Как выбрать кинематическую схему гибочного станка
Наиболее доступны для изготовления своими руками станки, в которых листовой металл будет изгибаться в результате поворота подвижной траверсы. Принцип действия такого станка заключается в следующем.
Подлежащая гибке заготовка устанавливается на направляющую плоскость нижнего стола станка и фиксируется по упору, который закреплён на опорной раме устройства (желательно предусмотреть регулировку упора).
В направляющих рамы листогиба двигается возвратно-поступательно верхняя траверса, которая при своём движении вниз зажимает своей линейкой изгибаемое изделие.
Впереди нижнего стола находится поворотная балка, которая может поворачиваться вокруг своей оси. Поворот может производиться рукояткой от рычажного привода, но может быть изготовлен вариант с ножным приводом. В последнем случае руки оператора остаются свободными, что облегчает манипулирование заготовкой при её прижиме к линейке верхней траверсы. Кроме того, при ножном управлении листогибом меньше устают руки.
Набор гибочного инструмента на верхней и поворотной балках может изменяться. Проще всего с этой целью заказать комплект пуансонов и матриц с требуемыми радиусами гиба, и стандартными посадочными местами. В заказ придётся отправить все детали – линейку, прижим и т.п. – которые потребуют для своего изготовления квалифицированных фрезерных работ.
Скос верхней балки будет определять наибольшее значение угла гиба, на который может изменить свою ось листовой металл.
Что того, чтобы сделать такой агрегат своими руками, потребуются следующие материалы:
- стальной швеллер номером от 6 и выше;
- комплект стальных уголков, предназначенных для изготовления своими руками опорной рамы станка;
- толстолистовая широкополосная сталь, из которой будут изготавливаться поворотная, верхняя и нижняя балки;
- крепёжные изделия в ассортименте;
- пруток для изготовления ручного рычажного привода поворота балки.
Для облегчения работ можно воспользоваться также слесарными тисками, направляющими от списанного токарного станка, а также массивными петлями от стальных входных дверей.
По подобному принципу можно сделать и самодельный листогиб, используя деревянные детали. Он, правда, сможет изгибать только алюминий и тонколистовую сталь (до 1 мм толщины), но во многих случаях этих возможностей бывает вполне достаточно, а трудоёмкость работ по сооружению листогиба своими руками заметно снизится. В частности, отпадает потребность в сварочных операциях. Следует отметить, что рабочие детали такого станка должны изготавливаться только из древесины твёрдых пород (сосна, ель не подходят).
Определившись с принципом действия листогиба, можно поискать и подходящие чертежи. Впрочем, человек с инженерным образованием, сможет изготовить комплект чертежей и самостоятельно. Преимущество такого варианта состоит в том, что ряд рабочих чертежей оперативно видоизменяется и перерабатывается под конкретные возможности и исходные материалы.
Чертежи листогиба должны учитывать способ его установки. Для небольших агрегатов, например, станок для гибки может быть передвижным или даже переносным. В противном случае придётся, используя сварку, сделать устойчивое основание, иначе излишняя подвижность станка будет снижать точность работ на нём.
По готовности станка необходимо выполнить его проверку на работоспособность и точность. Для этого изгибают тестовую полоску из толстого картона необходимой толщины. Если гиб выполнен правильно, то высота полок полоски будет одинаковой, а на её поверхности не останется следов от деформирующего инструмента.
Согнуть кольцо из металлической полосы.
Возникла необходимость изготовить несколько колец из металлической полосы толщиной 8мм и шириной 55мм. Внешний диаметр кольца — 400мм, а внутренний -300мм. После гибки и сварки окончательно обрабатывается на токарном станке. Может быть кто-то сталкивался с подобной задачей и может подсказать технологию гибки. Может быть имеются приспособления для гибки аналогичных деталей. Буду благодарен за советы и предложения.
Дурацкий вопрос, а тонкая лента не пойдет? Вообще бы я с этим вопросом обратился в приличную кузницу.
Что-то непонятно,как такое может быть,наружный диаметр 400 мм.,внутренний 300 мм.,при толщине стенки 8 мм.? (400-300):2=50мм,должна быть толщина стенки, а не 8мм,если речь о кольце идет.Обрезки труб необходимого диаметра не подойдут?
Полоса должна гнуться по ширине, а не толщине, если я правильно понял. Надо использовать для таких параметром что-то типа промышленного трубогиба с мощным электроприводом с соответствующими оправками.
Проще из листа 8 мм вырезать газом, подравнять на станке. Если нет такой возможности — действительно к кузнецу.
