За сколько можно купить?
Чтобы иметь представление о том, сколько может стоить молоток сварщика, предлагаются к рассмотрению несколько конкретных моделей:
Барс СВ000006758 — российское изделие. Ручка снабжена витой пружиной для амортизации удара. Вес головки — 300 г. Стоит около 250 рублей.

- Молоток сварщикаESAB (Швеция) с аналогичным исполнением захватного элемента можно купить за те же деньги (240–300 руб.)
- Изделие той же фирмы с деревянной рукояткой продаётся за 350–400 руб.
- Молоток ESAB SH3 обладает стальной приваренной ручкой. Для удобства захвата последняя снабжена пластмассовой оболочкой. Цена инструмента около 600 руб.
- Модель SH2 с отогнутым концом жала несколько дороже: 750–900 руб.

Молоток сварщика PICARD PI-0031300 немецкого производства отличается повышенной надёжностью и удобством в работе, что характерно для германской продукции. Отличительными признаками этого инструмента являются: необычная форма заострённого наконечника, ручка из цельнокатаной трубы переменного сечения и довольно большой вес головки — 450 г. Неудивительно, что цена его составляет около 1600 рублей.

Зачистка Швов После Сварки Болгаркой
Исполняем зачистку сварочного шва после сварки
Сейчас сварка – это одна из востребованных технологий соединения металлоконструкций, потому что однородность материала на участках скрепления получите только при сваривании. Получаемые сварные швы обеспечивают надежное соединение отдельных частей металлоконструкций, не пропускают воду. Не малую роль для этой цели играет процедура зачистки швов сварки после сварки.
Зачистка сварных соединений – это неотклонимый шаг после выполнения сварочных работ, который регламентируется ГОСТом 9.402-80. Для проведения работ данного типа найдут применение различные технологии, по-разному действующие на обрабатываемые железные поверхности, например, шлифование механическим методом, хим протравливание, нейтрализация.
Технологии зачистки швов сварки
Есть три главных метода зачистки соединений после сварки:
Обработка тепловым методом. Способ позволяет удалять из материала остаточные напряжения, которые формируются на протяжении проведения сварки. Термическая обработка бывает 2-ух типов: местная (осуществляется нагревание/остывание только самого сварного шва) и общая (термическая обработка на сто процентов всей железной конструкции).
Обработка механическим методом. Осуществляется снятие с поверхности материала остаточного шлака, зачищенный шов проверяется на крепкость. К примеру, сварочное соединение очищается от шлакообразования, простукивается молотком.
Чистка хим методом. На участок соединения элементов их металла конструкции наносится особый противокоррозионный материал. К примеру, сварочные швы обрабатываются грунтовочным лакокрасочным составом.
Рекомендуем: Металлизация пластмасс — виды, особенности и технология
Принципиально держать в голове! Остатки шлака по соединения будут содействовать развитию коррозии металла.
Как верно обработать сварочные швы
Как верно обработать сварочные швы
#покраска #покраскаавто #какпокрасить #гараж #онб #брест #авторемонт.
К зачистке сварки после сварки необходимо подходить персонально, верно подбирать оборудование, расходные материалы.
К примеру, для инструмента найдут применение:
- обычная щетка по металлу;
- особая шлиф-машинка;
- угловая шлифовальная машина с абразивными кругами.
Пример:
В судостроительной индустрии отлично употребляются шлифовальные машины передвижного типа, потому что к железной конструкции довольно огромных размеров намного проще подъехать, чем повсевременно перемещать инструмент от одной книги участка к другому.
Разработка механической обработки
Ручной метод механической зачистки шва сварки является самым обычным. Для этой цели вам необходимо иметь только лишь обыденную железную щетку. Однако легче и эффективнее зачищать поверхности с помощью специальной шлифовальной машинки, оборудованной абразивным кругом (специальной шлифовальной насадкой).
Механическая зачистка сварного шва после сварки позволяет устранять с металла последующие недостатки: заусеницы, окислы, окалины, следы побежалости. Посреди сварщиков данная методика пользуется особенной популярностью благодаря собственной дешевизне.
Однако чтоб работа была выполнена отменно, принципиально верно подобрать шлифовальную насадку.
Для зачистки сварочных соединений изделий из стали материалом идеальнее всего подходит цирконат алюминия, потому что он превосходит по своим прочностным чертам оксид алюминия, не подвергает металл коррозирующему воздействию.
Разработка хим обработки
Самый действенный и действенный метод зачистки сварных
соединений – это внедрение сразу механической, хим обработки (пассивации, травления).
Зачистка травлением
Зачистка сварки травлением, вы, осуществляется перед выполнением механической шлифовки поверхности. Для этой цели вам употребляется особый состав, для того на обрабатываемой поверхности металла формируется однородный слой.
Технологию травления конечно использовать как для зачистки конкретно стыка сварного соединения, так и так же для обработки всей площади железной заготовки.
Данный метод избавляет от побежалостей по металла, сформировавшихся в течении выполнения сварочных работ.
Популярные производители
ESAB — шведский производитель, предлагающий полный спектр продукции для сварщиков, в том числе и модели молотков. Инструменты позволяют выполнять работы качественно и надежно.
Торгово-производственная компания Foxweld предоставляет оборудование, инструменты, расходные материалы. Качественная продукция предназначена для осуществления бытовых и профессиональных работ.




Барс — известная торговая марка, под который производится и поставляется большой ассортимент разнообразной продукции для сварочной индустрии. Ручной инструмент обеспечивает комфорт и удобство работ.
Подготовка кромок
Для улучшения условий сварочного процесса производится обработка кромок изделия
Особенно это важно при сваривании толстых изделий. Подготовка кромок под сварку может производиться термическим и химическим способами
Результатом обработки является приобретение формы, способствующей лучшему соединению деталей. Разделка увеличивает ширину шва.
