Гибка металла. Способы, инструмент для гибки металла
Процессом гибки называют слесарную операцию, с помощью которой заготовка из металла при деформации принимает требуемую пространственную форму. В практике слесарного дела слесарю часто приходится изгибать заготовки из листового, полосового и круглого материала под углом, с определенным радиусом, выгибать разной формы кривые (угольники, петли, скобы и т.д). Для выполнения данной работы необходимо предварительно определить длину развернутой заготовки.
Когда толщина заготовки превышает 4 мм применяют горячую гибку.
В процессе гибки металл подвергается одновременному воздействию растягивающих и сжимающих усилий. На наружной стороне детали в месте изгиба волокна металла растягиваются и длина их увеличивается; на внутренней же, наоборот, волокна сжимаются и длина их укорачивается. И только нейтральный слой, или, как принято называть, нейтральная линия, в момент сгиба, полагают, не испытывает ни сжатия, ни растяжения, и поэтому длина нейтральной линии после изгиба детали не изменяется.
При гибке металла приходится преодолевать силы упругости заготовки из металла.
Упругостью называется свойство заготовки из металла, благодаря которому деталь восстанавливает после снятия нагрузки свои первоначальные форму и размеры. При нормальных температурах, ограниченных скоростью и продолжительностью деформации, деталь с достаточной точностью можно считать
упругой до тех пор, пока возникающие в ней напряжения и деформации не превзошли определенного значения предела упругости. Поэтому согнутая на определенный угол деталь после снятия напряжения стремится, как пружина, расправиться, т.е. угол загиба всегда несколько увеличивается, а деталь немного выпрямляется. Поэтому при изготовлении деталей гибкой следует учитывать пружинящие свойства металла.
Пластичностью называется способность материала сохранять полностью или частично деформацию, получившуюся под действием приложенных сил и по прекращении действия этих сил. В зависимости от соотношения величин остаточной и упругой деформаций, получаемых перед наступлением разрушения, материал можно считать пластичным или хрупким. Однако пластичность и хрупкость не могут быть отнесены только к свойству материала. Один и тот же материал в зависимости от характера напряженного состояния, температуры и скорости деформирования может проявляться как пластичный или как хрупкий.
Различают следующие стадии пластических деформаций:
- а) начало текучести – пластические деформации одного порядка с упругими;
- б) пластическое состояние при малых деформациях – пластические деформации велики по сравнению с упругими, но малы по сравнению с первоначальными изменениями размеров или формы детали;
- в) пластическое состояние при больших деформациях (технологические пластические деформации) – размеры или формы детали меняются значительно.
Гибка сопровождается упругими и пластическими деформациями, что вызывает искажения первоначальной формы поперечного сечения заготовки, и уменьшением ее площади (утяжка) в зоне изгиба (рис. 1).
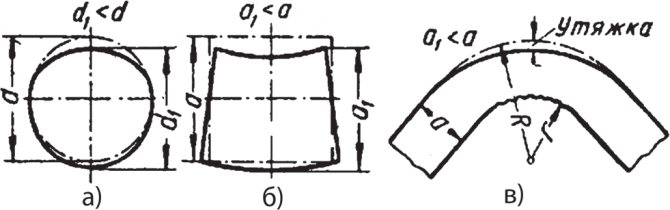
Рис. 1. Искажение формы заготовки при изгибе: а – круглого сечения; б – прямоугольного сечения; в – утяжка
Кроме того, возможно образование складок по внутреннему контуру и трещин по наружному. Напряжения внешних волокон при относительно малом r в этих волокнах приближается к пределу прочности при растяжении, в результате чего материал разрушается (образуются трещины). Эти дефекты тем вероятнее, чем меньше радиус закругления и чем больше угол загиба. Чтобы исключить появление дефектов, необходимо выдержать минимальный радиус гибки.
Минимальный радиус гибки приближенно определяется по формуле: r=S·k, где r – радиус гибки, k – коэффициент, зависящий от материала и направления проката, S – толщина материала. При гибке поперек волокон для меди, цинка, латуни и алюминия k=0,25–0,3, для стали мягкой – k=0,5 и для стали средней твердости – k=0,8. При гибке вдоль волокон для меди, цинка, латуни и алюминия k= 0,4–0,45, для стали мягкой – k=1,2 и для стали средней твердости – k=1,5. Зачисткой кромок перед гибкой можно снизить k в 1,5, а иногда и в 2 раза.
Длина заготовки L при гибке определяется суммой длин прямых участков и длин нейтральных осей изогнутых участков, например, L= l1+ l2+ l (рис. 2).
где φ – угол дуги f в градусах (φ=180° – β ); x – расстояние от внутренней плоскости до нейтральной оси в мм.
