Характеристика
Для выполнения этих задач в промышленности используются разного рода вспомогательное сборочно-сварочное оборудование. Его можно разделить на следующие основные группы.
- Сборочно-сварочные кондукторы.
- Сборочные стенды и установки.
- УСП (универсальные сборочно-разборочное приспособление).
- Переносные сборочно-сварочные приспособления.

Сварочно-сборочный кондуктор – это приспособление, предназначенное для предварительной сборки и фиксации материала, особенно для фиксации громоздких предметов. Это устройство позволяет надежно закрепить свариваемые части в нужном положении. Хороший и удобный кондуктор значительно повышает уровень производительности работ и качество товара, тем самым значительно увеличивает прибыль.

В зависимости от размера продукта, производства или места использования агрегаты делятся на такие варианты.
- Малые – в основном используют на дому для определенной малой конструкции. К примеру, это может быть сварка рамки с прямым углом или создание стоек для перил. Малые кондукторы легко транспортируются из-за относительно небольшого размера и легкого веса.
- Большие используются в цехах и на заводах для более масштабных целей. Например, такого рода кондукторы применяют в машиностроении. И в отличие от малых, их сложнее транспортировать, и по размеру они в несколько раз больше.
В зависимости от фиксации материала и возможности передвижения стола, на котором с ними работают, агрегаты делятся на следующие варианты.
- Полностью фиксирующие – это кондукторы, как и следует из названия, фиксируют материал, полностью обездвижив его.
- Полуфиксирующие – это кондукторы, которые фиксируют материал, но при этом они могут вращать одну его часть в фиксированном положении.
В зависимости от целей и задач, которые сварщики ставят перед собой, существует очень много видов кондукторов.
Прижимы и стягивающие устройства
 Важную роль играют прижимные (зажимные) приспособления. Они прижимают заготовки к фиксаторам или плоскостям оснастки, и бывают механическими, пневматическими и магнитными.
Важную роль играют прижимные (зажимные) приспособления. Они прижимают заготовки к фиксаторам или плоскостям оснастки, и бывают механическими, пневматическими и магнитными.
Но самые распространенные и универсальные приспособления – винтовые прижимы, их еще называют струбцинами. Они используются большей частью при единичном изготовлении и в домашнем хозяйстве, требуют много времени на установку. Пружинные прижимы используют при сварке мелких и тонких заготовок.
В качестве вспомогательных приспособлений для сварки можно применять пневматические устройства. Они имеют высокое быстродействие, отличаются точностью и «мертвой хваткой».
Так как сжатый воздух упруг, то устройство обеспечивает мягкую компенсацию деформаций возникающих при сварке. Пневматические системы используются в основном при массовом производстве с высоким уровнем механизации. Для захвата и прижима тяжелых деталей (1 тонна и более) используют гидравлические прижимные системы.
Магнитные прижимы (их еще называют держателями) просты в использовании, быстро устанавливаются и снимаются. Их применяют для выравнивания кромок и прижатия плоских изделий к основанию стенда через флюсовую подушку. На предприятиях наибольшее распространение получили электромагнитные прижимы, а в частном пользовании популярны постоянные магниты.