В промышленности используются фрезерные станки, специальные кромкострогальные, пневматические зубила, пламенная резка. Более простые варианты — шлифовка и вырубка. Для механической разделки применяют ножницы по металлу, болгарку, зубило, напильник. Главными параметрами являются скос, угол разделки, ширина зазора, величина притупления. Скос образуется при снятии под углом или закруглением части металла.
Если сварка производится под углом, то разделку кромок можно проводить только при толщине деталей больше 3 см. Важную роль наличие скоса играет, когда свариваются детали разной толщины. Иногда приходится прибегать к притуплению кромок. Это целесообразно, если они имеют на конце острую форму. Иначе это может вызвать образование прожогов, деформацию шва, создание дополнительного напряжения, уменьшение прочности соединения.
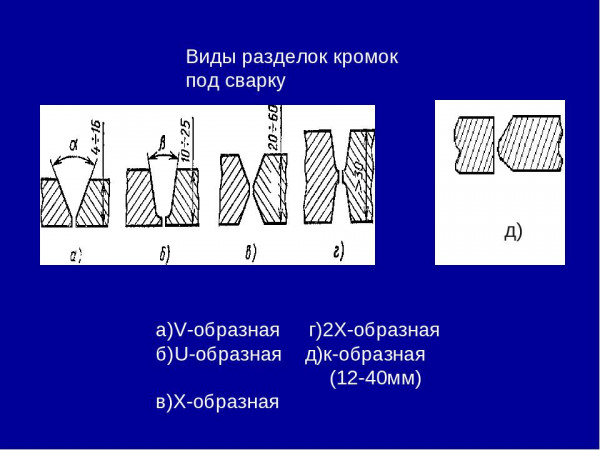
Разделки бывают только с одной стороны или двухсторонними. Различные типы скосов используют для разных соединений:
- Односторонний скос одной или обеих кромок имеет вид буквы «V». Применяется в большом диапазоне толщин. Является наиболее популярным. При разделке обеих кромок угол составляет 60 градусов, а только одной — 50.
- Двухсторонний скос обеих кромок напоминает букву «X». Применяется для изделий, имеющих толщину 10-60 мм. Угол — 60 градусов.
- Скос в виде буквы «U» выполняется с одной стороны. Такую криволинейную форму используют для металлов с толщиной 20-60 мм. Для начинающих способ является сложным.
- Скос в виде буквы «К» применяют редко. В этом случае для одной из кромок делают двухсторонний скос, а для второй — односторонний.
Обозначение на чертежах скоса «β», а угла раскрытия «α». Скос не должен иметь перепадов. Для контроля разделки могут применяться шаблоны.
Отдельный вариант — подготовка кромок под сварку труб. При этом процессе необходимо осуществлять контроль перпендикулярности торца трубы к ее оси. Требования изложены в нормативном документе РД 153-34.1-003-01. Общий угол раскрытия, образованный двумя круговыми кромками обеих труб — 60-70 градусов. Притупление делают на размере 2-2,5 мм.
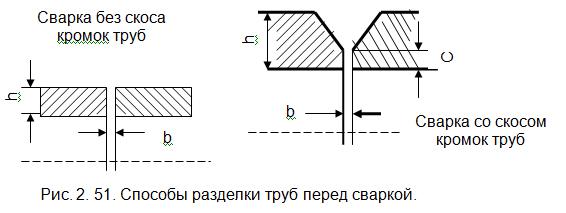
Подготовка труб к сварке предполагает градацию согласно толщине стенок свариваемых труб. При небольшой величине применяются скосы, имеющие V-образную или X-образную форму. При более значительной толщине делают U-образный скос.
Подготовка труб под сварку предполагает также выбраковку. Сваривание недопустимо, если разница внутренних диаметров приготовленных для сваривания труб составляет более 3 мм. Если торцы имеют механические дефекты, то их подрезают.
Все о сварке
Не считая инвертора, электродов и маски, сварщику всегда приходится носить с собой один инструмент — особый молоток для отделения шлака. Обыденный молоток не совладевает также отлично с этой задачей, и весит он больше, потому очень перегружает руку рабочего, ведь за денек приходится отбивать шлак с сотен соединений. Потому были разработаны особые шлакоотделители, с различной формой и функционалом. Молоток сварщика шлакоотбойный можно сделать и своими руками. Из чего лучше его сделать, и какой формы, описано дальше.
Широкий арсенал действий
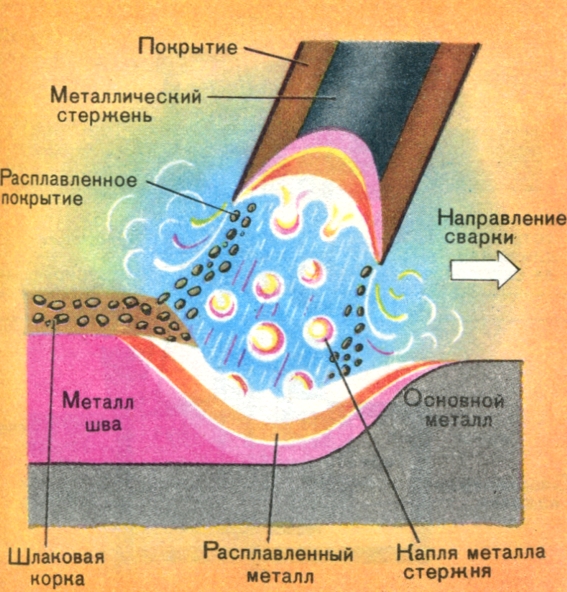
Молоток сварщика рассчитан сначала на резвое отделение шлака, который создается при ручной сварке покрытыми электродами, либо остается после сварочного трактора с применением флюса. Отбивать шлак очень принципиально для проверки свойства соединения, также при мультислойных швах, где 2-ой проход всегда осуществляется на незапятнанный металл, без мусора и просто плавящихся примесей.