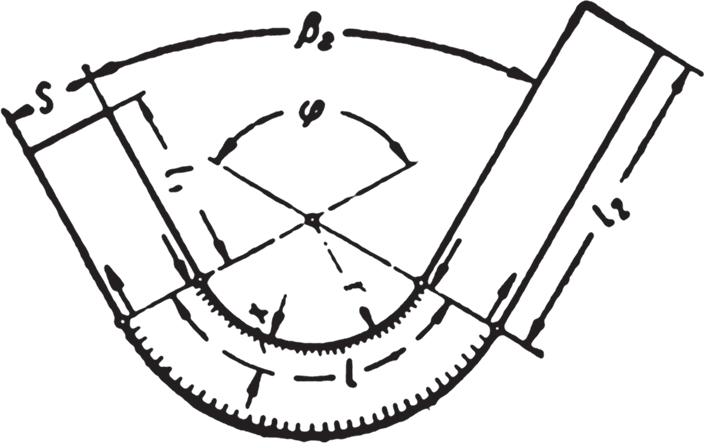
Рис. 2. Схема составляющих длины согнутой полосы
При относительно малом r растяжение материала в наружных волокнах приближается к пределу прочности при растяжении, в результате чего материал разрушается (образуются трещины).
Применение оргстекла
Встретить оргстекло можно ежедневно. Изделия из полиметилметакрилата присутствуют в нашей жизни, новые идеи для его применения появляются постоянно. Оргстекло используется в самых разных сферах производства:
- при создании автомобилей, судов и самолетов, для остекления, оснащения пространства перегородками, в различных приборах;
- в строительстве и ландшафтном дизайне при моделировании заборов, навесов, декоративных элементов как уличного типа, так и внутри зданий;
- в проектировании мебели, сантехники и предметов интерьера – витражей, светильников, люстр;
- для оформления рекламных вывесок, уличных указателей, офисных стендов, сувениров различной тематики;
- в медицинских центрах при изготовлении очков и контактных линз.
Изделия из оргстекла
Альтернативой привычному стеклу акрил стал быстро, огромные возможности открываются перед производителями благодаря его характеристикам, небольшому весу и стойкости по отношению к агрессивным кислотам. Все стеклянные предметы нашли достойную замену, их начали изготавливать из полиметилметакрилата (ПММА) – недорогого и прочного материала. С первого взгляда можно не отличить, из чего выполнены детали привычных нам вещей. Светильники из оргстекла выглядят не хуже, чем стеклянные изделия, в магазинах можно встретить разнообразные изделия, которые выполнены из силиката:
- сувениры любой формы, цветов и размеров;
- канцтовары с любой корпоративной атрибутикой;
- стекла для оранжерей, квартир и офисов;
- защитные ограждения;
- рамы для картин;
- стенки душевых кабин;
- навесы и козырьки;
- рекламные вывески;
- подставки и холдеры.

Руководство по сгибанию металлического уголка
В процессе изготовления металлических каркасов различной сложности требуется согнуть уголок по радиусу или в определенный угол. Как это сделать — далее.
Гибка уголка — это технологический процесс получения различных изделий заданных параметров и необходимых форм путем механического воздействия, в том числе на специальном профилегибочном оборудовании.
Получаемые при сгибании металлического уголка изделия находят широкое применение в различных сферах строительства. Они позволяют создавать надежные каркасы и различные металлоконструкции, которые способны при своей внешней легкости выдерживать значительные нагрузки.
Изгиб алюминия
- Поделиться
- Поделиться этим сообщением через
-
Digg
-
Del.icio.us
-
Technorati
-
Разместить в ВКонтакте
-
Разместить в Facebook
-
Разместить в MySpace
-
Разместить в Twitter
-
Разместить в ЖЖ
-
Разместить в Google
-
Разместить в Yahoo
-
Разместить в Яндекс.Закладках
-
Разместить в Ссылки@Mail.Ru
-
Reddit!
- Поделиться
- Поделиться этим сообщением через
-
Digg
-
Del.icio.us
-
Technorati
-
Разместить в ВКонтакте
-
Разместить в Facebook
-
Разместить в MySpace
-
Разместить в Twitter
-
Разместить в ЖЖ
-
Разместить в Google
-
Разместить в Yahoo
-
Разместить в Яндекс.Закладках
-
Разместить в Ссылки@Mail.Ru
-
Reddit!
- Поделиться
- Поделиться этим сообщением через
-
Digg
-
Del.icio.us
-
Technorati
-
Разместить в ВКонтакте
-
Разместить в Facebook
-
Разместить в MySpace
-
Разместить в Twitter
-
Разместить в ЖЖ
-
Разместить в Google
-
Разместить в Yahoo
-
Разместить в Яндекс.Закладках
-
Разместить в Ссылки@Mail.Ru
-
Reddit!
- Поделиться
- Поделиться этим сообщением через
-
Digg
-
Del.icio.us
-
Technorati
-
Разместить в ВКонтакте
-
Разместить в Facebook
-
Разместить в MySpace
-
Разместить в Twitter
-
Разместить в ЖЖ
-
Разместить в Google
-
Разместить в Yahoo
-
Разместить в Яндекс.Закладках
-
Разместить в Ссылки@Mail.Ru
-
Reddit!
- Поделиться
- Поделиться этим сообщением через
-
Digg
-
Del.icio.us
-
Technorati
-
Разместить в ВКонтакте
-
Разместить в Facebook
-
Разместить в MySpace
-
Разместить в Twitter
-
Разместить в ЖЖ
-
Разместить в Google
-
Разместить в Yahoo
-
Разместить в Яндекс.Закладках
-
Разместить в Ссылки@Mail.Ru
-
Reddit!