В таком случае гнуть надо на «ребро», 8мм на ребро что-то не айс,тогда проще на листе 8мм нарисовать это, и хоть лобзиком выпиливай. Понимаю,но раз надо.
Вообще попробуйте это проделать с картонным макетом,вручную гнуть на ребро,правильно он либо складывается,либо рвется,имхо такое же будет и с металлом,так что лучше резать из листа.
Янн:- Согнуть ,сложно . Обычно режут из листа. Вы сходите в местную котельную или в водоканал,возьмите бутылку и к слесарям . Они в курсе этих вопросов. У меня дома несколько пятаков 400 *10 мм валяются ,это заглушки от оборудования. Но как Вам их отдать ?
2eug28 Никогда и ни на каком оборудовании не согнете эту полосу в плоское, гладкое кольцо. Резать надо из цельного листа газом, ЭДС, лобзом болгаркой или прямо на токарнике
Думаю,после газа его так поведет,что только в металлолом.
Согнуть не удастся. Если цельного листа под кольцо нет, можно сварить из полосы — секторами (хордами) с разделкой и потом на станок. Как-то так, если ширина 55:
уверяю , не поведет.
Надо то всего лишь сделать кольцо Х мм шириной У мм, потом вырезать кусочек (сектор) получится этакая буква С и гнуть на наковальне по диаметру пока не сойдутся края.. соответственно проделать всё на макете из картона.. плюс припуски на ручную обработку, и вперёд.. Конус так обычно делают.. а вообще, на трубный завод..просто заказать то, что нужно..
Янн:- Не чего не ведёт ,так обычно везде делают,да и собственно работа эта хорошо знакомая сварщикам. Можете и сами сделать ,найдите резак и нужное железо. Ну можно пруток согнуть,сварить и в кузню ,там его нагреют и расплющат. Выход вижу такой :- «Или в кузницу ,либо к сварщику».
Если кузница и ковать — то толщина может получиться неравномерной. Проще вырезать из листа. да хоть лобзиком. (сколько пилок уйдет — промолчу )
Ничего не понял: зачем из готового кольца «вырезать кусочек» и затем гнуть? У автора есть полоса 55х8, а сделать ему нужно фланцы (похоже, на 299-ю трубу).
Вы еще про нормального резчика забыли.
Когда-то резали,лист 8 мм,для ворот,вело,при сплошном резе.Стали резать пунктирами,чуть лучше результат.
Откуда взялась стенка? Я просил поделиться технологией. А таковая есть. Если нечего предложить лучше промолчать. ИМХО.
Сварить из сегментов теоретически конечно можно,но практически 12(на Вашем чертеже) сегментов,в одной плоскости,да как не разделывай, не сваришь,имхо.
Плюсы самодельного устройства
В конечном счете все, что вам потребуется для изготовления такого универсального устройства, можно купить по небольшой стоимости в любом строительном магазине либо подобрать нужные компоненты из старых давно забытых вещей, а также подобрать чертежи. В любом случае цена такого станка очень быстро себя окупит, так как изготовить на нем можно детали любой сложности с минимальными затратами на расходный материал.









Важно: аренда прокатного станка обойдется в круглую сумму, из-за чего вы можете размещать объявления и неплохо зарабатывать на своем устройстве. Сделанная работа достаточно быстро окупается, так как вы можете изготавливать любые детали
Вот лишь небольшой их список:
Сделанная работа достаточно быстро окупается, так как вы можете изготавливать любые детали. Вот лишь небольшой их список:
- профтрубы;
- металлические направляющие для профиля под гипсокартон;
- покрытия для фальцевой кровли;
- элементы для металлосайдинга;
- металлические листы квадратной и прямоугольной формы;
- дополнительные крепления для сайдинга;
- провод для электрической проводки.
Все эти самоделки пригодятся вам при строительстве нового дома или его ремонте. Как показывает практика, листогибочные самодельные станки крайне востребованы, так как их схема не требует сложного изготовления, но при этом позволяет изготавливать массу полезных и нужных деталей.
Видео: прокатный станок своими руками.