Шлакоотделителем можно делать и другие операции во время работы сварщика. Посреди часто встречающихся:
Особенности конструкции
В связи с многообразием выполняемых работ отличаются и модели сварочных молотков. Есть шлакоотделители с плоским краем с одной стороны и острым конусом с другой. Этим инвентарем комфортно отбивать шлак и выковыривать точки с непроваренными местами для повторного прохода. 2-ой край может быть «тупой» и тяжкий, что комфортно для пристукивания деталей и проковки шва.
Если плоская сторона имеет обширное лезвие, а обратная — ровненький срез, то это подойдет для отделения шлака и рубящих манипуляций. Ручки у молотков могут быть металлическими, что удобно при работе с раскаленным металлом, либо резиновыми. Они лучше держатся в руке. Модели из магазина с древесной ручкой комфортны, но стремительно разбалтываются и ломаются. Вес и размер тоже разнятся. Обычно, у сварщика есть некоторое количество схожих инструментов разной формы под определенные виды работ.
Сделать молоток самому просто
Молоток сварщика своими руками сделать нетрудно. Пригодится несколько предметов и манипуляций. Собственный проект можно начать с сотворения ударного элемента. Основная задачка, которая стоит перед мастером — это подобрать материал, позволяющий длительно сохранять острую форму конусу либо плоскому срезу. Нередкое подтачивание на точиле отвлекает от работы, а тупым молотком неловко отбивать шлак. Потому необходимо верно подобрать материал.
Хорошей основой может послужить старенькое зубило либо долото. Делают шлакоотделители из строй кирок маленького размера либо ратфилей. Правда, последний имеет свойство откалываться при значимых нагрузках, потому его стоит использовать только для отбития шлака! Для ударной части нужна выше описанная деталь длиной 120-150 мм. Неплохим материалом послужит пика от пеоратора с победитовым наконечником. Заточив схожий инструмент один раз можно работать всю неделю по восемь часов.
Но если высокоуглеродистого железа нет под рукою, то специально брать новое долото не надо. Из кусочка арматуры можно сделать самому неплохой ударный материал. Нужно отрезать кусочек длинноватой 150 мм и, нагрев его в печи либо на огне, расплескать край. После остывания необходимо заточить его до готового вида. Потом, резаком греется острая сторона до белоснежного цвета металла и опускается в машинное масло. В этот момент происходит закалка материала и его упрочнение. Функцию довольно повторить один раз.
Ручку можно сделать из прута 6-8 мм в поперечнике. Длина должна быть 200 мм. Удобно будет загнуть нижний край в два слоя, чтоб сделать ручку более толстой и комфортной для захвата. На нее можно надеть шланг либо ручку от старенького велика, чтоб инструмент не выскальзывал во время работы. Некие сварщики делают для себя железное кольцо на поясе, чтоб вставлять молоток в него. Так, он всегда будет под рукою в подходящий момент.
Молоток сварщика — очень подходящая вещь, которая помогает подгонять стороны изделия под сварку и инспектировать качество шва под слоем шлака. Неплохой молоток можно сделать своими руками, заместо покупки магазинной версии, которая недолговечна.
Молоток сварщика шлакоотбойный своими руками
Кроме инвертора, электродов и маски, сварщику всегда приходится носить с собой один инструмент — специальный молоток для отделения шлака.
Обычный молоток не справляется также эффективно с этой задачей, и весит он больше, поэтому сильно перегружает руку рабочего, ведь за день приходится отбивать шлак с сотен стыков. Поэтому были разработаны специальные шлакоотделители, с различной формой и функционалом.
Молоток сварщика шлакоотбойный можно изготовить и своими руками. Из чего лучше его сделать, и какой формы, описано далее.

Широкий арсенал действий
Молоток сварщика рассчитан в первую очередь на быстрое отделение шлака, который образовывается при ручной сварке покрытыми электродами, или остается после сварочного трактора с применением флюса
Отбивать шлак очень важно для проверки качества соединения, а также при многослойных швах, где второй проход всегда осуществляется на чистый металл, без мусора и легко плавящихся примесей
Шлакоотделителем можно выполнять и другие операции во время работы сварщика. Среди самых распространенных:
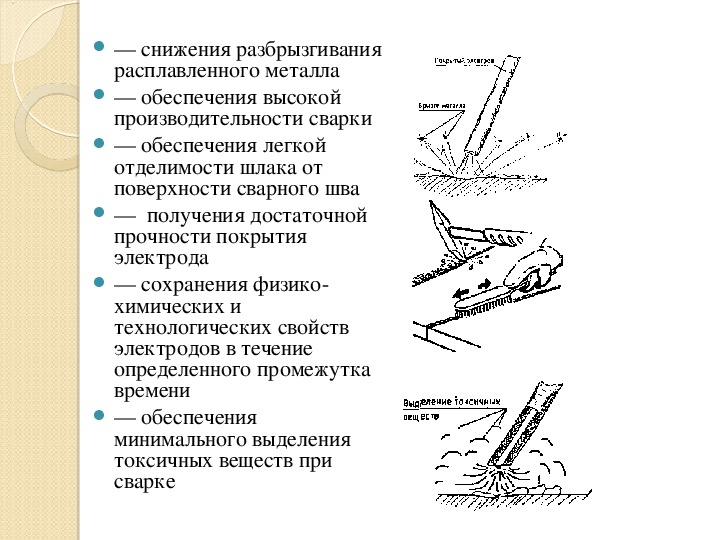
- Сбивать капли прилипшего металла. При горении дуги происходит частичное разбрызгивание присадочного и основного материала. Раскаленные капли прилипают к поверхности в околошовной зоне, но не привариваются к ней. Чтобы придать эстетичный вид изделию, необходимо острой стороной отбить застывшие брызги.
