависит от множества параметров. Различают два вида холодной гибки:
- воздушная (или свободная);
- калибровка.
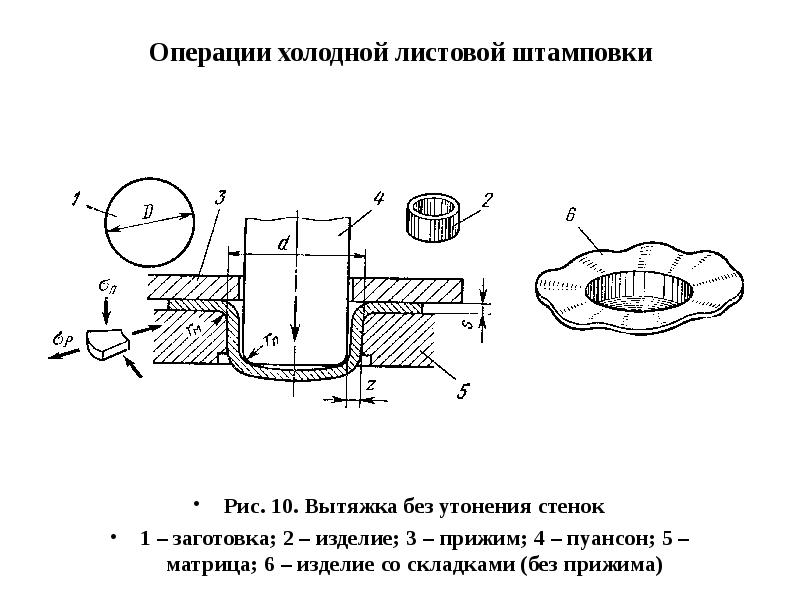
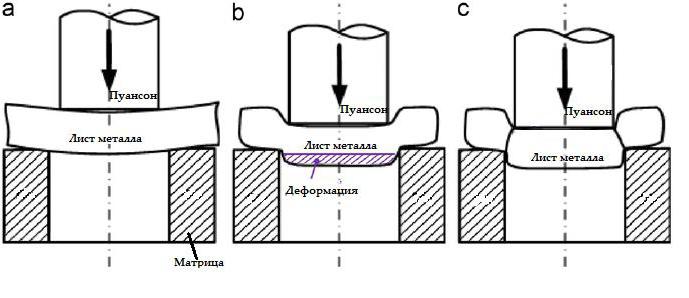
Пуансон вдавливает металл на заданную глубину в канавку матрицы, при этом лист не касается стенок — угол сгиба достигается не геометрическими показателями оборудования, а положением продольной оси.
Применение пуансонов в металлообработке
Изделия наряду с матрицами являются основой оснастки листогибочного оборудования. Они используются для следующих целей:
- Штампование. Пуансон оказывает на заготовку давление непосредственно.
- Маркировка. Нанесение различных данных на металлические заготовки при воздействии.
- Прессование. Заготовка выдавливается через матрицу, т.е. пуансон не оказывает непосредственного давления на саму заготовку.
Листогибочный инструмент может применяться для завальцовки, радиусной гибки, создания Z-гиба
Оснастка листогибочных прессов используется при работе с различными металлами и сплавами, включая разные марки стали, нержавеющие стали, металлы с покрытиями и т.д.
Пробивка листовой детали
Работа пресса путем пробивки достаточно проста. При этом одна часть помещенного в оборудование материала отделяется от основной по определенно заданному контуру. В процессе вырезки образуются внутренние отверстия. Процесс использования штампов, пуансонов при пробивке напоминает резку деталей ножницами. В этом случае режущими составляющими являются матрица и пуансон, которые имеют острые кромки.
Чертеж пуансона наглядно показывает, как происходит вдавливание металла в нижнюю часть матрицы с последующим сгибом и деформацией материала. К концу работы, достигая максимального давления, волокна металла разрываются и выполняется соответствующий срез на изделии.
В статье мы рассмотрели, из чего изготавливается такое оборудование, как пуансон, что это такое и где применяется. С их помощью чеканятся монеты, медали, значки, печати, фактурные рисунки, медикаменты и многие другие изделия.
Рекомендованные металлы для пуансонов и матриц
Для холодных процессов:
- сталь повышенной прочности, прокаливаемости (степень закалки — до твердости 55-65 HRC);
- сталь инструментальная, марка 6ХВ2С.Твердость пуансона должна иметь указанные значения по всей его высоте, твердость матрицы — на расстоянии 5 мм по рабочей линии, на глубине половины высоты.