В домашних условиях дюраль толщиной 3мм аккуратно не загнуть. Получается слишком большой радиус загиба к тому же если лист металла достаточно большой, очень трудно обеспечить равномерность уголка отсюда перекос корпуса. Один из возможных выходов прорезать лист металла по линии сгиба резаком, примерно на половину толщины. Однако уголок в этом месте ослабится. Самый простой способ нарезать детали корпуса из прямоугольных пластин,
соединять уголками, как советовали выше. Причём Вам не обязательно брать уголки на всю длину соеденяемых деталей, достаточно применить кусочки уголков. Конструкция получится достаточно жесткой и вес не намного увеличится.
p.s. Кстати здесь можно глянуть на очень интересный на мой взгляд способ соединения деталей корпуса: http://www.qrpparts.de/pi432227245.htm?categoryId=28
Гибка профиля газовой горелкой
При помощи газовой горелки необходимо разогреть алюминиевый профиль именно в месте гибки и рядом с ним. Основной жар пламени должен концентрироваться на месте сгибания.








Работать необходимо в толстых перчатках, так как металл сильно раскаляется. Прислонив трубу к профилю, начинаем аккуратно изгибать его. Прикладываем отрывистые мягкие движения (не постоянно нужно тянут профиль на гибку).
Следим за местом изгибания. Если видим изменение цвета, продолжаем подогревать газовой горелкой. Конечный результат будет достигнут значительно быстрее, чем при использовании самодельных прокатных станков.
В видео демонстрируется, как можно согнуть алюминиевый профиль в домашних условиях:
Из листового металла делают немало изделий — водосточные системы, фасонные детали для обшивки кровли, крытой профнастилом или металлочерепицей, отливы для цоколя, углы для сооружений из профлиста и т.д. Все это может сделать специальный гибочный станок — для листового металла. Как сделать листогиб своими руками и поговорим в этой статье.
Гибка профиля газовой горелкой
При помощи газовой горелки необходимо разогреть алюминиевый профиль именно в месте гибки и рядом с ним. Основной жар пламени должен концентрироваться на месте сгибания.
Работать необходимо в толстых перчатках, так как металл сильно раскаляется. Прислонив трубу к профилю, начинаем аккуратно изгибать его. Прикладываем отрывистые мягкие движения (не постоянно нужно тянут профиль на гибку).
Следим за местом изгибания. Если видим изменение цвета, продолжаем подогревать газовой горелкой. Конечный результат будет достигнут значительно быстрее, чем при использовании самодельных прокатных станков.
В видео демонстрируется, как можно согнуть алюминиевый профиль в домашних условиях:
Из листового металла делают немало изделий — водосточные системы, фасонные детали для обшивки кровли, крытой профнастилом или металлочерепицей, отливы для цоколя, углы для сооружений из профлиста и т.д. Все это может сделать специальный гибочный станок — для листового металла. Как сделать листогиб своими руками и поговорим в этой статье.
Приварка пластины к трубе вертикального положения в потолочном исполнении
Стоит сразу отметить, что технология сварки мало чем отличается от той, которая используется при нижнем положении. Первый валик варится с помощью электродов, имеющих диаметр 3 мм. При этом работа ведется под углом назад. Расположение электрода обязательно должно соответствовать прямому углу наклона. Что касается сварочного тока, то здесь в обязательном порядке нужно использовать его максимальное значение.
Сварка тонкого с более толстым металлом .
Только так можно добиться образования равномерной и качественной ванны. Она напрямую влияет на качество самих валиков и шва. Что касается второго валика, то здесь лучше всего использовать электроды, которые будут иметь диаметр 4 мм. Сварка производится не на самом пределе, а при среднем значении дуги. Третий слой делается в несколько проходов.
Первый из них стоит начинать на трубе и втором валике. Многие не знают о том, какой вид они могут иметь. Валик в данном случае выполняется в горизонтальном расположении с полочкой. Когда до валика останется приблизительно 10 мм, нужно остановить процесс сварки. Здесь обязательно нужно выполнить подготовительные работы.
Для этого рабочее пространство зачищается от шлака и других загрязнений. Делать это можно с помощью самых разнообразных подручных средств и химических веществ. Далее, сварка производится строго по спирали. Используя полочку, которую образовал предыдущий элемент, необходимо проделать относительно полочки катет, который предусматривает конструкция. Здесь сварка должна производиться в виде наплавки. Валики в данном случае должны получаться узкими. Только так можно достичь приемлемого результата.
При этом все конструктивные элементы, начиная от первого и заканчивая последним, делаются под тем же самым углом, что и корневой вариант. Последний из них будет носить название потолочный. Это означает, что он делается без какой-либо полочки.
Как правильно изогнуть металлическую трубу, уголок или полосовой профиль?
Иногда может возникнуть необходимость согнуть металлическую трубу, металлический уголок или полосовой профиль в домашних условиях. Давайте выясним, как это можно сделать, не прибегая к услугам специалиста.
Перед началом манипуляций нужно учесть, что с профилем толщиной до 5 миллиметров, а также с трубой до 15 миллиметров в диаметре можно работать, даже если заготовки холодные. В результате сгибания заготовок большего размера, без предварительного нагревания, могут образоваться трещины или разрывы.