К стягивающим приспособлениям относятся всевозможные стяжки, распорки и домкраты. Они имеют самое разное устройство, иногда довольно сложные конструкции, используются для стягивания и распора заготовок в процессе сварки.
Приспособления для установки и крепежа
В продаже встречаются универсальные приспособления для сборки различных конструкций. Они могут выполнять сразу несколько технологических задач, зачастую во внутрь вставляется деталь и затягивается винтом. Сваривание труб сегодня проводится крайне часто. Именно поэтому получила распространение следующая оснастка:
- Центраторы. Подобный механизм позволяет совместить оси соединяемых элементов. Кроме этого, при их применении можно обеспечить совмещение кромок. Центраторы делятся на внутренние и наружные, сварка может проводится в разных положениях.
- Устройства с магнитом получили широкое распространение, так как просты в применении и характеризуются универсальностью.
- Механизированные стенды. Во многих случаях на подготовительные работы уходит довольно много свободного времени. При использовании стендов можно существенно ускорить процесс подготовки, а также прочно закрепить заготовки в требуемом положении. Изделия предварительно собираются, после чего фиксируются на стендах для проведения сварки. Чаще всего механизированные стенды используют в случае сборки габаритных изделий плоской или объемной формы.
- Кантователи применяются для поворота крупногабаритных заготовок. Выделяют механизмы роликового и цевочного, рычажного, центрового и цепного типа. Все они характеризуются своими определенными особенностями, которые нужно учитывать при выборе наиболее подходящего варианта.
- Манипуляторы приспособлены к повороту свариваемого изделия на момент проведения работы. Современные варианты исполнения могут делать поворот в нескольких плоскостях, за счет чего существенно увеличивается область применения приспособления и комфорт на момент сварки. Некоторые модели способны проводить поворот заготовки с требуемой скоростью, за счет чего повышается качество шва.
Наружные центраторы сегодня встречаются намного чаще, представлены конструкцией с подвижными звеньями, для объединения которых применяются шарниры. Есть и самодельные варианты исполнения, изготавливаемые из подручных материалов.
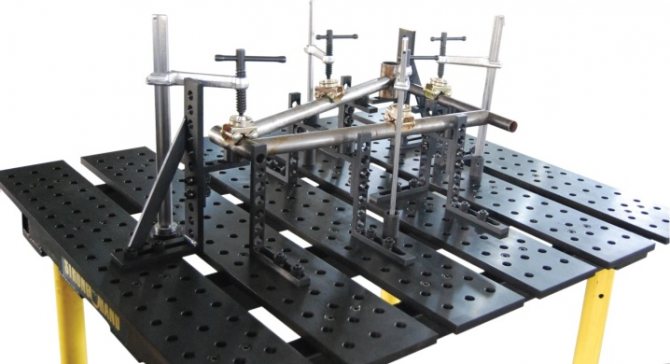
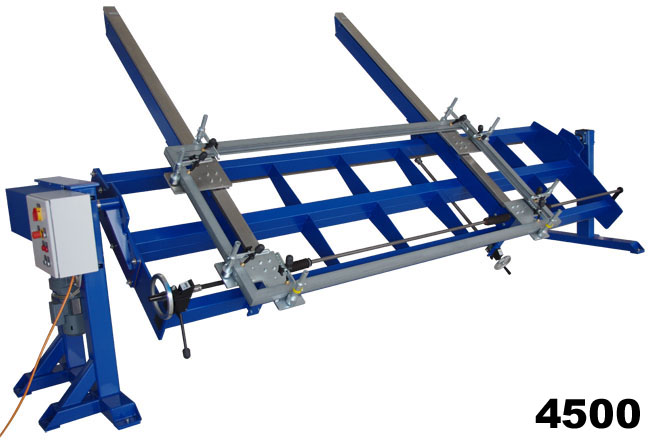
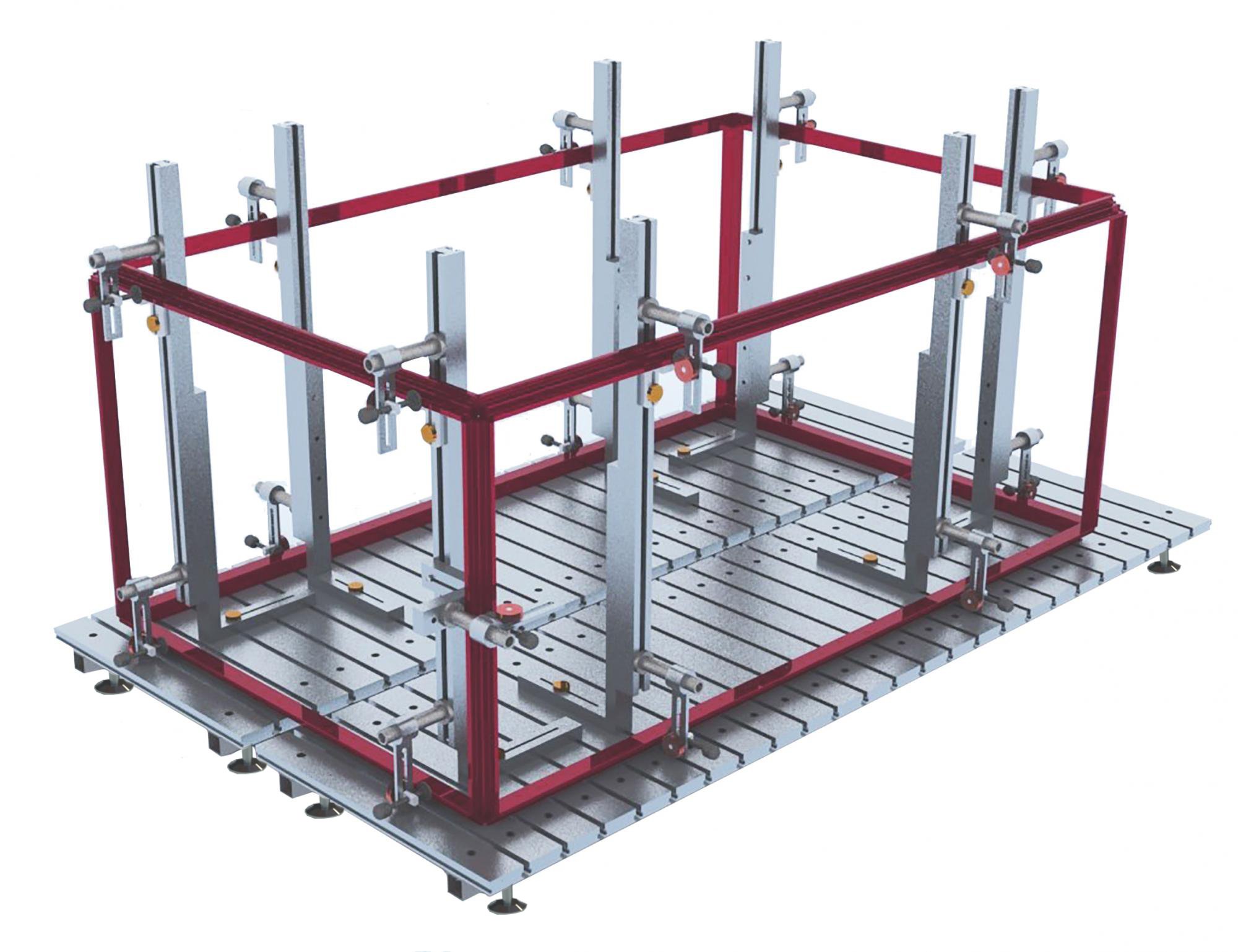
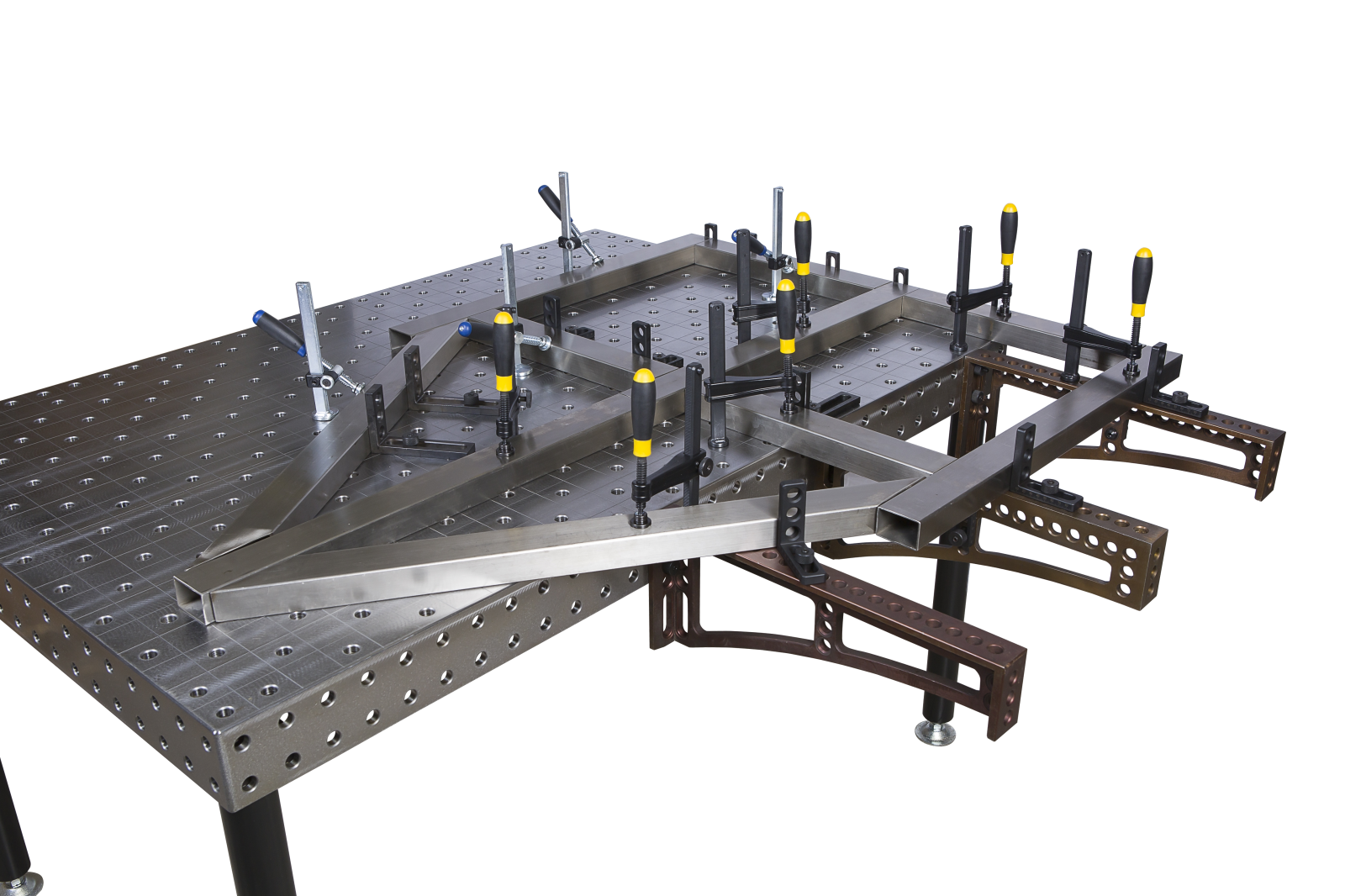
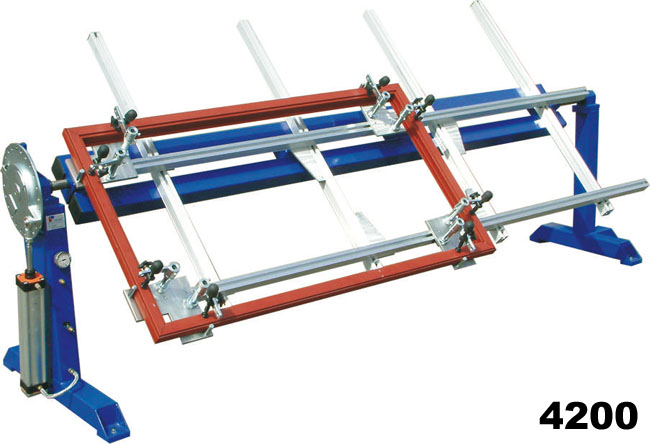
Конструктивные особенности кондуктора для рам «СЛОТ-СТОЛ»
Кондукторы универсальны в применении и подходят для сборки, сварки вручную и модель 4500 может быть приспособлено для роботизированной сварки. Кондуктор для сварки тяжелых рам может быть оснащен электромоторным приводом вертикального поворота со скрыто расположенными подшипниками качения в направляющих профилях. Кондукторы для сварки рам дают возможность быстро и с точным соблюдением прямых углов выставлять длину и ширину различных рам и сваривать их со всех сторон. Углы рам расположены на специальной оснастке и доступны для сварки с верхней и нижней сторон. Передний левый зажимной угол образует 0- пункт осей Х и Y. Левая траверса фиксируется и одна или несколько траверс передвигаются с помощью двойного зубчатого ременного привода. Для установки размеров рамы могут применяться цифровые счетчики.


