Как выбрать сверло
Перед тем как решать вопрос, как заточить сверло правильно, хотелось бы немного остановиться на самом режущем инструменте.
Начнём с того, что сверла на рынке строительных инструментов представлены в достаточно широком ассортименте. Так как нас интересует только оснастка по металлу, то надо отметить, что и здесь выбор есть.
Во-первых, можно провести выбор по цвету инструмента:
- Чёрный – это оксидная плёнка, функции которой – защитить основу сверла от коррозии и высоких температур. Поэтому эта разновидность обладает высокой прочностью и износостойкостью.
- Серый – этот инструмент можно спокойно отнести к оснасткам невысокого качества.
- Ярко-золотистый. Такой цвет говорит лишь об одном – в составе стали, из которой инструмент изготовлен, есть титан.
- Темно-золотистый. То же самое, что и предыдущий вариант, только внутри стального стержня отсутствуют внутренние напряжения. Отсюда его высокие качества.
Виды свёрл по металлу Источник rozetka.com.ua Необходимо отметить, что большинство свёрл по металлу – это стержни, изготовленные из инструментальной стали. Но, чтобы увеличить их режущие характеристики, нужно усилить режущую кромку. Поэтому в продаже сегодня можно приобрести четыре разновидности оснастки с разными покрытиями:
- Все та же оксидная плёнка чёрного цвета.
- TiCN – это карбонитрид титана.
- TiAIN – это титано-алюминиевый нитрид.
- Сам нитрид титана.
- Керамика.
В основном в быту, да и многие мастера для сверления отверстий в металле используют спиральные сверла. Это стальной цилиндрический стержень, в котором нарезаны канавки в виде спирали. Отсюда, в принципе, и название.
Меньшую часть этого инструмента занимает хвостовик, который и зажимается в патроне оборудования по сверлению или в дрели, перфораторе. Основную часть занимает цилиндр с канавками. Канавки нарезаются с одной целью – создать пространство, по которому металлическая стружка будет покидать место сверления, не мешая основному процессу.
Спиральное сверло: его части и элементы Источник studfile.net
Спиральная оснастка также имеет небольшую классификацию, где присутствует три позиции:
- Классическое сверло.
- Левостороннее. Его используют, когда надо высверлить из отверстия сломавшийся крепёжный элемент: болт, шуруп и прочее.
- Высокой точности. Если стоит задача высверлить отверстие с минимальными погрешностями, то используют именно его.
Итак, разобравшись в ассортименте оснастки, переходим непосредственно к главному вопросу – как заточить сверло по металлу.
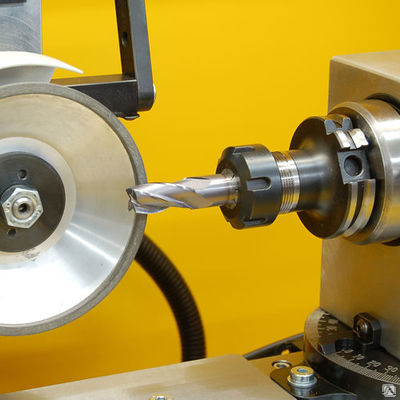
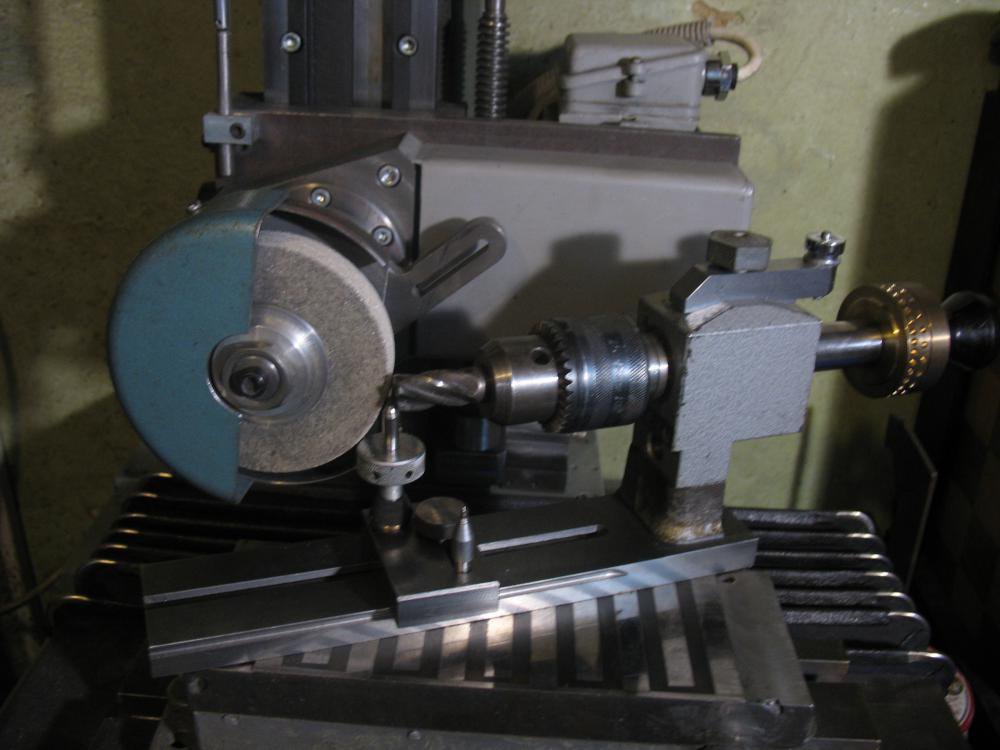
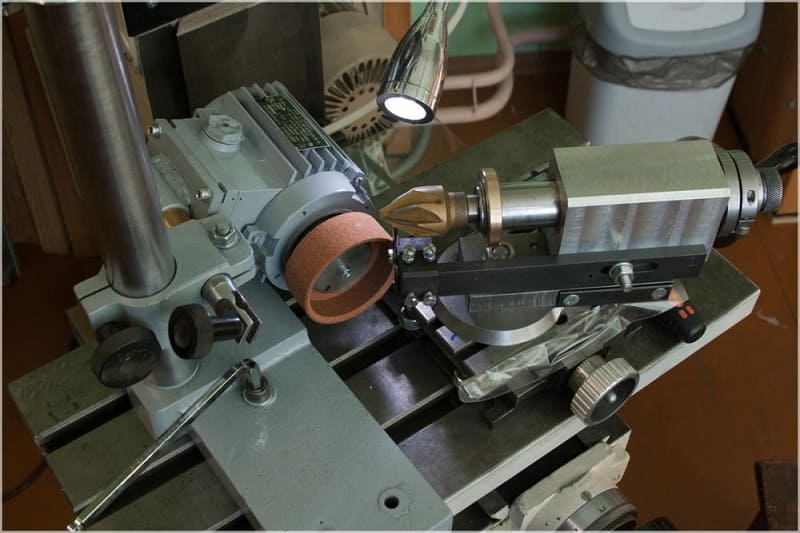
Процесс заточки фрез на станке
Заточка режущего инструмента требует особой точности, чтобы геометрические размеры и свойства были восстановлены. Профессионально выполненная операция способствует увеличению стойкости металла и снижению износа зубьев.
В комплекте станочного оборудования предусмотрено два зажимных патрона, один – для трехперового инструмента, а второй – для четырех и двух. Ошибка установки исключена.
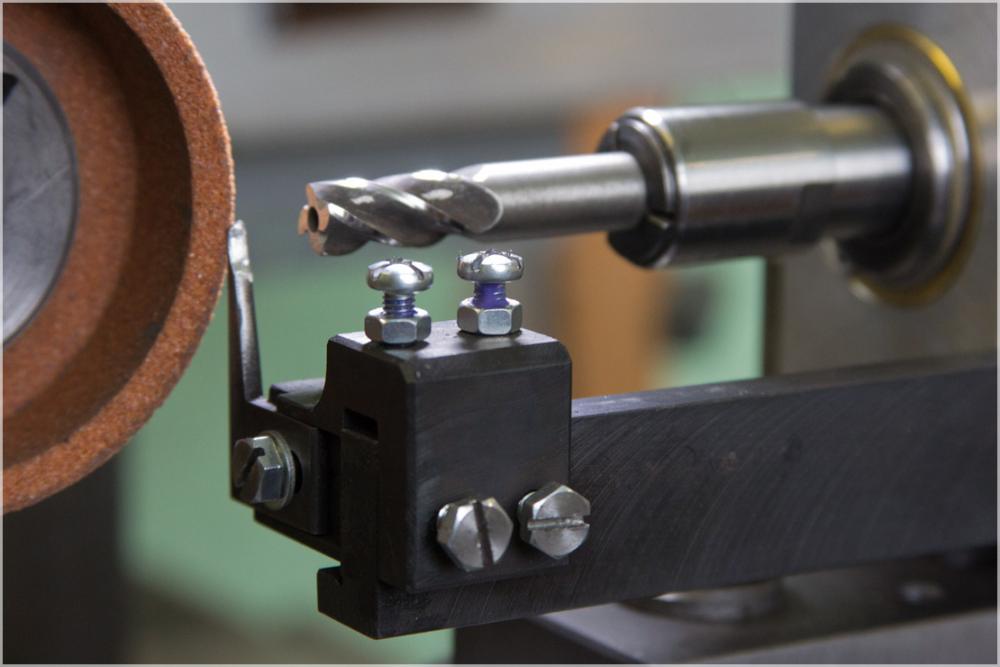
Заточка по ленточке
Выбрать одно из гнезд стакана и цангу, соответствующую размеру.