- Если был допущен непровар, то чтобы качественно переделать этот участок, нужно полностью удалить шлак из точки или расщелины в шве. Если это не выполнить, жидкий металл будет обтекать данное место и заварить его не получиться. Сделать это можно острым узким краем молотка.
- Сварочный инструмент с более массивной конструкцией подойдет для проковки шва на легированных сталях. Простукивание «тупым» краем по стыку упрочит структуру металла в этом месте.
- Это же изделие можно использовать для подгонки сторон до нужного уровня или зазора между ними.
- Загнуть нагретую деталь и пристучать ее к поверхности для более удобного выполнения шва получится «тяжелой» версией инструмента.
- В процессе сварочных работ бывает необходимо отрубить новый кабель от катушки, чтобы удлинить массу или провод держателя. Это можно сделать молотком с широким носиком как у кирки.
Особенности конструкции
В связи с разнообразием выполняемых работ отличаются и модели сварочных молотков. Существуют шлакоотделители с плоским краем с одной стороны и острым конусом с другой. Этим инструментом удобно отбивать шлак и выковыривать точки с непроваренными местами для повторного прохода. Второй край может быть «тупой» и тяжелый, что удобно для пристукивания деталей и проковки шва.




Если плоская сторона имеет широкое лезвие, а противоположная — ровный срез, то это подойдет для отделения шлака и рубящих манипуляций. Рукоятки у молотков могут быть металлическими, что практично при работе с раскаленным металлом, или резиновыми.
Они лучше держатся в руке. Модели из магазина с деревянной рукояткой удобны, но быстро разбалтываются и ломаются. Вес и размер тоже разнятся. Как правило, у сварщика имеется несколько подобных инструментов разной формы под конкретные виды работ.
Причины, влияющие на такое конструктивное решение
Существует ряд причин, по которым сварщики предпочитают такой вариант молотка для работы / Фото: youtube.com
Зачастую сварщик в процессе работы прижимает детали ручкой молотка, в этом случае деревянная начала бы тлеть и дымиться / Фото: kommersant.ru
- Молот с деревянной ручкой начинает очень быстро люфтить – он болтается на ручке. Соответственно, его нужно расклинивать, дерево замачивать в воде (исчезает люфт и риск, что молот во время работы слетит с ручки).
- Иногда, перед тем как варить детали, их необходимо поджимать. Для этой цели существуют каркалыги и струбцины. Ну а когда нужно очень быстро, то специалисты прижимают детали ручкой молотка. Деревянная ручка во время сварки либо прихватки тлеет, может загореться. Появляется едкий, неприятный дым. С металлическим вариантом данная проблема отпадает само по себе.
- Дополнительный плюс – легко и быстро ремонтируется рабочий инструмент. Даже если ручка вдруг лопнула, заменить ее на новую не проблема (несколько минут). Болгарка и сварочный аппарат всегда рядом, как и сам материал для ручки (кусок трубы). Старую срезал, новую приварил.
- Инструмент с ручкой из металла увесистее, чем его аналог с деревянной ручкой. При этом, размер его остается прежним. А работа упрощается, когда необходимо что-то подбить или сплющить.
При использовании молотка с металлической ручкой работа упрощается,когда необходимо что-то подбить или сплющить / Фото: tddoka.ru
Недостаток молотка с железной ручкой заключается в чрезмерном воздействии на кисть, поэтому деревянные варианты все еще встречаются / Фото: obrazilla.ru
как правильно начать сварку шва, чтобы не прилипал электрод и не заливало зашлаковкой.
Причины, по которым шлаковые включения образуются
Довольно часто только осваивающие сварочные технологии специалисты задаются вопросом почему много шлака при сварке образуется на соединительных стыках. Появление таких включений обусловлено разными факторами:
- металл быстрее обычного остывает и шлак попросту не успевает выйти за пределы сварочной ванны;
- низкое качество электродов, используемых при сварке. При этом неравномерно происходит плавление и в сварочную ванну попадают частички электрода;
- при низких значениях раскисления металла образуется много шлака при сварке. Это процесс, при котором из уже мягкого металла устраняются молекул кислорода. Они ухудшают механические свойства металла и разрушают его структуру;
- некачественная подготовка и зачистка от грязи, ржавчины и масел свариваемых кромок;
- высокие значения поверхностного натяжения шлака препятствуют всплытию его на поверхность;
- применение флюса или электродов из тугоплавких металлов и с большим удельным весом;
- не соблюдении режимов и технологии сварки, например, неправильно подобранный угол наклона или же неподходящая скорость перемещение электрода.
Чтобы осуществлялась сварка без шлака или же с минимальным его количеством, желательно обратиться за помощью к опытным сварщикам. Если вы хотите самостоятельно сваривать, то следует научиться сваривать самые простые элементы и только потом приступать к более сложным.