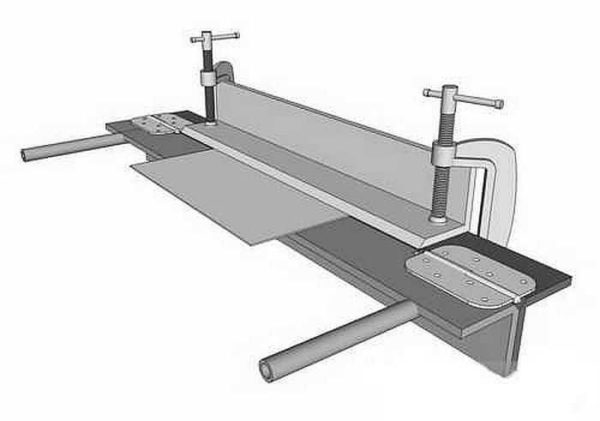
Изгибаем полосовой профиль
При необходимости гнуть металлические полосы, их необходимо зафиксировать, например, в тисках, предварительно подложив металлические уголки, сберегая тиски от нанесения повреждений, а профиль от деформации (в случае с уголками мы увеличиваем площадь давления на точку полосы металла).
Затем, точными ударами молотка профиль сгибают до нужного угла. Чтобы металл не испортить и получить ровный изгиб, лучше ударять не по профилю непосредственно, а по ровному деревянному бруску, положенному на него.
Следует помнить, что идеально прямой угол практически невозможно получить в домашних условиях и минимальный радиус изгиба, при всем умении мастера, все же останется.
Изгибаем трубу
Трубы в холодном состоянии изогнуть намного сложнее, т. к. она при изгибании имеет внутреннюю сторону, которая сжимается, и внешнюю, которая значительно расширяется, растягиваясь, холодная труба может деформироваться и попросту лопнуть.
Чтобы этого не произошло, следует наполнить трубу сухим песком, что распределит давление, сделает изгиб более естественным, не допустив излома. Для этого засыпают сухой однородный песок в трубу, предварительно закрыв выход деревянной или пластиковой заглушкой (можно приобрести на металлобазах под ваш диаметр трубы). Засыпая песок, трубу нужно постукивать для уплотнения содержимого, а затем закрыть вход.
После этого трубу изгибают, плотно зажав один из концов в тисках и применяя физическую силу. Желательно, конечно, для этого использовать трубогиб (специальный станок для сгибания труб), так как в случае с тисками особые требования предъявляются к их опоре (точка опоры должна выдерживать значительные нагрузки на сдвиг и отрыв от земли).
Лучше всего подлежат гибке медные и алюминиевые (наиболее пластичные) трубы. Их чаще всего используют в сантехнике — здесь без специализированного инструмента не обойтись (чаще всего трубогибы сантехнические работают с радиусным искривлением труб). Сложнее ситуация обстоит со стальными или оцинкованными трубами. Первые гнуть значительное труднее, оцинкованные же трубы гнуть вовсе не рекомендуется, так как на изгибах образуются мелкие трещины верхнего защитного слоя, и труба будет ржаветь, а при нагревании цинк может испарится и в месте сгиба все равно начнется коррозия, даже если трещин нет.
Для успешного сгибания стальных, чугунных труб, а также труб из различных сплавов, можно прогреть место будущего изгиба паяльной лампой. Однако, необходимо помнить, что, грея трубу без меры, можно значительно изменить структуру металла и повысить его хрупкость.
