Особенности заточки различных типов фрез
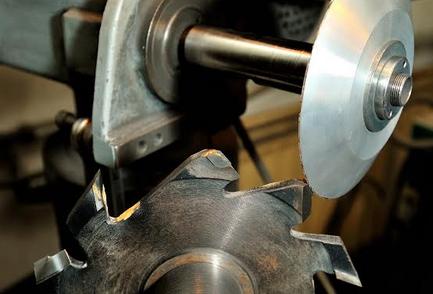
Для металлообработки используются фрезы, изготовленные из инструментальной или быстрорежущей стали. Зубья могут быть выполнены из твердосплавных материалов и закреплены с помощью пайки. Обработка таких материалов сложна, поэтому заточка фрез по металлу, особенно со сложной формой резцов, производится на специализированном оборудовании. Для эффективной работы станок должен осуществлять вращение и поступательное движение затачиваемого изделия относительно абразивного круга, позволять изменять угол их соприкосновения.
Заточка спиральных фрез относится к наиболее сложным операциям, производится чашечным шлифовальным кругом на заточном станке. Осуществляется по задней поверхности зубьев, для обеспечения стабильного угла используется упор, в противном случае изменится геометрия пропилов и будет сильное биение. Круг выставляется под небольшим углом, глубина слоя для снятия порядка 20-40 мкм, для чистоты проход осуществляется 2 раза
Заточка концевых фрез по металлу проводится аналогичным образом, но добавляется операция с торцевыми зубьями, каждый из которых выставляется строго горизонтально, круг перемещается вдоль под заданным углом, при этом важно сохранить единообразие операций для всех резцов. Заточка червячных фрез по металлу производится в зависимости от формы зубьев: для острозаточенных по задней части, для затылованных по передней
Сроки эксплуатации режущего инструмента и качество обрабатываемых поверхностей напрямую зависят от своевременности выполнения заточки. При работе затупленным инструментом происходит не только увеличение времени на выполнение операций, но и нарушение температурного режима, приводящее в свою очередь к деформации обрабатываемого материала и самой фрезы. Процесс идет по нарастающей и может наступить момент, когда восстановление станет невозможным, а покупка новых приведет к финансовым затратам и возможному простою. Затраты на дополнительное заточное оборудование при активном использовании большого количества фрез быстро окупятся.
Резьба по дереву ручным фрезером — пошаговая схема
Шаг 1: Собираем инструмент
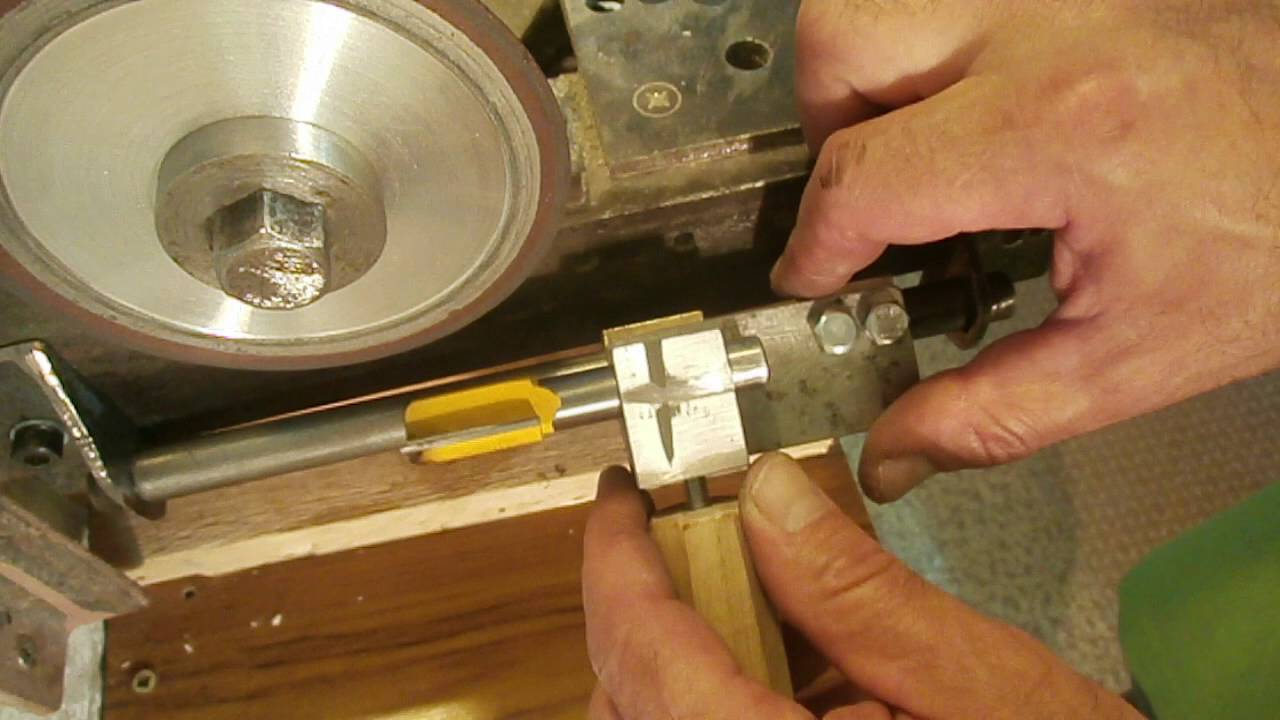
Обследуйте место крепления фрезы в вашем станке, чаще всего, для этого служит цанговый патрон, поэтому и обсудим этот вариант. Сначала выбираем необходимую фрезу, она должна соответствовать патрону по диаметру. Если требуется глубокая обработка, подойдет вариант с удлиненным хвостовиком. Также имеется возможность заменить сам патрон (в ручных инструментах часто предлагаются варианты диаметром 6 мм и 8 мм), если это необходимо.
Хвостовик вставляется в отверстие патрона и затягивается специальным ключом. Здесь не требуется много силы, можно случайно пережать, что не является нормой для эксплуатации инструмента. Однако не бойтесь дотянуть до хорошего упора, чтобы фреза не болталась. Затем зажмите фиксатор шпинделя, и механизм готов к работе. Запустите инструмент, чтобы почувствовать старт и привыкнуть к звуку, ведь иногда именно неожиданность является причиной брака деталей у начинающих.
Шаг 2: Регулировка глубины
Резьба по дереву ручным фрезером должна начинаться с установки ограничителя глубины фрезерования. Для этого прикладываем станок к детали с краю, чтобы фреза пока что не соприкасалась с материалом. Надавите на нее, чтобы она достигла той глубины, на которую вы планируете обработку, и зафиксируйте это положение. Более точную величину устанавливают с помощью поэтапного ограничителя, шаг его указан в руководстве к инструменту, поверните регулятор на нужное количество степеней.
Шаг 3: Фрезеровка
Определите требуемую скорость по таблице в инструкции, исходя из обрабатываемого материала и размера фрезы. Желательно начать работу на черновом варианте, чтобы опробовать стиль работы именно вашего механизма, если вы включаете его впервые. Если вам его тактика знакома, то черновой вариант поможет вам выставить нужные параметры уже непосредственно в режиме работы, именно сейчас необходимо довести до точного значения глубину фрезерования.
Также, если вы еще не пробовали работать на своем инструменте, сравните результаты после хода фрезера от себя и на себя, по часовой стрелке и против. Правильным при обработке детали вокруг считается направление против часовой стрелки, а на плоской стороне – от себя. Далее можно переходить к фрезеровке основной заготовки.
- https://derevyannie-doma.com/instruktsii/kakie-prisposobleniya-dlya-ruchnogo-frezera-po-derevu-svoimi-rukami.html
- http://obinstrumente.ru/elektroinstrument/frezer/prisposobleniya-dlya-frezera-svoimi-rukami.html
- http://obustroen.ru/instrumenty-i-oborudovanie/ruchnoy-istrument/slesarno-montaghnyy/prisposobleniya-frezera.html
- http://stroi-specialist.ru/instrument/mexanicheskij-instrument/ruchnoj-frezer-po-derevu.html
- https://remoskop.ru/ruchnoj-jelektricheskij-frezer-derevu-prisposoblenija-video.html
Классификация
Основной характеристикой является форма режущей части инструмента, которая определяет и назначение фрезы. В зависимости от данного параметра они подразделяются на:
- цилиндрические применяемые для нарезания шпоночных пазов и других работ;
- сферические, используются для подготовки круглых выемок;
- радиусные для нарезания пазов сложной конфигурации.
Инструмент имеет неравномерный шаг зубьев, который зависит от количества режущих кромок. Это т. н. окружной шаг и его размер определен требованиями ГОСТ.
В зависимости от направления реза пальчиковые фрезы делятся на право- и леворежущие. Также они подразделяются по типу хвостовика на конические и цилиндрические. По исполнению данный инструмент может быть цельным, со съёмными твердосплавными пластинками или коронками. Цельными являются фрезы малого диаметра, применение инструмента большого диаметра целесообразно с заменой режущих частей по мере износа.
Пальчиковые фрезы имеют маркировку на хвостовой части, в которой указан материал, диаметр и логотип производителя. Исключением является инструмент диаметром до 5 мм. когда указывается только данный размер. Фрезы повышенной точности маркируются литерой «Т» перед маркой сплава.
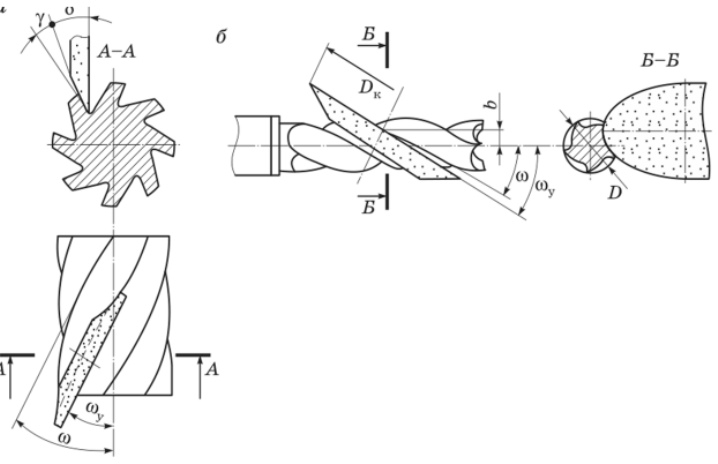
Геометрия зубьев фрезы
Производительность зависит от правильной заточки зубьев. Конфигурации рабочих поверхностей применяются для решения даже самых сложных задач.
Исполнение спиральной фрезы осуществляется с большим и малым наклоном зубьев под заданным углом. Предназначение этого вида инструмента: для проведения черновых и чистовых операций, в том числе переменных шагов.
Угол наклона – это угол, образованный между плоским концом и кромкой стружечной канавки стандартной фрезы.
Значение углов:
- малый не более 35;
- большой 35 и выше.
Отличным вариантом для начальной и финишной обработки являются углом наклона зубьев – 38. Прямоугольные инструменты имеют максимальное значение.
Инструмент с переменным шагом пользуется спросом, вдоль длины производится замер шага спирали.