Самая популярная конструкция листогиба и ее улучшение
Конструкцию ручного листогибочного станка, показанную на чертеже №1, можно без труда усовершенствовать. По приведенному чертежу видно, что приспособление для гибки листового металла состоит из таких элементов, как:
Чертеж №1: Для постройки нашего листогибочного станка мы применим данную схему
- подушка, изготовленная из дерева;
- опорная балка из швеллера 100–120 мм;
- щечка, для изготовления которой используется лист толщиной 6–8 мм;
- подвергаемый обработке лист материала;
- прижимная балка, сделанная из уголков 60–80 мм, соединяемых при помощи сварки;
- ось для вращения траверсы (изготавливается из металлического прутка диаметром 10 мм);
- сама траверса – это уголок с размерами 80–100 мм;
- рукоятка приспособления, изготавливаемая из прутка диаметром 10 мм.
У траверсы листогиба (пункт 7), которую согласно изначальному чертежу предполагается делать из уголка, условно показан вариант исполнения из швеллера. Такая модернизация в разы увеличит выносливость траверсы, которая при использовании уголка в определенный момент неизбежно прогнется посередине и перестанет в этом месте создавать качественный сгиб лист. Замена на швеллер позволит делать не 200 сгибаний без рихтовки или замены данного элемента (что при более-менее активной работе весьма немного), а более 1300.
Чертеж №2: Основные элементы листогиба
Чертеж №2 позволяет более детально разобраться в конструкции самодельного листогиба:
- самодельная струбцина, сделанная из подходящего уголка (40-60 миллиметров) и винта с пяткой и воротком;
- щечка;
- швеллер, выступающий в роли опорной балки станка;
- кронштейн прижимной балки, выполненный из уголка 110 миллиметров;
- сама прижимная балка листогиба;
- ось вращения траверсы;
- сама траверса.
Усиливаем прижимную балку
Ниже мы рассмотрим схему усиления прижимной планки. Однако, если в качестве прижима у вас изначально будет достаточно массивный уголок, а гнуть чрезмерно толстые листы на своем листогибе вы не планируете, то вполне можно обойтись без усиления прижимной планки описанным способом.
Стоит ли связываться с усилением прижима, зависит от условий работы станка
Чтобы продлить срок службы прижимной балки и сделать его сопоставимым со сроком службы траверсы, следует дополнить данный элемент конструкции, который изначально по чертежу выполнен из уголка, основой из металлической полосы с размерами 16х80 мм. Переднему краю данной основы нужно придать угол 45 градусов, чтобы выровнять ее плоскость с плоскостью самого прижимного уголка, а непосредственно рабочей кромке данного элемента следует сделать фаску около 2 миллиметров.
На чертеже №2 полученная деталь в разрезе указана на дополнительном рисунке вверху справа. Эти меры позволят металлу прижима работать не на изгиб (что крайне нежелательно), а на сжатие, тем самым многократно увеличивая срок службы без ремонта.
Также следует позаботиться о фрезеровке нижней плоскости прижимной балки, которая и формирует сгиб. Неровность данной плоскости, согласно общепринятым правилам, не должна превышать половины толщины сгибаемой заготовки. В противном случае согнуть заготовку ровно, без вздувшейся линии сгиба, не получится. Следует иметь в виду, что отдавать балку на фрезеровку следует только тогда, когда на ней уже есть все сварные швы, поскольку их выполнение приводит к изменению геометрических параметров конструкции.
Повышаем надежность креплений станка
В листогибочном станке есть еще один большой недостаток – схема его крепления к рабочему столу. Струбцины, которые предусмотрены в данном приспособлении, являются очень ненадежным вариантом крепления, особенно если учитывать быструю утомляемость сварных швов. От таких крепежных элементов можно вообще отказаться, что также позволит избежать необходимости использования сварных соединений и щек. Решить эту задачу позволяют следующие действия:
- изготовление опорной балки, которая будет выступать за пределы рабочего стола;
- проделывание U-образных проушин на концах опорной балки;
- крепление опорной балки к рабочему столу при помощи болтов (М10) и фасонных гаек с лапами.
Если щек в усовершенствованном листогибочном станке уже не будет, то как к нему прикрепить траверсу? Решить такой вопрос можно достаточно просто: использовать для этого дверные петли-бабочки, которые обычно применяются для навешивания тяжелых металлических дверей. Крепить такие петли, обеспечивающие достаточно высокую точность, можно при помощи винтов с потайной головкой. На чертеже №2 это дополнительно проиллюстрировано внизу справа.
Согнуть на листогибочном станке с траверсой, закрепленной на петли-бабочки, можно множество заготовок, так как эти петли отличаются очень высокой надежностью.