Процесс выполнения:
- Завести в патрон цангу и зажать гайкой, но сильно затягивать последнюю не нужно.
- Выставить размер длины ленточки для обработки. Расстояние регулируют выкручиваемые винты. Перемещая низ гнезда, следует установить нужную длину, после которую зафиксировать на винтовые соединения.
- Установить инструмент в патрон через верх, задав угол и диаметр. Патрон закрепить в стакане с установкой линии инструмента по отношению элементу заточки. Закрепление производится за штифт канавками.
- Оборудование включить и обеспечить подачу обрабатываемого элемента к кругу заточки. Посредством регуляторов можно снижать и увеличивать съем поверхности металла.
Заточка фрезы по торцу
Нужно воспользоваться другим гнездом на станочном приспособлении.
Процесс выполнения работ:
- Выставить настройки на гнезде, они зависят от жесткости материала. Если металл твердый, то гнездо больше.
- Включить станок, вставить патрон и произвести обработку элемента, до тех пор, пока не прекратится шум.
- В другом гнезде обеспечить заточку инструмента с торца.
- Обработать заднюю стенку инструмента вставлением патрона в гнездо станочного оборудования.

Оснастка для фиксации заготовки
Для проведения процесса фрезеровки необходимо фиксировать заготовку для чего используются:
- поворотные столы;
- тиски;
- зажимы.
Столы поворотные круглые используются для проведения операций фрезерования заготовок имеющих криволинейную поверхность. Данный тип столов имеет широкий диапазон смещений:
- вращение;
- изменение угла наклона плоскости стола;
- возможности обработки изделий в вертикальном положении.
Зажимы или прихваты позволяют фиксировать изделия с помощью специальных элементов, которые в свою очередь крепится к столу с помощью болтов и гаек. Для фиксации небольших по размеру заготовок используются тиски простые и с поворотным механизмом.
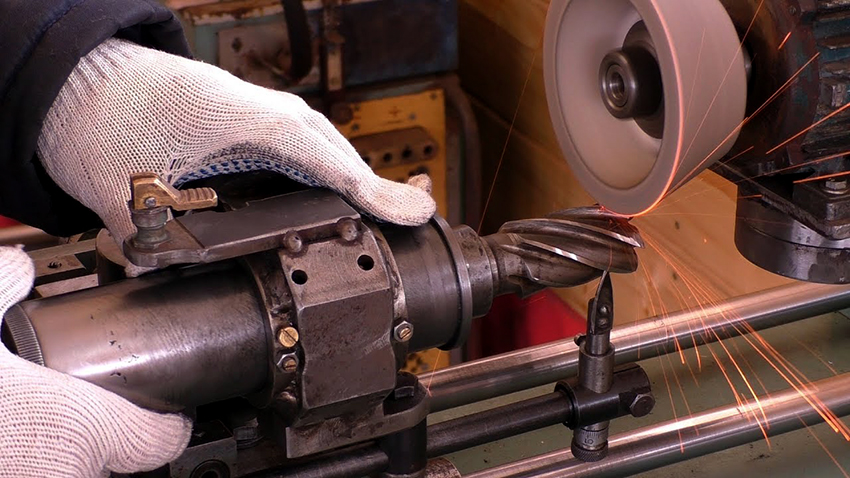
Заточка корончатых сверл
предоставляет профессиональную Ø 10-60 мм. Кроме коронок из быстрорежущей стали — HSS, к заточке принимаются сверла корончатые твердосплавные — ТСТ. Как правило, сверление отверстий большого диаметра производится с помощью дорогостоящего сверлильного оборудования, срок службы которого во многом зависит от качества применяемых сверл. Именно поэтому своевременная заточка сверл позволит не только значительно увеличить ресурс расходных материалов, но и на дольше сберечь ваш сверлильный станок. Кольцевое сверло является сложным концевым инструментом с двухфазной заточкой и качественно заточить его без применения специального оборудования не под силу даже опытному специалисту. Выдержать правильный угол заточки зубьев возможно лишь с помощью предназначенных для этого фиксаторов — цанговых зажимов с тонкой регулировкой угла. Наши специалисты выполняют заточку кольцевых фрез на современном профессиональном оборудовании с последующей шлифовкой для уменьшения силы трения, что позволяет гарантировать высокое качество результата.
Восстановление коронки по металлу во многом зависит от степени ее износа. При незначительном износе, неглубоких сколах и перегреве режущей кромки мы можем гарантировать высокий результат заточки. Поэтому необходимо следить за состоянием инструмента и вовремя производить профессиональную заточку. Интенсивность износа сверла зависит от многих факторов: частоты использования, материала подвергаемого сверлению, исправности сверлильного оборудования и соблюдения рекомендаций производителя режущего инструмента. Но, к сожалению, даже при правильном использовании кольцевой фрезы рано или поздно появляются первичные признаки износа. Характерный свистящий звук, быстрый перегрев и увеличение времени сверления свидетельствуют о необходимости заточки инструмента или его замены.
Что же экономически выгодней: заточка или все-таки замена? Математика здесь простая. Восстановленная коронка, обладающая режущими качествами, как и новая, получает 70% изначального ресурса, а стоимость заточки приблизительно в 4 раза дешевле по сравнению с покупкой нового сверлящего элемента. Учитывая, что затачиваются корончатые сверла до 10 раз позволят вам ощутимо сэкономить финансовые средства без потери качества. Мы также поможем вам с доставкой сверл, своевременно выполнив заказ в точно установленные сроки.
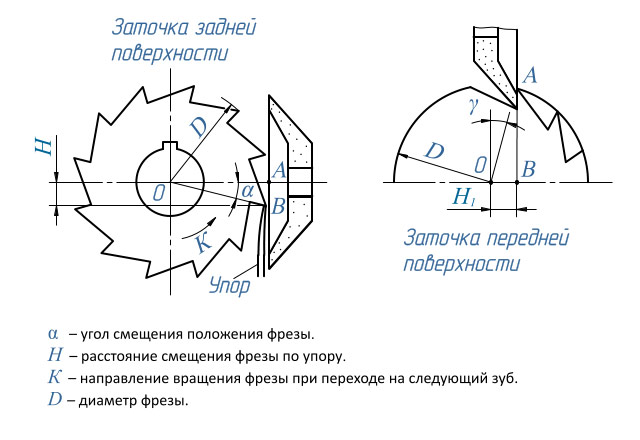
Способ заточки концевых фрез с радиусной режущей кромкой
Изобретение относится к станкострое нию, касается изготовления металлорежущего инструмента и может быть испотьзовано при заточке концевых фрез с painvc ным закруглением режущей кромки Цель изобретения — повышение производитель ности обработки Шлифовальный круг 1 вводят в контакт с задней поверхностью радиусной режущей кромки 2 концевой фре зы 3 Последнюю при этом вращают вокр г собственной оси 4 и качают с УГЛОВОЙ скоростью о вокруг центра качания О расположенного в осевой плоскости фрезы 3 произвольно Одновременно фрезе 3 и центру качания О сообщают дополнительное поступательное перемещение по дуге 5 окружности радиусом R, равным расстоянию межа центром кривизны Q режущей кромки центром качания О При этом скорость W аополнительного постулатепьного лоремеще ния фрезы 3 и центра качания О равна по ве шчине и противопопожна по ч трав лснию линейной скорости 7 качания центра кривизны Q вокрм центра качания О 1т Ј (Л СОЮЗ СОВЕТСКИХ
СОЦИАЛИСТИЧЕСКИХ
РЕСПУБЛИК (51) 5 В 24 В 3/02
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ
ГОСУДАРСТВЕННЫЙ КОМИТЕТ
ПО ИЗОБРЕТЕНИЯМ И ОТНРЫТИЯМ
ПРИ ГКНТ СССР (21) 4416333/08 (22) 26. 04. 88 (46) 15.02.91. Бюл № (71) Витебское специальное конструкторское бюро зубообрабатывающих, шлифовальных и заточных станков (72) А. М. Зиндер, 1О. А. Каплан, Л. И. Малер, И. И. Малер и М. И. Конорович (53) 621.93.063 (088.8) (56) Заявка Японии № 61- 13943, кл. В 24 В 3/02, 1986. (54) СПОСОБ ЗАТОЧКИ КОНЦЕВЫХ
ФРЕЗ С РАДИУСНОЙ РЕЖУЩЕЙ КРОМКОЙ (57) Изобретение относится к станкостроению, касается изготовления металлорежущего инструмента и может быть использовано при заточке концевых фрез с радихс„„SU„„ 627373 A1
2 ным закруглением режущей кромки. Цель изобретения — повышение производительности обработки. Шли фовальный круг вводят в контакт с задней поверхностью радиусной режущей кромки 2 концевой фрезы 3. Последнюю при этом вращают вокруг собственной оси 4 и качают с угловой скоростью
1627373
Формула изобретения (:книгь T 11 Г ..Х Кр;ð (. Ч
Гi>! >4 4ë«>
Рр 1 K÷;> .3к.i > 3(!
