
Заточка сверла по металлу
Качественное и быстрое сверление металла производится только острыми свёрлами. Затупившееся сверло при работе сильно нагревается, поэтому и изнашивается быстрее нормальной оснастки.
Существуют специальные станки для заточки свёрл. В домашней мастерской чаще всего можно встретить лишь обычный электрический точильный станок с абразивным кругом. Качественную заточку можно произвести и на нём, но только при условии соблюдения правил и последовательности действий.
Сверло по металлу имеет спиральное строение. Рабочая режущая часть находится на самом его конце, к которому витая спираль выходит двумя режущими кромками. Именно эти кромки и должны быть подвергнуты обработке. Правильная заточка сверла предъявляет следующие требования:
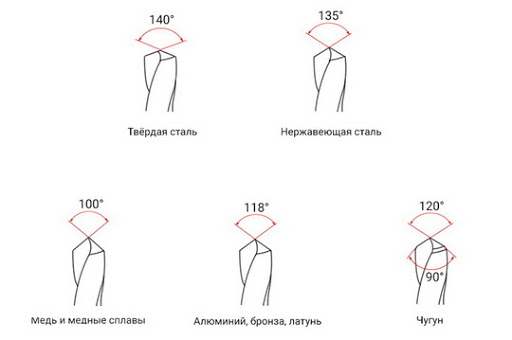
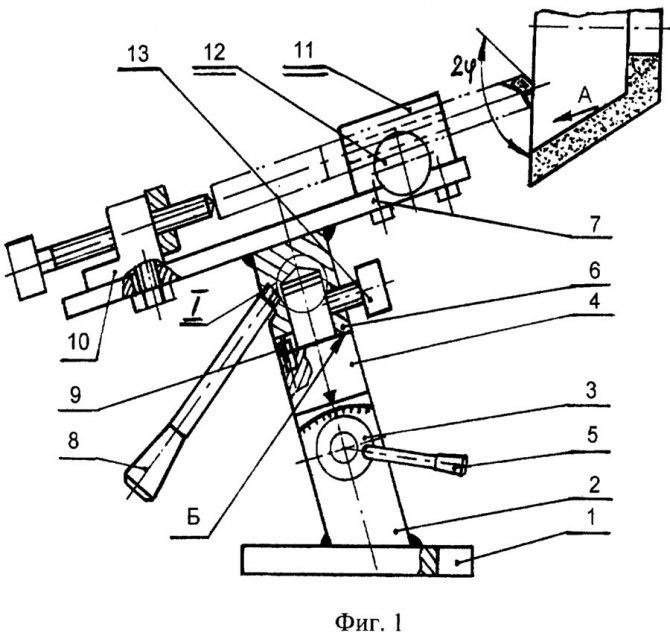
- Угол схождения режущих кромок к вершине должен составлять 120о.
- По ходу заточки нужно следить, чтобы обе кромки имели одинаковую длину и располагались симметрично по отношению к оси сверла.
- Сама режущая кромка должна быть выше любой точки на задней поверхности.
Этапы заточки сверла по металлу:
- Свёрла точатся периферийной поверхностью вращающегося наждачного круга. Сверло необходимо подносить к наждаку так, чтобы режущая кромка находилась строго в горизонтальном положении. Само сверло тоже должно располагаться горизонтально.
- Деталь прижимается к вращающемуся камню, после чего плавным движением производится опускание хвостовой части сверла. Таким образом кромка станет острой, а задняя поверхность получится округлой. Если заднюю поверхность стачивать прямой плоскостью, то режущая кромка впоследствии будет быстро терять остроту.
- Аналогично затачивается и вторая кромка.
- Если после заточки нарушилась симметричность расположения кромок, то операция повторяется на более короткой стороне.
- Далее необходимо сточить образовавшуюся перемычку, которая во время сверления будет создавать сопротивление. Стачивают перемычку ребром наждачного круга. В результате чего она должна сточиться до состояния одной заострённой точки.
Для того чтобы облегчить соблюдение симметричности углов кромок, на подручнике заточного станка можно установить самодельные ограничители из металлического уголка. Их выставляют с помощью транспортира и крепят к подручнику небольшими струбцинами.
Самодельное приспособление для заточки сверл из гайки
Одним из наиболее простых и доступных приспособлений для заточки сверл является устройство из гаек. Алгоритм его изготовления может быть следующим:
- Необходимо взять две гайки разного размера. На той, что больше, отмерить по 9 мм с трех сторон одной грани, отчертить маркером. То же сделать на противоположной грани. Затем зажать гайку в тиски и выпилить отчерченные фрагменты.
- Далее следует заложить сверло и убедиться, что угол заточки инструмента, который равен 120°, и грани гайки совпадают.
- Используя сварку, приварить гайку меньших размеров к большей, приложив ее к поверхности с вырезами.
- В меньшую гайку необходимо вкрутить болт, который будет фиксировать сверло. Получится сделанный своими руками держатель угла заточки.