Материал фрез

Прежде чем приступать к затачиванию, обязательно узнайте, из чего инструмент был изготовлен. Это могут быть следующие материалы:
- Алмаз – самый прочный минерал естественного или искусственного происхождения оставляет ровный срез, используется не так часто по причине дороговизны, высокоэффективен на производстве с повышенным классом точности.
- Металлокерамика. К преимуществам можно отнести высокую износостойкость, а также то, что керамика практически не нагревается (металл с низкой температурой плавления не деформируется), а также фактически не забивается стружками.
- Сплавы повышенной твердости. Их достоинство очевидно – они очень твердые, поэтому ими можно обрабатывать металлы с высокой прочностью.
- Быстрорежущая сталь. Обычно изготавливаются с большим содержанием вольфрама и/или молибдена. Используется стойкость марок Р9, Р12 и Р18.
- Углеродистая инструментальная. Применяется не очень часто, поскольку эксплуатация такого типа фреза возможно исключительно на невысоких скоростях для предотвращения деформаций.
- Легированная. Также допускается нечасто – для фасонных резцов, которыми нужно обрабатывать заготовку на невысоких оборотах.
- Твердые сплавы. Их можно использовать на скоростном режиме, который в 5-10 раз превышает темп быстрорежущих резцов. При этом они не теряют качество разреза и могут быть применимы даже при температуре более 80 градусов. Этого позволяют достичь титан, кобальт, вольфрам и другие элементы в составе. Заточка твердосплавных фрез производится по обычным принципам, к тому же одного инструмента хватает на больший объем работы.
Особенности фрез
Для производства резаков применяются разные материалы. Для дерева пригодны инструментальные стали: быстрорежущие, легированные и углеродистые. Для обработки металла, пластика, керамики, камневидных материалов применяют твердые сплавы, алмазы, эльбор, минералокерамику.
Сталь для фрез по древесине
- Для резки дерева применяются такие марки инструментальных сталей: У-9-А, У-8-А, У-7-А, ХВ-5, 9-ХС, ХГ, ХВГ.
- Быстрорежущая сталь может быть нормальной производительности. Это марки Р-18, Р-6-М-5, Р-9, Р-12 и т.д. Метал повышенной производительности легирован ванадием, кобальтом, молибденом и вольфрамом. Это марки Р-6-М-3, Р-18-Ф-2-К-5, Р-9-Ф-2-К-10, Р-9-Ф-2-К-5 и пр.
Геометрия зубчиков
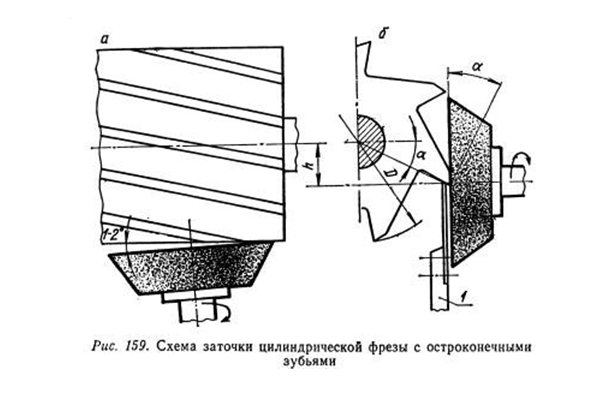
По конструкции резцы фрез делятся на острозаточенные (остроконечные) и затылованные.
- У острозаточенных зубцов участок задней поверхности (шириной n), смежный с режущей частью, является плоскостью . Точатся такие резцы по задней поверхности. Однако, если надо, можно точить их и по передней грани.
- У затылованных резцов фасонных фрез задняя поверхность имеет вид спирали Архимеда . Обработка ее технически очень сложна. Поэтому затачиваются такие зубцы исключительно по передней грани.
Использование дополнительных приспособлений
Для фиксации деталей имеющих цилиндрическую форму используют трехкулачковый патрон и специальные центры, которые с помощью хомутиков и люнетов осуществляют фиксацию, а также использования делительных головок. Данные приспособления применяются для обработки деталей под заданным углом при вращении. Делительная головка состоит из элементов:
- корпуса;
- колодки поворотной;
- шпинделя.
На шпиндель крепится трехкулачковый патрон, предназначенный для фиксации заготовки другой конец, которой упирается в бабку. Колодка может вращаться с фиксацией под требуемым углом. При обработке длинной заготовки для фиксации используются люнеты.
Типы используемого инструмента
На промышленных предприятиях применяются различные типы инструмента:
- Цилиндрические – для обработки заготовок с использованием станков оснащенных горизонтальным шпинделем.
- Торцевые – для фрезерной обработки заготовок на станках с вертикальным шпинделем.
- Концевые – для проходки уступов, выемок, контуров (криволинейных). Используются на установках при вертикально-фрезерной обработке.
- Дисковые – для проходки пазов, канавок на горизонтальных станках.
- Шпоночные – для проходки канавок на станках с вертикальным шпинделем.
- Угловые – для фрезеровки плоскостей (наклонных), канавок, скосов.
- Фасонные – при обработке фасонных поверхностей.
Для обработки заготовок используется оснастка, которая предназначена для работ:
- по металлу;
- по дереву.
Фрезы с соответствующей оснасткой выпускают обычно в качестве наборов с посадочными размерами крепежной части разного диаметра. Для того чтобы фреза использовалась длительный период она должна быть всегда наточена, а при проведении рабочей операции необходим температурный режим, не допускающий перегрев, который снижает их прочностные характеристики.
Геометрия зубьев фрезы
Производительность зависит от правильной заточки зубьев. Конфигурации рабочих поверхностей применяются для решения даже самых сложных задач.
Исполнение спиральной фрезы осуществляется с большим и малым наклоном зубьев под заданным углом. Предназначение этого вида инструмента: для проведения черновых и чистовых операций, в том числе переменных шагов.
Угол наклона – это угол, образованный между плоским концом и кромкой стружечной канавки стандартной фрезы.
Значение углов:
- малый не более 35;
- большой 35 и выше.
Отличным вариантом для начальной и финишной обработки являются углом наклона зубьев – 38. Прямоугольные инструменты имеют максимальное значение.
Инструмент с переменным шагом пользуется спросом, вдоль длины производится замер шага спирали.