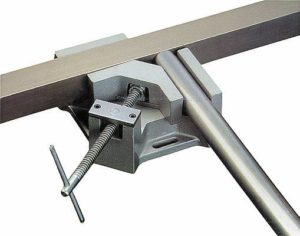
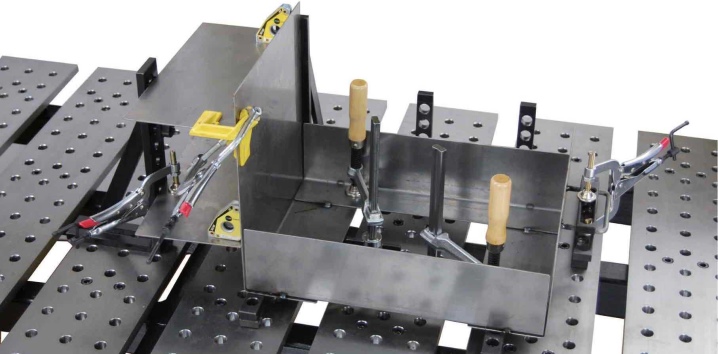
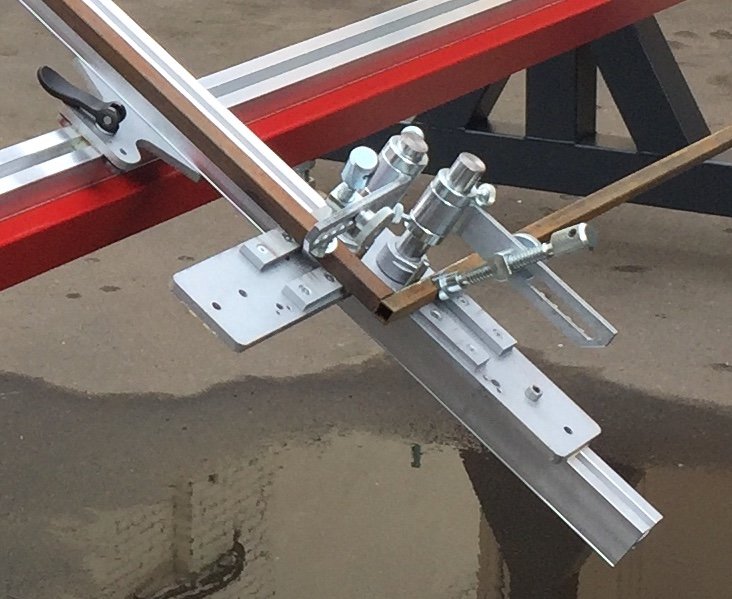
Применение зажимных углов
Для соединения, сборки и сварки деталей рамных конструкций под прямыми углами используются специальные зажимные углы
Крепежные элементы с шпиндельным зажимом устанавливается в непосредственной близости от наносимого сварочного шва, благодаря чему определенные неровности в пределах шва могут быть осторожно устранены. Передний левый зажимной уголок образует 0- пункт осей Х и Y
Зажимные углы (по x- и y-осям) передвигаются параллельно и могут быть совмещены с цифровым счетчиком или расстояния могут отмеряться по рулетке вручную.
Вступление
При сварке угловыми струбцинами конфигурации фиксируют под нужным углом. Правда, самое простое приспособление, что используют в этих целях, угольник.
Однако угловая струбцина гораздо комфортней в работе. Ведь угольника хватает лишь на состыковку конструкций, их зафиксировать он не сможет.
Для угловой струбцины не столь важно, из какого материала и с каким сечением. Главное — варить можно под разными углами
Для работы не ограничиваются покупкой одного изделия.
Не родился еще изобретатель, который запатентует универсальный зажим, подходящий для всех видов сварки да еще по сходной цене.
Приспособления с магнитами
Очень удобными сборочно-сварочными устройствами являются магнитные приспособления для сварки, соединяющие и удерживающие детали в определенном положении силой притяжения встроенных в них магнитов.
Магнитные угольники. Устройства этого типа распространены очень широко. Производится большое количество всевозможных магнитных угольников, различающихся формой, наличием или отсутствием дополнительных крепежных деталей и возможностью или невозможностью изменения угла. С их помощью очень удобно соединять под нужным углом листовые детали, рамные конструкции, стойки и т.п.
Магнитный угольник Strong Hand Tools
Магнитный угольник Strong Hand Tools
Магнитный угольник Strong Hand Tools
Магнитный угольник Strong Hand Tools
Универсальные магнитные приспособления. Кроме угольников есть и другие магнитные устройства, обладающие гораздо большей функциональность и универсальностью. Насколько удобно и легко с ними работать, можно понять, познакомившись поближе с приспособлением, носящим название MagTab (Strong Hand Tools).
Магнитное приспособление MagTab для сварки (Strong Hand Tools)
Устройство состоит из двух опорных плоскостей (1) с встроенными магнитами. Угол между ними может меняться в зависимости от того, к какому по форме основанию их предстоит крепить. Это может быть цилиндрическая поверхность, плоскость или угол. Кроме опорных, имеются еще две плоскости (2), к которым крепятся детали, которые необходимо приварить к основанию. Они расположены под углом 90° друг к другу и имеют степень свободы по отношению к опорной поверхности, благодаря чему привариваемые детали можно смещать относительно основания. Известно, сколько времени и старания при сварке требует иногда установка и закрепление неудобной и неустойчивой детали в нужном месте. Применение устройства, подобного MagTab (Strong Hand Tools) позволяет быстро и легко приварить к различному по форме основанию любую деталь. Достаточно установить приспособление на основание и приложить привариваемый элемент в нужном месте к одной из двух его крепежных поверхностей. Сила магнита обеспечивает достаточную прочность крепления детали и ее неподвижность во время сварки.