В!111111!11! i» иирг г кнч «н> н > и >рнт(нинч» н> крыл ни и нри ГК11Г (.(.(..l
113(Х35, М. Рн1г>., и. 1 5
1!ри ини»н.чпин>T >и ,, У,к рði í; . 1() l

Изобретение относится к станкостроению, касается изготовления металлорежу-! цего инструмента и может быть использовано при заточке концевых фрез с радиусным закруглением режущей кромки.
Цель изобретения — повышение производительности обработки.
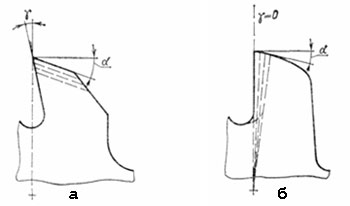
На чертеже схематически показано осуществление предлагаемого способа.
Способ осуществляют следующим образом.
Шлифовальному кругу 1 сообщают вращение и вводят его в соприкосновение с задней поверхностью радиусного закругления радиусом r режущей кромки 2 концевой фрезы 3. Фрезе при этом сообщают вращение вокруг собственной оси 4 и качание с угловой скоростью (н вокруг центра качания О, расположенного в осевой плоскости фрезы 3 произвольно. Одновременно фрезе 3 и центру качания О сообщают дополнительное поступательное перемещение по дуге 5 окружности радиусом R, равным расстоянию между центром кривизны Q радиусной режущей кромки 2 и центром качания О. При этом скорость Я! дополнительного поступательного перемещения концевой фрезы 3 и центра качания О устанавливают равной по величине и противоположной по направленич0 линейной скорости 7 качания центра кривизны Q paдиусной режущей кромки 2 концевой фрезы
3 вокруг центра качания О, лежащего в осевой плоскости фрезы 3.
Использование предлагаемого способа сокращает время подготовки фрезы к заточке за счет отсутствия необходимости совмещения центра качания фрезы в осевой плоскости с центром кривизны радиусной режущей кромки.
Способ заточки концевых фрез с радичсной режущей кромкой, при котором фрезу вращают вокруг собственной оси, качают вокруг расположенного в ее осевой плоскости центра и вводят в контакт со шлифовальным кругом, отличающийся тем, что, с целью повышения производительности обработки, фрезе сообщают дополнительное поступательное перемещение из условия перемещения центра качания по дуге окружности радиусом, равным расстоянию между упомянутым центром и центром кривизны радиусной режущей кромки, при этом скорость дополнительного поступательного перемещения фрезы берут равной по величине и противоположной по направлению линеиной скорости качания центра кривизны радиусной режущей кромки вокруг центра качания.
Советы, которые нужно знать
В процессе затачивания инструментов надо будет использовать брусья разной зернистости. Зернистость будет зависеть от толщины удаляемого слоя материала и нужной чистоты основания. Перед заточкой надо будет удостовериться в том, что брус имеет подходящую форму.
Чтобы сохранить симметрию, в процессе заточки каждого резца надо будет попытаться сделать идентичное количество движений, нажим при этом тоже должен быть одинаковым.
Рисунок 1. Формы кругов для шлифования.
Если зубчики фрезы изготавливаются из относительно мягкого материала, вместо бруса можно использовать абразивную бумагу, которая приклеивается на ровное основание. В качестве основания можно использовать планку из твердых пород дерева или стальную полосу.
Концевые фрезы для фрезеровки дерева затачиваются на специальном устройстве с малой скоростью вращения круга. В данном случае понадобится использовать подходящий абразивный круг.
Особенности фрез
Для производства резаков применяются разные материалы. Для дерева пригодны инструментальные стали: быстрорежущие, легированные и углеродистые. Для обработки металла, пластика, керамики, камневидных материалов применяют твердые сплавы, алмазы, эльбор, минералокерамику.
Сталь для фрез по древесине
- Для резки дерева применяются такие марки инструментальных сталей: У-9-А, У-8-А, У-7-А, ХВ-5, 9-ХС, ХГ, ХВГ.
- Быстрорежущая сталь может быть нормальной производительности. Это марки Р-18, Р-6-М-5, Р-9, Р-12 и т.д. Метал повышенной производительности легирован ванадием, кобальтом, молибденом и вольфрамом. Это марки Р-6-М-3, Р-18-Ф-2-К-5, Р-9-Ф-2-К-10, Р-9-Ф-2-К-5 и пр.
Геометрия зубчиков
По конструкции резцы фрез делятся на острозаточенные (остроконечные) и затылованные.
- У острозаточенных зубцов участок задней поверхности (шириной n), смежный с режущей частью, является плоскостью . Точатся такие резцы по задней поверхности. Однако, если надо, можно точить их и по передней грани.
- У затылованных резцов фасонных фрез задняя поверхность имеет вид спирали Архимеда . Обработка ее технически очень сложна. Поэтому затачиваются такие зубцы исключительно по передней грани.
Каждый зуб представляет собой отдельный резец.
Он имеет стандартные параметры: задний (a) и передний (y) углы, площадь затачиваемой поверхности (n), угол уклона (l).
- Площадка n — это участок задней поверхности резца, который шлифуется при точении. В данном месте зубцы более всего изнашиваются, их размер влияет на силу трения меж фрезой и заготовкой. Из-за этого данную поверхность следует поддерживать в нормируемом диапазоне.
- Угол передней кромки (y) измеряется между касательной к передней грани и радиусом фрезы.
- Основной угол задний (a) измеряется между касательной к задней грани в нормируемой точке основной пилящей кромки и касательной к вращательной окружности этой точки. Данный угол при уменьшении понижает трение меж заготовкой и фрезой.
- Дополнительный угол задний (a1) имеют не все фрезы. Он описывает расширенный просвет меж разрезаемой поверхностью и телом резца. Инструкция говорит о необходимости в заточке этого промежутка при определенном износе фрезы и расширении площадки n. Цель операции – уменьшение трения меж зубцом и заготовкой.
- Исходя из направления и конфигурации режущей кромки различают зубцы винтовые либо прямые. Их уклон описывает угол (l) меж осью инструмента и развернутой винтовой кромкой.
Величина угла зависима от вида фрезы, марки ее материала и типа обрабатываемой заготовки. При резке древесины основной передний угол заточки выбирается в диапазоне 10-20 градусов, иногда больше. Задний угол также колеблется в широком коридоре значений.
Типы используемого инструмента
На промышленных предприятиях применяются различные типы инструмента:
- Цилиндрические – для обработки заготовок с использованием станков оснащенных горизонтальным шпинделем.
- Торцевые – для фрезерной обработки заготовок на станках с вертикальным шпинделем.
- Концевые – для проходки уступов, выемок, контуров (криволинейных). Используются на установках при вертикально-фрезерной обработке.
- Дисковые – для проходки пазов, канавок на горизонтальных станках.
- Шпоночные – для проходки канавок на станках с вертикальным шпинделем.
- Угловые – для фрезеровки плоскостей (наклонных), канавок, скосов.
- Фасонные – при обработке фасонных поверхностей.
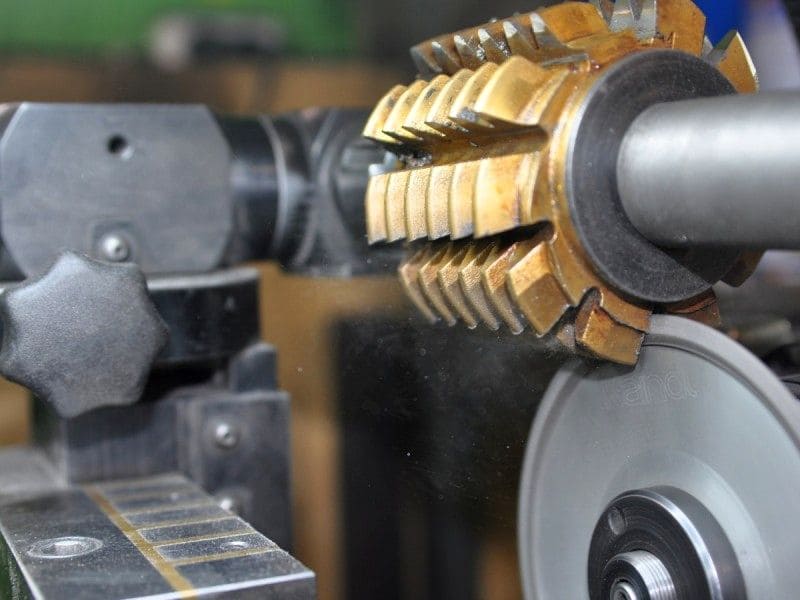
Рис. 2 Набор червячных фрез.