Приспособление для заточки можно сделать из двух гаек и болта
Вставленное и зажатое сверло подносится к наждаку и обтачивается. Гайки держат нужный угол и не позволяют сточить больше необходимого.
Существует немало скептических взглядов на функционирование данного приспособления. Прежде всего высказываются опасения по поводу того, что металл гайки от прикосновения к абразивному кругу также подвергнется стачиванию, причем достаточно интенсивно, так как он мягкий. Как следствие – приспособление не будет служить долго.
Статья по теме:
Заточка сверла на точильном станке.
На обычном точильном станке вы можете без труда заточить сверло по металлу, по дереву или по бетону. Важный момент — станок должен быть обязательно оборудован платформой, которая располагается перед рабочей поверхностью точильного диска. Расстояние между платформой и торцом круга должно быть не более одного миллиметра. В магазинах продаются точильные станки, у которых может этой платформы и не быть. Если ваш точильный станок не оборудован платформой, но желание наточить сверло все еще осталось — пролистайте ниже, где мы расскажем о том, как заточить сверло своими руками при помощи болгарки или наждачки.
Рекомендуем Как правильно пилить лобзиком: 6 простых лайфхаков безупречного пила
Если насадка сильно затупилась, т.е. режущие кромки с задними поверхностями стали несимметричными, чтобы правильно заточить инструмент, желательно сделать простое приспособление, выполнив следующие действия:
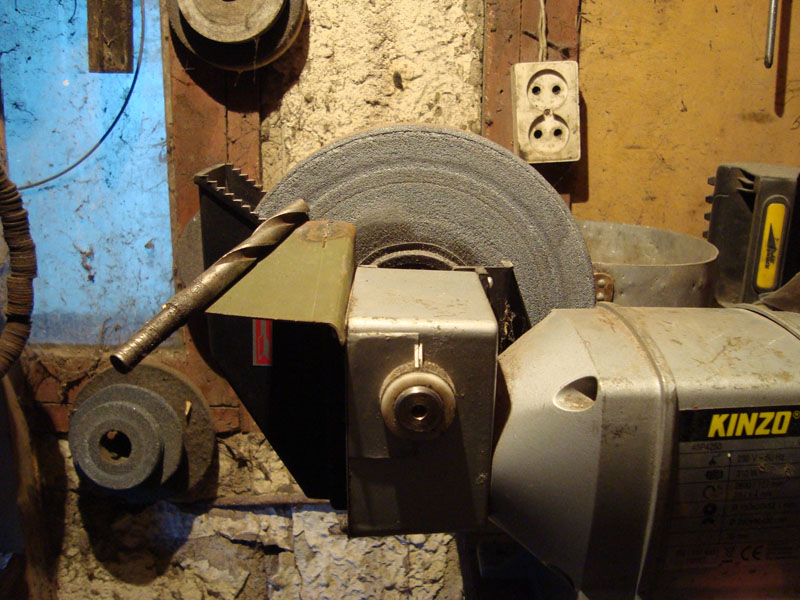
- Начертите прямую линию на подручнике под углом в 60 градусов по отношению к рабочей поверхности точильного круга. Линия должна быть нарисована напротив рабочей поверхности;
- Закрепите на платформе обрезок металлического уголка, который нужно выровнять по намеченной линии, как показано на фотографии. Т.е. уголок должен быть расположен под 60 градусов к рабочей поверхности. Чтобы зафиксировать этот уголок вы можете воспользоваться обычной струбциной. Если заточка сверел для вас частое занятие, то можно просверлить отверстие в платформе и зафиксировать уголок с помощью болтов с гайками;
С помощью этого простого приспособления в виде уголка вы можете приложить своими руками сверло и таким образом обеспечить постоянный уклон в 60 градусов для заточки. Прежде, чем начать работу, вам нужно установить на станок крупноабразивный диск. Не забывайте о технике безопасности и обязательно наденьте защитные перчатки и очки. Затем включите станок и правильно возьмите в руки сверло. Для этого положите два пальца правой руки на подручник, и на них уложите затачиваемый инструмент. В результате пальцы будут служить опорой. Левой рукой возьмитесь за хвостовик затачиваемого инструмента. Само сверло поверните так, чтобы режущая кромка, которую вы будете затачивать, располагалась строго горизонтально.
Теперь вам нужно приложить сверло боковой плоскостью к спинке уголка и подвести его к рабочей поверхности точильного круга. Правая рука остается неподвижной, а левая, которая держит сверло, должна слегка перемещаться в вертикальной плоскости, совершая покачивания. Таким образом проходит заточка от режущей кромки до конца задней поверхности.
По такому принципу совершите несколько простых покачивающих движений левой рукой снизу вверх. Сильного упора создавать нет необходимости, так как у вас просто вырвет сверло из рук. Когда вы заточите одну поверхность, то поверните сверло на 180 градусов и точно так же обработайте вторую поверхность. Когда вы закончите заточку сверла, то убедитесь в том, что угол при вершине равен 120 градусам, что оптимально для сверла по металлу. Так же убедитесь в том, что кромки и задние спинки сверла получились симметричными.