Чертежи создания листогибочных станков
Инструмент с поворотной рамой для гибки заготовок
Подобное устройство, сделанное своими руками, домашние мастера используют чаще всего для загиба листовых изделий. Тем более что оно отличается от остальных листогибов большой универсальностью. Рабочий стол в нём создают из металла либо дерева. Размеры такого листогибочного станка — не меньше 2х1 м. Если понадобится согнуть большие заготовки, то можно с задней стороны устройства установить плоскость, размещённую на уровне со столом, или откидную раму. Делается это для крепления металла, чтобы он не выскальзывал при изменении положения.
Спереди рабочего стола следует прикрутить основание. Для этого понадобится швеллер с шириной верхней грани не больше 7 см. К его концам монтируют направляющие шпильки с пружинами. На них потом фиксируется прижим, передняя грань у которого должна быть скошена под углом в 45 градусов.
Для создания поворотной части используется уголок, размером 5х5 см, с установленной рукояткой. Монтируют его на петлях таким способом, чтобы верхняя грань материала в откинутом состоянии располагалась на одном уровне с основанием.
Простота конструкции такого листогиба и доступность материалов для его сборки позволяет хорошо сэкономить. Во многих случаях металл для рабочего стола и каркаса даже не нужно приобретать, ведь в каждой мастерской есть обрезки труб, уголков и швеллера. Из этих остатков получится отличный самодельный станок для гибки металлических листов.
Чертёж устройства из тавров
Чтобы сделать такой листогиб, понадобятся следующие материалы:
Ровная поверхность, лучше металлическая; Уголки не менее 3 штук с шириной полки около 45 мм и толщиной примерно 3 мм.
Самодельный листогибочный станок делается из тавра. Понадобится три куска такого изделия по 2,5 метра, небольшая металлическая пластина толщиной в 5 мм для укосин, два болта размером 20 мм, а ещё пружина. Сначала нужно сложить два тавра, а потом с двух концов у них сделать отверстия под петли. При этом края ямок скашивают под углом 45 градусов. Оставшееся изделие обрезают аналогичным способом, только выемку делают глубже, чтобы использовать в качестве прижимной планки.
Затем можно переходить к привариванию петель. Делать это надо обязательно с внешней и внутренней стороны. Потом к одному тавру фиксируют укосины. После этого монтируется прижимная планка, а сверху к ней приваривают пластины из металла с выемкой по центру. Диаметр такой ямки должен быть немного шире, нежели болта. Отверстие следует выровнять так, чтобы оно располагалось с установленной гайкой на одной плоскости, и приварить.
Следующий шаг — отрезание пружины, она должна поднимать прижимную планку на целых 7 мм. Болт необходимо пропустить в отверстие этого изделия, установить пружину и завинтить гайку. Когда будет вмонтирована такая же упругая деталь с другой стороны при откручивании планка будет сама подыматься.
Чтобы сделать приспособление для закручивания, необходимо к шляпке винта прикрепить отрезки арматуры. После этого останется только приварить ручку к подвижному тавру и можно приступать к работе. Такой станок будет довольно мощным, на нём получится гнуть даже толстые и длинные листы.
Валковый листогибочный станок своими руками
При создании и установке дымоходов, вентиляционных каналов и водосточных систем не обойтись без криволинейной гибки металлического листа. Прекрасно справляются с подобной задачей валковые листогибы.
Соорудить оборудование своими руками с тремя вальцами довольно легко. Ко всему прочему, его можно оснастить электромотором или ручным приводом. Основные детали валкового листогибочного станка следующие:
Опоры вертикальные из швеллера на подшипниках и с выемками под оси. Продольные валы. Их необходимо 3 штуки, подойдут трубы разного диаметра, имеющие заваренные торцы. Подобные изделия лучше использовать толстые, чтобы не допустить деформации. Рама. Узел прижима верхнего валка. Цепной либо зубчатый привод. Он необходим для обеспечения вращения валков с одинаковой скоростью и в одном направлении. Струбцины. Они перемещают опорные валки по горизонтали.









Одна вертикальная стойка в станке должна вращаться вокруг оси на 90–120 градусов. Так необходимо делать, чтобы заменить в последующем вальцы на цилиндры другой величины. Во время изготовления устройства вальцового типа стоит понимать, что его возможности будут ограничены силой человека. На таком самодельном оборудовании гнуть разрешается листовой металл шириной до 60 см и толщиной не больше 1,5 мм. Диаметр жёлоба можно регулировать путём перемещения валков.
Для понимания процесса рассмотрим виды листогибов
Их не так много, как кажется.