Для обработки заготовок используется оснастка, которая предназначена для работ:
- по металлу;
- по дереву.
Фрезы с соответствующей оснасткой выпускают обычно в качестве наборов с посадочными размерами крепежной части разного диаметра. Для того чтобы фреза использовалась длительный период она должна быть всегда наточена, а при проведении рабочей операции необходим температурный режим, не допускающий перегрев, который снижает их прочностные характеристики.
Виды фрез
Всего существует несколько видов режущего инструмента. К таковому относится: цилиндрический, концевой, дисковый, торцевой и пазовый.
По виду предназначения:
- угловой;
- фасонный;
- шпоночный;
- для обеспечения пазов вида Т.
По поверхности:
- пластмассе;
- дереву;
- металлической;
- стеклу;
- иные.
Затачивание сложно, так как протяженность режущего основания большая. Поэтому используются специализированные инструменты. А некоторых случаях шлифование осуществляется вручную, но работник, выполняющий эти работы должен обладать опытом. Не имеющий навыков сотрудник может допустить брак и на зубьях появятся дефекты: трещины, заусеницы или раковины, в связи, с чем инструмент нужно будет шлифовать повторно, а это приведет к уменьшению размера.
Область применения
Для выполнения технологических операций существуют различные виды инструмента. Какую фрезу использовать в том или ином случае, для этого необходимо учесть, какой материал нужно обрабатывать.
Фрезы по металлу
К распространенным видам относятся:
- Дисковые. Элементы для резки материала расположены с одной или с двух сторон одновременно. Используются для прорезания пазов, выборки, обрезки и снятии фасок.
- Торцевые. Предназначены для обточки ступенчатых и плоских оснований.
- Цилиндрические. Изготавливаются с винтовыми и прямыми зубьями.
- Угловые. Используются для прорезания стружечных канавок в технологической оснастке.
- Концевые. Применяются для изготовления уступов, выемок по контуру и пазов.
- Фасонные. Предназначены для обработки фасонных поверхностей.
- Червячные. Обработка производится способом обката – касанием инструмента заготовки в одной точке.

Фрезы по дереву
Для обработки деревянных конструкций применяются инструменты:
- Концевые. Внешне напоминают сверло, при этом конусная часть отсутствует.
- Кромочные. Применяются для прорезания кромок и разной конфигурации выемок. Инструменты для фрезерования вручную конструктивно снабжены подшипником для регулирования глубины обработки.
- Пазовые. Используются для прорезания пазов.
- Копировальные. Расположение фрезерной головки в виде дуги.

Фрезы для пластика
При обработке изделий из пластика применяется инструмент:
- Торцевые. Для обработки больших оснований.
- Фасонные. Используются для прорезания сложных профилей.
- Концевые. Применяются для получения карманов или пазов.
- Для гравировки. С ее помощью на основание можно наносить узоры или логотипы.

Фрезы для стекла
Для подготовки изделий из стекла применяются алмазные фрезы. Предназначены для создания кромки и контура на ручном или автоматическом оборудовании.

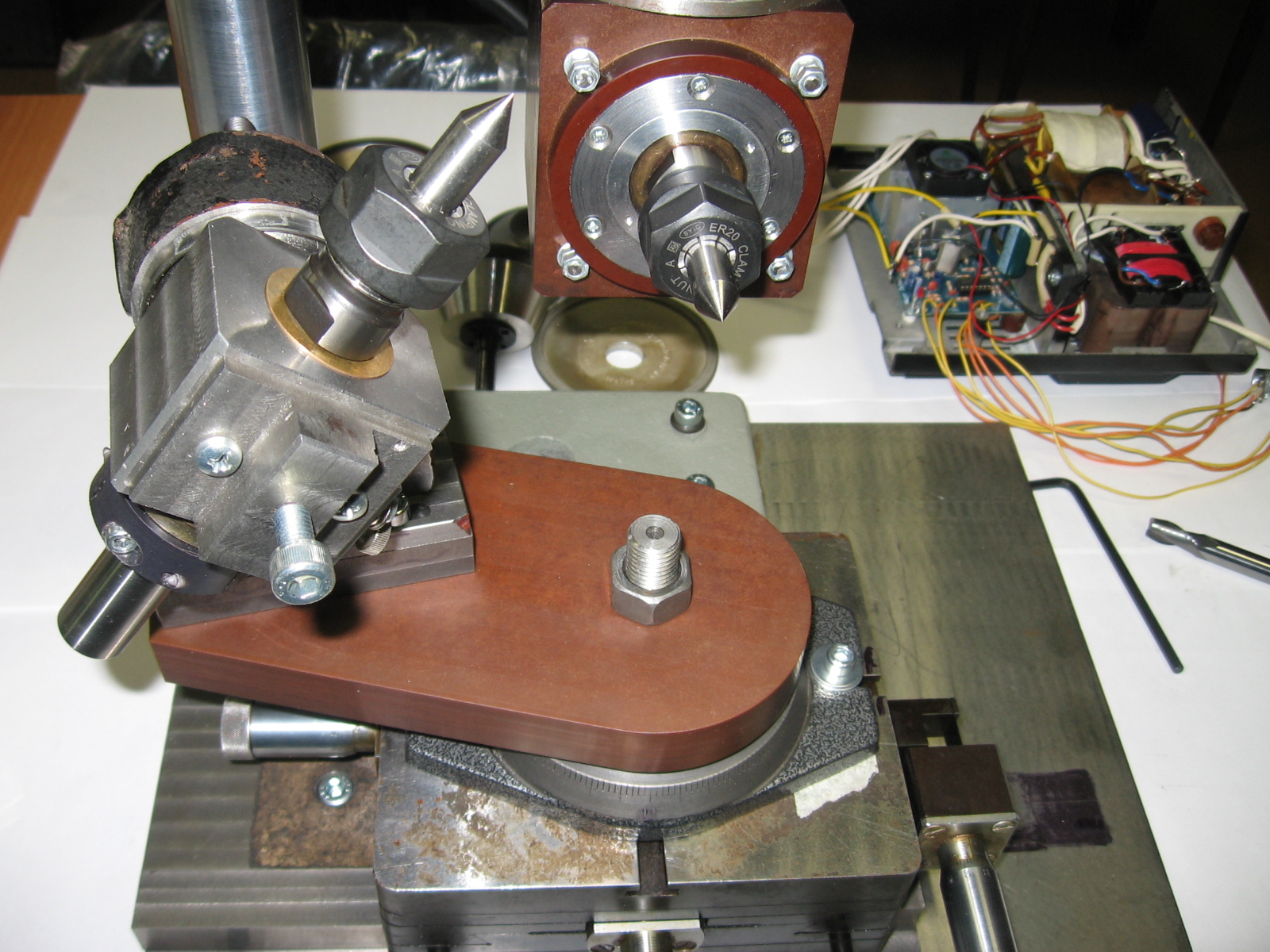
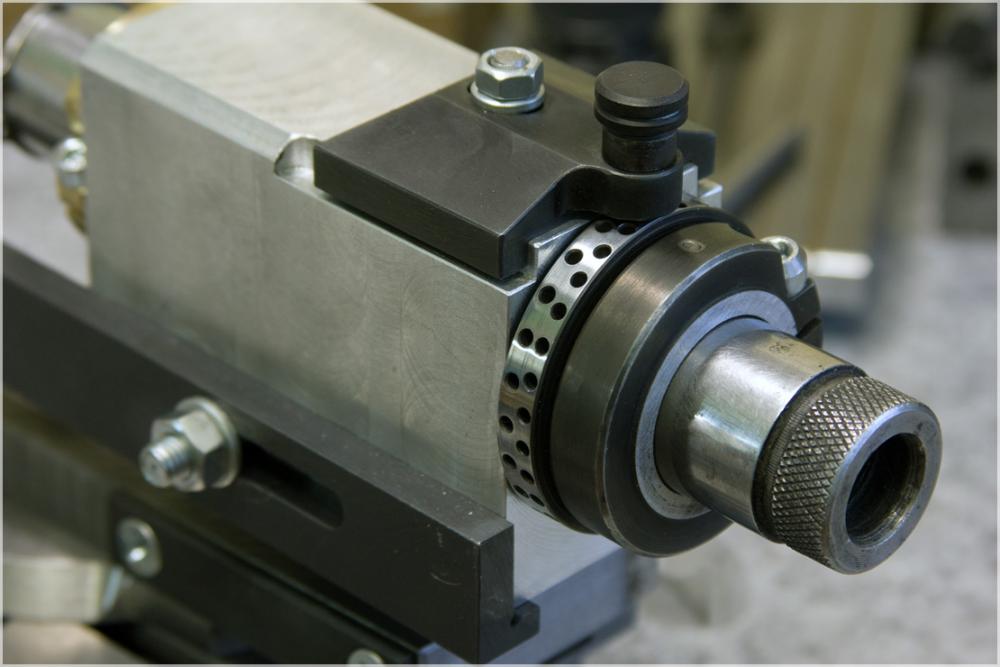
Приспособление на дрель для заточки сверл: основные элементы
Практически все предлагаемые на рынке насадки на дрель для обточки сверл имеют одинаковую конструкцию. Это пластиковый корпус, куда помещен точильный элемент определенной формы, позволяющий выполнять обработку режущей поверхности инструмента под нужным углом. Вращается устройство при помощи дрели. Соединение с валом осуществляется специальной муфтой.