Надо сказать, что в результате перемещения хвостовика в вертикальной плоскости, задняя поверхность получается скругленной. Поэтому такая заточка называется конической. Она применяется для сверл диаметром более трех миллиметров. Правильно заточить более тонкое сверло по металлу еще проще – его режущая часть прижимается к плоскости точила и затачивается без каких-либо покачиваний. В результате задняя поверхность приобретает одну ровную плоскость. Поэтому такая заточка называется одноплоскостной. Хват сверла при такой обработке показан на фото ниже.
После того как заточка будет завершена и инструмент приобретет правильную форму, нужно выполнить доводку. Дело в том, что поверхность после заточки крупным абразивом далека от идеала. Поэтому нужно установить на станок диск с мелким абразивом и удалить все шероховатости. В результате поверхность должна получиться идеально гладкой.
Чтобы убедиться, что работа выполнена верно, попробуйте просверлить отверстие, можно даже не глубокое, и убедитесь, что кромка получилась гладкой и ровной. Это главный показатель заточенного инструмента.
Абсолютно также точатся и сверла по дереву. Единственное, их угол при вершине делается более острым – 140 градусов. Соответственно, инструмент подносится к точилу под углом 70 градусов.
Устройство металлодетектора
С помощью такого прибора можно искать не только чёрный металл, но и золото, серебро, другие драгоценные металлы.
Принцип устройства любого металлоискателя основан на электромагнитных эффектах.
Вот как работает типичная технология поиска металла:
- Прибор создаёт электромагнитное поле.
- Металлический объект, скрытно расположенный в инородной среде, оказывает воздействие на такое поле, когда попадает в сферу его влияния.
- Прибор улавливает воздействие объекта на электромагнитное поле и сигнализирует об этом.
Большее количество моделей металлоискателей работают именно на таком принципе.
Технические различия такой аппаратуры позволяют получить более полную информацию о факте обнаружения металлического объекта, например:
- оценить массу находки;
- получить данные о форме, размерах и конфигурации объекта;
- уточнить место расположения, в том числе – по глубине.
Самые простые, примитивные металлоискатели (обычно это самодельные конструкции для поиска золота, серебра и других металлов энтузиастов-любителей) собирают из готовых устройств и изделий, работающих с использованием электромагнитных эффектов.
Многие знакомы с примитивной, но вполне работоспособной схемой металлоискателя, в котором электромагнитное поле создаёт импульсный элемент обычного калькулятора.
Реакциюулавливает самый простой бытовой радиоприёмник
Более сложные любительские и профессиональные устройства поиска металлов сохраняют логическую основу технологии в виде трёх компонентов:
- генератора электромагнитного поля;
- датчика изменений этого поля;
- аппаратуры оценки обнаруженных аномалий, сигнализирующей об этом.
Устройства разного уровня сложности и функционального потенциала могут быть условно разделены на группы. Классификация на основе профессионализма и специализации пользователей – одна из общепризнанных:
- любительская аппаратура, собранная собственноручно и используемая в качестве инструмента хобби или новичками в деле поиска металлов;
- полупрофессиональная аппаратура, необходимая увлечённым любителям и фанатикам;
- профессиональные металлоискатели для постоянно работающих в этой сфере;
- специальные аппараты для мастеров поиска металла в сложных условиях – на глубине, под водой, с выделением драгоценных металлов.
Распространение аппаратуры поиска металлов таково, что многие устройства этого типа можно приобрести в магазинах садового и дачного инвентаря.
Аппарат для поиска и обнаружения металла нужен не только в деле рециклинга, в поиске артефактов и кладов. Многочисленные системы безопасности, всем известные рамки – одна из версий технологии поиска металла. Настройки этих рамок ориентированы на поиск оружия и аналогичных опасных предметов.







Катушка
Очень важный узел аппаратуры поиска металлов – катушка или рамка. Это чаще всего обмотка специальной конфигурации, задача которой сформировать электромагнитное поле и уловить его реакцию на обнаружение инородного для среды поиска металлического тела.
изготавливают каркасы катушек самостоятельно
Для этого используются подручные средства – пластмассовые изделия, фанера и даже заполнение монтажной строительной пеной собранной обмотки.
Оператор поиска или кладоискатель стремится найти наиболее эффективную технику работы с металлоискателем, выбирая нужные режимы работы электроники и правильные приёмы манипуляций катушкой.
Электронная схема
Логический элемент металлоискателя – электронная схема. Она выполняет много функций:
- Первая задача этого компонента заключается в создании электромагнитного сигнала нужного формата, который при помощи катушки преобразуется в поле.
- Вторая задача электронной схемы – анализ улавливаемых рамкой изменений поля, их обработка.
- Третья задача – подача информирующего сигнала оператору – звуком, светом, показаниями индикаторов и приборов.
Многие электронные устройства достаточно просты, их сборку может выполнить даже новичок. Полученное устройство будет работоспособным без настройки, если сборщик в точности выполнил рекомендации разработчика такой схемы.