Вальцовый
Дополнительно его называют трехвалковый. В результате металлообработки получаются плавные изгибы на поверхности. Таким образом, можно создать трубы и половинчатые цилиндры, которые могут приспосабливаться под водосборники, уличную ливневую канализацию и во многом другом. Металлопрокат осуществляется между вальцами, которые имеют разный радиус. Один вал приводит все в движение, а два остальных остаются опорными.
Гибочный пресс
Есть шаблон. Он создается из крепкого металла и является двойным – то есть матрица и пуансон, которые имеют зеркально противоположные, дополняющие друг дружку изгибы. Между двумя формами кладется заготовка. Нижняя часть неподвижна, а вторая ходит вверх и вниз, при нажатии – опускается с большой скоростью и силой нажатия. Лист сгибается.
Самодельный листогибочный станок: механизм из траверсов
Если в прессе есть точечное воздействие, то здесь – на всю ширину участка. Элемент фиксируется в зажиме, а его край сгибается под воздействием подвижного траверса. Достоинство в том, что можно изготавливать детали с каким угодно углом – от 0 до 180 градусов. Часто аппарат оснащается встроенным ножом и делает станину многофункциональной.
Роликовый
Второе название – торцевой ручной. Предназначен для обработки торцов, небольших участков жести. Используется исключительно физическая сила, поэтому не очень распространен и считается дополнительным.
Устройство листогибочных станков
Устройство гибочного станка не отличается особой сложностью. Оборудование состоит из нескольких основных узлов:
- Стоек или рам, выполняющих несущую функцию. В промышленных станках для массового производства и изготовления крупногабаритных деталей несущую функцию выполняет литая станина из чугуна.
- Балок. Узлы предназначены для фиксации заготовки и гиба металла. На гибочной балке также крепятся рабочие инструменты станка – сегменты.
- Привода. Элемент предназначен для развития усилия, необходимого для сгибания металла. Листогибы оборудуют ручным приводом с гидро- или пневмоусилителем, электродвигателем, гидравлической системой.
- Передаточного механизма. Узел предназначен для передачи усилия от привода на гибочную балку.

Электрические и гидравлические листогибочные станки также оснащают блоком управления для пуска, остановки, регулирования усилия.
Принцип работы гибочного станка
Листогиб может подойти и для профильной трубы. Такое оборудование позволяет обеспечить необходимым строительным материалом. Большие компании давно не заказывают гнутый профиль и листы, проще и дешевле изготавливать их на месте строительства в нужном количестве. Изготовить своими руками подобное приспособление несложно. Ручной станок прост в использовании. Из названия становится ясно, что основная задача такого оборудования – создание профиля из металла, при этом сечение может отличаться в зависимости от вида изделия.

Подобное оборудование позволяет выполнить следующие операции:
- создание деталей, которые имеют прямоугольное или квадратное сечение;
- производство таких элементов, как швеллера, уголки и другие изделия сортового проката;
- изменение формы труб;
- сгибание арматуры разного сечения.

Если более подробно рассмотреть чертеж такого станка, становится понятно, что его рабочие элементы располагаются особым образом. Ролики в конструкции могут оказывать механическое воздействие на определенный участок заготовки, меняя форму только в этом месте, а могут изменять ее по всей протяженности. Особая конструкция такого приспособления позволила упростить процесс гибки металлического профиля. Отпала необходимость его предварительно нагревать, чтобы сделать металл более мягким и податливым. Несмотря на это, пользователь может получить изделие с любым углом изгиба. Этот параметр может достигать 360 градусов.
Хорошо сконструированный станок для гибки профиля дает возможность получить в итоге деталь, которая характеризуется похожими углами изгиба или разными. Они могут быть асимметричными или симметричными. Достаточно одного проката через работающие ролики, чтобы получить согнутую в плоскости заготовку. Загиб может производиться как вертикально, так и горизонтально. При помощи этого станка можно на месте проведения строительных работ получить изделия со следующей формой:
- замкнутый профиль или открытый;
- спиралевидная форма;
- окружность разного диаметра.
Проще всего изготовить своими руками ручной профилегиб. Электрический обладает сложной конструкцией, для его создания необходимо иметь определенные знания. Изготавливаемые с помощью подобного оборудования элементы широко используются в разных сферах жизни, в том числе в промышленности:
- химической;
- энергетической;
- нефтеперерабатывающей;
- строительной;
- мебельной.
2 Автоматические станки для декоративного изгиба
Оборудование для получения декоративных форм из стальной полосы, прутка или арматуры (а также из труб) бывает механическое, основанное на работе маховика, электромеханическое, гидравлическое и пневматическое. Первым у нас будет станок для простейшей операции – вальцевания металла. Да, именно на этой технологии основан метод получения изгиба малого радиуса, то есть для дуги используются 3 валика. Однако отечественный станок «Д 2 С» отличается многофункциональностью, то есть можно своими руками установить насадку и для навивки «улитки».