Магнитное приспособление MagTab для сварки (Strong Hand Tools)
Магнитное приспособление MagTab для сварки (Strong Hand Tools)
Магнитное приспособление MagTab для сварки (Strong Hand Tools)
Есть варианты и проще:
Магнитное приспособление V-Pads для сварки (Strong Hand Tools)
Приспособления сборочно-сварочные магнитного действия очень удобны. Они позволяют в несколько раз сократить время на сборку конструкций и обеспечить их должное качество. Простые, удобные в использовании и относительно недорогие они наравне со струбцинами и зажимами, заслуживают того, чтобы находиться в домашней мастерской. Раздобыв постоянные магниты или сделав электромагнит, подобные приспособления можно сделать своими руками
Только важно помнить, что под воздействием высоких температур (некоторые магниты — под воздействием не очень высоких температур) постоянные магниты размагничиваются
Конструктивные особенности кондуктора для рам “СЛОТ-СТОЛ”
Кондукторы универсальны в применении и подходят для сборки, сварки вручную и модель 4500 может быть приспособлено для роботизированной сварки. Кондуктор для сварки тяжелых рам может быть оснащен электромоторным приводом вертикального поворота со скрыто расположенными подшипниками качения в направляющих профилях. Кондукторы для сварки рам дают возможность быстро и с точным соблюдением прямых углов выставлять длину и ширину различных рам и сваривать их со всех сторон. Углы рам расположены на специальной оснастке и доступны для сварки с верхней и нижней сторон. Передний левый зажимной угол образует 0- пункт осей Х и Y. Левая траверса фиксируется и одна или несколько траверс передвигаются с помощью двойного зубчатого ременного привода. Для установки размеров рамы могут применяться цифровые счетчики.
Применение зажимных углов
Для соединения, сборки и сварки деталей рамных конструкций под прямыми углами используются специальные зажимные углы
Крепежные элементы с шпиндельным зажимом устанавливается в непосредственной близости от наносимого сварочного шва, благодаря чему определенные неровности в пределах шва могут быть осторожно устранены. Передний левый зажимной уголок образует 0- пункт осей Х и Y
Зажимные углы (по x- и y-осям) передвигаются параллельно и могут быть совмещены с цифровым счетчиком или расстояния могут отмеряться по рулетке вручную.