Признаки затупления свёрл по металлу
К заточке следует приступать только при обнаружения явных признаков затупления режущей кромки.
Среди основных проявлений недуга выделяют следующие:
- повышенная шумность во время работы;
- стружка металла имеет мелкую фракцию;
- перегрев инструмента.
При сверлении металла затупленным сверлом возникает высокочастотный звук от трения рабочей кромки о заготовку. Поэтому, при появлении повышенной шумности следует отложить работу и приступить к заточке. Если продолжать сверление металла, то от чрезмерного нагрева режущее изделие разогреется до слишком высокой температуры.
До появления вышеописанных признаков о снижении остроты сверла может свидетельствовать отсутствие спиралевидной стружки. Такой признак не всегда удаётся вовремя обнаружить. Ели сверло при правильной подаче во время работы образует слишком мелкую стружку, то рекомендуется незамедлительно приступить к отладки инструмента.
Заточка сверла точилом
Определять величину повреждения режущего изделия и отладку на глаз возможно после многолетней практики.
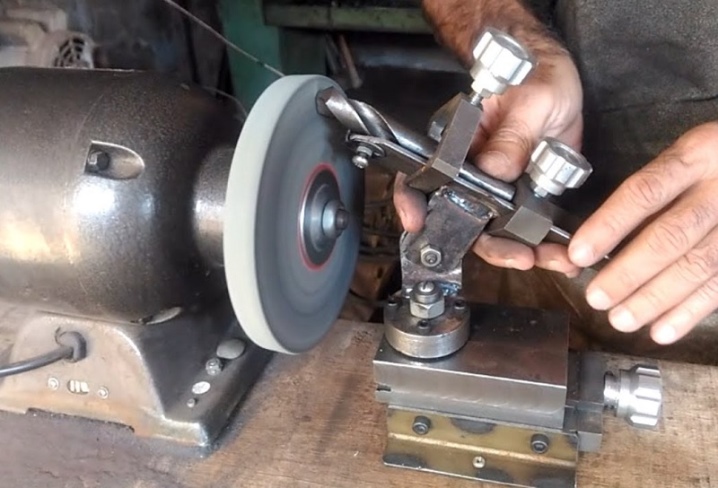
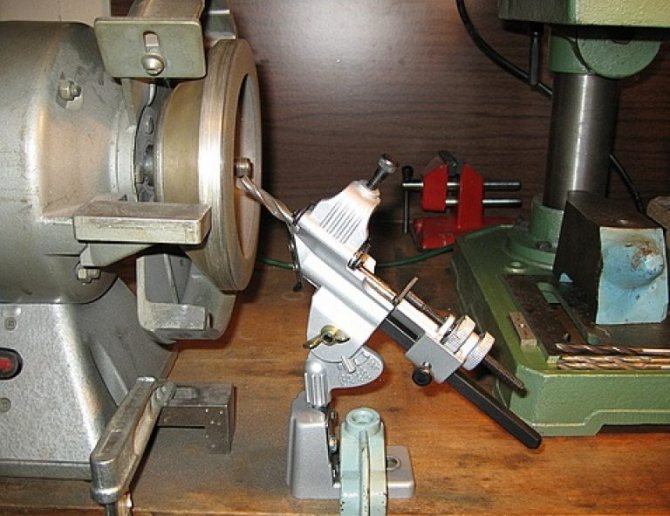
В остальных случаях можно установить специальный держатель свёрл в непосредственной близости от наждачного круга. Крепление должно быть прочным, чтобы во время выполнения работы не происходило смещение фиксатора. Если точильный станок зафиксирован на деревянной основе, установка фиксатора всё равно должна быть осуществлена с помощью болтового соединения.
Для выполнения заточки: инструмент надёжно фиксируется в удерживающем устройстве, включается двигатель точила и сверло соприкасается на короткое время с точильным кругом под заранее выбранным углом.
Если на поверхности режущего изделия образовались зазубрины, то перед его отладкой необходимо снять повреждения равномерно с обеих сторон
Следует проявлять меры осторожности. Изделия большого диаметра разогреваются от соприкосновения с абразивным кругом до большой температуры, что приводит к снижению механической прочности металла
Показатели величины углов заточки сверл по металлу
Независимо от того, на каком устройстве выполняется заточка, процесс должен быть контролируемым. В данном плане наиболее совершенные станки с электронным управлением. Возможность регулировки на электромеханических устройствах также позволяет качественно выполнить обработку.
Очень важным показателем является величина угла заточки. Она неодинакова у разных материалов, так как последние отличаются уровнем плотности и спецификой структуры.
Таблица, содержащая информацию о правильных углах заточки сверл:
| Обрабатываемый материал | Угол заточки |
| Сталь, чугун, бронза твердосплавная | 115-120° |
| Бронза мягкая, латунные сплавы | 125-135° |
| Медь красная | 125° |
| Алюминий и мягкие сплавы на его основе | 135° |
| Гранит, керамика | 135° |
| Древесина любых пород | 135° |
| Магний и сплавы на его основе | 85° |
| Силумин | 90-100° |
| Пластик, текстолит | 90-100° |
Контролировать правильность заточки сверл удобно при помощи шаблонов.