Данное оборудование считается довольно простым, поскольку не нуждается во включении в производственную линию. В качестве насадки вместо ведущего, горизонтально ориентированного вала, используется специальный шаблон, который вставляется в патрон на шпинделе. Заготовка вставляется в зажим, после чего станок проворачивает вал на необходимый угол, который задается простейшим программированием на пульте. Максимальный диаметр изделия не может превышать 20 миллиметров.
 Автоматическое оборудование для вальцевания металла
Автоматическое оборудование для вальцевания металла
Для получения многовитковых улиток может быть сделано несколько поворотов шпинделя с поэтапной заменой насадок, либо с использованием сборного секционного шаблона. Похоже работает и станок для холодной художественной гибки металла «Декор 1», который имеет горизонтальную рабочую поверхность с расположенными на ней вертикальными шпинделями. В ведущий патрон могут быть вставлены валки различного диаметра или специальные шаблоны «улитки». Оборудование снабжено пультом ЧПУ. Оба устройства запускаются автоматически и вручную. Следующий станок можно назвать бюджетным их вариантом.
Аппарат для холодной ковки «Ажур 1М» предназначен для пуска и остановки шпинделя своими руками. Мощностью в 3 кВт и имеющий небольшие размеры (менее метра по любой из сторон и 1,2 метра в высоту), этот агрегат может быть установлен даже в домашней мастерской. Производительность – от 400 деталей типа «лапка», «улитка» и «волюта», «корзинка» и «торсион» на дополняющих модулях.
 Аппарат для холодной ковки «Ажур 1М»
Аппарат для холодной ковки «Ажур 1М»
Выпускаются и зарубежные образцы подобного оборудования. В частности, UNV3 предназначен для завивки заготовок в «улитки» и «волюты», а также для продольного скручивания прутка с квадратным сечением. Предусмотрено и изготовление «корзинки». Однако оборудование с ЧПУ требует работы исключительно обученного оператора, поскольку, в противном случае, придется использовать ручной пуск станка, из-за чего большинство функций дорогого оборудования не будут задействованы.
Основные приемы гибки деталей из полосы
При гибке деталей вручную необходимо учитывать, что в зависимости от свойств материала, толщины и размеров заготовки из полосы необходимо прикладывать различные усилия для выполнения работы. Поэтому необходимо учитывать, что:
- при гибке деталей из тонкого листового пластичного материала, толщиной 0,2 мм и менее, на поверхности деталей могут оставаться следы от ударов молотком, поэтому целесообразно при гибке использовать подкладки из деревянных брусков, отрезков стальной полосы или бруска и т.п., в некоторых случаях эта работа может быть выполнена без молотка, а обжатием заготовки вручную с использованием подкладок;
- при гибке деталей из тонкого листового пластичного материала, толщиной 0,2–0,5 мм, применяют легкие молотки, подкладки из цветного металла, из отрезков стальной полосы или бруска и т.п.;
- для деталей из листового материала, толщиной 3,0 мм и более, для предварительной гибки применяют более тяжелые молотки (кувалды – для материала толщиной 8 мм и более), а более легкие молотки для окончательной гибки и правки деталей после гибки;
- при ручной гибке в зависимости от усилий, которые прилагают для гибки заготовок, выбирают менее или более тяжелые тиски;
- при ручной гибке с увеличением толщины металла возрастают усилия, с которыми необходимо зажимать заготовку в тисках. В результате на поверхности заготовок каленые губки тисков оставляют следы рифления накладок губок, что портит внешний вид деталей. Поэтому при закреплении заготовок в тисках используют подкладки из цветного металла, мягкой стали и т.п.;
- при ручной гибке симметричных деталей возможно смещение оси симметрии по длине заготовки, поэтому целесообразно по концам заготовки симметрично оставить припуск, который удаляют по окончании гибки;
- при гибке коротких полок (например, у хомутиков из материала толщиной 4–6 мм), которые меньше ширины бойка молотка, целесообразно по концам заготовки симметрично оставить припуск, который удаляют по окончании гибки.
Гибку деталей выполняют по образцу готовой детали, либо по образцу-макету, который более удобен для работы.
Для выполнения макета рабочий вычерчивает на листе бумаги или на листе металла (чертилкой) профиль детали в натуральную величину, который нужно будет согнуть. Затем из проволоки или тонкой полосы при помощи плоскогубцев по рисунку сгибают контур профиля детали (с учетом радиусов и углов наклона плоскостей).