Крышка корпуса имеет отверстия, в которые вставляются сверла соответствующих диаметров. Отверстия выполнены так, что режущая кромка соприкасается с наждачным кругом только в необходимых местах. Отсутствие такой крышки-кондуктора значительно усложняет процесс заточки, так как сверло приходится держать вручную.
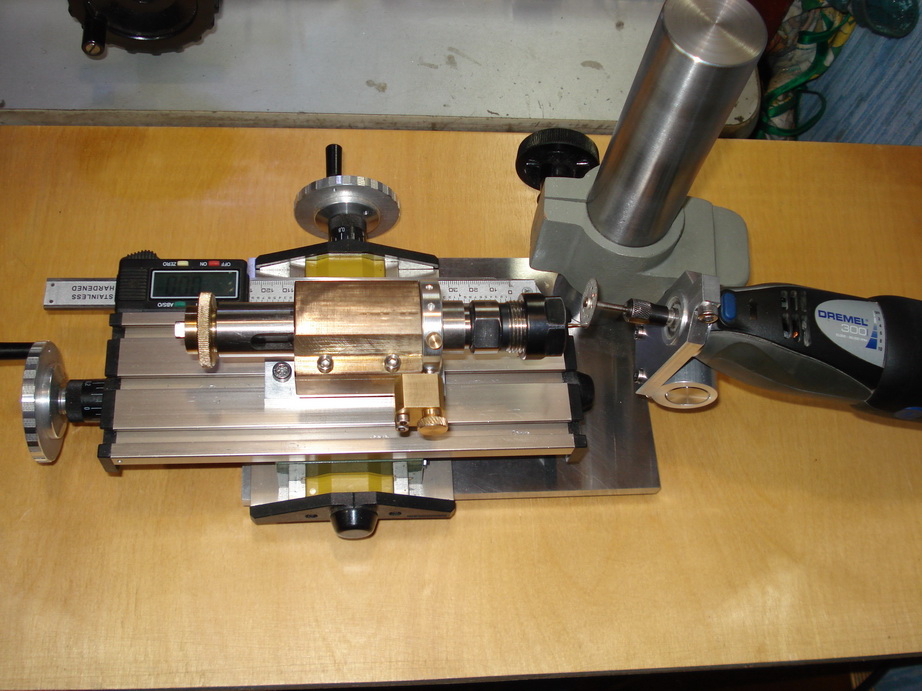




Устройство на дрель для заточки – это пластиковая насадка в которую помещается точильный элемент и сверло
В интернете достаточно много демонстрационных видео «Приспособления для заточки сверл». Перед применением приобретенной насадки стоит обратиться к видео с инструкциями, это поможет избежать ошибок.
По аналогии с фабричными чаще всего выполняются и самодельные устройства:
- корпус изготавливается из металла;
- патрон дрели и наждачный круг соединяются монтажным кольцом;
- наждачному элементу придается форма конуса, которую обычно создают на токарном станке;
- крышка с отверстиями разных диаметров может быть изготовлена из дерева, металла, полимера с добавками.
Наиболее сложным этапом при выполнении насадки для дрели своими руками является создание крышки.
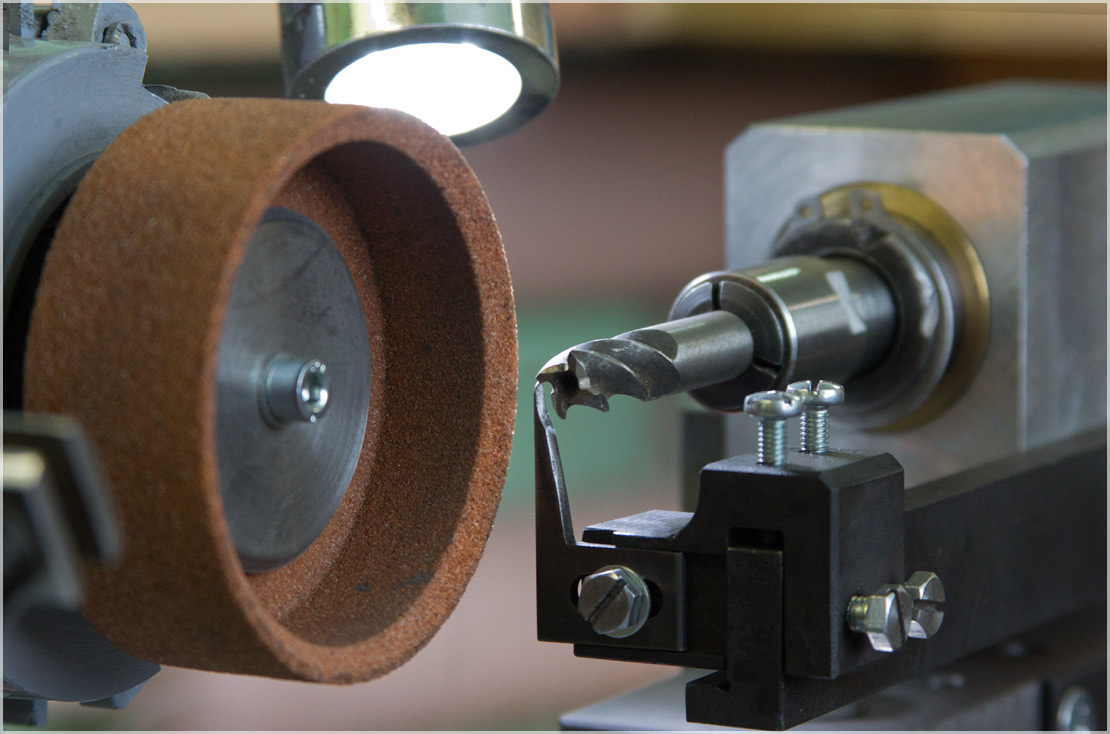
Способы заточки фрез
Заточка фрез сложная, так как требуется обрабатывать поверхности криволинейные и большие по протяженности. Также необходимо обеспечить движение абразива с точностью по кромке.
С помощью станка
Технология заточки осуществляется поэтапно:
- Закрепление фрезы в заданном положении.
- Подведение к абразивному кругу обрабатываемой поверхности, до тех пор, пока не будет искрения.
- Снятие слоя металла толщиной от 25 до 50 мкм.
- Затачивание производить каждого зубца по отдельности. Начало работ проводится при расположении в борозде, образованной зубцом, а игла должна касаться поверхности инструмента.
- Заточной станок включить и последовательно втягивая фрезу, производить операцию.

С помощью кругов для заточки
Выбор кругов зависит от материала, из которого изготовлены инструменты. Какие круги бывают:
- Нормальный электрокорунд и белый электрокорунд. Обеспечивают оптимальную заточку инструмента по металлу или дереву.
- Эльборовые. Кругами их этого материала можно заточить изделия из быстрорежущей стали
- Из карбида кремния зеленого и алмазные применяются для затачивания изделий из твердых сплавов
Классификация
Условно можно провести следующую классификацию:
- Универсальный станок подходит для заточки не только фрез, но и других режущих инструментов.
- Специализированный станок применяется для обработки инструмента только одного вида, к примеру, фрез.
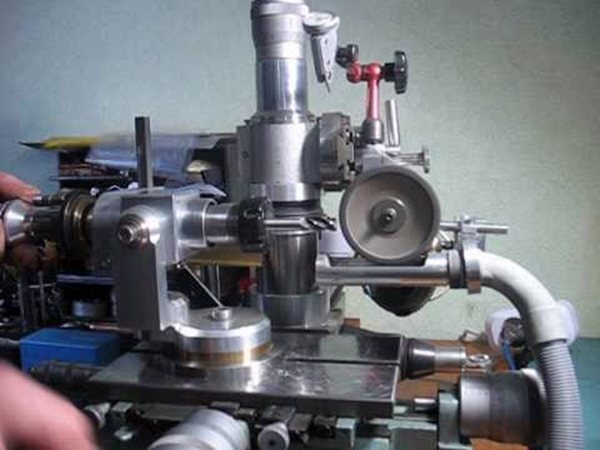
Универсальный станок комплектуется нормальными и специальными приспособлениями, которые используются для закрепления и установки инструмента, дополнительных измерительных механизмов, которые позволяют выдерживать угол заточки фрез.