На заметку! При покупке или изготовлении своими руками устройства для заточки сверл стоит сразу же позаботиться о наличии образцов-шаблонов. Обработка режущих поверхностей с ориентиром на зрительную память скорее всего не принесет желаемых результатов.
Метизов много не бывает: модернизация гаечного приспособления
Данную конструкцию можно несколько усовершенствовать, сделав более глубокие (в зависимости от диаметра затачиваемого бура) V-образные пропилы в противостоящих вершинах и приварив с той же стороны приспособления гайку меньшего размера. Сверло в этом случае может быть зафиксировано поджимным винтом, вкрученным в приваренную сверху гайку.

В результате отпадает необходимость использования тисков и струбцины (главное при этом — не пережать винт, чтобы не согнуть сверло). Подобное устройство позволяет успешно справляться с заточкой буров даже небольшого диаметра (до трех миллиметров), когда выдержать и проконтролировать угол заточки без специнструментов практически невозможно.
Правильная форма заточки – залог эффективной работы
В результате обработки режущей кромке сверла придается определенная геометрия, приоритетная для того или иного диаметра бура и структуры обрабатываемой поверхности. Для получения необходимой формы используют, соответственно, и разные способы затачивания режущей кромки. Разделяют одноплоскостной, конусный, двухплоскостной, винтовой и цилиндрический виды заточки. В домашних условиях чаще всего применяют первые два способа как наиболее простые, причем в одной плоскости затачивают сверла диаметром до трех миллиметров, обеспечивая тридцатиградусный уклон заднего угла. Недостатком в этом случае является высокая вероятность разрушения рабочей части кромки из-за ее утончения, потому для сверл большего диаметра обычно применяют заточку в виде конуса, формируя на их острие угол в пределах 118-120º.
Станки для заточки
Оптимальное устройство для заточки свёрл своими руками – обычный точильный станок. Но, экспериментировать лучше всего на старых оснастках, поскольку без опыта инструмент можно попросту испортить. Если опыта в работе с наждаком нет, лучше приобрести специализированный станок.

В продаже имеются простые в использовании многофункциональные заточные приборы. Можно приобрести простейший ручной станок или электроприбор.

Современные модели работают практически автоматически В конструкции предусмотрен не только механизм фиксации, но и подачи оснастки к заточному инструменту.

Особенно хорошо такое оборудование подходит для работы со спиральными свёрлами. Однако стоимость подобных приборов достаточно высока, поэтому покупать их для дома нецелесообразно.







Какой угол выбрать
Универсальным углом считается 120о и даже в промышленности часто используют этот стандарт. На деле, для разных металлов используется собственный наклон.
Для чер.мета и упрочненной бронзы необходимый угол: 115-122о. Поэтому не страшно, если руку немного увело – на процессе это никак не скажется.
Медь и ее сплавы сверлятся уже углом в 121-129о. Из-за высокой вязкости, им необходима большая режущая кромка. Иначе металл будет выцарапываться и процесс будет не таким эффективным. Алюминиевые сплавы еще более вязкие и необходим наклон уже в 140 градусов.
Кстати, чтобы сточка шла активнее, лучше использовать круги для заточки с алмазной крошкой.
Неправильный выбор угла приведет к:
- Сильному нагреву. А это уже чревато отпуском режущих частей и падению твердости.
- Неровному отверстию. Металл будет не срезаться, а соскребаться. Из-за этого отверстие будет не круглым, а граненым.
- Заклиниванию. Например, если угол будет слишком большим, сверло начнет вязнуть вязнуть в стали. Придется его вытаскивать и заново смазывать СОЖем.
Помогающие устройства
Теперь пришло время сделать приспособление для заточки сверл. Оно подойдет 2 типам мастеров:
Новички, у которых не получается ровно держать подходящий наклон. Из-за этого кромка получается неровной и эффективность сверления снижается. Иногда сверло начинает работать еще хуже, чем до этого, а это снижает скорость работы. Приспособы будут полезны мастерам, которым приходится постоянно сидеть за наждаком. В этих случаях самодельные приспособления для заточки сверл — необходимость.
Приспособа на гравер и электродрель
Элементарное устройство для заточки сверла, которое весьма просто сделать, так как состоит оно всего из 2 частей:
- Корпус. Обычно он цельнолитой и сделан из пластика. В нем есть кольцо, которое фиксируется на цанге гравера и втулка с углом в 60 градусов. Сверло входит туда с упором, поэтому смещения не происходит.
- Маленький шлифовальный круг. Он стачивает часть металла.
Если нет гравера, есть приспособления для заточки сверл по металлу на дрель. Для них понадобится:
- Круглая труба на 50 миллиметров. Подойдет даже пластиковая сантехническая труба и заглушка к ней.
