Применяемые виды сварки
Электродуговая сварка
Огромный выбор типов электродов по их номинальным характеристикам и особенности работы ими обеспечивают неоспоримое преимущество перед остальными видами сварки и делают его предпочтительным для данной задачи. Самый лучший шов мы получим в случае применения электродов УОНИ. При работе данными электродами следует учесть их особенности и рекомендации:
- По возможности соединения должны быть выполнены внахлест.
- Для использования данного электрода нужен предварительный опыт работы с ним.
- Перед применением электрод подлежит прокалке в спец. печи на протяжении часа. Температура прокалки 250 С.
- Места соединений изделий должны быть очищены от загрязнений, ржавчины и подготовлены согласно ГОСТу 5264-80.
- Сварщик должен работать короткой дугой средней мощности, постоянным током и обратной полярностью.
- Металлоконструкция сваренная данным электродом не должна использоваться при температуре ниже — 40 С.
Газовая сварка
Данным типом при сварки швеллеров зачастую не пользуются из-за огромной области и температуры нагрева. Данные факторы являться источником образования внутренних напряжений в структуре металла и общих деформаций негативно влияющих на всю металлоконструкцию. Тем не менее газовую сварку часто используют для устранения изъянов готовых конструкций или порезки заготовок с последующим снятием кромок.
Как повысить прочность креплений станка
Многие начинающие мастера изготавливают самодельные приспособления без основания. Это листогибы, которые закрепляются на верстаке с помощью струбцин. При активной работе с таким механизмом крепления будут расшатываться. Мастеру нужно постоянно зажимать крепёжные элементы. Чтобы избавиться от этого недостатка, нужно сделать опорную балку, собрать основание из швеллеров, поставить раскосы из металлических уголков.
На основании нужно сделать рабочий стол. Для этого на конструкцию нужно закрепить лист металла со стопорами, которые будут ограничивать глубину закрепления заготовок.
Ручной рычажный трубогиб
Если вам нет надобности в таком сложном устройстве, а требуется только согнуть стальную круглую трубу небольшого размера, то можно сделать простой рычажный механизм. Он предназначен для гибки труб с тонкими стенами.
Смотрите видео инструкцию по изготовлению.
ТРУБОГИБ ДЛЯ КРУГЛОЙ ТРУБЫ
Мы тоже решили попробовать собрать этот трубогиб своими руками. Нам потребуется: вал с круглым профилем, прижимной ролик, металлический лист на 8 для станины, шпильки, гайки.
Кто-то может сделать данное устройство на глаз, но лучше подготовить чертёж трубогиба или найти подходящий вариант в интернете. Мы решили работать по чертежу.
Чертёж рычажного трубогибаЧертёж вилки рычага
Приступаем к изготовлению:
- Делаем заготовки для вилки. Размер вилки зависит от расстояния между колёсами, точнее от посадочного места трубы, оно должно равняться её диаметру плюс 1–2 мм. Вырезаем из металлического листа и шлифуем:
- станину и крышку для вала;
- упор для станины и небольшую подставку для крышки;
- две прямоугольных пластины, по краям которых делаем отверстия под шпильки.
Нарезаем заготовки
В крышке и станине проделываем отверстия для крепления вала.
Проделываем отверстияГотовые заготовки
Закрепляем упор в тисках, привариваем к его середине станину, а к верху подставку под крышку, шлифуем швы.
Свариваем детали
Продеваем шпильку в отверстие станицы, одеваем вал и сверху накрываем крышкой из металлического листа. С обеих сторон закручиваем гайки.
Устанавливаем вал
Крышку крепим к подставке болтами.
Крепим крышку
С обеих сторон на гайки прикручиваем две прямоугольные заготовки.
Монтируем прямоугольные заготовки
Сверху, между этими пластинами, размещаем ролик, который закрепляем при помощи шпильки и гаек.
Устанавливаем ролик
Две пластины вилки свариваем, разместив между ними заготовку из швеллера.
Свариваем вилку
Прикручиваем ручку из куска металлического профиля.
Подсоединяем ручку
Ну вот, рычажный трубогиб готов, оказалось, что сделать его самостоятельно под силу практически любому домашнему мастеру.