Классификация
Основной характеристикой является форма режущей части инструмента, которая определяет и назначение фрезы. В зависимости от данного параметра они подразделяются на:
- цилиндрические применяемые для нарезания шпоночных пазов и других работ;
- сферические, используются для подготовки круглых выемок;
- радиусные для нарезания пазов сложной конфигурации.
Инструмент имеет неравномерный шаг зубьев, который зависит от количества режущих кромок. Это т. н. окружной шаг и его размер определен требованиями ГОСТ.





В зависимости от направления реза пальчиковые фрезы делятся на право- и леворежущие. Также они подразделяются по типу хвостовика на конические и цилиндрические. По исполнению данный инструмент может быть цельным, со съёмными твердосплавными пластинками или коронками. Цельными являются фрезы малого диаметра, применение инструмента большого диаметра целесообразно с заменой режущих частей по мере износа.
Пальчиковые фрезы имеют маркировку на хвостовой части, в которой указан материал, диаметр и логотип производителя. Исключением является инструмент диаметром до 5 мм. когда указывается только данный размер. Фрезы повышенной точности маркируются литерой «Т» перед маркой сплава.
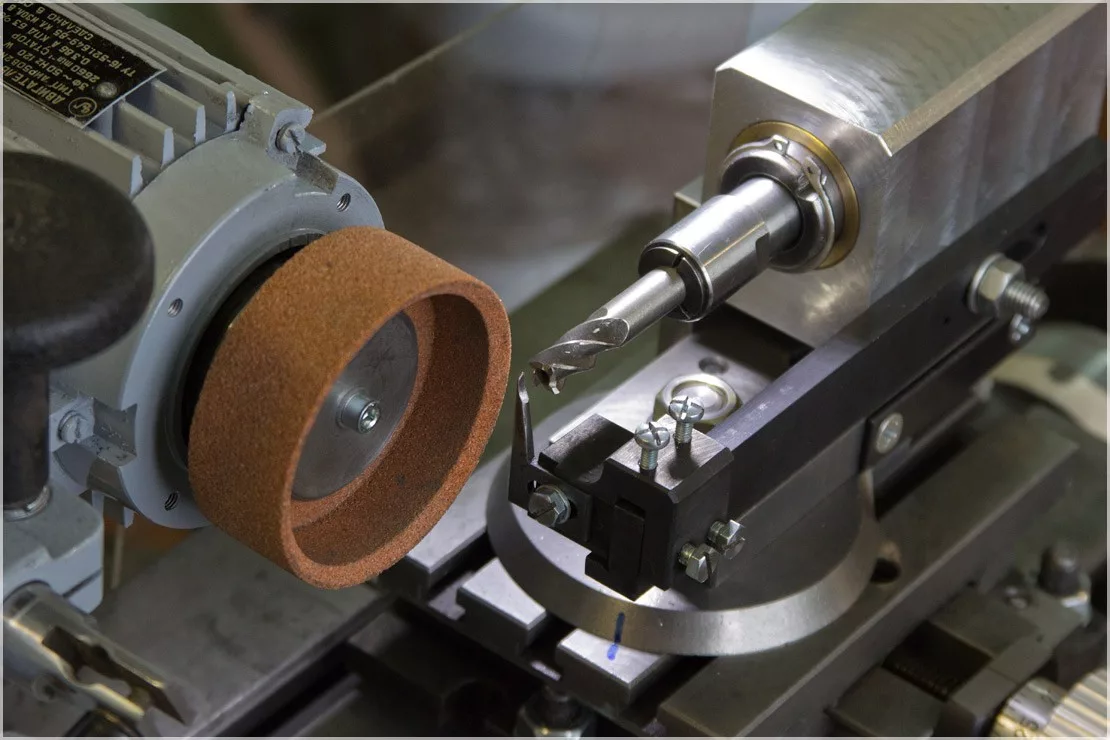
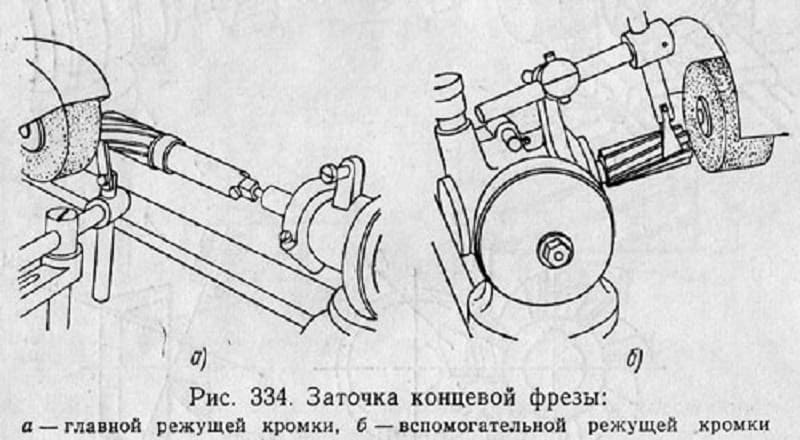
Использование оборудования для заточки червячных фрез
При обработке заготовок наиболее часто используются червячные фрезы.
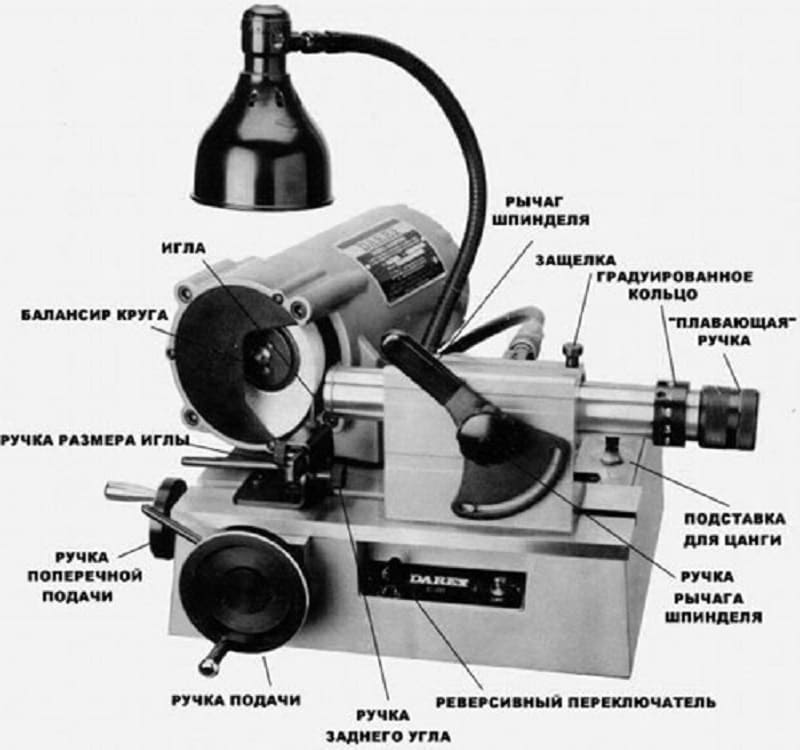
Рис. 3 Процесс заточки червячный фрезы на универсальном станке.
Характеристики червячных фрез строго регламентированы ГОСТ 9324-60 и производятся:
- цельными;
- сборными (сварные, вставные).
Сборные червячные фрезы (для модулей с 10 до 16) применяются со вставными гребенками, которые выполняются из быстрорежущей литой стали или кованными. Червячные фрезы (для модулей с 18 по 30) изготавливаются путем сварки, и посадки зубьев из углеродистой стали на основание.
Для повышения срока использования червячных фрез предлагается метод высотной коррекции за счет изменения формы пространственной кривой характеризующей рабочий процесс. Применяется также метод осевых смещений инструмента, который повышает скорость проведения операций с увеличением срока использования червячных фрез.
Процесс заточки затылованных червячных фрез выполняется по передней части, а острозаточенных по задней поверхности зуба. После окончания процесса заточки производятся замеры:
- профиля поверхности передней;
- шага окружного;
- соответствия канавок стружечных.
Функционал инструмента
Основное назначение ручного фрезера по дереву — изготовление деталей для мебели, декоративных изделий и столярные работы. Используя доступный функционал и соответствующие расходники не составит труда выполнить следующие операции:
- сверление отверстий любого диаметра и формы;
- черновое выравнивание поверхностей и контуров деталей;
- нарезка пазов, шлицов, шипов;
- резка и подгонка соединений деталей;
- изготовление посадочных пазов под фурнитуру;
- профилирование прямой или фигурной кромки;