Для гибки детали подбирают оправки с минимальным радиусом гибки и с радиусами, которыми должны соединяться прямолинейные участки детали.
На заготовке детали чертилкой размечают линии, по которым будут производить гибку.
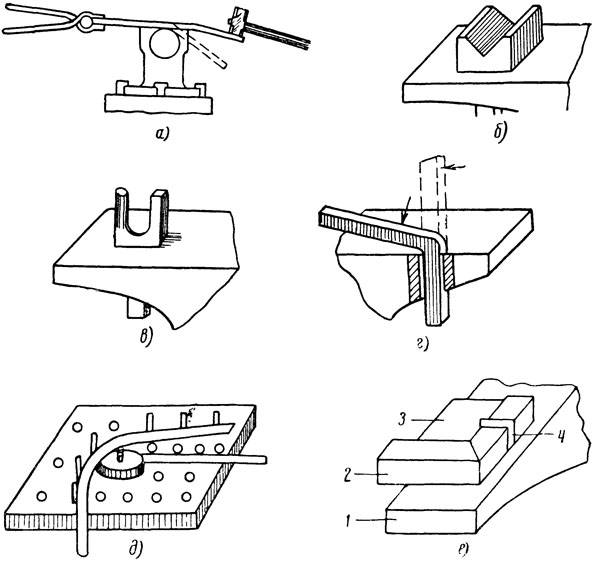
При выполнении гибки полок заготовку 1 (рис. 3, а) зажимают в тиски между двумя оправками 2 и 3 так, чтобы линия гибки была обращена в сторону загиба, на уровне верхней кромки оправки 3. Молотком ударяют по верхней полке детали 1. Ударять молотком нужно равномерно всей поверхностью бойка.
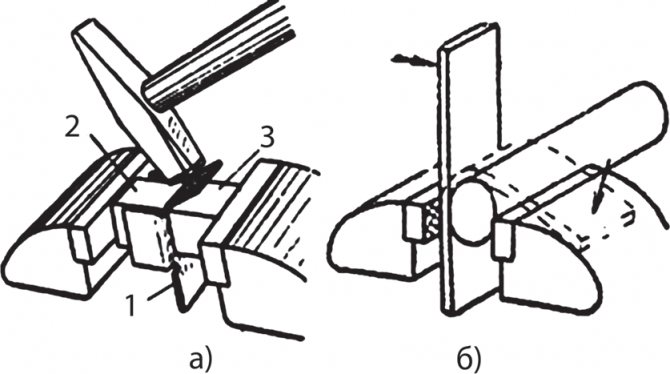
Рис. 3. Гибка заготовки детали в тисках: а – под углом; б – по радиусу
Угол наклона полки проверяют, прикладывая шаблон к вертикальной грани детали 1. Грань оправки 3, на которой производится гибка заготовки, должна быть запилена по радиусу больше критического для данной толщины заготовки.
При выполнении гибки по радиусу заготовку 1 (рис. 3, б) зажимают в тиски между губкой и оправкой 2 так, чтобы линия гибки была обращена в сторону загиба и выступала над образующей оправки 2 на величину А мм, если необходимо, чтобы полки были равной длины.





где r – радиус оправки.
Направление ударов молотком показано стрелками.
Для гибки заготовок из листового материала применяются ручные листогибочные машины и машины с механическим приводом. Принцип работы заключается в том, что на столе машины прижимом закрепляется заготовка, которая выставляется местом изгиба относительно прижима. Затем поворотная траверса приводится в движение, поворачивается на установленный угол и тем самым изгибает на нужный угол заготовку. Машина имеет оснастку, которая позволяет гнуть различные профили.
Проверка станка на работоспособность и доводка
После того как вы собрали устройство для гибки листового металла своими руками, необходимо протестировать его на работоспособность. Для выполнения пробной гибки лучше использовать более мягкий металл, в качестве которого может выступать лист из жести, гнущийся очень хорошо. Лист укладывается на основание гибочного станка и фиксируется на нем при помощи прижима. Выполняя пробную гибку, прижим станка можно временно притянуть к его основанию струбцинами или использовать для этих целей резьбовые шпильки с накладками.