Правила изготовления
Если иметь под рукой необходимый инструментарий и заготовки, подобный станок просто сделать своими руками в домашних условиях. Самые простые конструкции изготавливаются без токарных работ. Для изготовления достаточно иметь алюминиевый двутавр. Также станок легко сделать из задвижки, рельсы и даже из швеллера. Арочный профилегиб может пригодиться даже в быту. На создание такого станка уйдет не более нескольких часов. После оборудование можно будет использовать каждый раз, когда появится необходимость починить конструкцию, где используется гнутый профиль. Самый простой пример – мягкая мебель.
Перед тем как приступать к изготовлению профилегиба, нужно понять, какая конструкция выглядит более привлекательной для пользователя. Обязательно выполняют небольшой чертеж. Готовый можно скачать в интернете. Чем проще выбранная конструкция, тем меньшим функционалом будет обладать станок. Если не планируется налаживать производство по изготовлению гнутого профиля, то такого приспособления будет вполне достаточно. Простота и отсутствие больших финансовых затрат при создании профилегиба позволят быстро приступить к работе.
Чтобы изготовить станок для работы с заготовками диаметром до 2 сантиметров, нет необходимости даже изучать видео с подробной инструкцией. С простым чертежом можно разобраться и самостоятельно. В конструкции такого профилегиба должно быть бетонное основание, несколько зафиксированных штырей. Именно между ними и будет происходить гибка металла.









При отсутствии такого участка его придется сначала создать. Во дворе нужно выбрать место, утрамбовать грунт на нем, а затем насыпать щебня. Перед тем как заливать бетон, щебень выравнивают. Цемент можно заказать, но в небольшом количестве его легче сделать самостоятельно. Делают раствор, используя такие материалы, как песок и цемент в пропорции 4 к 1.
На этапе подготовки в земле закрепляют несколько швеллеров. Вместо них подойдут трубы, диаметр которых должен быть 7 см. Они должны стоять по отношению к поверхности земли под углом в 90 градусов. Между швеллерами сохраняют расстояние 5 сантиметров. Бетонный раствор высыхает в течение нескольких дней.
Изделия из нержавеющей стали также можно сгибать при помощи такого нехитрого станка.Если предполагается делать изделия из заготовок с большим диаметром, чем 2 см, то такое оборудование не поможет. Конструкцию станка придется усовершенствовать
Бетонное основание также будет важной составляющей, но в качестве дополнения потребуется установить два прута. Они обязательно должны быть изготовлены из металла, при этом подбираются элементы с круглым сечением. Пруты играют роль осей, куда помещают ролики
Размер желоба обязан соответствовать тому диаметру, которым обладает сгибаемая труба. Чтобы использовать станок, потребуется установить заготовку между роликами, а один ее конец прочно закрепить. Второй привязывают к лебедке. Именно она должна дать требуемое усилие для сгиба трубы. Лебедка может быть как электрической, так и ручной
Пруты играют роль осей, куда помещают ролики. Размер желоба обязан соответствовать тому диаметру, которым обладает сгибаемая труба. Чтобы использовать станок, потребуется установить заготовку между роликами, а один ее конец прочно закрепить. Второй привязывают к лебедке. Именно она должна дать требуемое усилие для сгиба трубы. Лебедка может быть как электрической, так и ручной.
Как сделать столярные тиски самостоятельно
Для работы с металлическими деталями и заготовками используются слесарные тиски. Если же возникает потребность в обработке деревянных заготовок, то для таких целей слесарные тиски подходят меньше всего, так как они имеют некоторые недостатки. Фиксируемые детали могут деформироваться, поэтому для работы с деревообрабатывающими материалами рекомендуется пользоваться слесарными тисками. Покупать их специально для работы с деревом совсем не обязательно. Для таких случаев можно сделать столярные тиски своими руками. Инструкцию по изготовлению рассмотрим подробно.
Столярные тиски делаются из дерева, что является преимуществом при их изготовлении. При работе с деревом исключается необходимость применения сварочного аппарата. Для сверления отверстий используется дрель, а для отрезания деталей будущего инструмента, применяется ручная ножовка, лобзик или болгарка с диском по дереву.