- выполнение декоративной резьбы.
Конструкция универсального фрезеровального инструмента предусматривает использование различных насадок и направляющих приспособлений. Это значительно увеличивает функционал и точность обработки. Для этого используют специальные направляющие шины, упоры, копировальные кольца и шаблоны (кондукторы), циркуль-штанги и прочие приспособления.
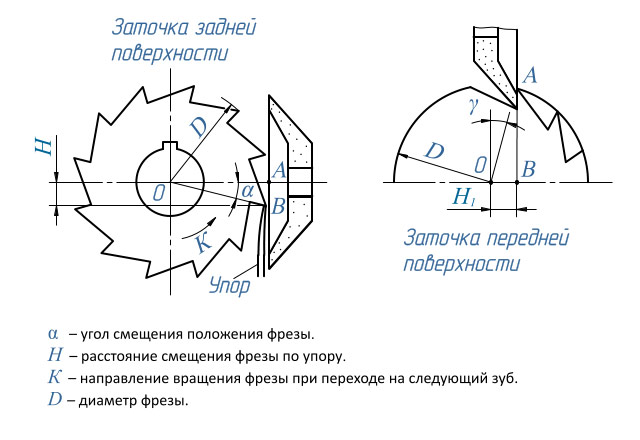
Технология заточки
Существует ряд параметров, которые влияют на углы заточки фрез, в первую очередь это форма зуба: острозаточенный или затылованный. Характеристики каждого из резцов:
- передний угол, образуется касательной к передней поверхности и плоскостью оси;
- задний угол, образуется касательной к задней поверхности и касательной к окружности вращения опорной точки;
- размер площадки, которая подвергается обработке при затачивании по задней поверхности;
- угол наклона зубьев относительно центральной оси.
Углы заточки фрез по металлу зависят от материала и марки изделия, указаны в специальных справочниках и ГОСТах. При обработке заготовок из высоколегированной стали они практически нулевые или отрицательные. Несоблюдение рекомендованных параметров приведет к быстрому разрушению режущей кромки без возможности восстановления.
В процессе заточки площадь зубьев уменьшается, поэтому крайне важно выполнять все операции однообразно для каждого. Перекосы приведут к изменению формы реза и сильному биению, что критично при работе с вязкими материалами – можно просто сломать фрезу
После заточки необходима проверка: визуальный осмотр на наличие трещин, сколов и деформаций с помощью лупы, для углов приемлемо отклонение в 1 градус, определяется маятниковым угломером.
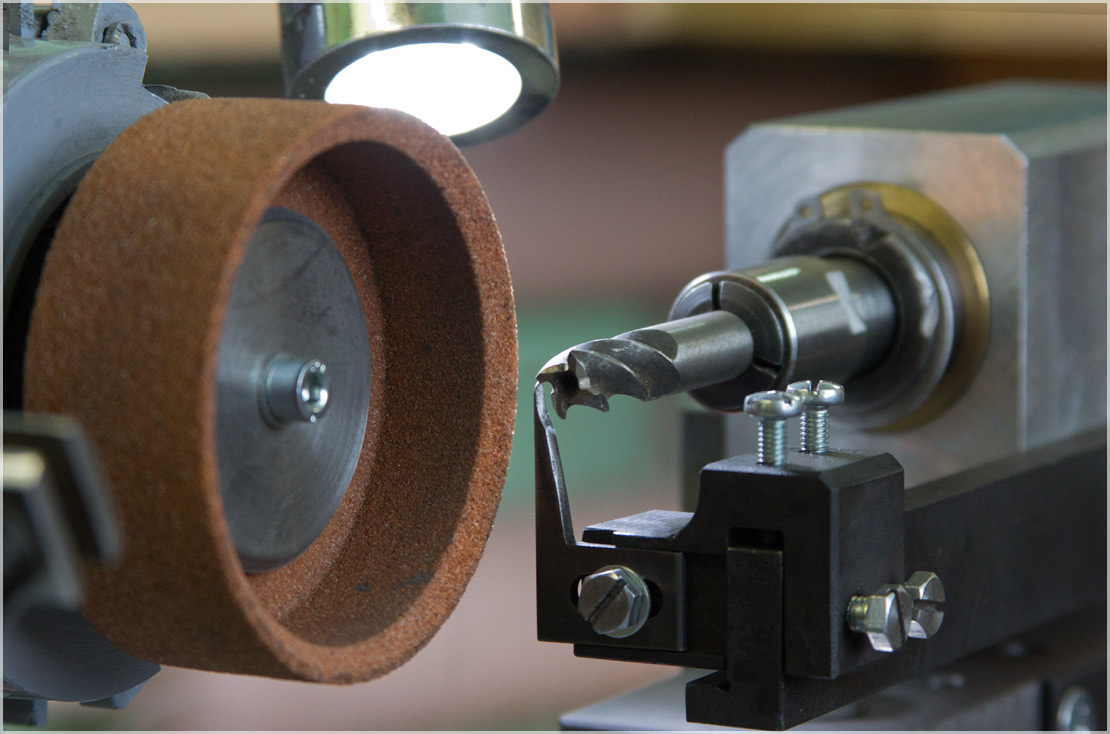
С помощью станка
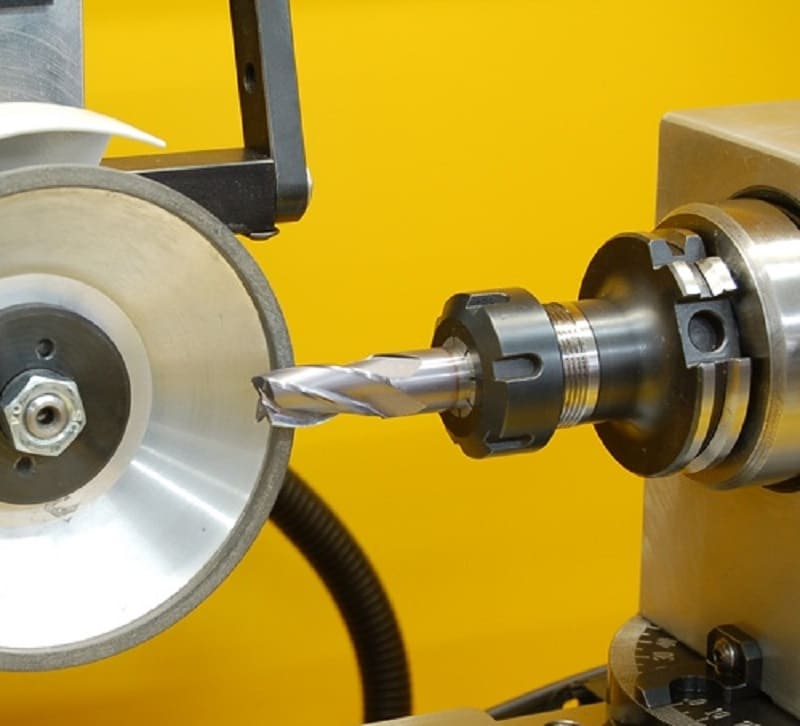
Можно восстановить режущие свойства практически любого инструмента. Заточка твердосплавных фрез производится только на станках. Например, для концевой первым этапом будет круговая шлифовка для удаления возможных сколов и дефектов режущих кромок, после этой операции диаметр измениться в зависимости от степени износа поверхностей. Затем для остроконечных боковых зубьев выполняется заточка по задней части. Для этого используется специальное приспособление в форме иглы, которое обеспечивает равномерный угол заточки на всем протяжении зуба при поступательном движении вдоль абразива
Регулируя его положение, можно добиться изменения заднего угла, а это важно для уменьшения трения и увеличения срока службы. Заточка торцевых зубьев начинается с их установки по горизонту, круг подается под необходимым углом
С помощью станка легко подновить инструменты для ручного фрезера.
Также при увеличении температуры уменьшается твердость абразивных материалов, что увеличивает время обработки заготовок и провоцирует быстрый износ дорогостоящих кругов. Для заточки применяются абразивные круги чашечной и тарельчатой форм для шлифования задних углов зубьев, для передних можно использовать плоские.