- Шлифовальный конус или фреза с наклоном в 60о.
В заглушке нужно насверлить дюз по окружности.
На основе гаек
Специфическое самодельное приспособление для заточки сверл своими руками, которое все же подойдет новичкам. Здесь понадобится сварочный аппарат, так как монолитный корпус долговечнее.
Чтобы сделать инструмент для заточки, действуйте по плану:
- Понадобится гайка большого диаметра, например, М 16. В ней необходимо вырезать треугольное отверстие. Нужно стараться попасть в 120 градусов. Чтобы это проверить, достаточно приложить сверло острием.
- Сверху приваривается еще одна гайка диаметром поменьше. Она понадобится, чтобы вкрутить прижимоной болт.
- Осталось вкрутить болт и готово. Гайка будет направляющей и заточка сверл своими руками пройдет куда легче.
Такой станок для заточки сверл своими руками может собрать каждый, но вот его эффективность под вопросом. Возлагать большие надежды не стоит, так как гайка тоже будет постепенно стираться.
Из дверной петли
Самодельное приспособление для заточки сверл своими руками подойдет тем, кто умет работать сварочным аппаратом. Далее нужно действовать по инструкции:
- Сначала петлю нужно укоротить. Одна часть послужит фиксатором подручников, вторая (отрезанная часть) – задает угол.
- К длинной части необходимо приварить металлический угол. В нем нарезается резьба, чтобы вставить болт. Диаметр не так важен, тут можно действовать по своему усмотрению.
- Далее устанавливается уголок, он будет направляющей плоскостью.
Вот подробное видео, как сделать станок для заточки сверл своими руками.
Стоит понимать, что это самодельное устройство для заточки – не полноценный инструментарий. Необходимо точило, а петля — лишь направляющая.
Также конструкция имеет 2 недостатка:
Подача осуществляется сверху вниз. Поэтому обратная часть кромки будет плоской, что вызовет перегрев. Понадобится использовать СОЖ или хотя бы солидол. Ровно ориентировать сверло не у всех получится, так как точность будет посредственной.
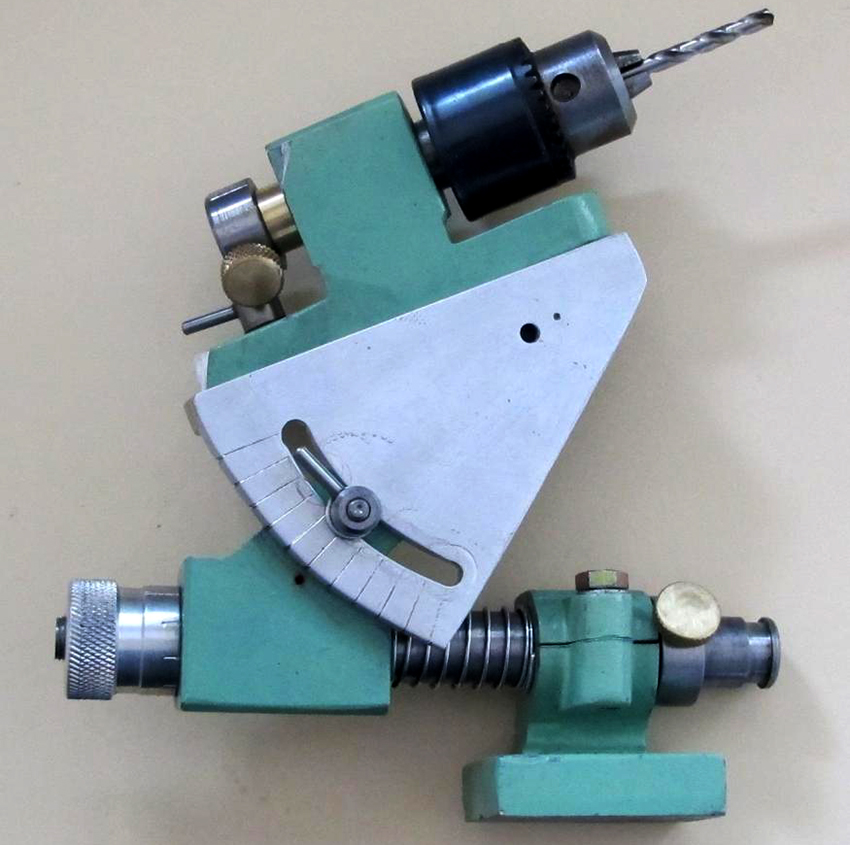
Стойка
Чтобы сделать станок для заточки сверл своими руками, нужно приложить усилия. Магазинные стойки дорогие (от 50 долларов). В домашних условиях они делаются буквально из хлама.