Для горячих процессов:
высокопрочные износостойкие стали, стойкие к температурам деформирования. Материал пуансона прочнее материала производимого изделия, основа же не только из металлов, но и из резины, полиуретана (твердость 98 ед. по Шору). Иногда для основы могут быть использованы легко разрушаемые материалы (глина, гипс): например, если требуется отлить детали со сквозными проемами.
Классификация способов гибки
Виды гибки различаются по следующим параметрам:
- По виду конечного профиля, который может быть L-образным (одноугловая гибка) или П-образным (двухугловая гибка). Для высокопластичных металлов и сплавов без нагрева исходной заготовки возможна и многоугловая гибка. К гибке примыкает также и технология закрутки/скручивания, которой производят, например, оконные и дверные петли.
- По характеру приложения основного деформирующего усилия. Гибка может быть свободной, и с калибрующим ударом. В первом случае исходная полоса или профиль укладывается на две опоры, и посредине прикладывается усилие, которое деформирует металл. Во втором случае заготовка укладывается на подпружиненную опору, и перемещается вместе с инструментом вниз до упора. Иногда применяется упрощённый вариант калибрующей гибки, при реализации которого изделие жёстко подчеканивается в конце рабочего хода гибочного инструмента.
- По количеству переходов гибки, которое определяется пластическими свойствами материала. Большинство заготовок в холодном виде способны деформироваться за один переход без трещин на углы до 100…1200. При более интенсивном формообразовании предусматривается двух- и даже трёхпереходная гибка. Для малопластичных материалов между гибочными переходами всегда вводится промежуточный отжиг.
- По способу гибки. Операция может выполняться инструментом, который двигается возвратно-поступательно, либо вращается. Первый вариант гибки реализуется на механических, либо гидравлических прессах вертикального или горизонтального действия. В практике за оборудованием первого вида укоренилось название «листогибы», а за вторым – «кузнечные бульдозеры». Ротационная гибка непрофилированным инструментом производится на сорто- или листогибочных машинах валкового типа. Такое оборудование часто оснащается приспособлениями для правки исходного металлопроката.
Принцип действия пуансона для гибочного пресса
Повышенные тепловые и механические нагрузки, выпадающие на эту деталь, диктуют необходимость применения особой износостойкой стали при ее изготовлении. Такой материал не деформируется даже под воздействием существенных температурных перепадов.
Пуансон для пресса – это своеобразный мини-пресс, пригодный для штамповки деталей и нанесения на них маркировки. С его помощью можно выпускать продукцию любой формы в полном соответствии с пожеланиями заказчика. Пуансон наиболее востребован в сфере металлообработки для прессования и формирования заготовок из листового металла.
Все модели гибочных прессов снабжаются комплектом оснастки, состоящим из двух элементов: пуансона и матрицы. Их характеристики зависят от ряда факторов:
- модели пресса;
- сложности гибки;
- толщины заготовки.
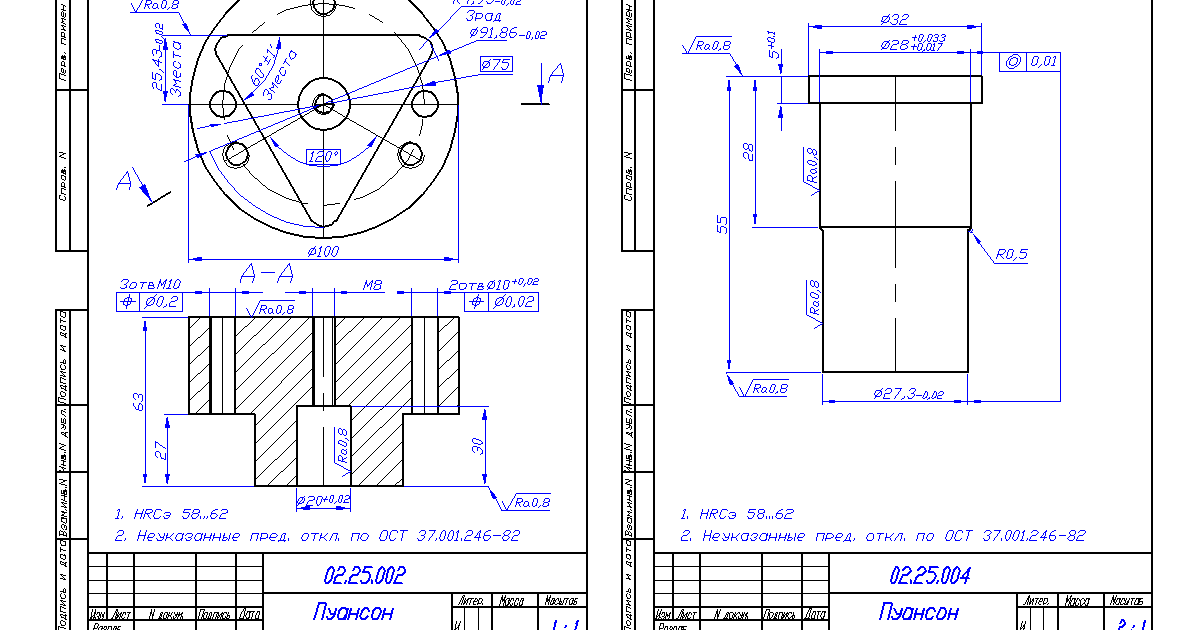