В качестве абразива выступают:
- электрокорунд (хорошо подходит для инструментальной стали);
- эльбор (быстрорежущая сталь обычная и повышенной производительности);
- алмаз и зеленый карбид кремния (для твердосплавных резцов).
При обработке твердых сплавов на кругу прогрев поверхности происходит неравномерно, образуются микротрещины, приводящие к деформации зубьев. Для доводки можно использовать чугунный оселок, в качестве абразива взять карбид бора, его же можно использовать и для оперативного устранения неровностей без снятия фрезы.
Промышленные станки дороги, для домашней мастерской можно изготовить его самостоятельно, совместив электрическое точило и механизм подачи затачиваемой фрезы. Универсальный аппарат таким образом сделать не получится, но для выполнения нескольких операций с приемлемым качеством он вполне подойдет.
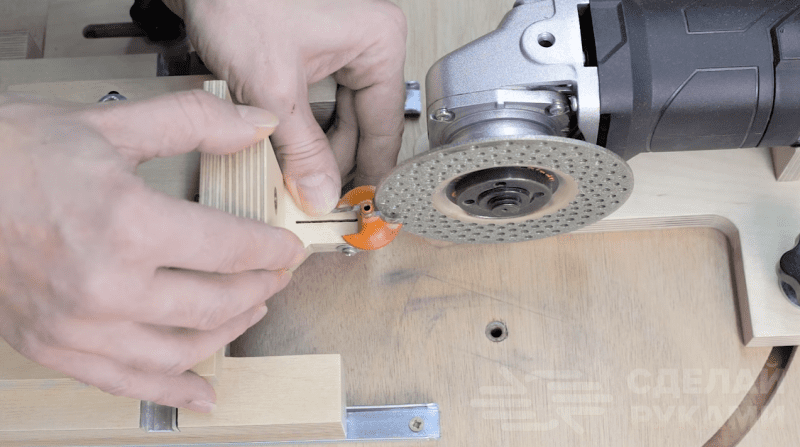
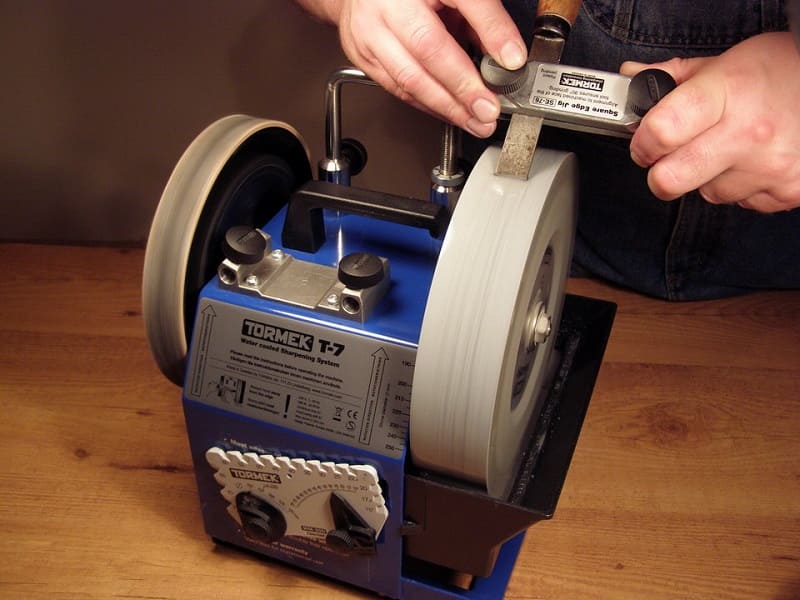
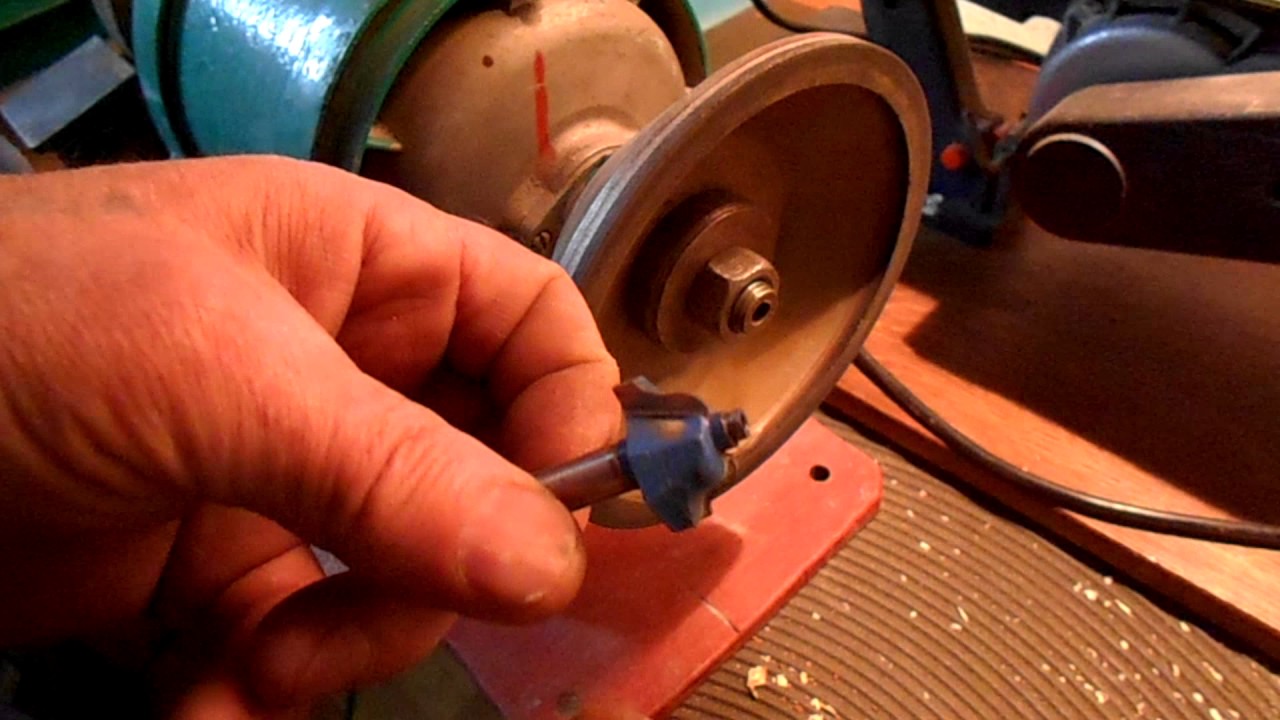
С помощью кругов для заточки
Имея опыт, можно заточить фрезы несложной формы на обычном точиле, но следует понимать, что большое количество криволинейных поверхностей и необходимость соблюдения угловых параметров, могут свести на нет все усилия. Работать необходимо на небольших оборотах, иначе есть риск перегреть режущие кромки – фреза на выброс.
Подручными средствами
Требуется только наличие абразивных материалов разной зернистости. Бруски в процессе работы необходимо смочить мыльной водой, по окончании промыть и высушить. Заточка фрез по дереву своими руками возможна, но требует долгой практики – основная трудность заключается в равномерной обработке всех зубьев, для этого необходимо контролировать нажим и количество движений. Все издержки перекрываются словом «бесплатно», да и стоимость затачиваемых изделий невелика в случае неудачной попытки. Качество такой работы как правило не очень высокое, но в рамках домашней мастерской приемлемо.