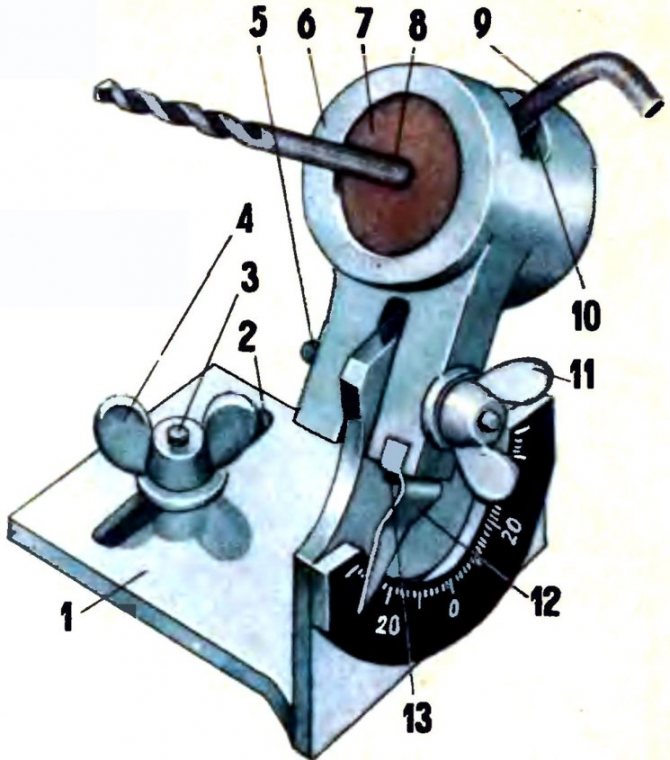
Стойка состоит из 5 частей:
- Упор. На него опирается сверло.
- Затяжная гайка с угломером. Просто сразу нужно выставить упор в том положении, под каким наклоном точить сверла по металлу.
- Зажим для оснастки. Чтобы не держать ее рукой и избавиться от случайных проворачиваний.
- Катерка. Дает возможность двигать оснастку.
- Основание.
Шаблон типа «кондуктор»
Простенькое устройство для заточки сверл, но по эффективности не уступает заводским направляющим. Изготовить ее можно из отрезка труб.






Для заточки сверла понадобится сделать следующее:
- Отрезок профиля обрезается под 60о.
- Должно получится так, чтобы профиль попадал под линию разреза.
- Кондуктор крепится к столику точила на винты или струбциной.
Теперь остается приложить острие к шаблону и просто проворачивать его.
Кондуктор для сверл по металлу своими руками делается просто, но новичку он облегчит работу в разы. Ему по силам любые диаметры, даже самые малые. К тому же, скоро вы сможете «набить руки» и заточка сверл своими руками не будет проблемой.
Заточка сверла по металлу
При заточке сверл по металлу стачиваются только задние поверхности режущих кромок. Эти поверхности имеют скругленную форму (при диаметре сверла меньше 3 мм – плоскую) с понижением относительно кромки около 10. Режущие кромки сходятся к вершине сверла под углом 116 – 120 (угол заточки). Для латуни, меди, мягкой бронзы этот угол увеличивают до 125–130, для алюминия – до 140.
Затачивание
При заточке сверло удерживается двумя руками. Одной возле точила, другой – за хвостовик. Пальцы ближней к точилу (ведущей) руки опираются на подручник. Если его нет, нужно найти любую опору, как описано выше.
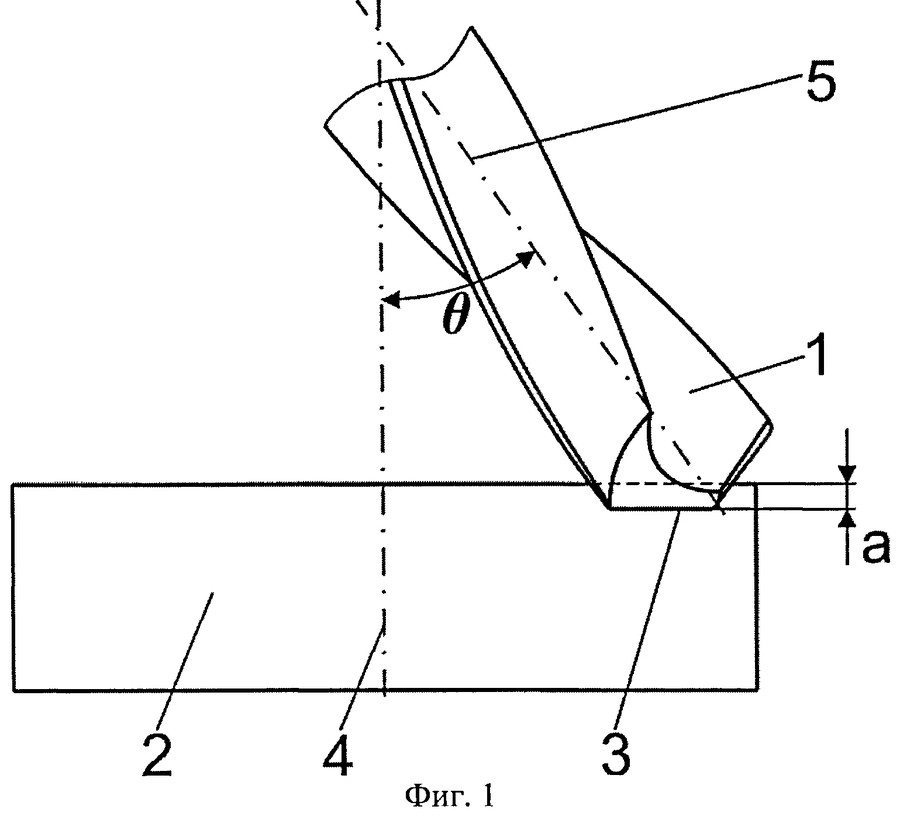
Сверло располагается под углом к рабочей поверхности точильного камня: 60 по горизонтали (половина угла при вершине) и около 10 по вертикали. Затачиваемая режущая кромка направлена вверх и расположена горизонтально, параллельно оси камня. Подбор положения можно сделать при выключенном станке, по форме зазоров между кромкой и точилом при взгляде сверху, и между точилом и тыльной поверхностью при взгляде сбоку. Для более точной установки угла заточки, на подручнике можно нанести четко видимую линию под нужным углом.