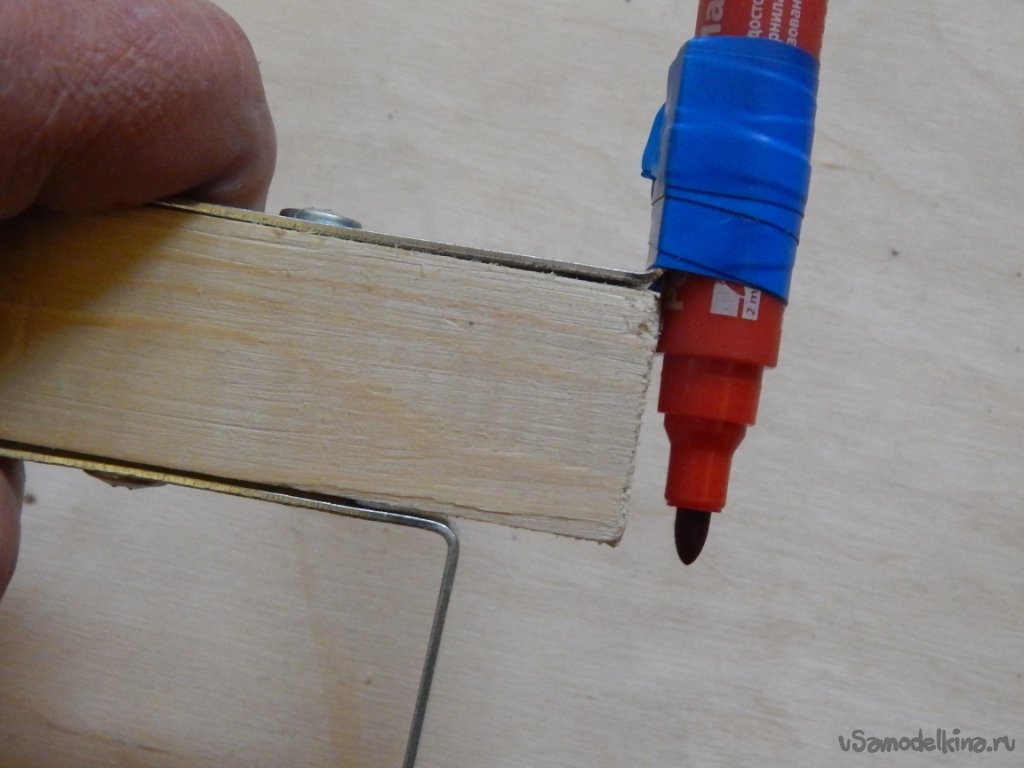
Первым делом подготовим винт. Для этого отрезаем необходимую длину шпильки
На шпильку накручивается с одной стороны гайка
Используя водопроводный тройник, следует надеть его центральным отверстием на шпильку
Причем важно соблюдать, чтобы шпилька не выступала за грани двух параллельных отверстий тройника. Просверлить по центру тройника отверстие для установки болта под ключ на «10»
Сверлить необходимо тройник вместе со шпилькой
В полученное отверстие установить болт под ключ на «10». Таким способом изготавливается рукоятка для будущего инструмента
Далее переходим к изготовлению губок тисков. Для этого из доски, толщиной не менее 6 см, следует отрезать необходимую длину — 20-30 см
Две доски должны получиться одинакового по длине размера. Именно эти доски будут выступать в качестве фиксирующих губок
По центру обеих досок требуется просверлить центральные отверстия, через которые будет проходить шпилька
Просверливаем дополнительные отверстия по бокам обеих досок, которые нужны для направляющих
В одной доске на центральном отверстии нужно сделать паз для размещения гайки
Теперь завинчивается гайка и насаживается шайба на шпильку со стороны, где имеется сквозное отверстие
Устанавливаем шпильку в центральное отверстие доски с пазом
С другой стороны шпильки устанавливается шайба, и насаживается тройник, фиксирующийся болтом
Гайку с обратной стороны доски следует затянуть, утопив ее в пазу. Чтобы предотвратить в будущем вращение этой гайки, ее необходимо соединить со шпилькой. Для этого можно воспользоваться сваркой, но альтернативный способ — применить дрель. При помощи дрели сверлится отверстие в гайке, насаженной на шпильку, посредством которого обеспечивается жесткая фиксация двух деталей
Используя соответствующего диаметра болт, необходимо его забить в отверстие, сделанное в предыдущем пункте
Собираем конструкцию, получая в итоге подвижную губку тисков
Используем два металлических стержня, которые необходимо установить в боковые отверстия доски
К столу или верстаку присоединяется вторая доска, которая будет играть роль неподвижной губки столярных тисков. Для этого фиксируем доску струбциной к столу, после чего сверлим отверстия в конструкции стола
Приступаем к сборке конструкции. Для этого необходимо соединить две части, используя широкую гайку. После накручивания гайки на шпильку, необходимо обвести ее грани по периметру
По полученной разметке необходимо вырубить паз, воспользовавшись стамеской. Это необходимо для того, чтобы зафиксировать гайку в губках тисков
Утапливаем гайку в конструкцию губки
Получается практически готовые столярные тиски, на которых не хватает только рукоятки. Сделать ее можно из деревянной трубки соответствующего диаметра. После этого собираем инструмент
Чтобы направляющие свободно перемещались в неподвижной губке, следует изготовить стальные втулки, и установить их внутрь отверстий. Неподвижная губка фиксируется к поверхности стола посредством саморезов. Причем к этому делу нужно отнестись ответственно. Предварительно следует просверлить отверстия, а также сделать пазы для шляпок саморезов. Ведь поверхность доски является рабочей частью столярных тисков, поэтому любые выступы на ней и прочие дефекты негативно отразятся на качестве обрабатываемых заготовок.