Доводка фрез из твердосплавного материала
Материал затачивается шлифовальным кругом, а после на основании могут образовываться микротрещины. При осуществлении работы образования увеличиваются в размерах, что приводит к выкрашиванию зубьев. Цель доводки – это снять поврежденный слой. Это первостепенная задача, вторая – это повысить чистоту поверхности рабочей кромки, третья – придание соответствующих геометрических параметров.
Как осуществляется доводка:
- Чугунными дисками, установленными на станочном оборудовании. Оптимальным результатом будет, когда заточка на скорости от 1до 1,5 м/сек.
- Вручную, обеспечивая легкий прижим оселка из чугуна.
Используется паста из карбида бора с показателем по зернистости от 170 до 230.
При осуществлении доводочных работ вручную, необходимо контролировать правильное расположение оселка по отношению к рабочей кромке, и обеспечивать следующие технологические операции:
- Довести поверхность: заднюю и переднюю.
- Образовать фаски: под углом 450 к передней кромке подводят плоскость оселки, а после слабым нажимом оселка выполняют ряд проходов по рабочей кромке.
- На каждый отдельный нож уходит по 2-3 секунды.
Сильнейшее абразивное средство – это карбид бора, с его помощью несложно выводить лунки на изношенных зубьях, не снимая инструмент со станка.
Особенности заточки различных типов фрез
Для металлообработки используются фрезы, изготовленные из инструментальной или быстрорежущей стали. Зубья могут быть выполнены из твердосплавных материалов и закреплены с помощью пайки. Обработка таких материалов сложна, поэтому заточка фрез по металлу, особенно со сложной формой резцов, производится на специализированном оборудовании. Для эффективной работы станок должен осуществлять вращение и поступательное движение затачиваемого изделия относительно абразивного круга, позволять изменять угол их соприкосновения.
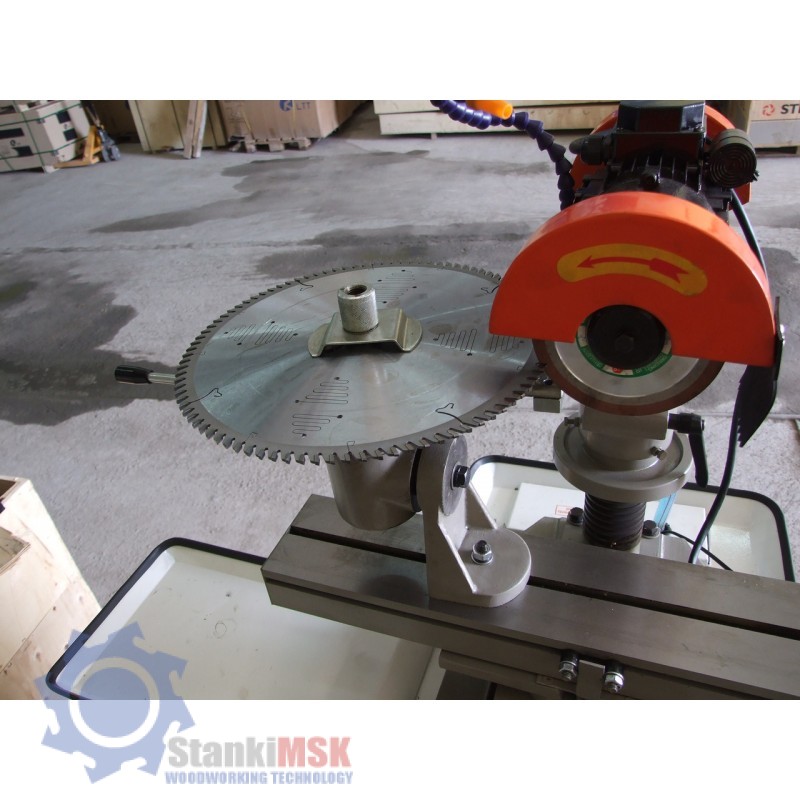
Заточка спиральных фрез относится к наиболее сложным операциям, производится чашечным шлифовальным кругом на заточном станке. Осуществляется по задней поверхности зубьев, для обеспечения стабильного угла используется упор, в противном случае изменится геометрия пропилов и будет сильное биение. Круг выставляется под небольшим углом, глубина слоя для снятия порядка 20-40 мкм, для чистоты проход осуществляется 2 раза
Заточка концевых фрез по металлу проводится аналогичным образом, но добавляется операция с торцевыми зубьями, каждый из которых выставляется строго горизонтально, круг перемещается вдоль под заданным углом, при этом важно сохранить единообразие операций для всех резцов. Заточка червячных фрез по металлу производится в зависимости от формы зубьев: для острозаточенных по задней части, для затылованных по передней
Сроки эксплуатации режущего инструмента и качество обрабатываемых поверхностей напрямую зависят от своевременности выполнения заточки. При работе затупленным инструментом происходит не только увеличение времени на выполнение операций, но и нарушение температурного режима, приводящее в свою очередь к деформации обрабатываемого материала и самой фрезы. Процесс идет по нарастающей и может наступить момент, когда восстановление станет невозможным, а покупка новых приведет к финансовым затратам и возможному простою. Затраты на дополнительное заточное оборудование при активном использовании большого количества фрез быстро окупятся.
Технология заточки
Существует ряд параметров, которые влияют на углы заточки фрез, в первую очередь это форма зуба: острозаточенный или затылованный. Характеристики каждого из резцов:
- передний угол, образуется касательной к передней поверхности и плоскостью оси;
- задний угол, образуется касательной к задней поверхности и касательной к окружности вращения опорной точки;
- размер площадки, которая подвергается обработке при затачивании по задней поверхности;
- угол наклона зубьев относительно центральной оси.
Углы заточки фрез по металлу зависят от материала и марки изделия, указаны в специальных справочниках и ГОСТах. При обработке заготовок из высоколегированной стали они практически нулевые или отрицательные. Несоблюдение рекомендованных параметров приведет к быстрому разрушению режущей кромки без возможности восстановления.






Высокотехнологичные приспособления для ручного фрезера
И даже среди них есть приспособления собранные своими руками, позволяющие без особых трудозатрат значительно расширить перечень выполняемых фрезером работ или значительно упростить их проведение.
ruchnoi-frezer-po-derevu-18
ruchnoi-frezer-po-derevu-10
ruchnoi-frezer-po-derevu-7
На таком незамысловатом устройстве легко обрабатывать кромки погонажных деталей. А если его слегка модернизировать, то и выбирать глубокие пазы, ограниченные по длине. Вы можете сразу изготовить более универсальный станок для выполнения множества функций, а можете обойтись более простой конструкцией со строго заданным перечнем вспомогательных функций, либо даже призванным унифицировать лишь одну операцию.
Есть также готовые промышленные образцы приспособлений для более точной и комфортной работы ручным фрезером по дереву с функцией ограничения перемещения инструмента в горизонтальной плоскости.

При желании такое приспособление можно изготовить своими руками, использовав мебельные направляющие помощнее. Оно будет незаменимо в некоторых видах фрезерных работ, особенно при выборке четвертей и пазов в крупногабаритных деталях, таких как элементы каркасного дома, деревянные малые архитектурные формы прочее. Часто для подобных видов работ домашние мастера изготавливают упрощенные формы такого приспособления.

Более сложным видом приспособления для ручного фрезера есть министанок для получения круглых форм. Но если у вас нет доступа к полноценному токарному станку, а вам необходимо изготовить не только полтора десятка балясин для лестницы, но и оградить балкон или террасу, то изготовление подобного устройства окупится с лихвой. Тем более что, использовав галтельную фрезу с интересным профилем, рассчитав промежутки по зубьям оборотной шестерни, в этом приспособлении также легко получить фигурные продольные пазы.

И напоследок можем предложить вашему вниманию два самых высокотехнологичных приспособления для фрезера. Они предназначены для изготовления серии изделий по шаблону. Первое имеет 2 степени свободы и позволяет копировать деталь в одной плоскости.

Второе же ею не ограничивается.
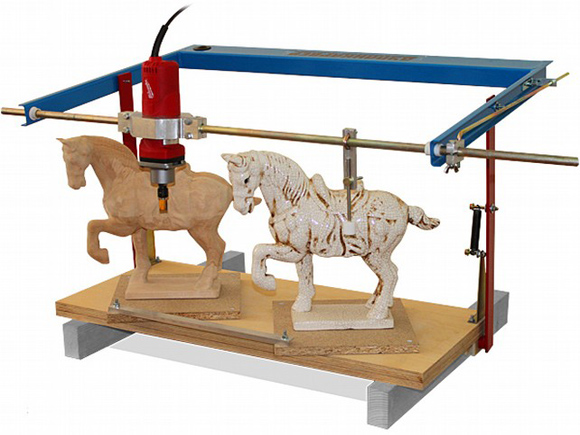
Понятно, что для получения точной копии объемной модели, придется ее в процессе работы поворачивать и многократно взаимно позиционировать с ней заготовку, но для людей творческих – это не самая невыполнимая задача. Понятно, что при самостоятельном изготовлении подобного приспособления вы предусмотрите крепление именно для своего фрезера и скорректируете прочность конструкции под его вес. Но результат работы того стоит.
Еще проще объемное копирование происходит по барельефным моделям
При создании приспособления для него важно обеспечить плавное и свободное перемещение фрезера в трех плоскостях и жесткость связи от копира до кончика пальчиковой фрезы

А для изготовления каннелюр на деревянной колонне вовсе не обязательно использовать токарный станок, есть варианты попроще, но неизменной остается одна составляющая процесса – ручной фрезер для работ по дереву.