Приспособления для крепежа
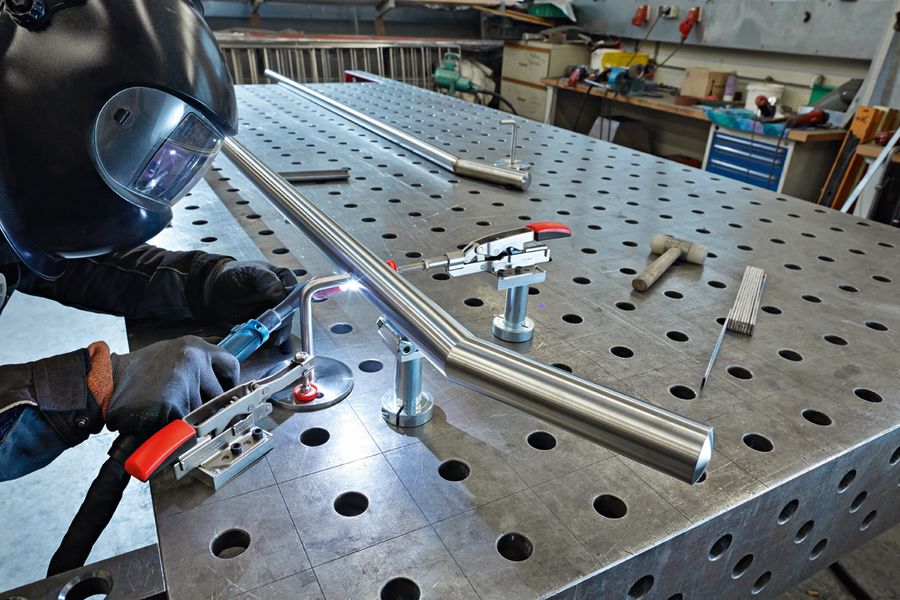
Такие приспособления для установки профильных труб под сварку позволяют прочно зафиксировать деталь и предохраняют ее от случайного смещения после остывания. К ним относят:
Струбцина. Она является универсальным приспособлением, которое можно использовать при всяких видах работы с металлическими изделиями.
Мастера называют их самыми главными по важности, и говорят, что обойтись без них практически не возможно. Струбцина может быть разной формы и размеров
Зев у приспособления может быть стабильного объема, и бывает с возможностью регулирования
Струбцина может быть разной формы и размеров. Зев у приспособления может быть стабильного объема, и бывает с возможностью регулирования.
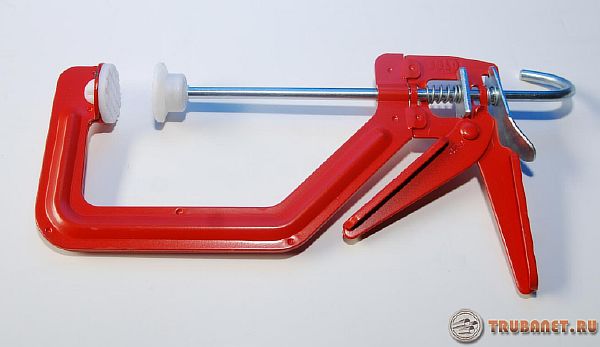
Особым удобством выделяются быстрозажимные устройства, в которых зажимную функцию выполняет кулачковый механизм.
СОВЕТ! Профессиональные мастера рекомендуют приобрести набор разнообразных струбцин. Для сварочных мероприятий может понадобиться сразу несколько вариантов разных размером.
Зажимы. Если сравнить эти механизмы со струбцинами, то они более удобные, и в большей степени приспособлены к такому виду работ. Необходимый размер зева выставляют винтом в зажимной ручке и перемещением штифта.

Прижимы. Является самым распространенным. Они бывают: клиновые, винтовые, пружинные, рычажные.

Простейший вид такого устройства является самым обыкновенным болтом и гайкой, скрепляющим две пластины, которые зажимают заготовку.
Стяжки. Они применяются для того, чтобы сблизить элементы, которые имею габаритные размеры. Длина и способ такой конструкции зависит от задач, которые она должно выполнить.