Молоток сварщика
При проведении сварочных работ, кроме основного сварочного оборудования – аппарата, электродов, костюма и защитной сварочной маски, необходим и дополнительный инструментарий, например – молоток сварщика. В этой статье мы рассмотрим, почему он так важен для сварщиков, какие молотки такого плана бывают, и какие лучше
Также, вы сможете узнать, какой лучше купить молоток сварщика, и на какой обратить внимание при покупке
Назначение и характеристики инструмента
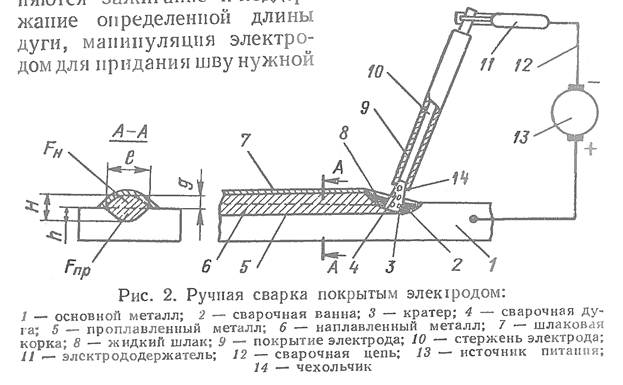
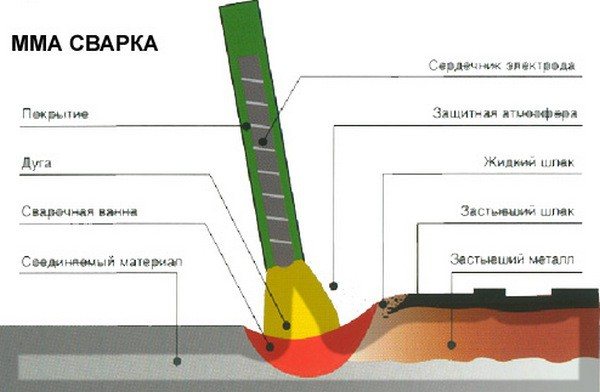
Начнем в первую очередь с того, где используется молоток. Из названия становится, очевидно, что инструмент используется при сварочных работах, но где именно, и когда? – Так, молоток сварщика используется для удаления шлака с поверхности сварочного шва. То есть, после выполнения сварочного шва, сварщику, для того чтобы удалить шлак, образовавшийся на поверхности, и проверить качество проделанной работы, берет в руку молоток, и несильными ударами снимает шлак с поверхности шва. Далее, шов проверяется на качество, и сварщик переходит к выполнению следующего сварного соединения.
То есть, по сути, молоток сварщика – шлакоотбойный инструмент, с помощью которого удаляются окалины во время сварочных работ. Также, с помощью этого инструмента можно удалять брызги, который также активно образуются во время сварки штучными электродами. Конструкция молотка очень проста и эффективна – так, инструмент имеет боёк, с одной стороны которого расположено зубило, с другой же стороны – острое жало. С помощью этого жала удаляются остатки шлака в корне сварного шва.

К слову, молоток сварщика может иметь и другую конструкцию. Более того, в современных инверторных сварочных аппаратах, в комплекте поставки очень часто прилагается и молоток сварщика. Как правило, такой молоток имеет еще более простую конструкцию и малый вес, но даже такого молотка, порой, вполне предостаточно во время сварки. Особенностью данного инструмента, является как раз таки низкий вес – молоток сварщика просто не может быть тяжелым, в этом нет необходимости. Поэтому, как правило, инструмент имеет вес около 300-350 г, и этого хватает «за глаза».
Рукоять инструмента, также как и у любого другого молотка, может быть изготовлена либо из дерева – деревянная ручка очень проста, дешева и удобна в эксплуатации. Или же, она может быть цельнометаллической – это обеспечивает повышенную прочность, но во время работы с удалением окалин и шлака, как правило, это свойство далеко не главное. Боек изготовлен из качественной инструментальной стали, которая подвергается термической закалке.
Потребительский анализ моделей молотков
Теперь, предлагаем вашему вниманию несколько моделей молотков сварщика, купить которые можно в интернете, либо же в строительных гипермаркетах. Это, в свою очередь, поможет вам определиться с выбором и ценами, которые установлены на этот инструмент.
Молоток Сварщика Juco, вес 350 г
. Классический молоток, боек которого изготовленный из инструментальной стали, покрытой черным лаком для предотвращения ржавения и коррозии металла. Имеет достаточно длинную рукоять в 300 мм, изготовленную из дерева – бука. Простой и удобный молоток, который станет хорошей альтернативой стандартному молотку сварщика, идущему в комплекте с инверторным сварочным аппаратом, например (потому как такие молотки, не всегда удобны). Цена инструмента – около 5-6$ за единицу.

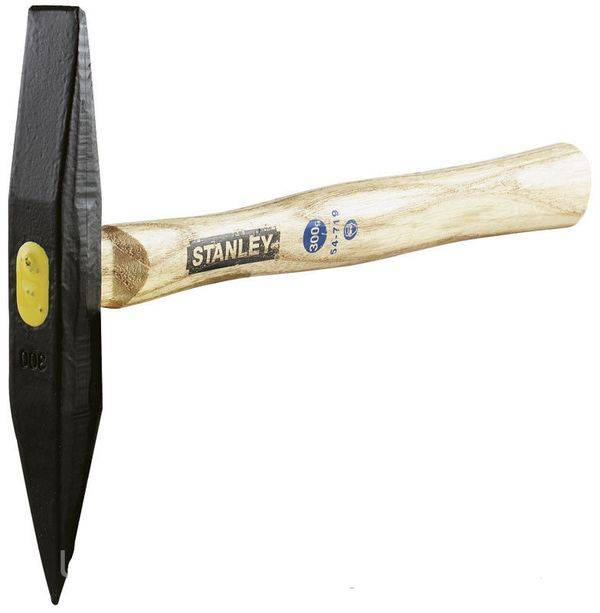
Молоток сварщика Stanley, вес 300 г.
Более легкий и эргономичный молоток, имеющий деревянную рукоять выгнутой формы. Это, в свою очередь, позволяет сварщику более удобно удерживать молоток, находясь в сварочных рукавицах – за счет такой формы, молоток не выскочит из рук. Также как и в предыдущей модели, боек изготовлен из инструментальной закаленной стали, покрытой черным лаком. Цена инструмента, если быть объективным, несколько завышена и составляет около 12$, вероятнее всего за счет того, что изготавливается инструмент в США.
Молоток сварщика Topex, вес 300 г.