Остается добавить, что не только по дереву. Этот чудо-инструмент с легкостью справляется с большинством видов пластмасс и даже алюминием.
Уважаемые читатели, если у вас остались вопросы, задавайте их, используя форму ниже. Мы будем рады общению с вами
Главная » Инструменты и оборудование » Механический инструмент
Как сделать своими руками
Чтобы сделать лифт своими руками необходим определенный набор инструментов, а также инструкции и чертежи. Есть несколько вариантов из чего собрать такую конструкцию. Наиболее популярный – домкрат. А как изготовить токарно-фрезерный станок по дереву с ЧПУ своими руками.
Что понадобится, чтобы сделать
Для изготовления подъемного механизма собственными силами понадобится целый список инструментов, технических устройств и различных материалов. Следует иметь:
- непосредственно фрезер, с нее предварительно снимают ручки;
- электродрель;
- обыкновенный домкрат для автомобиля;
- текстолитовый или металлический лист;
- бруски из дерева (сечение квадратное);
- профиль из алюминия;
- фанеры и ДСП;
- металлические направляющие;
- резьбовая шпилька;
- гаечные ключи, плоскогубцы и отвертки разных размеров;
- сверла разных диаметров;
- эпоксидный клей;
- угольник, линейка, рулетка для измерения.
Также может понадобиться болгарка и сварочный аппарат. Все зависит от конкретной схемы сборки, поскольку вариантов несколько.
Инструкции и чертежи
Домашние мастера используют для изготовления подъемного механизма чаще всего стандартный машинный домкрат. Но есть также конструкции, составными частями которых являются: опорный диск с резьбовой шпилькой и диском маховиком, есть варианты с цепной передачей и микролифты. Для каждой системы отдельная инструкция по изготовлению.
Из домкрата
Принцип действия данного механизма основан на поднимании и опускании рабочей головки фрезера при помощи управления стандартным домкратом от автомобиля.
Алгоритм изготовления:
- Из ДСП или 15-миллиметровой фанеры следует изготовить короб, который необходимо прикрепить к нижней части рабочего стола. Короб одновременно является защитным кожухом для всех приспособлений и опорным устройством конструкции.
- Внутрь короба должен вместиться домкрат и ручной фрезер, который присоединен к подвижной части домкрата.
- Домкрат прикрутить снизу кожуха-опоры.
- Ручной фрезер присоединить к внутренней поверхности столешницы верстака.
- Опорной пластиной в таком устройстве будет служить металлический или текстолитовый лист.
При желании можно добавить к конструкции электропривод, но это будет уже более дорогое оборудование.
С резьбовой шпилькой
В данной конструкции необходима резьбовая шпилька, небольшой маховичок и опорный диск. Инструкция по изготовлению:
- необходимо обзавестись доской, толщина которой 1.8 см и выпилить круг – это опора для ручного фрезера;
- в центре круга выпилить отверстие диаметром в 1 см, сюда помещается резьбовая шпилька, длиной не меньше 5 см;
- соединить шпильку с опорной площадкой при помощи двух гаек и шайб;
- нижнюю часть шпильки соединить с маховиком;
- в днище отверстия, через которое будет пропущена нижняя часть шпильки, встраивают фланцевую гайку. Она будет отвечать непосредственно за функционирование всего механизма.
Также в этой конструкции можно использовать механизм, который будет обеспечивать электроинструменту движение вбок.
С цепной передачей
Этот вариант изготовления занимает больше времени. Конструкция представляет собой рамку, где нижняя фрезерная пластина соединена с верхней при помощи шпилек, которые являются основным рабочим инструментом, по которому идет перемещение подвижной вставки.
Подвижная вставка – двухслойная пластина, между слоями которой вставлены гайки с посаженными на них звездочками. Ведущая звездочка насажена через втулку на вал
Важно, что у ведущей и ведомых звездочек соотношение зубьев должно быть 1:2. Для конструкции можно использовать стандартную велосипедную цепь
Необходимо обязательно обеспечить натяжение цепи, чтобы конструкция нормально работала. Для этого в конструкцию необходимо вмонтировать металлический полумесяц, который будет иметь натяжение на одном из углов и при этом свободно поворачивается. Рядом монтируется эксцентрик, при повороте которого полумесяц будет поджат слабее или сильнее, что обеспечивает натяжение цепи.






Микролифт
Микролифт можно сделать совсем просто на основе ходовой гайки и троса. Для начала необходимо закрепить площадку для нижнего ролика лифта. Затем следует подогнать высоту ролика и форму площадки. Перед установкой шпильку необходимо подогнать под размеры при помощи токарной установки. В итоге получится шпилька-вал.
На тросе необходимо сделать петлю. Затем устанавливается маховик, а петля закрепляется на ходовую гайку в направляющей. В результате 10 поворотов маховика могут дать 9.5 мм перемещения фрезы.
Подшипники в каретке для фрезера
Выделяют две разновидности подшипников при инсталляции направляющих:
- Втулки для шариковых элементов.
- Подшипники для обеспечения скользящей поверхности.
Шариковые цилиндрические обтекатели, а также детали для обеспечения качения по сравнению с рельсовыми каретками имеют два значительных минуса: незначительный уровень грузоподъемности и немаленький люфт. Для обеспечения поддержания веса шипорезная каретка устанавливается на направляющую линию по несколько валов.