При заточке сверло прижимается к точилу режущей кромкой, а затем, без изменения прижима и горизонтального угла, наклоняется хвостовиком вниз до полной обработки тыльной поверхности. При этом положение ведущей руки не меняется. После 1 – 3 таких проходов сверло поворачивается вокруг продольной оси на 180, и операция повторяется для второй кромки. Поворот инструмента производится только пальцами, без изменения положения рук.
После заточки нужно проверить симметричность кромок – равенство их длин и углов наклона к оси сверла. Если одна из кромок оказалась короче, ее нужно проточить еще раз. Равенство углов проверяется визуально – на просвет или при помощи простого шаблона, длину кромок можно замерить штангенциркулем.
Дополнительная обработка
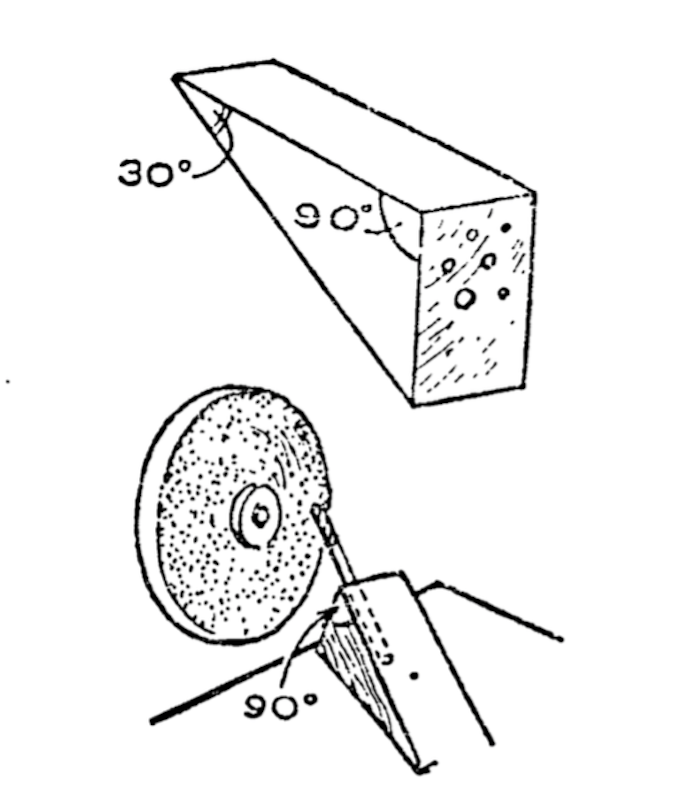
При правильной заточке режущие кромки не сходятся на вершине, между ними остается короткая перемычка. Для уменьшения сопротивления входу в материал, перемычка стачивается углом точильного камня или алмазным надфилем. Стачивание производится с двух сторон, симметрично, под острым углом к оси сверла, а край образующейся при этом канавки располагается под углом 30 к режущей кромке. Цель этой операции – укоротить перемычку, но не сточить ее полностью! Без нее сверло не будет центрироваться при входе.

Проверка заточки
После затачивания нужно проверить инструмент в работе и при необходимости подправить. На ошибки заточки указывают несколько признаков.
- Плохая центровка при входе, при работе заметны биения – несимметричная заточка кромок или перемычки.
- При работе слышен визг металла, сверло сильно греется, стружка имеет вид мелких крупинок – большой угол заточки кромки, недостаточное понижение тыльной поверхности (тупые кромки).
- Повышенное усилие вращения, на режущих кромках быстро образуются сколы – слишком малый угол заточки кромок (чрезмерно острые кромки).
Признаки правильной заточки:
- четкая центровка при входе, стабильная работа, отсутствие биений;
- вход в материал легкий, стружка выходит в виде одинаковых «спиралек» из обеих канавок;
- нагрев сверла невелик.