Распорка. Этот механизм дает возможность выровнять кромки собираемых заготовок, придать им нужную форму и исправить небольшие дефекты.
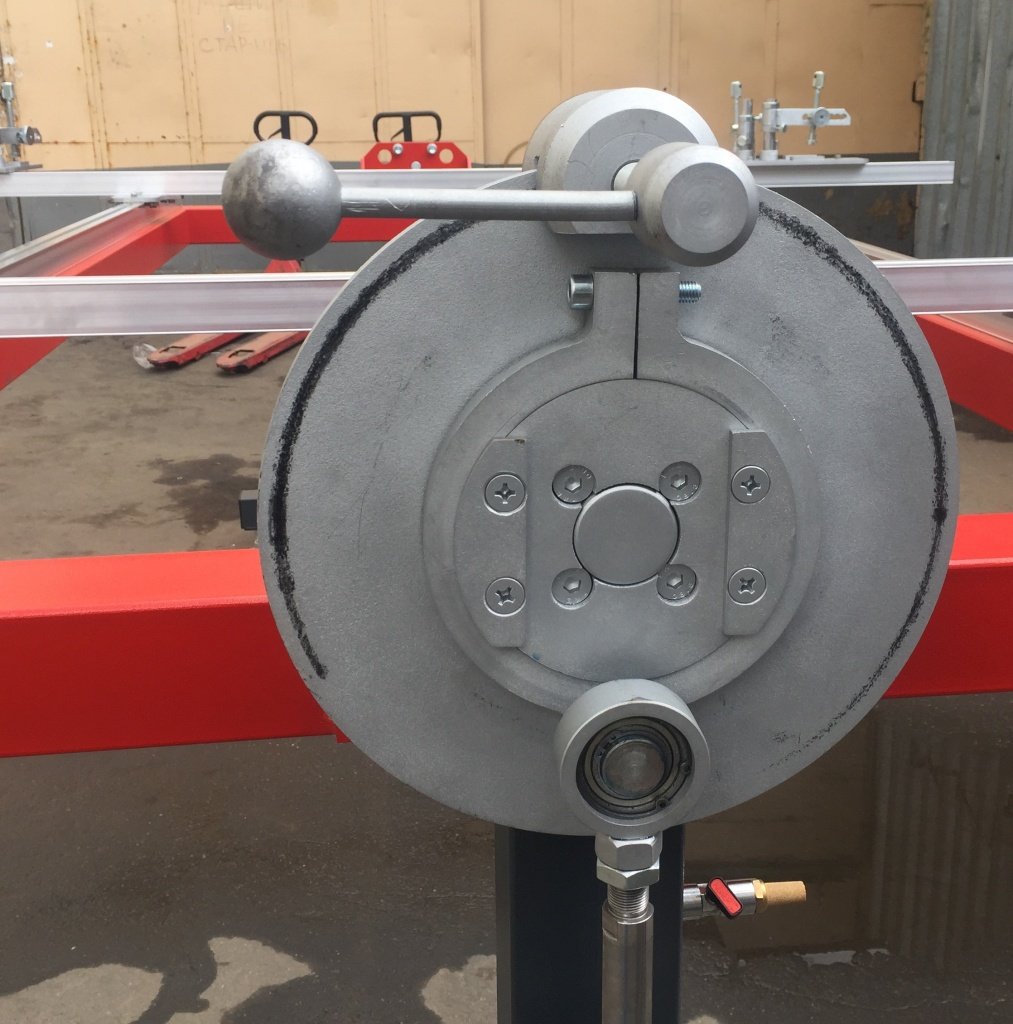
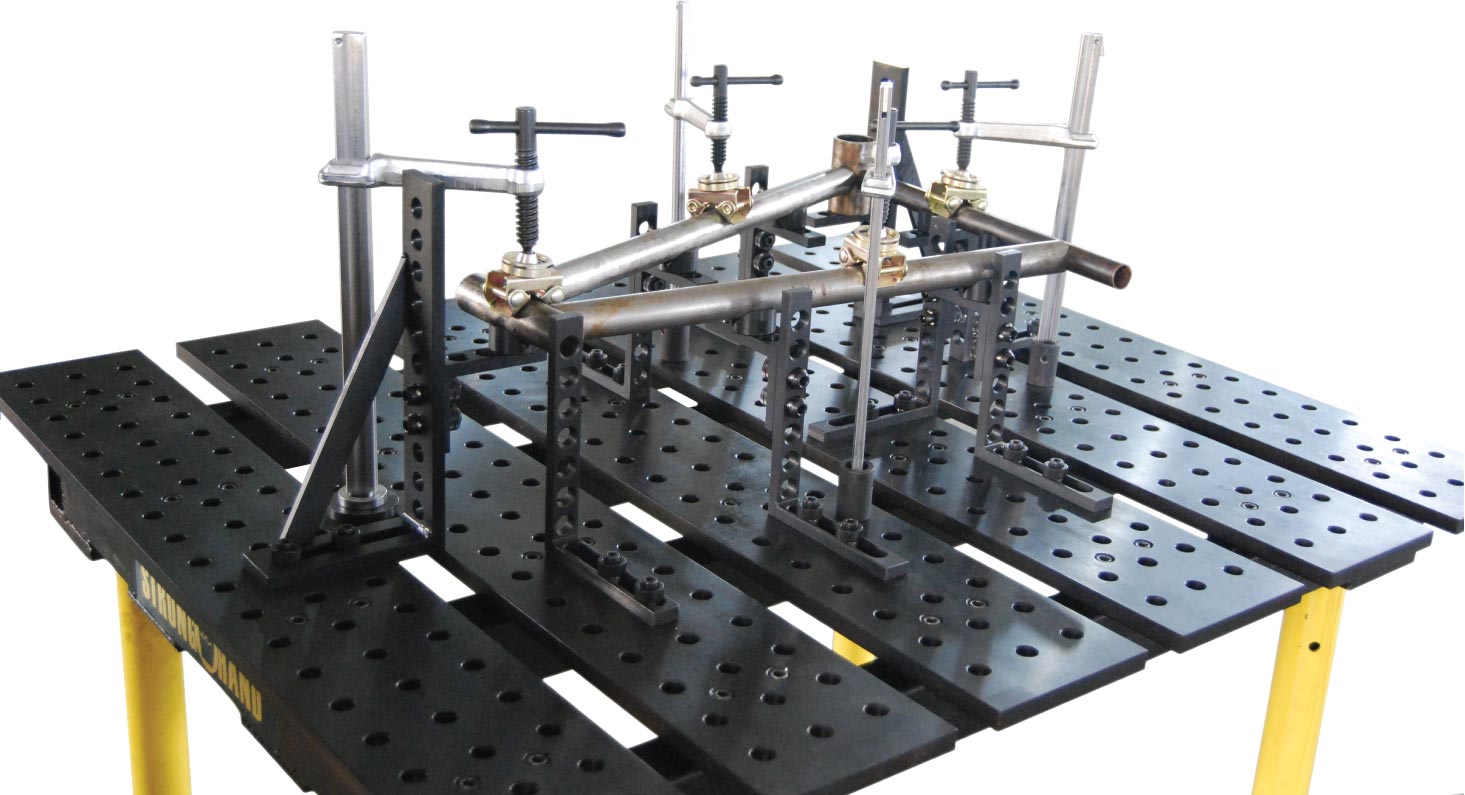
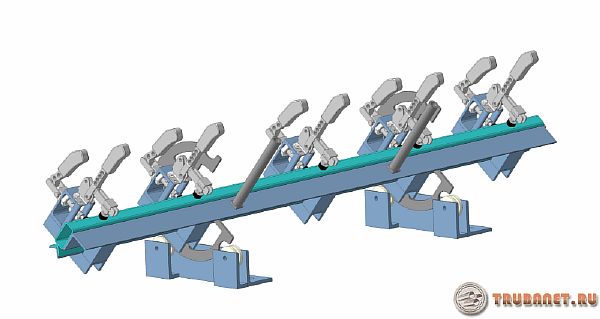
Кондукторы
Кондукторы — это приспособления для сборки и сварки, которые используются в производстве полотенцесущителей, сложных узоров из кованных элементов, и рамок с дверями от промышленных сейфов.
Металлоконструкция имеет две конусообразные опоры по бокам, между которыми фиксируется крутящаяся плоскость. На последней имеются регулирующиеся продольные балки, с рядом винтовых прижимов. Благодаря многочисленным отверстиям в балках, прижимы можно устанавливать по всей длине, в зависимости от размера изделия. Благодаря разводу или сведению самих балок регулируется ширина собираемой конструкции.

Благодаря кондукторам для сварочных работ выставляется и удерживается сразу расстояние между сторонами изделия, его продольная и поперечная плоскость. Сварщиком проверяется только диагональ, и можно приступать к работе. Устройство вращается, поэтому есть легкий доступ к обварке как наружных, так и внутренних швов. Для фиксирования наклона при вращении используется круг с многочисленными отверстиями на одной из сторон плоскости. В него вставляется упор. Более сложные механизмы содержат электромотор и редуктор.
Раздвижные механизмы кондуктора позволяют использовать его как универсальное средство для сварки больших и малых изделий. При работе с нержавеющими сталями, чтобы предотвратить появление царапин от винтовых прижимов, последние снабжаются войлочными наклейками на «губы», а масса вещается непосредственно на изделие. Такой аппарат-кондуктор можно собрать самому из профильной трубы. Понадобятся подшипники и длинные болты для крепления передвижных частей.
На какие виды подразделяются угольники для фиксации?
Деление на виды может происходить по различным основаниям. По источнику возникновения их можно разделить на заводские уголки и самодельные. Разумеется, для профессионального использования лучше приобретать уголки известных производителей. Для разовых применений в хозяйстве лучше использовать самодельный магнитный держатель, что гораздо дешевле.

Сделать магнитный угольник для сварки можно из стали, предварительно нарисовав чертежи. Пластины могут быть вылиты вручную или вырезаны с помощью лазерной резки. Между пластинами должна находится проставка, предотвращающая налипание металлических опилок и придающая изделию больше жесткости. Ее можно изготовить, например, из фанеры. Для сбора всех элементов воедино используются алюминиевые заклепки и клей. В итоге мы получаем магнит для сварки своими руками. Если все сделать правильно, он будет аналогичный заводским аналогам.