Недостатки такого рода подшипников:
- Выдерживают небольшую нагрузку.
- Образование высокого давления вследствие невысокого ресурса функционирования. Необходимость периодической замены вала из-за образования канавки.
- Опилки и липкая пыль забивают слоты.
Подшипники для обеспечения скольжения по поверхности производят из нетвердых металлов, таких как капролон. В случае выдерживания всех допусков показатели грузоподъемности и прецизионности подшипника скольжения достаточны высоки. Тем не менее опилки и грязь не способны навредить агрегату. Но это относится только к деталям из бронзы, которые качественно обработаны.
Со временем происходит износ изделия, который требует периодической подгонки, чтобы избавиться для избавления от зазоров. Как правило, для изготовления собственными руками применяют более доступные подшипники.
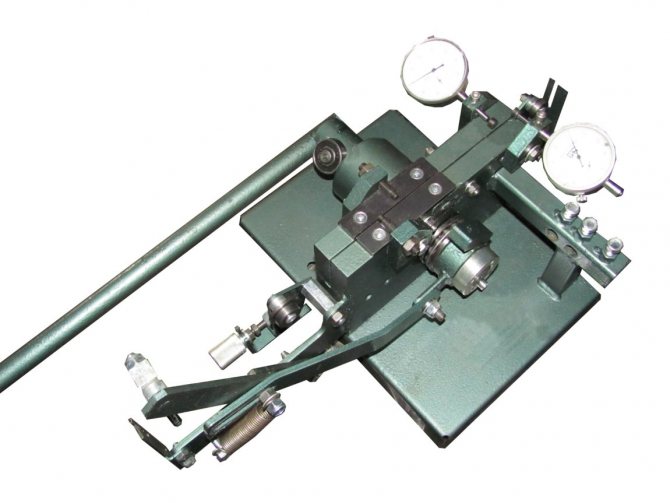
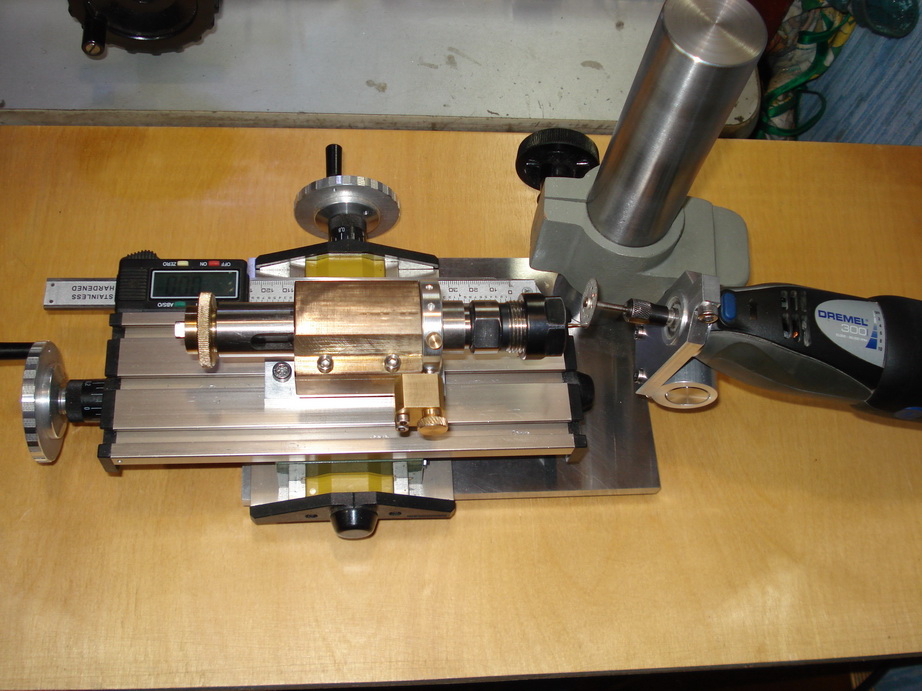
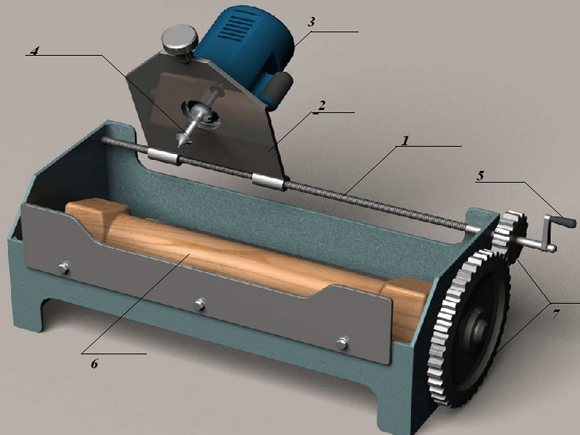
Станок для заточки фрез по металлу
Николай Чернак рассказал о самодельном станке, который он использует для заточки концевых фрез по металлу. История приобретения
В одно воскресенье заехал на барахолку и обратил внимание, что человек продает интересный станок. Как только покупатель проявил интерес, сразу подошел человек, сказал, что тоже хочет купить станок и торгуется с утра
Ему станок этот нужен для изготовления воблеров для рыбалки. Он хочет из него сделать копир.
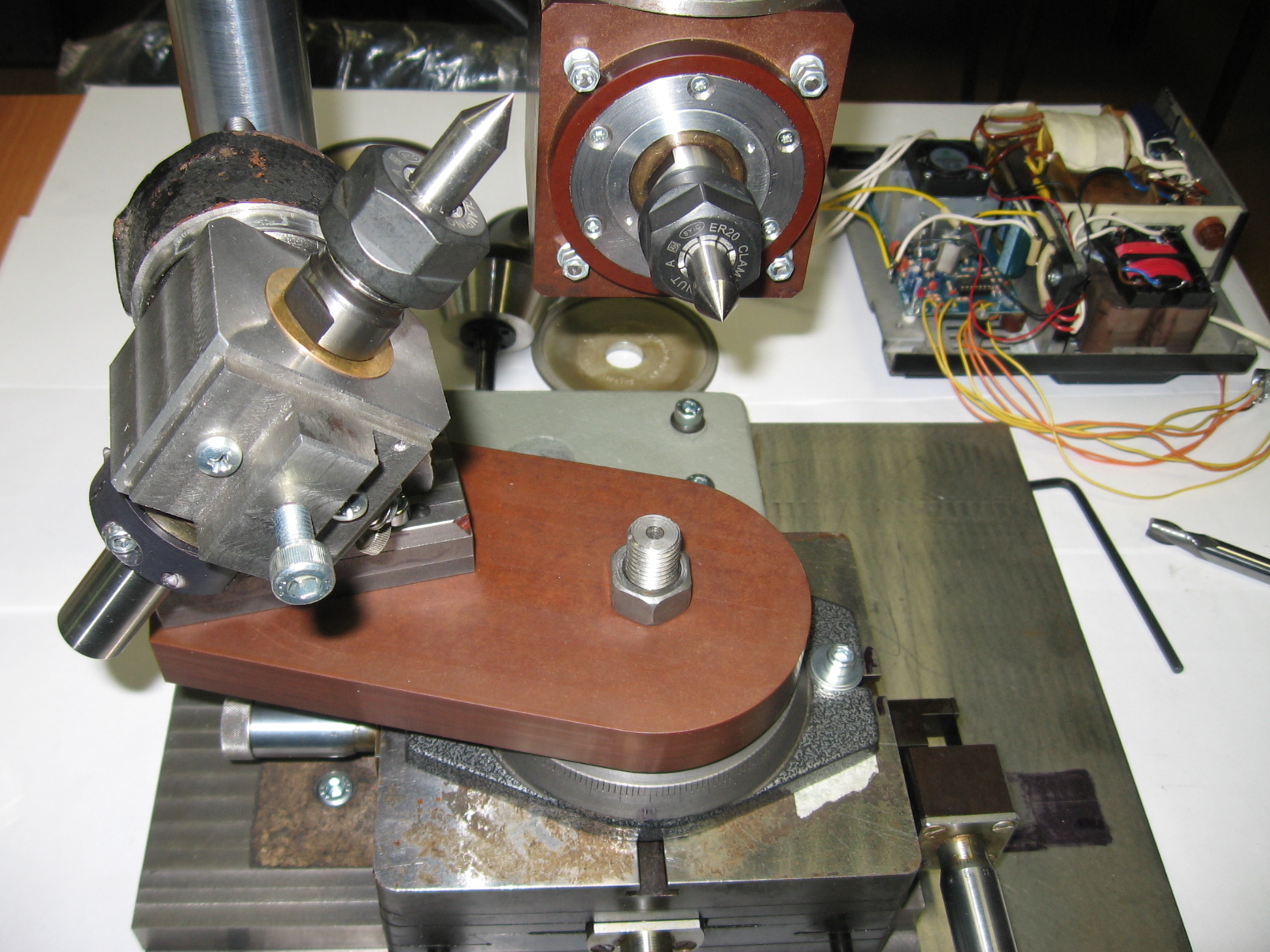
Рассмотрим возможности этого станка, для чего он предназначен. Имеет регулировку длины по фрезе. То есть, можно длинные фрезы зажимать. Имеется много отверстий, проточка для установки необходимой длины. Упор.
В одной части не хватает деталей. Судя потому, что здесь нарезана резьба, должны быть патроны для зажима других фрез. Не хватает цанг. На внешней стороне патрона имеется 16 отверстий. Здесь тоже должен быть штифт, плотно вставляться и делить на кратное количество. Движение от руки, немного туговато.
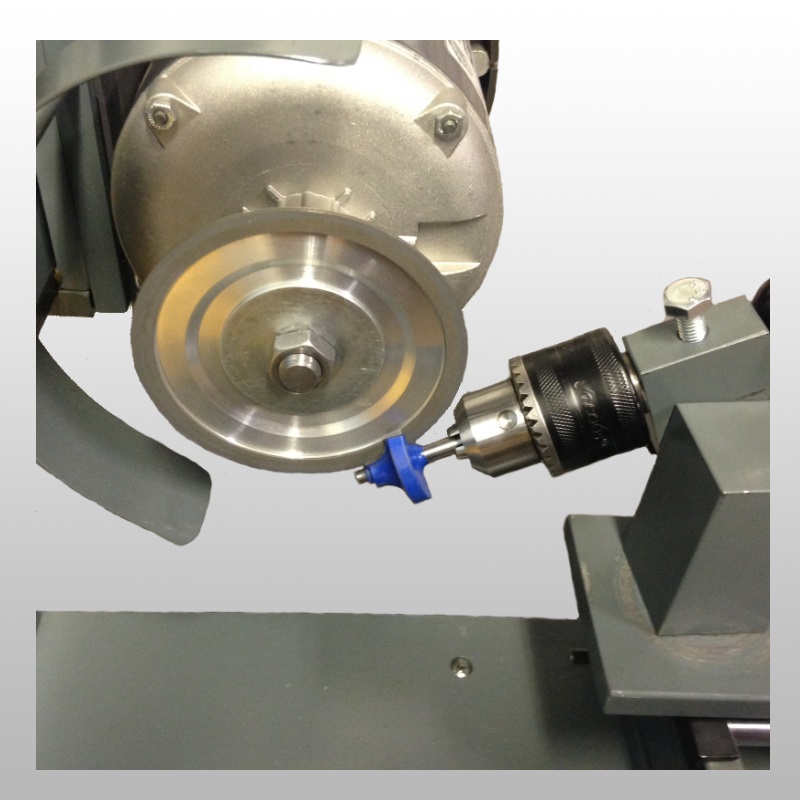
Судя по цанге, можно заложить достаточно толстую фрезу по диаметру.
Привод осуществляется двумя шаговыми двигателями. Есть реверс. По оси Y автоматическое движение всей каретки.
То есть, можно передвигать вручную или электромотором.Электроника, 3 платы. Она была неисправная. Владелец отремонтировал. Всё равно нет четкой синхронизации двух моторов. Для подачи по оси Y имеется шаговый мотор. Он приводит каретку в автоматическую движение. Установив упоры, можно установить автоматическую подачу налево или направо.
Смотрите станок в работе с пятой минуты.
Канал «Николай Чернак».
izobreteniya.net