Вот таким вот несложным способом можно изготовить в домашних условиях столярные тиски. Причем для их изготовления не понадобится покупать материалы, так как все самое необходимое наверняка имеется в распоряжении у каждого домашнего мастера.
Шаг 5: Финальные штрихи
Если гибочный станок правильно собран и отрегулирован, то он будет отлично справляться со своей задачей. Вам, конечно, придется немного потренироваться. Станок должен крепиться к какому-либо жесткому основанию: подойдет, например, крепкая скамейка.
Создавать давление домкратом нужно постепенно, начиная с небольшого усилия. Примерно, четверть оборота винта домкрата будет достаточно.
Из-за особенностей станка, при гибке, кольцо получается с прямыми концами. Это можно исправить, предварительно согнув концы. Можно прокатать кольцо с запасом, чтобы не загнутые концы пересекались, затем оба конца обрезаются в одном месте и свариваются между собой.
Изготавливаемые с помощью этого станка кольца получаются не идеально круглыми. Молоток поможет вам справиться с этой проблемой. Повторная прокатка кольца также может помочь исправить кривизну.
Рассказываю как сделать какую-либо вещь с пошаговыми фото и видео инструкциями.
Арматурные стержни различных профилей, диаметров и классов прочности – металлоизделия, необходимые при возведении монолитных и монолитно-сборных фундаментов. Арматура повышает устойчивость бетонных конструкций к растягивающим нагрузкам. Для усиления угловых бетонных элементов в соответствии с нормативной документацией необходимо применять только гнутые стержни.
Столярные
Столярные тиски Моксона придуманы для странствующих столяров и плотников. В Европе, США и Канаде это довольно-таки востребованная специальность: при тамошних ценах на пиломатериалы многие заказчики требуют, чтобы мастер работал при них по месту и малейшие обрезки, вплоть до опилок и стружки, оставлял хозяину. Пару тисков Моксона, что дает возможность работать с длинномерными материалами, можно возить в багажнике автомобиля, на велосипеде, скутере и носить с собой в сумке. Находку сразу оценили и любители – тиски Моксона позволяют быстро и обратимо превратить любой более-менее прочный стол в столярный верстак.
Внешний вид и способ крепления мобильных столярных тисков Моксона показаны слева и в центре на рис. Справа – устройство их любительского варианта для крепления к столу наглухо.
Внешний вид, крепление в рабочем положении и устройство столярных тисков Моксона
Тиски Моксона породили множество модификаций. Чертежи одной из них, очень простых и удобных столярных тисков всего из 3-х досок и пары струбцин, приведены на рис. далее. Правда, на самом деле понадобятся еще 2 короткие струбцины, для крепления тисков к столу. Лишние 4 струбцины (тоже не очень дешевое удовольствие в наше время) любителю могут оказаться накладны. Но для столяра – ИП-индивидуала, работающего по вызову такие тиски находка, их разобранными можно носить с собой в обычной вещевой сумке.