Также магниты подразделяются на виды в зависимости от конфигурации и принципу действия:
- Обычная конструкция держателя позволяет настроить фиксированную величину угла.
- Магнитная струбцина характеризуется возможностью настроить любую величину угла, что позволяет использовать ее при работе любой сложности.
- Фиксатор может иметь постоянный и отключаемый магнит для сварки. Последний вид после окончания сварки автоматически отключается. То есть, для его снятия не нужно прилагать никаких усилий.
- Большинство современных фиксаторов имеют несколько величин угла, что делает их применимыми для более широкой области сварочных работ.
- Уголки бывают различной мощности. Для фиксации громоздких, больших и тяжелых деталей нужно использовать более мощные магниты, а легкие элементы свариваются с применением магнитов небольшой мощности.
Таким образом, важность применения магнитных уголков для фиксации изделий очень высока. Они упрощают работу и позволяют выполнять ее более оперативно, без помощи напарника
Существует множество фирм-изготовителей магнитов в различном ценовом диапазоне. Важно, что несложная конструкция позволяет изготовить магнитный угольник своими руками, тем самым это минимизирует материальные и трудовые затраты в процессе проведения работы. Все вышеперечисленные факты говорят только о положительных качествах этого вспомогательного материала.
Читать также: Способы обжимки витой пары
Небольшие металлические предметы сложно удержать в одном положении в процессе сваривания. Фиксацию выполняют подручными средствами так, чтобы изделия не смещались. В качестве вспомогательного инструмента подойдет магнитный уголок.
Его также называют угольником для сварки. Он пригодится и домашнему мастеру, и профессиональному сварщику. Данный механизм улучшает качество сварного шва и детали в целом. Рассмотрим, как изготовить магнитный уголок для сварки своими руками.
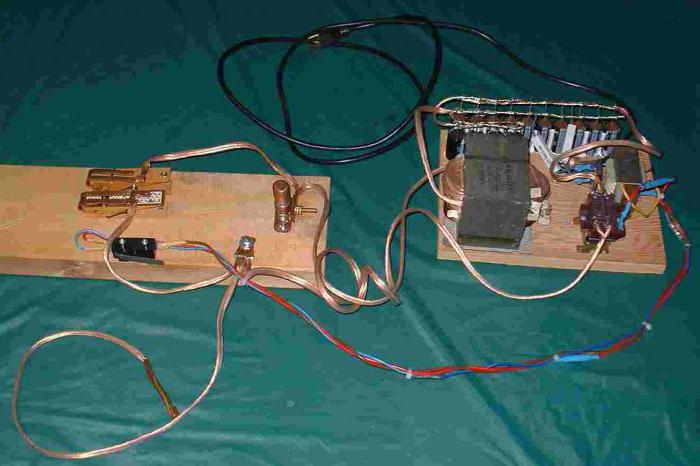
Разновидности сварочного оборудования
При проведении сварочных работ необходим трансформатор или инвертор, подключенный к сети переменного тока напряжением 220 или 380 В.
Поскольку детали в процессе соединения смещаются и нагреваются до температуры выше +200°С, то требуется оснастка для позиционирования и удержания заготовок. Вспомогательные устройства принято разделять на категории по функциональности, производительности и принципу действия.
По функциональности
Оборудование может быть:
- Универсальным, предназначенным для работы с заготовками разной конструкции или геометрической конфигурации. Отличается уменьшенными габаритами и массой, используется при проверке корректности сборки и установочных размеров, а также при проведении ремонтных работ. Не обеспечивает высокой производительности. К универсальным приспособлениям относят струбцины или пружинные зажимы.
- Специальным, рассчитанным на выполнение одной операции или применяемым для сварки узлов с едиными конструктивными характеристиками. Используется в условиях крупносерийного производства, обеспечивает улучшение качества и сокращает временные затраты на сварку. К специальной оснастке относят сборочно-сварочные стенды, кондукторы или шаблоны.
По виду производства
Оборудование разделяют:
- Для серийного или массового производства. Отличается повышенным ресурсом и обеспечивает ускоренное снятие и монтаж заготовок. Упоры регулируются для изготовления металлоконструкций различной конфигурации.
- Для единичного или мелкосерийного производства. Используются в бытовых условиях или для сварки опытных узлов. Не требовательно к быстроте установки либо снятия заготовок, рассчитано на изготовление нескольких десятков сварных узлов.

Оборудование разделяют по виду производства.
По характеру работы
Оснастку разделяют на следующие типы:
- с ручным приводом (например, с винтовым или пружинным зажимом либо эксцентриком);
- механизированные (с силовыми гидравлическими или пневматическими цилиндрами либо электрическими приводами), работающие под управлением оператора;
- автоматизированные (оснащены механическим приводом и исполнительными узлами, сварщику необходимо настроить последовательность действий и подтвердить начало работы).
Помимо оборудования, работающего со стандартной скоростью, существует аппаратура с повышенным быстродействием, обеспечивающая ускорение технологических процессов.
Приспособления могут переноситься или устанавливаться на фундаментах (жестко фиксироваться на месте или перемещаться по направляющим).
Приспособления для установки и крепежа
Самые удобные в применении конструкции, которые выполняют несколько функций. При работе нужно только вставить детали и затянуть эксцентрики и винты. Все части без дополнительных усилий становятся на нужное место.
Такую работу как сварка профильных труб,большинству из нас приходиться делать очень часто. Поэтому для данного процесса разработали большое количество разных приспособлений.
Центраторы. Благодаря им сохраняется соосность свариваемых частей, а так же происходит совмещение кромок на торцах. Они разделяются на внутренние и наружные.
Наружные механизмы применяются на много чаще. Этот механизм составляют несколько звеньев, скрепленных шарнирным способом. Между собою они создают замкнутый контур.
Кроме этого, соосность заготовок неплохо обеспечивают самодельные конструкции, которые делают из уголка и наваренных на него струбцин.
Механизмы с магнитами
Угольники на магнитах. Эти приспособления для сварочных работ применяют очень широко, и они бывают разнообразной формы. Они соединяют в нужном расположении листовые заготовки, рамного вида сооружения и так далее.