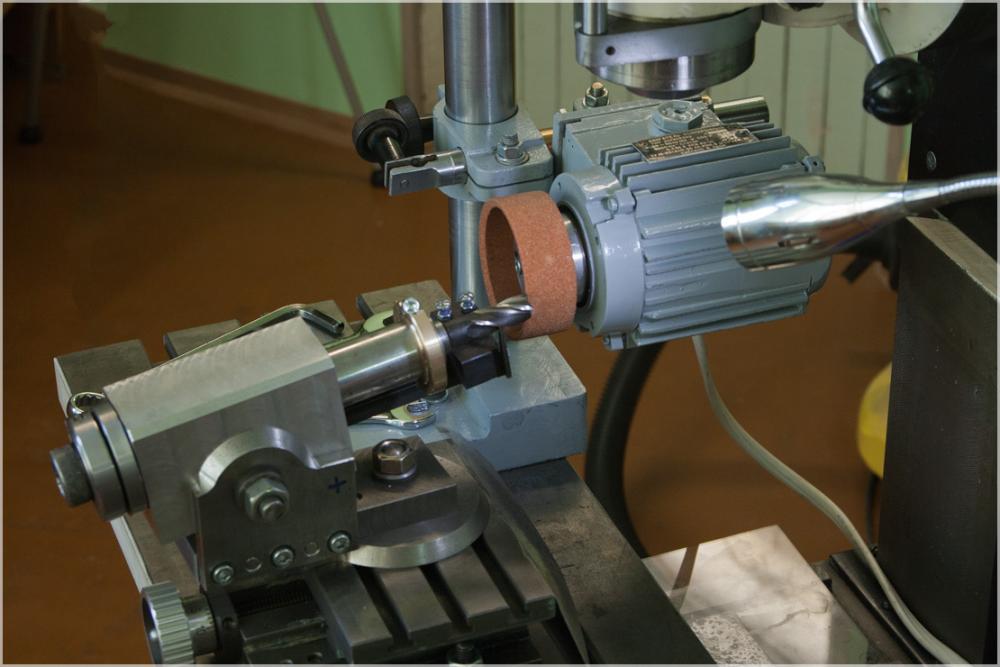
Универсальный заточной станок с приспособлениями для заточки фрез

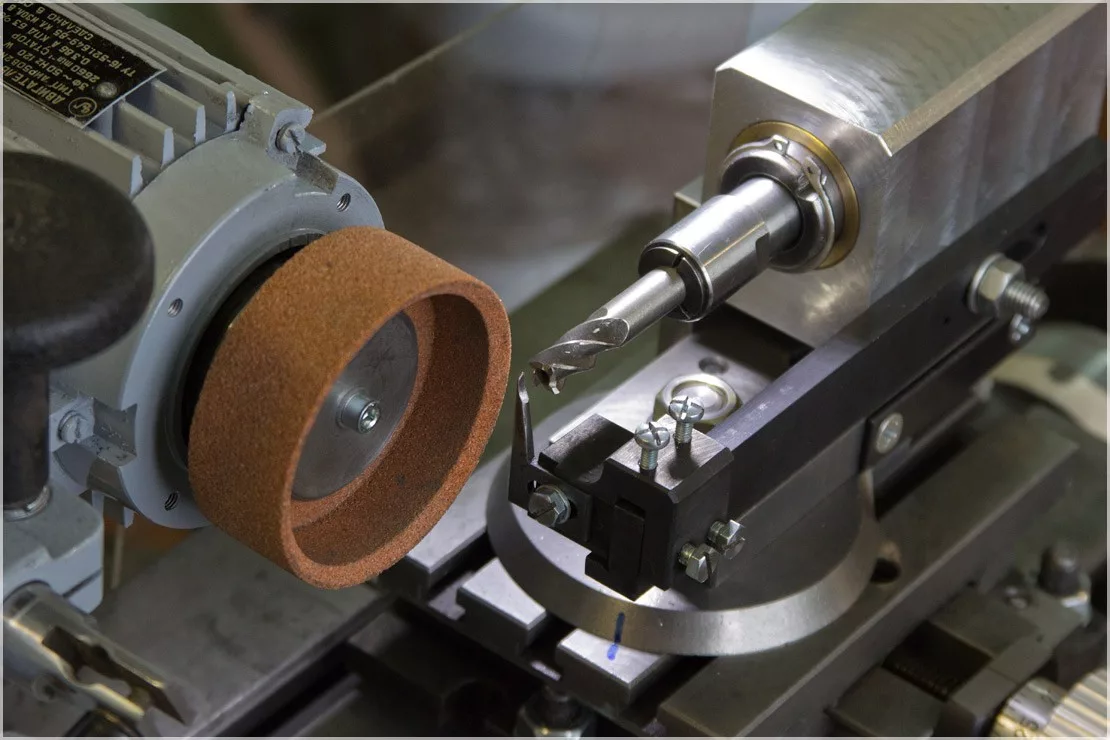
Специализированный заточной станок для заточки концевых и цилиндрических фрез
Оснастка для фиксации заготовки
Для проведения процесса фрезеровки необходимо фиксировать заготовку для чего используются:
Столы поворотные круглые используются для проведения операций фрезерования заготовок имеющих криволинейную поверхность.Данный тип столов имеет широкий диапазон смещений:
- вращение;
- изменение угла наклона плоскости стола;
- возможности обработки изделий в вертикальном положении.
Зажимы или прихваты позволяют фиксировать изделия с помощью специальных элементов, которые в свою очередь крепится к столу с помощью болтов и гаек. Для фиксации небольших по размеру заготовок используются тиски простые и с поворотным механизмом.
Процесс заточки фрез на станке
Заточка режущего инструмента требует особой точности, чтобы геометрические размеры и свойства были восстановлены. Профессионально выполненная операция способствует увеличению стойкости металла и снижению износа зубьев.
В комплекте станочного оборудования предусмотрено два зажимных патрона, один – для трехперового инструмента, а второй – для четырех и двух. Ошибка установки исключена.
Заточка по ленточке
Выбрать одно из гнезд стакана и цангу, соответствующую размеру.
Процесс выполнения:
- Завести в патрон цангу и зажать гайкой, но сильно затягивать последнюю не нужно.
- Выставить размер длины ленточки для обработки. Расстояние регулируют выкручиваемые винты. Перемещая низ гнезда, следует установить нужную длину, после которую зафиксировать на винтовые соединения.
- Установить инструмент в патрон через верх, задав угол и диаметр. Патрон закрепить в стакане с установкой линии инструмента по отношению элементу заточки. Закрепление производится за штифт канавками.
- Оборудование включить и обеспечить подачу обрабатываемого элемента к кругу заточки. Посредством регуляторов можно снижать и увеличивать съем поверхности металла.
Заточка фрезы по торцу
Нужно воспользоваться другим гнездом на станочном приспособлении.
Процесс выполнения работ:
- Выставить настройки на гнезде, они зависят от жесткости материала. Если металл твердый, то гнездо больше.
- Включить станок, вставить патрон и произвести обработку элемента, до тех пор, пока не прекратится шум.
- В другом гнезде обеспечить заточку инструмента с торца.
- Обработать заднюю стенку инструмента вставлением патрона в гнездо станочного оборудования.
Круги для заточки
Заточку модульных фрез можно производить кругами из белого или обыкновенного электрокорунда, алмазными и другими. К примеру, с помощью использования электрокорундовых кругов можно качественно выполнить заточку фрез для работы с металлом и деревом, которые изготавливаются из инструментальной или другой стали стандартной производительности. Эльборовыми кругами есть возможность затачивать конструкции из стали высокой производительности. Круги из карбида кремния и алмазные применяются для заточки резцов из твердых металлов.
Перед применением абразивных кругов рекомендуется произвести их охлаждение. Одним из значительных изъянов алмазного круга является относительно низкая устойчивость к высоким температурам. При температуре порядка 900°С алмаз сгорит.
За счет повышения температуры твердость подобного приспособления снижается. Температура 1000°С может понизить твердость практически в 2 раза. При температуре 1300°С подобный показатель снизится примерно в 6 раз.
Рисунок 2. Заточка торцевой фрезы: а – главной режущей кромки, б – вспомогательной режущей кромки, в – схема установки фрезы для заточки зубьев вспомогательной режущей кромки.
Использование воды для снижения температуры в большинстве случаев приводит к появлению ржавчины на заготовках и углах станка. Чтобы устранить коррозию, к воде нужно добавить мыло и некоторые электролиты, которые смогут сформировать пленки для защиты. При шлифовании практически всегда используют раствор с мылом или содой. Если производится чистовое шлифование, то следует использовать низкоконцентрированную эмульсию.
Чтобы увеличить качество шлифования абразивным кругом и уменьшить значительные повреждения, рекомендуется выбрать максимальную зернистость, которая способна обеспечить необходимый класс чистоты основания используемой фрезы.
Окружная скорость круга во время заточки зубцов из твердых металлов должна составлять примерно 15-18 м/с. К примеру, в процессе применения круга диаметром 12,5 см скорость вращения двигателя должна быть приблизительно 1600-2700 об/мин. Если надо произвести заточку более ломких материалов, действия нужно выполнять на меньшей скорости. В процессе использования инструментов из твердых металлов применение жесткого режима приводит к появлению высоких напряжений и трещинок, а в некоторых случаях и к повреждению кромок для резки. Износ круга в таком случае повысится.