Чертежи самодельных простых столярных тисков
Последовательность изготовления своими руками пресса из домкрата
Перед тем как сделать своими руками пресс, необходимо подготовить сварочный аппарат, электроды, болгарку, дрель и сверла. Для финишной обработки металлических элементов конструкции от заусениц понадобится шлифовальная машинка. На первом этапе собирается рама для пресса. От ее прочности и надежности зависит качество и эффективность рабочего процесса. В станине будет расположен рабочий цилиндр (в виде домкрата) и обрабатываемая заготовка.
![]()
Для изготовления основания установки, рассчитанной на давление до 5 тонн, необходим швеллер типоразмера 8П.
Материал для станины, ее конструктивное исполнение и вариант сборки определяются исходя из воспринимаемого давления домкрата. Согласно чертежу пресса своими руками, основа устройства представлена П-образной прямоугольной рамой из швеллера или сварного стального уголка. Основное усилие будет сосредоточено в центральной части горизонтальных перекладин. Достичь максимально возможной устойчивости конструкции получится путем ее приваривания к основанию металлической пластины толщиной 08-1,2 см.









Для изготовления станины установки, рассчитанной на усилие до 5 тонн, понадобится швеллер типоразмера 8П и два горячекатаных уголка размером 50х50 мм, которые соединены цельным сварным швом либо связаны прутьями через каждые 25 см. Если инструмент будет воспринимать усилие до 10 тонн, для станины требуется швеллер 10П и спаренные уголки размером 63х7 мм. Для изготовления пресса с необходимым усилием сжатия 15 тонн и выше следует использовать швеллер 14П и спаренный уголок размером 75х8 мм.
Обратите внимание! Станина из вышеуказанного металлопроката будет иметь десятикратный запас прочности, что будет способствовать нормальной работе устройства – без разрушения рамы
Области применения
Опираясь на видео и фото инструкции, представленные пошаговые руководства, собрать конструкцию не сложно. Другой вопрос — зачем вообще вам может потребоваться подобный механизм.
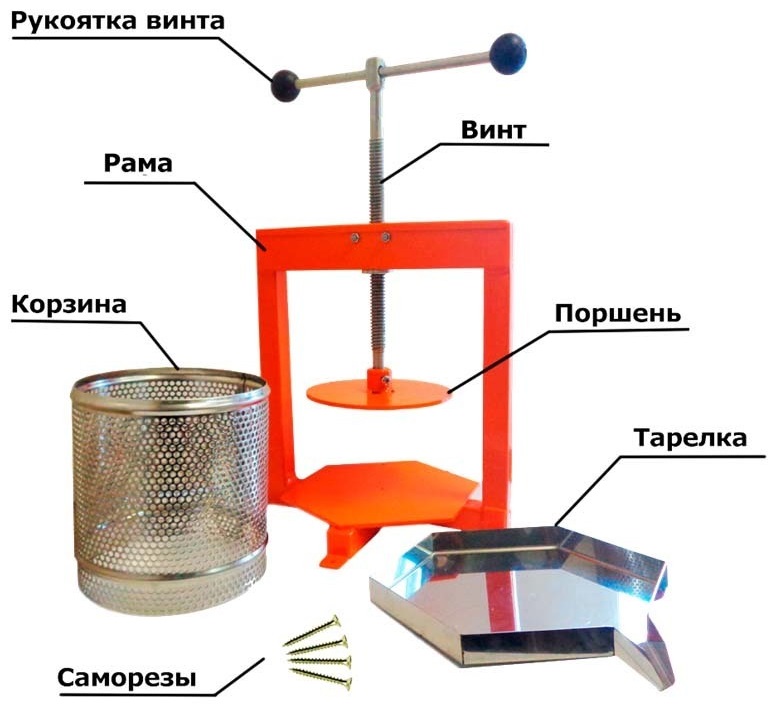
Самодельные прессы могут оказаться полезными для:
- Приготовления соков из овощей, фруктов;
- Самостоятельного изготовления масла прессом;
- Запрессовки и выпрессовки подшипников, сайлентблоков;
- Формирования заготовок по матрицам;
- Выпрямления погнутых элементов;
- Сгибания прочных изделий из металла и пр.