Нередкой ситуацией является нехватка стандартного комплекта оснастки для решения имеющихся на производстве задач. Новые виды изделий, нестандартные производственные задачи, повышение производительности – все это требует поставок дополнительного комплекта оснастки. При этом придется определиться с профилями матриц и пуансонов для пресса. Такой инструмент изготавливается в строгом соответствии с чертежами заказчика с многоступенчатым контролем точности.



Основное назначение матрицы
Для того чтобы изготовить заготовку необходимой формы, используется матрица, которую можно сделать из:
- полиуретана;
- резины;
- различных металлов.
Чтобы сделать железную деталь, матрицу необходимо изготовить из специализированной прочной стали, которая имеет высокую износоустойчивость. Подобная конструкция должна быть оборудована отполированными стенками и не иметь крышки.
Специалисты выделяют матрицы следующих видов:
- простые;
- сложные;
- универсальные.
Наиболее сложные конструктивные решения используются довольно редко, поэтому их производят по индивидуальному заказу. Примером простых матриц стоит считать формы для производства различных блоков и небольших кирпичей.
Особенности пуансонов и матриц
Данные детали очень просты в эксплуатации, но из-за активной работы с ними под воздействием высоких температур и недостатке должного ухода часто подлежат замене. Чтобы увеличить срок их службы необходимо регулярно очищать их от оставшегося на стенках материала с помощью специальных приспособлений: щёток, скребков, шпателей различного размера и жесткости. Также осуществляется промывка пресса с помощью шланга с проточной водой под большим напором. Перед следующим использованием поверхности полностью просушивают.
Но несмотря на бережный уход за матрицами и пуансонами их срок службы составляет от 4 до 6 лет. Разработчики системы предусмотрели момент недолгой службы деталей и поэтому они с легкостью поддаются замене в случае необходимости. В специализированных магазинах представлен широкий ассортимент различных конфигураций (пуансонов для штампа) или пресса. Также можно выбрать материал изделия согласно необходимому процессу воздействия на сталь.

Пуансон – инструмент, который должен иметь идеальную поверхность без пробоин, зазоров и выступов, чтобы при изготовлении изделия не деформировать его. Поэтому пуансоны цилиндрической формы перед первым применением тщательно отшлифовывают в 2 этапа, а элементы тиснения затачивают. Формы для штампа изготавливают при определенной температуре, чтобы добиться максимально гладкости поверхностей и чётких оттисков.
Для различных видов операций выбирают разные пуансоны
Обращают внимание на следующие параметры:
- форма;
- материал изделия:
- тип;
- размер.
Выбрав необходимую модификацию деталей, следует обратить внимания на следующие критерии:
- между матрицей и пуансоном не должно быть зазора более нормы или же полного его отсутствия;
- отсутствие неровностей на поверхностях;
- противопоказано наличие трещин на деталях.
Обработка (пуансона для пресса) со сложным тиснением требует особо внимания. Для данных целей используют большое количество различных станков, в том числе строгальный и фризеровочный. Матрица проходит дополнительную подготовку такими же средствами.
Главное помнить, что даже самое качественное оборудование перед применением стоит предварительно обследовать и обработать. Только в этом случае можно добиться желаемого результата по чистоте среза.