Гнем уголок
С уголками, как и с трубами дело обстоит сложнее, чем с простыми полосами.
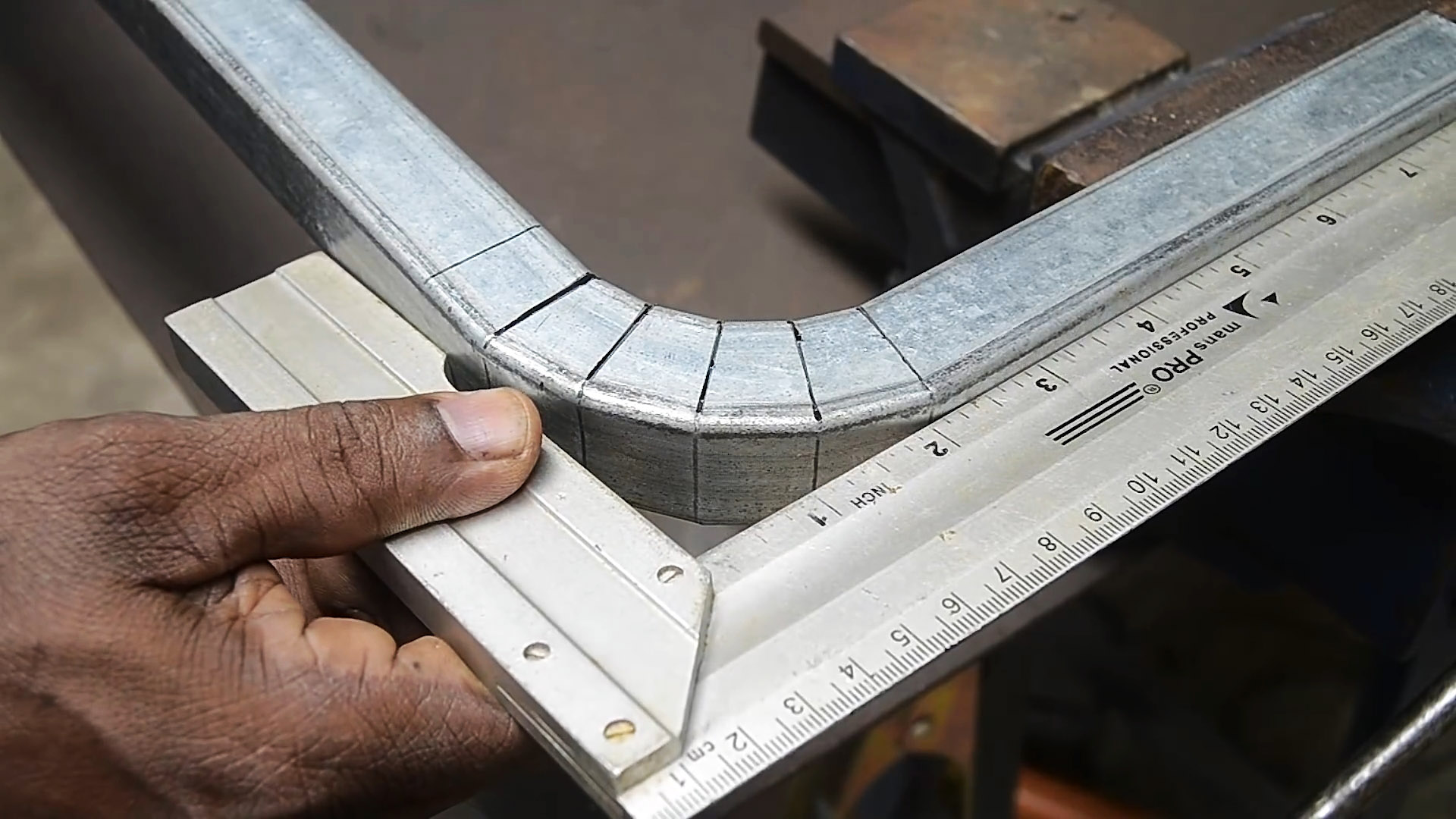
Самым действенным вариантом получения изогнутого металлического уголка будет следующая операция – в требуемом месте сгиба делается вырез на одном и ребер металлического уголка и тогда изделие гнется здесь как обычная полоса металла (до тех пор, пока это позволяет сделать вырез).
Чтобы получить правильный угол сгиба, понадобится некоторая практика и правильный расчет вырезаемого участка, так как именно от него будет зависеть конечный угол сгиба.
Более сложным вариантом будет изгибание уголка без надрезов. В этом случае, как и квадратным профилем, угол изгиба будет незначительным, так как острые углы приведут к трещинам в материале. Для такого изгиба требуется сильный рычаг и надежная опора с фиксацией изделия. При ребрах уголка более 15 мм потребуется нагревание места сгиба.







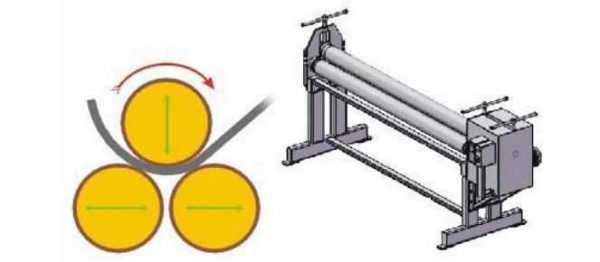
Вальцовка металла
Вальцовка позволяет получить цилиндрические и конические изделия с большими радиусами изгиба и равномерной деформацией вдоль заданного направления. Для вальцовки профильного или листового проката используются различные виды гибочных машин.
Вальцовка листового металла является наиболее простым способом изготовления деталей цилиндрической формы, комплектующих к емкостному оборудованию, обечаек. Обечайка – это деталь цилиндрической или конической формы (типа барабана, трубы или кольца), которая используется для производства элементов сварных конструкций, а также для производства емкостей, сосудов, котлов, баков и различных резервуаров.




Гибка профиля в домашних условиях
Наверняка те, кто регулярно занимается ремонтами, задавались вопросом, как согнуть алюминиевый профиль без дорогого оборудования. Ниже рассмотрено несколько способов выполнить работу своими руками.
Способ 1. Тиски и бруски
У незамкнутых профилей (например, П-образных) потребуется предотвратить потерю устойчивости стенок. Для этого необходимо использовать брусок-вкладыш, желательно, металлический, точно входящий в желоб паза. Последовательность действий мастера такова:
- положить вкладыш внутрь профиля;
- зажать заготовку в тисках так, чтобы края вкладыша и губ тисков совпадали;
- слегка изогнуть профиль;
- разжать тиски и выдвинуть профиль на полмиллиметра;
- повторить два выше описанных шага, пока не получится требуемый гнутый профиль.