Это многозадачное устройство, которое может оказаться полезным в быту.

Для некоторых операций домашнему мастеру может потребоваться пресс со значительным усилием сжатия, но приобретение оборудования такого класса будет совершенно неоправданным.

Делаем электромеханический трубогиб
Мы решили рассказать вам, как изготовить электромеханическую модель трубогиба. Такое оборудование способно справиться с любым объёмом работ, при этом не придётся прикладывать физическую силу.
Для изучения, представляем две версии инструкции как изготовить трубогибочный станок для круглых труб своими руками. Если после ознакомления текстового руководства возникнут вопросы, рекомендуем смотреть так же и видео материалы.
Как сделать трубогиб без сварки и токарки. Размеры, чертежи, нюансы The pipe bender
Устройство состоит из трёх рабочих органов — одного нажимного и двух опорных валиков, поэтому его ещё называют трёхваловым прокатным станком. Это один из самых сложных гибочных механизмов, который можно собрать своими руками, но мы решили начать именно с него. Если он у нас получится, то сделать более простые виды трубогибов нам не составит труда.
Итак, устройство мы будем делать из: 204-ых подшипников, стабилизатора поперечной устойчивости от автомобиля «Ваз», гаек, шпилек, обрезков труб (20 на 40 с толщиной 2 мм, 15 на 15 на 1,5 мм; 80 — 80 — 5 мм), металлического листа толщиной 3 мм.
Для сборки электрического гибочного станка мы воспользовались следующими чертежами.
Схема прокатного станкаСхема валаЧертёж вилкиОпоры для подшипниковЧертёж щекиСхема прижимного винта
Переходим к работе, пошаговая подробная инструкция выглядит следующим образом:
Подготавливаем станину — для этого понадобится два отрезка арматуры или профиля одного размера, на верхней стенке которых мы делаем по 4 отверстия для наших шпилек.
Детали для станины
Из металлического листа вырезаем две боковые стенки конструкции, проделываем в заготовках отверстия для их крепления к станине и установки вальцов, а также большое окошко для подвижного валика. Отверстия следует проделывать сразу в двух заготовках, чтобы они совпадали.
Вырезаем боковины
Берём стабилизатор поперечного сечения от жигулей, протачиваем его под головку 19, это позволит вращать вал шуроповёртом. На него будет одеваться подшипник с диаметром 20 мм.
Делаем проточки на стабилизатореОдеваем подшипник
Приступаем к изготовлению прижимного механизма из винта и куска швеллера, размер которого должен быть чуть меньше, чем расстояние между боковыми стенками конструкции, чтобы заготовка свободно ходила в нем. В швеллере проделываем отверстие, равное размеру винта, куда привариваем гайку. После чего вкручиваем винт и снизу фиксируем гайкой. Сверху в винте просверливаем отверстие, в него вставляем шпильку, которая будет служить рукояткой.
Привариваем гайкуВставляем винт
На вал одеваем два подшипника, фиксируем шайбами. Заготовка устанавливается на швеллер, в котором предварительно мы проделали отверстия для прижимного винта и боковые для крепления.
Собираем прижимной вал
Приступаем к сбору приспособления:
- вставляем шпильки в отверстия одной боковой стенки и фиксируем их гайками;
- средние шпильки — это наши входной и выходной ролики, они наборные, размер зависит от комплектации подшипниками под различные задачи;
Вставляем шпильки-ролики
на нижние шпильки одеваем шайбы, а затем устанавливаем две заготовки из профиля, которые будут служить основанием нашего станка;
Устанавливаем профильное основание
прижимной вал размещаем в середине конструкции, протолкнув винт в отверстие, он должен располагаться точно по центру между роликами, а между винтом и щеками устанавливаем прокладки из металлической пластины;
Размещаем прижимной вал
прижимной винт прикручиваем к швеллеру вала гайкой;
Прикручиваем прижимной винт
накрываем конструкцию второй боковиной и закручиваем гайки.