Данная модель инструмента имеет цельнометаллическую рукоять, соединенную с ударной частью молотка. Для удобства, молоток имеет более широкую металлическую ручку, что обеспечивает удобное удержание в руках. Материал бойка – инструментальная сталь, на 30 мм закаленная с обеих сторон. Это повышает эффективность инструмента во время работы, а также обеспечивает ему быстрое удаление шлака и окалин во время работы. Отметим, что, несмотря на производство инструмента за рубежом – в Польше, он имеет достаточно низкую и доступную стоимость, всего в 3-4$.
Технические характеристики
Работоспособность УШС сварщика гарантируется при эксплуатации в температурном диапазон ±45°С.
При покупке инструмента в специализированных торговых организациях и проведении периодических поверок, гарантируется точность проведения измерений в таких диапазонах:
- По линейным величинам глубины, в том числе подрезам и дефектам шва 0…15,0±0,5 мм.
- По угловым параметрам 0…450±2,50.
- По высоте 0…4,0±0,5 мм.
- По значению затупления шва по линии сварочного соединения 0…50,0±0,25 мм.
- По зазорам 1,0…4,0±0,25 мм.
- По толще соединяемых сваркой элементов (с пазами Ж, ступенчато) 1,0 до 5,0 мм.
- По значению вогнутости сварочного шва вдоль соединительной линии 0…15,0±2,50
Основные причины появления шлаковых включений
Включения шлака представляют собой неметаллические частицы, захваченные в металле сварного шва или на границе раздела сварного шва. Включения шлака возникают в результате неправильной техники сварки, неправильного доступа к соединению или того и другого. Острые выемки на стыках или между сварными швами способствуют улавливанию шлака.
При правильной технике шлаковые включения поднимаются на поверхность расплавленного металла сварного шва. Если шлак удаляется неправильно, это может привести к образованию шлаковых включений в сварном шве. Включения могут быть в форме отдельных частиц или более длинных линий. Наиболее распространенной причиной включений шлака является неспособность полностью удалить шлак за один проход сварки перед выполнением другого. Хорошие методы работы могут снизить риски.
Также важно использовать правильный метод сварки и избегать использования чрезмерно толстых электродов в замкнутых соединениях. Также важно стараться сваривать таким образом, чтобы избежать подрезания
Назначение
Основным назначением молотка сварщика шлакоотбойного является его использование для отбивания шлака. Это позволяет визуально оценить, насколько качественно выполнено соединение. Однако с помощью данного инструмента возможно выполнить не только эту задачу. Шлакоотделитель позволяет сварщику:




- Отбить налипший металл. Раскаленные капли, прилипшие в ходе работы и застывшие на изделии, удаляют острой частью, чтобы придать эстетичность.
- Отделить от катушки кабель. Для этого подойдет молоток с расширенной стороной.
- Подогнать стороны. Загибать и приделывать к поверхности нагретые детали для удобства выполнения соединения, возможно «тяжелым» видом молотка.
- Проковать шов на легированной стали. Чтобы добавить прочности металлу в определенном месте, по стыку нужно простучать «тупой» частью.
- Удалить шлак из шва в случае непровара. Для переделки шва убирают лишний шлак узкой острой стороной.
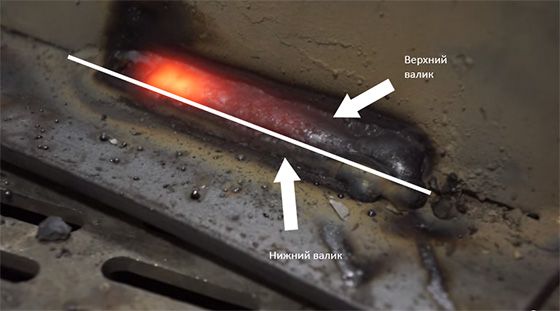
 Со сварочных швов обязательно нужно удалять шлак, делается это при помощи молотка
Со сварочных швов обязательно нужно удалять шлак, делается это при помощи молотка
Молоток сварщика своими руками

Обычный молоток отыщется в арсенале каждого домашнего умельца. Вместе с тем для разных видов ручного труда существует большое количество его разновидностей. Сегодня их можно насчитать не один десяток. В предлагаемой статье рассматривается инструмент для сварочных работ, который используется для отбития шлака от сварных швов — молоток сварщика.
Назначение
Что такое молоток сварщика? Профессионалу рассказывать не нужно. Статья предназначена для любителей, в свободное время осваивающих сварочное ремесло. Наблюдая за процессом сварки со стороны, можно заметить, как сварщик откладывает держатель электрода (трезубец) и берёт в руку специальный шлакоотбойный молоток (секач — на сленге сварщиков). После чего начинает стучать по сварному валику или подковыривать его снизу (с корня шва).