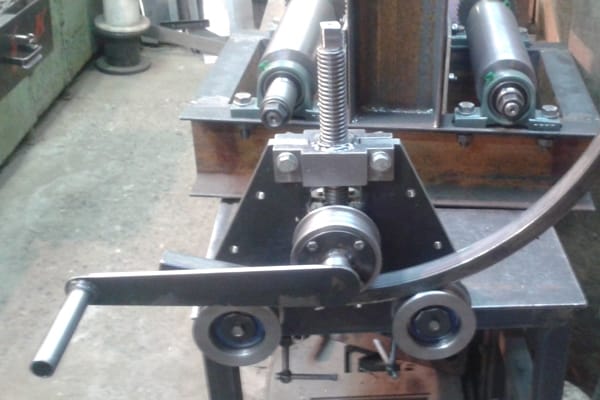
Способ 2. Самодельные ролики
Простейший способ создать аналог профилегибочного станка подразумевает следующие действия:

- купить 2-4 ролика небольшого диаметра с шириной, чуть превышающей высоту профиля-заготовки;
- закрепить изделие на ровной горизонтальной поверхности так, чтобы они могли свободно вращаться, а расстояние между ними было достаточным для прохождения профиля.
Вот и все. Чтобы загнуть заготовку в круг, будет достаточно двух роликов; для получения изделия определенного радиуса — минимум трех, причем один из них лучше сделать регулируемым, по аналогии с профилегибочными станками. Изделие из металла вставляется между роликами и аккуратно прокручивается. Пользователь контролирует прилагаемое усилие, ход работы и придерживает заготовку.
Виды листогибов
Есть три вида листогибочных станков:
- Простые ручные, гибка металла в которых происходит при приложении силы в определенном месте. Эти агрегаты дают возможность изогнуть листовой материал по прямой под любым углом — от нескольких градусов до почти 360°.
Для гибки листового металла
Для получения радиального изгиба металлического листа
Все эти устройства относят к листогибочным станкам. Своими руками сделать проще всего агрегат первой группы, чуть сложнее — третьей (вальцы для листового металла). Вот о них и поговорим — от том как сделать листогиб своими руками.
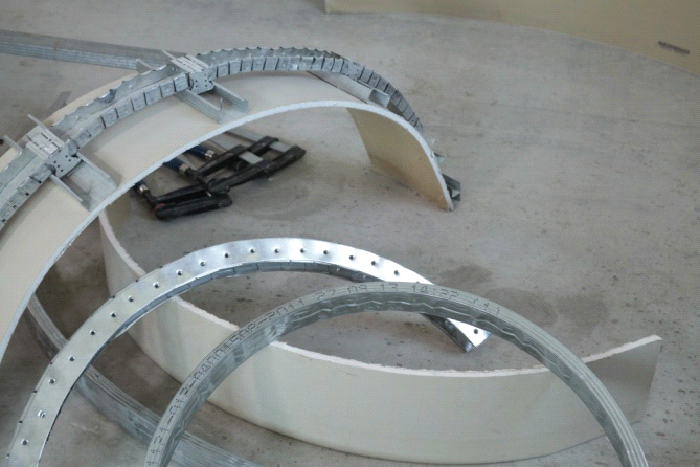
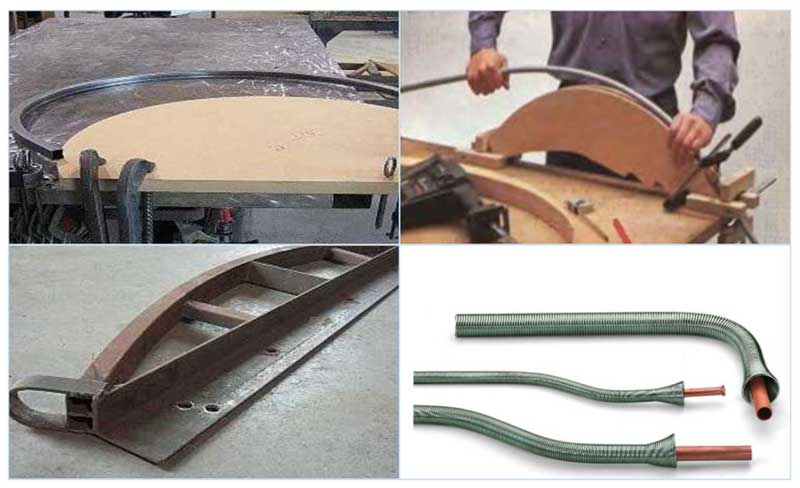
Как согнуть уголок в кольцо своими руками
Для этого лучше всего воспользоваться горячим способом обработки металла. А вот добиться заданного радиуса можно только с помощью заранее приготовленного шаблона. Предварительно нагреваем металл и начинаем равномерно огибать шаблон, при этом горизонтальную полку необходимо править во время всего процесса сгибания с помощью кувалды или молота, в противном случае полки не сохранят изначальный угол в 90 градусов между собой.
Нагревать металл необходимо до половины значения температуры его плавления, так, к примеру, алюминиевый уголок придется нагреть как минимум до 250⁰ С, а стальной профиль — до 600⁰ С. Для этого вам понадобится горелка на природном газе или бензиновая паяльная лампа, а лучше всего воспользоваться сварочным ацетиленовым резаком, если уголок большого размера.