Форма круга для заточки заднего угла зубцов на основании цилиндрической формы должна быть чашечной или тарельчатой. Для заточки переднего угла нужно использовать круг тарельчатой или плоской формы.
Существующие формы кругов для шлифования можно увидеть на (рис. 1).
Технология заточки
Существует ряд параметров, которые влияют на углы заточки фрез, в первую очередь это форма зуба: острозаточенный или затылованный. Характеристики каждого из резцов:
- передний угол, образуется касательной к передней поверхности и плоскостью оси;
- задний угол, образуется касательной к задней поверхности и касательной к окружности вращения опорной точки;
- размер площадки, которая подвергается обработке при затачивании по задней поверхности;
- угол наклона зубьев относительно центральной оси.
Углы заточки фрез по металлу зависят от материала и марки изделия, указаны в специальных справочниках и ГОСТах. При обработке заготовок из высоколегированной стали они практически нулевые или отрицательные. Несоблюдение рекомендованных параметров приведет к быстрому разрушению режущей кромки без возможности восстановления.
В процессе заточки площадь зубьев уменьшается, поэтому крайне важно выполнять все операции однообразно для каждого. Перекосы приведут к изменению формы реза и сильному биению, что критично при работе с вязкими материалами – можно просто сломать фрезу
После заточки необходима проверка: визуальный осмотр на наличие трещин, сколов и деформаций с помощью лупы, для углов приемлемо отклонение в 1 градус, определяется маятниковым угломером.
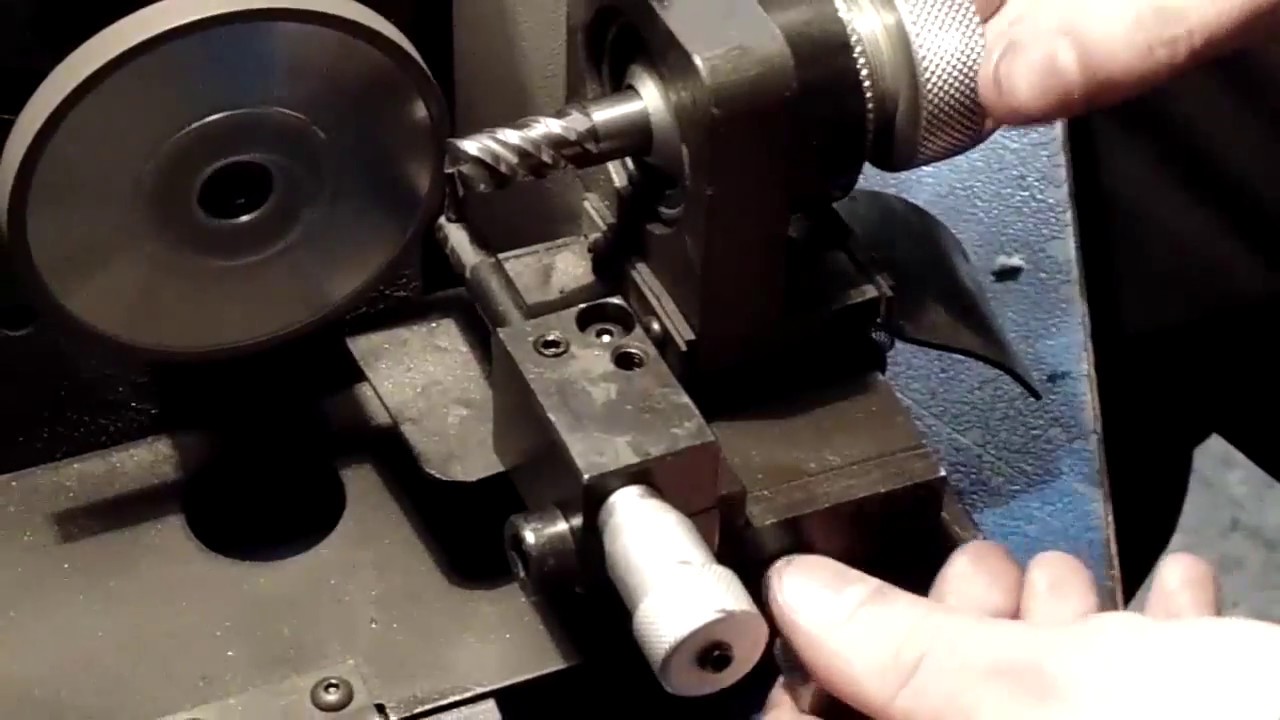
С помощью станка
Можно восстановить режущие свойства практически любого инструмента. Заточка твердосплавных фрез производится только на станках. Например, для концевой первым этапом будет круговая шлифовка для удаления возможных сколов и дефектов режущих кромок, после этой операции диаметр измениться в зависимости от степени износа поверхностей. Затем для остроконечных боковых зубьев выполняется заточка по задней части. Для этого используется специальное приспособление в форме иглы, которое обеспечивает равномерный угол заточки на всем протяжении зуба при поступательном движении вдоль абразива







Регулируя его положение, можно добиться изменения заднего угла, а это важно для уменьшения трения и увеличения срока службы. Заточка торцевых зубьев начинается с их установки по горизонту, круг подается под необходимым углом
С помощью станка легко подновить инструменты для ручного фрезера.
Также при увеличении температуры уменьшается твердость абразивных материалов, что увеличивает время обработки заготовок и провоцирует быстрый износ дорогостоящих кругов. Для заточки применяются абразивные круги чашечной и тарельчатой форм для шлифования задних углов зубьев, для передних можно использовать плоские.
В качестве абразива выступают:
- электрокорунд (хорошо подходит для инструментальной стали);
- эльбор (быстрорежущая сталь обычная и повышенной производительности);
- алмаз и зеленый карбид кремния (для твердосплавных резцов).
При обработке твердых сплавов на кругу прогрев поверхности происходит неравномерно, образуются микротрещины, приводящие к деформации зубьев. Для доводки можно использовать чугунный оселок, в качестве абразива взять карбид бора, его же можно использовать и для оперативного устранения неровностей без снятия фрезы.
Промышленные станки дороги, для домашней мастерской можно изготовить его самостоятельно, совместив электрическое точило и механизм подачи затачиваемой фрезы. Универсальный аппарат таким образом сделать не получится, но для выполнения нескольких операций с приемлемым качеством он вполне подойдет.
С помощью кругов для заточки
Имея опыт, можно заточить фрезы несложной формы на обычном точиле, но следует понимать, что большое количество криволинейных поверхностей и необходимость соблюдения угловых параметров, могут свести на нет все усилия. Работать необходимо на небольших оборотах, иначе есть риск перегреть режущие кромки – фреза на выброс.
Подручными средствами
Требуется только наличие абразивных материалов разной зернистости. Бруски в процессе работы необходимо смочить мыльной водой, по окончании промыть и высушить. Заточка фрез по дереву своими руками возможна, но требует долгой практики – основная трудность заключается в равномерной обработке всех зубьев, для этого необходимо контролировать нажим и количество движений. Все издержки перекрываются словом «бесплатно», да и стоимость затачиваемых изделий невелика в случае неудачной попытки. Качество такой работы как правило не очень высокое, но в рамках домашней мастерской приемлемо.
Чем точить фрезы?
Можно производить заточку вручную или с помощью точильного станка для фрез.