Если положение данных конструктивных элементов не совсем верное, его подправляют и только после этого приваривают их к станине основательно. Для того чтобы надежно фиксировать прижимное устройство станка в процессе выполнения гибки, используют болты, выступающие над станиной, которые должны совпадать с отверстиями в кронштейнах прижимного механизма. Чтобы установить такие болты на станине, в ней просверливают отверстия, в которых нарезается резьба М10. Болты в такие отверстия вкручиваются по направлению снизу вверх, после чего их шляпки привариваются к нижней части станины.
Установка зажимных болтов с пружинами
Чтобы болты, установленные на станине, легко входили в отверстия в кронштейнах прижимного механизма, их увеличивают до диаметра 10 мм. Гайки, которые будут накручиваться на верхнюю часть таких болтов и тем самым фиксировать на станине гибочного оборудования прижимной механизм, лучше выбрать в виде маховичков, это значительно повысит удобство работы с вашим самодельным станком. Прижимной механизм в процессе его откручивания от станины должен отжиматься. Для этого на болты, при помощи которых он фиксируется, можно надеть пружины или резиновые амортизаторы.

В качестве рукояток привариваем к шляпкам болтов стержни
Собрав самодельный станок для гибки листового металла по вышеописанной методике, вы не зададитесь вопросом о том, как гнуть жесть или как согнуть окрашенный металл: даже оцинковка может обрабатываться на этом оборудовании с достаточно высокой эффективностью. Между тем есть у такого гибочного станка и ряд недостатков.
- Конструкция крепления щечек и пунсона недостаточно хорошо продумана, в процессе работы гибочного станка данные элементы постоянно трутся друг о друга и, соответственно, активно изнашиваются. В результате в механизме возникает люфт, приводящий к неточностям в процессе выполнения гибки. Исправить этот недостаток позволяет использование подшипников в данном узле.
- Гибочные станки вышеописанной конструкции не отличаются высокой производительностью и могут применяться только в том случае, если необходимо выполнить небольшой объем работ. Чтобы изготовить более производительный ручной станок, необходимо доработать конструкцию прижимного механизма.
Самодельный гибочный станок в работе
Очень помогает изготовить такой станок своими руками видео. Что характерно, многие профессиональные жестянщики, собирающие станки для гибки листового металла практически из металлолома, предпочитают использовать в своей деятельности именно самодельное оборудование.
Гибочные станки роликового типа, отличающиеся более сложной конструкцией, также могут быть изготовлены самостоятельно. Однако, какого бы типа ни был станок, который вы собираетесь изготовить самостоятельно, следует учитывать, что управлять таким оборудованием вы будете вручную, поэтому делать его слишком габаритным и мощным не имеет смысла. Если говорить об особенностях использования роликовых гибочных станков, следует иметь в виду, что при обработке заготовки на таком оборудовании ее отдельные участки могут подвергаться деформации. Именно поэтому профессиональные жестянщики не очень любят работать на устройствах подобного типа.
Холодный и горячий способ сгибания труб

Сгибание профиля осуществляется как холодным, так и горячим методом в зависимости от его характеристик. Холодный способ применяется тогда, когда сгибаемая труба достаточно прочна и пластична, благодаря чему ей можно придать другую форму без дополнительного воздействия. Иногда такой метод применяют в зимнее время. В трубу заливается вода, после чего один конец надежно заделываются от протечек. После того, как жидкость замерзнет, профиль станет более податливым и с ним будет удобнее работать. Чаще всего холодным способом гнут трубопрокат небольшого сечения. К ним не нужно применять большую силу, так как они хорошо гнутся и в обычном состоянии.
Горячий метод, как очевидно из названия, основывается на нагревании трубы с последующим загибанием. Под воздействие высокой температуры металл становится более мягким, поэтому согнуть его намного проще.
При выборе подходящего метода гнутья, необходимо точно знать, как согнуть трубу так, чтобы не испортить ее. Для этого в первую очередь нужно ориентироваться на высоту квадратного или прямоугольного профиля. Опытные мастера советуют пользоваться холодным методом сгибания, если высота составляет 10 мм и меньше. Если профиль больше 40 мм, то гнуть материал нужно с помощью горячего метода. В промежутке от 10 до 40 мм вам придется решать самостоятельно, какой способ выбрать. Чтобы не испортить профиль, лучше заранее потренироваться и посмотреть, как поведет себя труба. Для этого один ее конец необходимо зажать в тисках, а на второй конец надеть профиль большего размера. Это позволит вам получить увеличенное «плечо», потянув за которое, вы сможете понять, гнется труба или нет. Если все прошло хорошо, то нагревать материал не имеет смысла. Что касается круглых труб, то здесь нагрев обязателен, только если диаметр материала больше 100 мм.