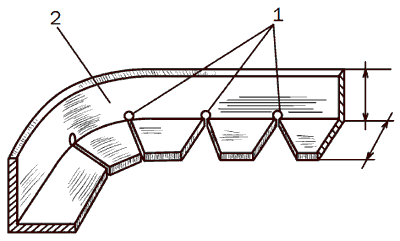
С помощью болгарки и сварочного аппарата тоже можно согнуть стальной уголок в кольцо, но для этого необходимо произвести достаточно точные расчеты, разметить и расчертить удаляемые сектора, согнуть и заварить швы. К сожалению, как бы вы ни старались, в этом случае получиться круг в виде округлого многогранника.
ПОСМОТРЕТЬ Гибочные станки на AliExpress →
Конструкция самодельного гибочного станка
Ручной станок для гибки арматуры достаточно прост по своей конструкции, поэтому изготовить его можно своими руками, но для этого желательно найти чертежи такого устройства. Основу такого станка, специально предназначенного для гибки арматуры своими руками, составляет металлическая станина, к которой приваривают штырь круглого сечения или обычный уголок.
Данный образец похож на предыдущий, но уголок тут использован один и намного меньшей длины, а вместо второго уголка используется подвижный штырь
Вторым элементом этого приспособления является поворотная платформа. К ней приваривают рычаг, центральный и гибочный штыри. Расстояние, которое следует выдержать между центральным и гибочным штырями, зависит от максимального диаметра арматуры, используемой для гибки. Для того чтобы такое ручное приспособление для гибки металлической арматуры можно было использовать для прутков диаметром 6–12 мм, ножки его станины необходимо надежно зафиксировать на полу.
Если вам необходим переносной самодельный станок для качественного гнутья арматуры, то все его элементы фиксируют на массивной плите. Такая переносная плита может крепиться на месте работы при помощи болтовых соединений или специальных штырей, приваренных к ее нижней части. Однако самодельный ручной гибочный станок для арматуры может быть использован только для работы с металлическими прутками, диаметр которых не превышает 10 мм.
Еще один вариант конструкции станка: прорезь в центральном элементе, являющемся также осью вращения рычага, позволяет фиксировать арматуру
Как ровно согнуть лист оцинковки, изготовление отлива
Применяют несколько основных способов получения из металлического уголка конструкций заданной формы и профиля, а именно различают:
- холодное сгибание,
- горячее сгибание,
- придание формы с помощью разрезания, сгибания и сварки готового изделия.
Холодное сгибание металлического уголка, в свою очередь, разделяется на:
- свободную гибку — это когда уголок сгибают без применения специального оборудования;
- сгибание с помощью вальцовочного механизма на специализированном профилегибочном станке.
Применение холодной гибки металлического уголка, в отличие от других способов, имеет определенные преимущества, а именно:
- это наименее затратный метод придания металлу заданной формы, при этом не требуется использования дополнительного оборудования для разогрева, резки, сварки и последующей обработки металла;
- получаемый в итоге каркас имеет большую прочность, так как при этом исключаются возможные дефекты, характерные при применении разогрева, резки и сварки;
- готовые конструкции гарантированно служат больший срок из-за того, что при обработке сохраняется целостность структуры металлического профиля;
- снижается вероятность возникновения очагов коррозии металла со временем.
Сгибание уголка по радиусу
Гибка металлического уголка по радиусу достаточно сложная технологическая операция, так как любое сгибание — это одновременное сжимание внутреннего и растягивание внешнего слоя металла, а, в случае с профилем в виде уголка, такие процессы никак не могут протекать равномерно, что будет сопровождаться попыткой продольного смещения одного из этих слоев.
Непосредственно для металлического уголка применяют два основных способа сгибания в плоскости профиля — это когда одна из полок лежит в вертикальной плоскости, а другая в горизонтальной и ее сгибание будет:
- вовнутрь радиуса кривизны деформации, при этом она будет сильно сжиматься ,
- наружу радиуса кривизны деформации, соответственно, она будет растягиваться .
Холодное сгибание металлического уголка методом вальцовки на специальном профилегибочном оборудовании позволяет согнуть как стальной уголок, так и профиль из алюминия, получая при этом изделия практически любого радиуса с идеальной формой.
Как согнуть уголок по радиусу своими руками можно посмотреть на этом видео.
Стоит иметь в виду, что как для горячего, так и холодного способа сгибания существуют предельные величины радиусов, которые напрямую зависят от размера полок уголка и его толщины. Так, можно упрощенно рассчитать радиус, на который допустимо загибать уголок, согласно следующим значениям:
- допустимый радиус для равнополочного уголка должен составлять минимальные 45 размеров ширины полки;
- для неравнобокового профиля допустимый радиус не может быть меньше 45 размеров ширины полки для большей полки и 50 — для меньшей.
Но лучше и проще руководствоваться значениями, которые приведены в таблицах.
Таблицы минимально допустимых радиусов сгибания стальных уголков в зависимости от типа, размеров и отношения величин полок
Метод сгибания уголка
Процесс сгибания уголка отличается сложностью и значительными временными затратами. Для получения цельного и аккуратного продукта необходимо производить постепенные и равносильные постукивания по верхней плоскости уголка. Сгибание будет выполняться медленно и поступательно.