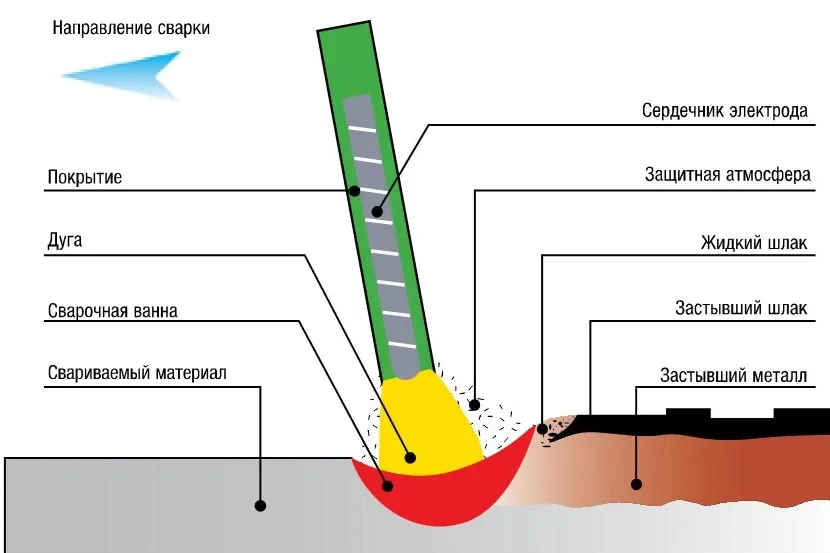
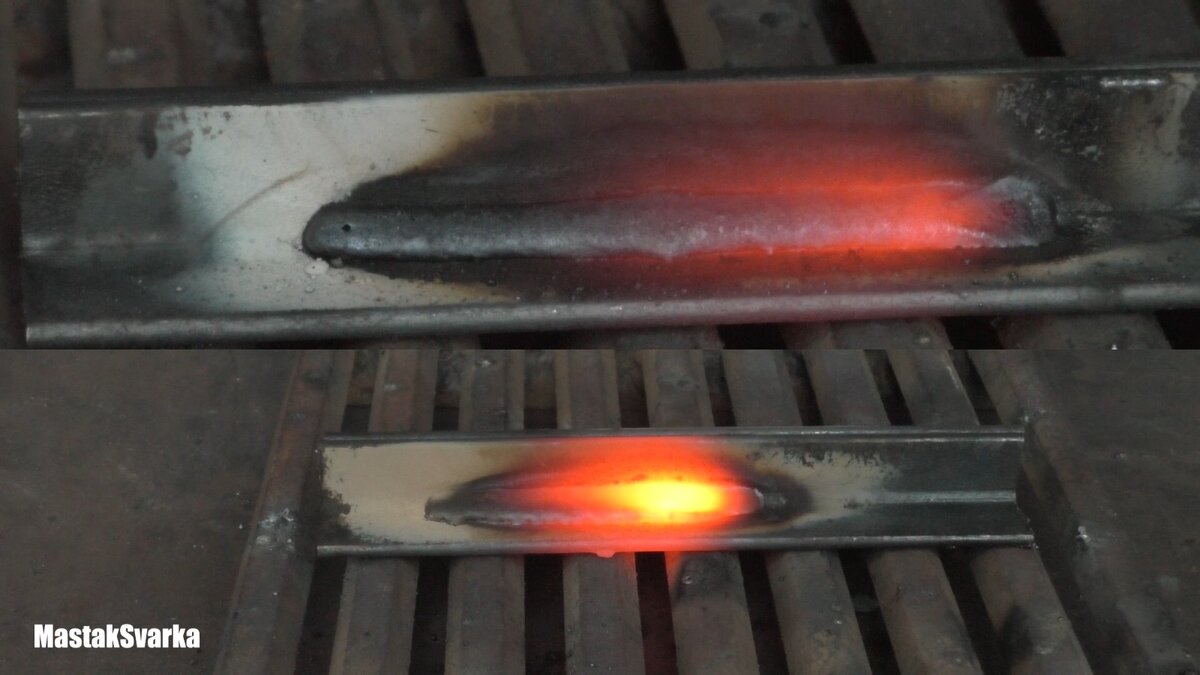
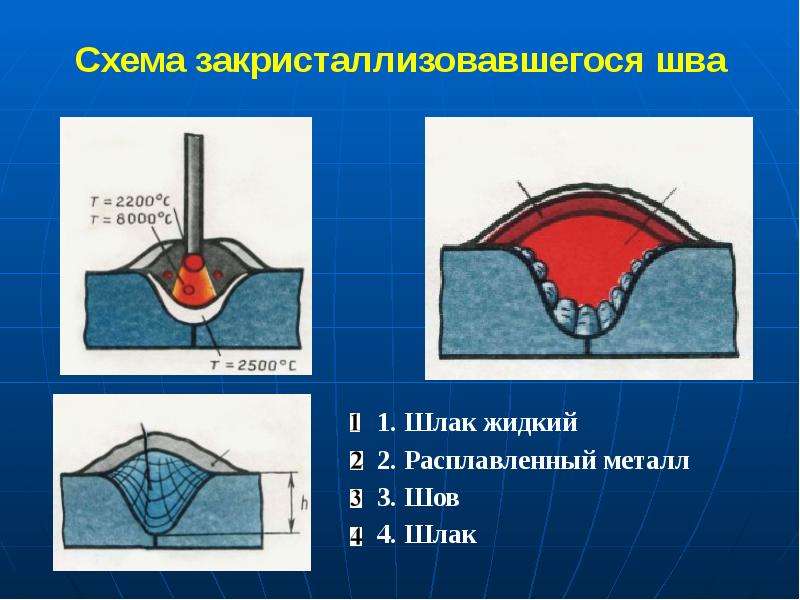
Для чего он это делает? Дело в том, что в процессе сварки поверхность шва покрывается корочкой тёмно-фиолетового оттенка, представляющей собой застывший шлак (шихта — у сварщиков). Шлак получается при остывании расплава электродной обмазки. Кроме того, иногда образуется окалина, являющаяся продуктом окисления железа при его нагревании.
Некоторые чересчур опытные профессионалы утверждают, что шихту долбить необязательно, а даже наоборот, — эта защитная корка повышает прочность сварного шва. Правда, года через два-три она всё равно отвалиться. Учебная литература по сварке требует обязательного удаления шлака и разнообразных загрязнений в пределах 2-х сантиметров с каждой стороны сварного шва.
Это необходимо для визуального контроля качества выполненной сварки. Кроме того, под корку шихты будут проникать атмосферные осадки, и шов начнёт корродировать. Да и с эстетической точки зрения, — если шихту не удалить, то краска вместе с ней скоро отвалится. Так что лучше немного поработать «дятлом».
Виды рабочих головок
Вот для этой цели и пригодится молоток сварщика. Что он собой представляет? Основой шлакоотбойника служат две основные составляющие: двухсторонняя головка (боёк) и рукоятка. Что касается конструктивного исполнения, эти детали могут выглядеть по-разному.