Одеваем стенку
Станок готов, остаётся на заточенную сторону вала одеть головку, а затем с помощью шуруповёрта привести в действие устройство. Это универсальный станок-кольцевик, используя его вы сможете изгибать не только круглые, но и профильные трубы, достаточно только поменять насадки на роликах.










Основное назначение профилегиба
Сейчас профилегиб широко используется при изготовлении алюминиевых, медных, стальных и ПВХ труб, а также для прокладывания систем водо- и газоснабжения, и при прокладке кабелей. Профилегиб применяется для гибки разных заготовок:
- цельных заготовок квадратного и прямоугольного сечения;
- балок;
- уголков;
- труб;
- двутавров;
- швеллеров;
- металлических прутков и т. д.
Когда металл нужно выгнуть под необходимым углом, то, как правило, применяют ручной самодельный профилегиб. Этот станок дает возможность выгибать своими руками металлический профиль с помощью холодного проката без нагревания изделия. При этом профилегибочные станки дают возможность создавать изделия с симметричными или несимметричными контурами знакопеременной или одинарной кривизны.
Основным преимуществом профилегибов является изгиб за один прокат. При этом можно обрабатывать стальные профили в вертикальной и горизонтальной плоскости, делать из заготовок окружности или спирали. Станки дают возможность выполнять замкнутые и открытые контуры, а также контуры, имеющие плавный переход.
Сейчас профилегибы пользуются огромной популярностью во многих строительных сферах: морской, энергетической, спортивной, электрической, автомобильной, мебельной, нефтехимической промышленности. Процесс изгибания проходит по радиусу и имеет два основных этапа: изделие прокатывается между валиками с одновременным прижимом боковых валиков или верхнего ролика.
Конструкция профилегибочного станка
обрабатывать любые изделия
Выделяют четыре вида систем профилегибов. Конструкция с верхним подвижным валиком является самым простым видом в плане работы механики, в этом случае перемещается только верхний валик. Устройство этого механизма может отличаться:
- гидравлический ролик – управляется гидросистемой непосредственно верхнего ролика;
- верхний ручной ролик – управляется с помощью редуктора.
Это положение роликов позволяет рассчитать возможный радиус для изгибания деталей с минимальными погрешностями на упружнения металла или небольшим градиентом во время деформации профиля. Эти чертежи профилегиба своими руками являются сегодня самыми популярными.
Станки с левым роликом более удобней для завивки спиралей, они дают возможность производить аналогичные функции, как и вышеописанные профилегибы, с отличием только в механизме привода бокового валика. Модели оборудованы ЧПУ, то есть, контролируют градиент изгибания: выгибают изделие с исходного чертежа, либо управляются с предустановленными функциями.
Станки с нижними роликами применяются, в первую очередь, для гибки больших профилей, так как усилие гибки равномерно распределяется на два нижних вала, а механизм привода полностью гидравлический. У каждого ролика находится свой контроллер месторасположения, для сохранения возможности изготовления спиралей. Этот механизм считается самым используемым, так как валики вращаются по сегменту окружности.
Станки, где все ролики подвижные, имеют наиболее сложный механизм, и включают в себя все преимущества вышеописанных станков. Эти профилегибы могут выполнять работу, которую делают по отдельности предыдущие устройства.
Принцип работы профилегибочного станка

механических и электрических элементов
Перед первым запуском ролики чистятся от консервирующей смазки при помощи сухой ткани, а также проверяется соответствие напряжения сети с необходимым для профилегиба. Затем аппарат обкатывается в холостом режиме в течение получаса. Если появляются отклонения от нормального режима, то профилегиб останавливают и убирают неисправности.
Заготовки чистят от смазки и проверяют упругость металла, которая обязана быть одинаковой по всей длине изделия. Затем валики настраивают для обработки детали в следующей последовательности:
- гайки крепления прижимных и опорных валиков откручивают ключом;
- устанавливают ролики на валы со шпонкой и крепят с помощью гаек;
- при помощи рукоятки поднимают вверх прижимной валик;
- деталь зажимают между роликами;
- после под высоким давлением между валами проходит прокатка.
Уровень кривизны задается при помощи опускания и поднятия верхнего вала. В ручном станке механизм работает с помощью рычага, который перемещает оператор. Электрический профилегиб работает за счет электродвигателя.