Для облегчения работы желательно воспользоваться газовой горелкой. С ее помощью прогревается зона изгиба. Многие умельцы с успехом применяют болгарку. Способ ее использования был описан выше.
В некоторых слишком сложных случаях дешевле и проще приобрести готовую вещь, чем тратить время, силы и нервы на подобного рода работы.
Другие способы собственноручного сгибания труб
Существует несколько вариантов, позволяющих сделать изгиб профильной трубы в бытовых условиях без специальных станков.
К выполнению гибки металлических изделий относительно радиуса, предъявляется несколько требований. Толщина их стенок должна превышать 2 сантиметра, иначе изгиб способен нарушить целостность трубы. При высоте профиля (обозначенной буквой Z) более 2-х сантиметров труба, согнутая на отрезке протяженностью 3,5хZ, не разрушится и не станет менее надежной.
Важную роль играет температура, которую при сгибании имеет изделие. Известно, что трубе, находящейся в нагретом состоянии, придать кривизну гораздо легче. При проведении работ в бытовых условиях необходимо придерживаться техники безопасности.
Сгибание уголка
Гибка уголков дает возможность получить продукт различных форм и параметров за счет механического воздействия. Полученные материалы активно используются в строительстве.
Способы сгибания уголка определяются применяемыми технологиями: различают холодную, горячую гибку, а также сгибание с помощью резки и сварки. Самым экономичным можно назвать «холодный» вариант, выполняемый на листогибочных вальцах и не требующий оборудования для подогрева металла. Конструкции из таких изделий прочнее, так как при холодной гибке не возникает дефектов металла, характерных для сварки; кроме того, такие изделия менее подвержены коррозии. Холодное сгибание бывает свободное (без специального оборудования) и на профилегибочном станке.
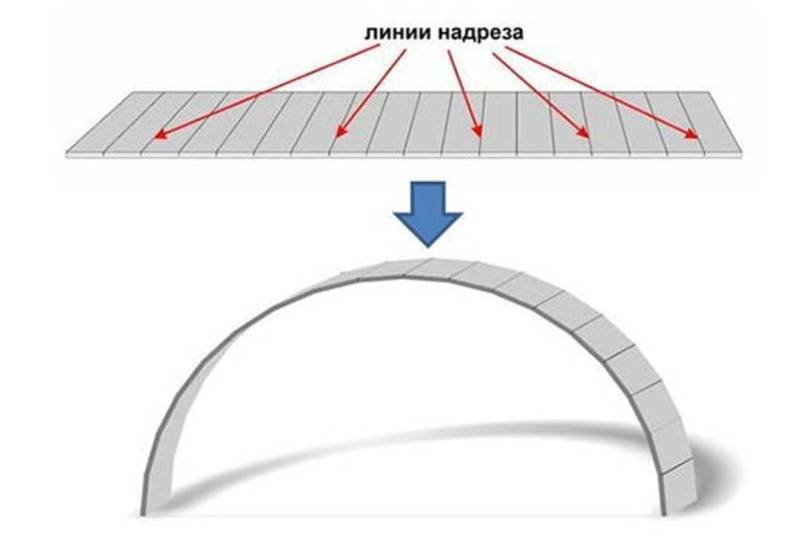
Если нужно произвести гибку в домашних условиях, это предполагает определенный набор действий:
- на подготовленную стальную полосу наносится разметка, по которой будет идти гибка;
- заготовка закрепляется в тисках по нанесенной линии сгиба;
- тяжелым молотком делается первый загиб;
- затем заготовку передвигают к следующему месту сгиба и повторяют действие;
- после этого размечают скобяные лапки и гнут в нужном направлении;
- финальный этап – проверка на соответствие желаемым параметрам, исправление неточностей.
Для упрощения работы можно разогревать металл в месте сгиба газовой горелкой: материал будет пластичнее, и его проще будет обрабатывать.
Виды сгибания уголка
Уголок можно гнуть по радиусу, а также под углом 90⁰.
Сгибание по радиусу является довольно сложной операцией, поскольку любое гнутие является одновременно сжатием внутреннего и растяжением внешнего слоя материала. И для горячего, и для холодного способа гибки есть предельные величины возможных радиусов, которые зависят от размеров полок уголка и от его толщины. Так, допустимый радиус для равнополочного уголка – это минимальные 45 размеров ширины полки.
Получить желаемый радиус в «бытовых» условиях можно с помощью заготовленного шаблона. Металл нагревается, после чего выполняющий работу начинает равномерно огибать шаблон, одновременно правя горизонтальную полку. Нагревать объект нужно до 1/2 температуры его плавления (для стали это 600⁰С).
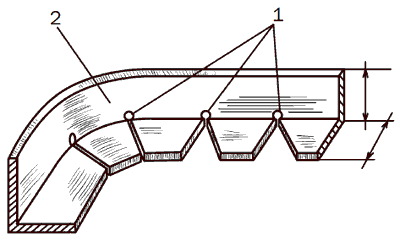
Что касается сгибания под 90⁰, то прежде всего надо сделать развертку в том месте, где предполагается сгиб. На одной полке в разные стороны от нормали отмечается 2 угла по 45⁰ каждый, они вырезаются пилой. После этого уголок аккуратно гнется, место разреза – сваривается.