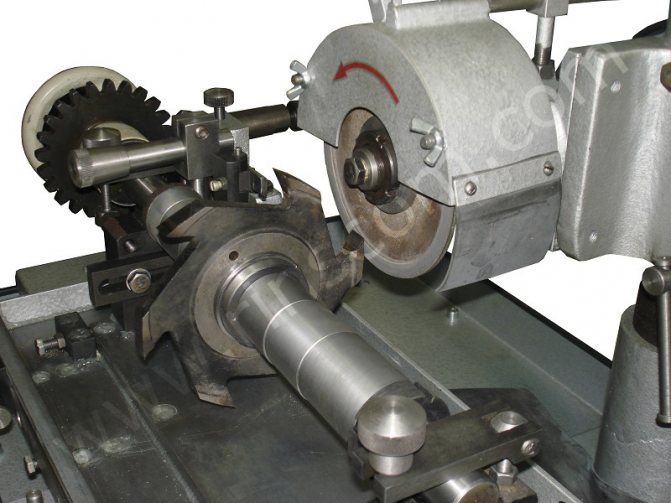
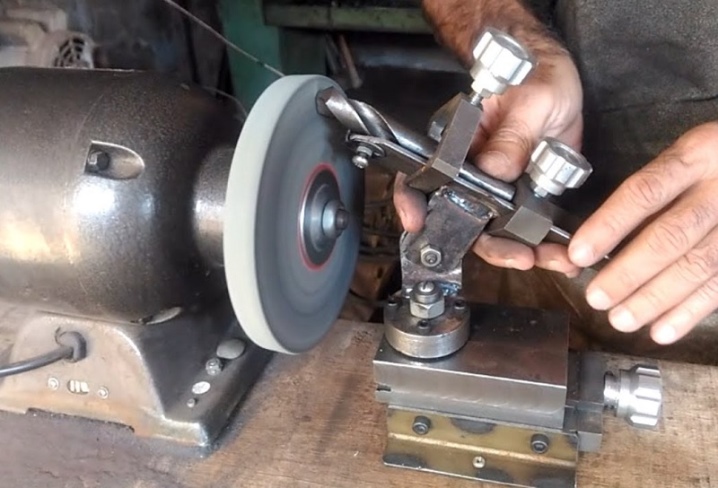
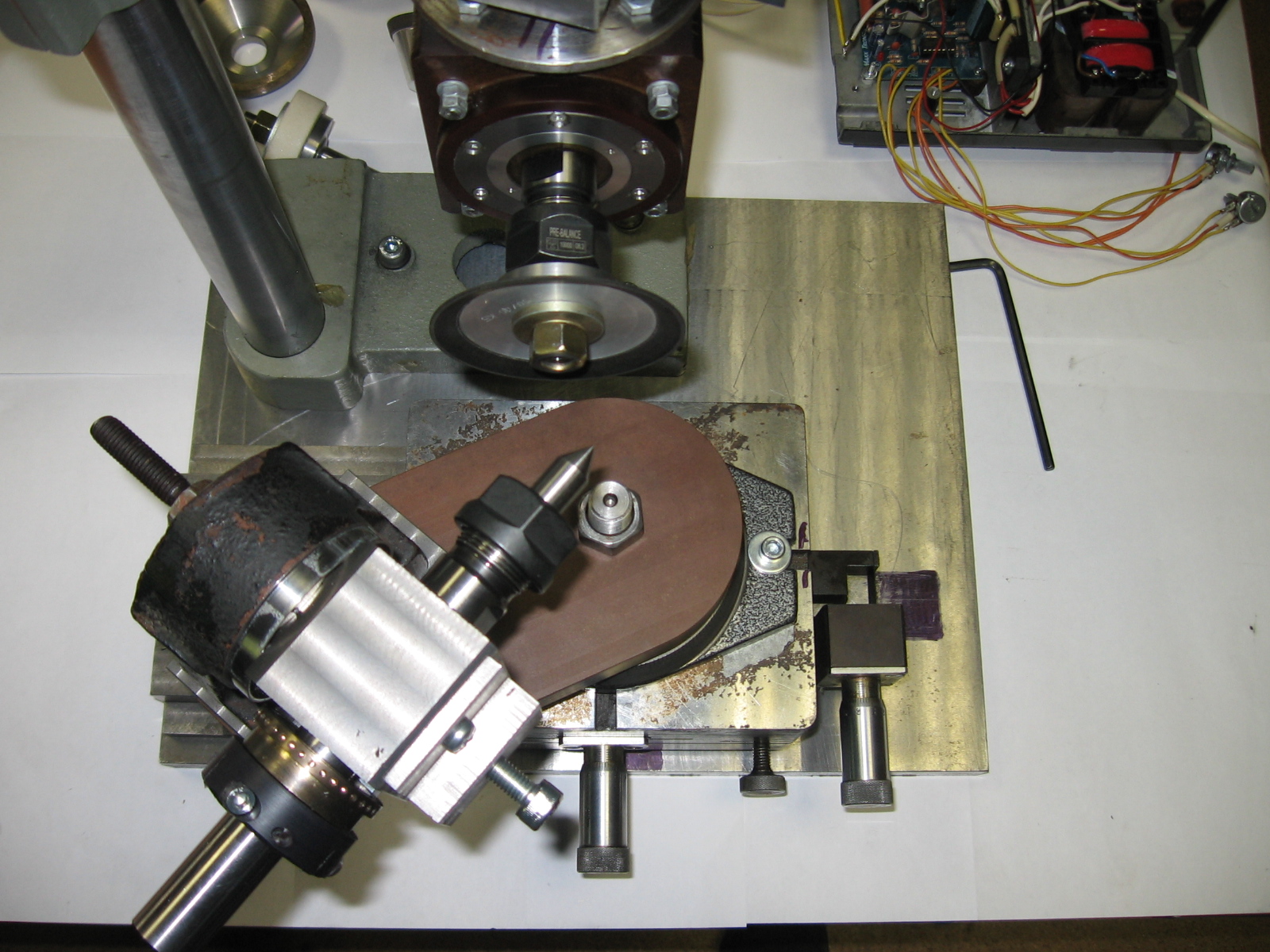
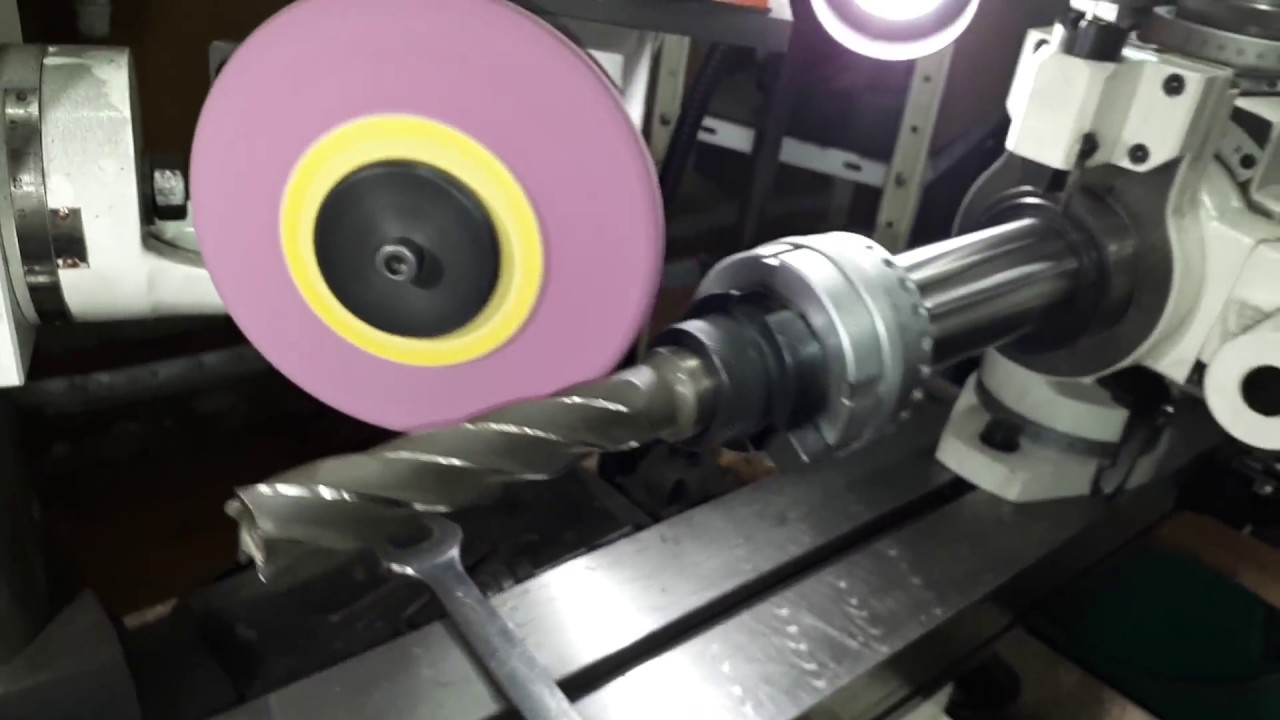
Рис. 1. Заточка фрез с помощью точильного станка
Станок обеспечивает синхронизацию разных видов движения и фиксацию фрезы. Например, чтобы заострить концевую фрезу, необходимо совместить поступательные и вращательные движения, соблюдая при этом единообразную силу прижима инструмента к точильному кругу. Большое значение имеет скорость вращения, зернистость абразива, его материал.
- Абразивные круги из электрокорунда подходят для затачивания фрез по металлу и дереву (материал изготовления — быстрорежущая или инструментальная сталь класса «Стандарт»).
- Эльборовыми (CBN) кругами точат фрезы из быстрорежущей стали повышенной производительности.
- Алмазные (PCD) и карбидокремниевые круги применяются для заострения зубцов твердосплавных фрез.
Важно учитывать, что сильный разогрев снижает твердость абразивов и приводит к частичной потере режущих свойств. Ниже приводим таблицу термической устойчивости основных материалов, применяемых для производства абразивных кругов
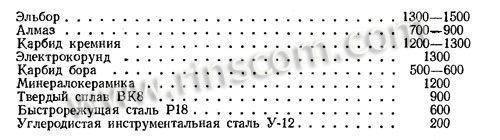
Рис. 2. Таблица термической устойчивости основных материалов
Чтобы охладить точильный инструмент в процессе работы одной воды будет недостаточно — заржавеет станок. Мастера советуют добавлять в воду мыло и кальцинированную соду, нитрит, силикат натрия и т.д. — электролиты создают на поверхности точильного круга защитную пленку.
Существует больше 20 конфигураций точильных кругов для заострения фрезерного инструмента. Задние плоскости резцов шлифуют кругами тарельчатой или чашечной формы, передние — плоской или тарельчатой.

Рис. 2.1 Основные формы шлифовального инструмента из СТМ в мащиностроении