В качестве рабочего органа бойка выступают либо плоское лезвие, напоминающее формой слесарное зубило, либо заострённый элемент, снабжённый наконечником в виде конуса или пирамиды (жало). Возможны различные их сочетания:
- Зубило, расположенное параллельно рукоятке, с противоположной стороны бойка — заострённое жало.
- То же, но лезвие зубила располагается перпендикулярно ручке. Внешне такой шлакоотбойник напоминает ледоруб альпиниста.
- Вместо заострённого конца головка оснащена дополнительным зубилом, расположенным перпендикулярно основному. То есть, боёк имеет два плоских лезвия: одно расположено вдоль рукоятки, другое — поперёк.
- Головка с двумя плоскими лезвиями, параллельными друг другу.
- Заострённая часть головки изогнута вперёд наподобие буквы Z. С помощью отогнутого жала удобно очищать основание сварного шва движением от себя.
Головка обычно изготавливается из инструментальной стали, а её рабочие элементы закаливают до максимальной твёрдости. Вес головки составляет от 300 до 600 грамм, но чаще всего находится в пределах 300–350 г. Иногда молоток сварщика снабжается проволочной щёткой, закреплённой на тыльной стороне инструмента. Правда, такой инструмент встречается довольно редко.
Главное — эргономика
Молоток сварщика должен удобно лежать в руке. Производители снабжают свои изделия рукоятками различной формы. В качестве материала используется металл, реже — дерево. Наиболее часто встречающиеся исполнения:
- Цельнометаллическая рукоятка — самый дешёвый, в то же время наиболее долговечный шлакоотбойник. К минусам относится неудобный хват, что может привести к кистевому туннельному синдрому.
- Ручка из металла с резиновой рукояткой на конце. Упругая резина амортизирует удар, что уменьшает механические воздействия на кисть сварщика.
- Металлическая рукоять, снабжённая стальной пружиной бочкообразной формы. Для удобства использования на конце ручки имеется кольцо, с помощью которого молоток сварщика можно подвесить на пояс спецодежды. Пружина гасит энергию удара, и отдача не передаётся в руку. Кроме того, при нагреве инструмента это устройство рассеивает тепло в окружающий воздух.
- Деревянная рукоятка с продольным рельефом для удобного хвата. Недостаток состоит в том, что головка иногда слетает с рукояти. У более надёжных изделий (молотки GEDORE) боек закрепляется с помощью дополнительной предохранительной пластины.
Формы
 Основными рабочими элементами шлакоотбойника является рукоятка и двухсторонняя головка (другое название — боек). Головка может иметь разные формы. Производители предлагают несколько сочетаний подобных конфигураций. Рассмотрим наиболее популярные комбинации, а также какие работы сварщик сможет выполнить с помощью каждого вида.
Основными рабочими элементами шлакоотбойника является рукоятка и двухсторонняя головка (другое название — боек). Головка может иметь разные формы. Производители предлагают несколько сочетаний подобных конфигураций. Рассмотрим наиболее популярные комбинации, а также какие работы сварщик сможет выполнить с помощью каждого вида.
Пика и зубило
Достаточно востребованы у сварщиков молотки с зубилом с одной стороны головки и пикой — с другой. Зубило удобно и эффективно удаляет шлак и отбивает брызги металла; может использоваться для проковки соединения. Пика (жало) помогает избавляться от точек с непроваренными местами, а также станет отличным вариантом для отбивки тонких швов. Производители предлагают модели, где зубило расположено вдоль (параллельно) рукоятки и поперек (перпендикулярно) ней.
 Барс СВ000006758
Барс СВ000006758
- Молоток Барс применяется для контроля качества соединения во время сварки покрытыми электродами; предназначен для отбития шлака и брызг металла.
- С одной стороны головка молотка имеет форму зубила, расположенное параллельно рукоятке, со второй — острое жало.
- Пружинная конструкция обеспечивает смягчение отдачи во время ударов.
- Вес молотка Барс — 440 гр.
Stanley
- Страна производства — США.
- Инструмент предназначен для удаления окалины.
- Головка выполнена из закаленной инструментальной стали, покрытой черным лаком; имеет с одной стороны форму зубила, расположенного поперек рукоятке, с другой — клина.
- Деревянная рукоять выгнутой формы.
- Вес — 300 гр.
- Длина — 240 мм.
Зубило и зубило
Сварщикам предоставляются модели молотков, где с обеих сторон головка имеет форму стандартного зубила. С одной стороны зубило расположено параллельно рукоятке, со второй — перпендикулярно. Инструменты данного типа эффективно удаляют шлак и брызги. Исполнитель может выбрать то расположение зубила, которое будет удобно именно ему.
 NORGAU
NORGAU
- Кованый боек выполнен из специальной стали.
- Эргономичная рукоятка выполнена из древесины гикори, обладающей высоким уровнем устойчивости к разломам.
- Вес — 454 гр.
- Длина — 328 мм.
Z-образная пика — зачем
Некоторые производители предлагают молотки, в которых заостренная часть головки изогнута в форме, напоминающей букву Z. С помощью такого отогнутого жала сварщик может очищать поверхность сварного шва движениями от себя. Данная техника позволяет повысить уровень безопасности проводимых работ.
ESAB SH2
- Молоток изготовлен из высококачественной стали.
- Удобная ручка.
Зубило и плоский боек
Удобным вариантом молотка является инструмент с зубилом и плоским бойком. Зубило удаляет загрязнения, а с помощью плоской головки можно подмять, загнуть и сплющить металл в тех местах, где необходимо. В продаже такие модели отсутствуют. Поэтому рекомендуем ознакомиться с расположенным далее видео и сделать такой молоток самостоятельно.