Такие приспособления используют не только в форме угольника, но и другого типа. Сила магнита в них позволяет прочно установить часть профильной конструкции в необходимом расположении, и в процессе сварки детали сохраняют неподвижное состояние.
Сварочные приспособления своими руками: струбцина
Сварочные приспособления своими руками изготовить не трудно. Многие мастера для работ предпочитают устройства, изготовленные своими руками, так как магазинные варианты не являются достаточно надежными.

- Лист из стали толщиною от 9 до 11 мм.
- Три гайки.
- Шайбу. Она нужна с большим диаметром.
- Трубопрокатную заготовку с наружной резьбой соответствующей резьбе на гайке.
Процесс изготовления своими руками
Из стального листа вырезают три полосы шириною 4 см, и длиною 50 см, 25 см и 10 см. Затем подготавливают еще две прямоугольные пластины для крепежа подвижного элемента и для обеспечения упора в статичной части устройства.
Видео: делаем своими руками фильм 1
После этого к основанию струбцины приваривают вспомогатель. Все это вместе создает Г-образную форму. К меньшей стороне конструкции приваривают второй лист прямоугольной формы. Шайбы тоже сваривают вместе.
Гайки укладывают “на ребро” к подвижной детали, таким способом, чтобы выкручиваемый стержень находился параллельно по отношению к основе струбцины.
Видео: делаем своими руками фильм 2
Сварку выполняют по внешней стороне первого прямоугольного листа. К его внутренним краям присоединяют подвижное устройство. В завершении на край стержня приваривают шайбы, их располагают плашмя.
Полученное сооружение позволяет держать габаритные сооружения из трубопрокатных изделий, и при этом не происходит сдвигов.
Видео: делаем своими руками фильм 3
Самодельное устройство на магнитах
- Квадратную металлическую листовую пластину с размером стороны на 25 см.
- Трубу с квадратным сечением.
- Три болта и три гайки небольших размеров.
- Цилиндр из стали диаметром 4,5 мм.
- Аппарат для сварки, сверло, дрель.
С разных сторон металлической листовой пластины приваривают две трубы на 15 и 20 см. Затем изготавливают две вспомогательных детали.
Видео: делаем своими руками фильм 4




Первая П-образная (из заготовок по 10 см). Вторая – это равнобедренная трапеция. Основание на 11,5 и 5,4 см, а боковые стороны по 10 см.
Собирать приспособления с постоянными магнитами следует в строгой последовательности крепления элементов. Такие приспособления отлично справляются с поставленными перед ними задачами.
Приспособления для сварки профильных труб являются незаменимыми в проведении сварочных работ. Они значительно облегчает весь процесс сварки.
голоса
Рейтинг статьи
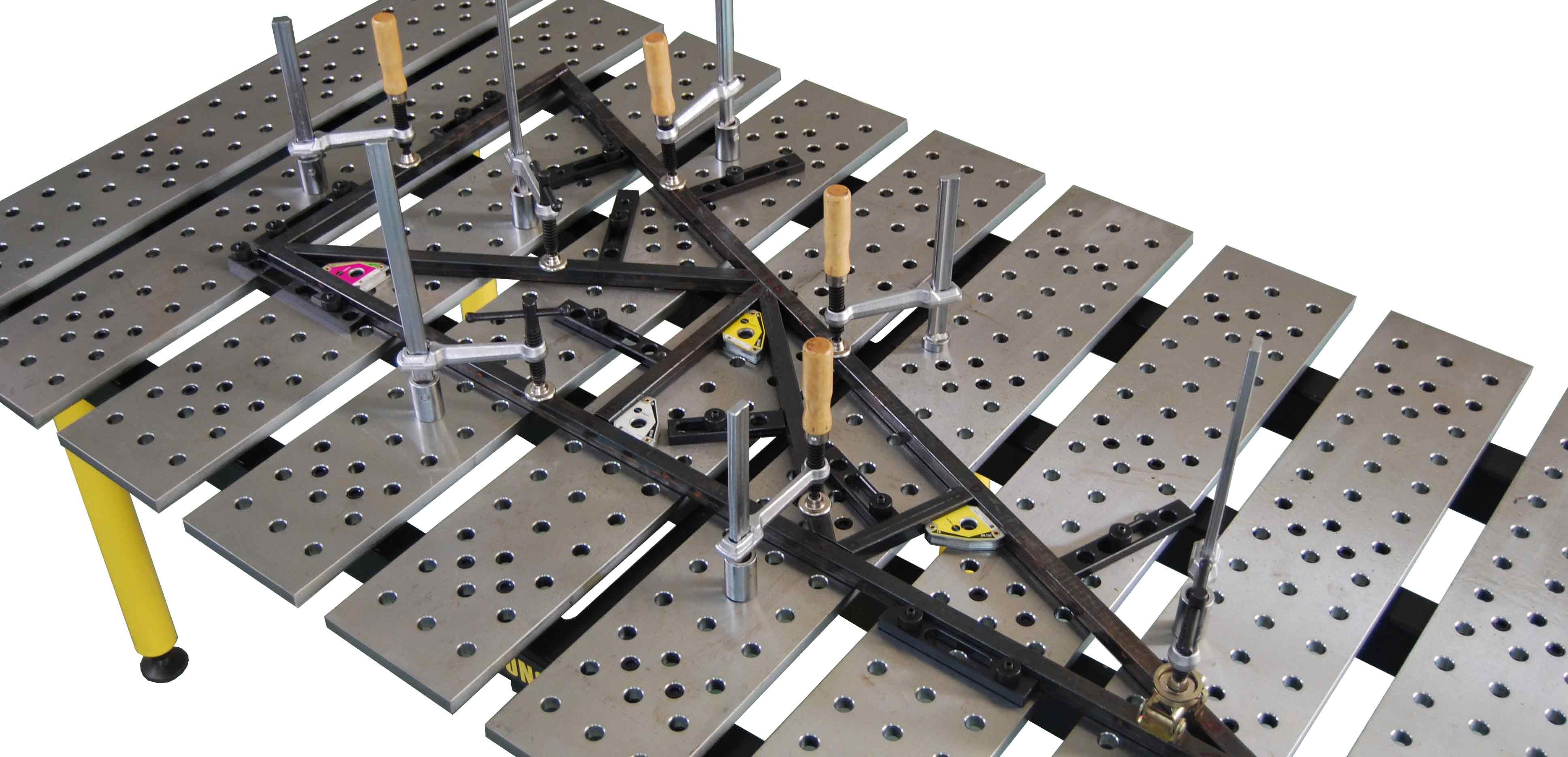
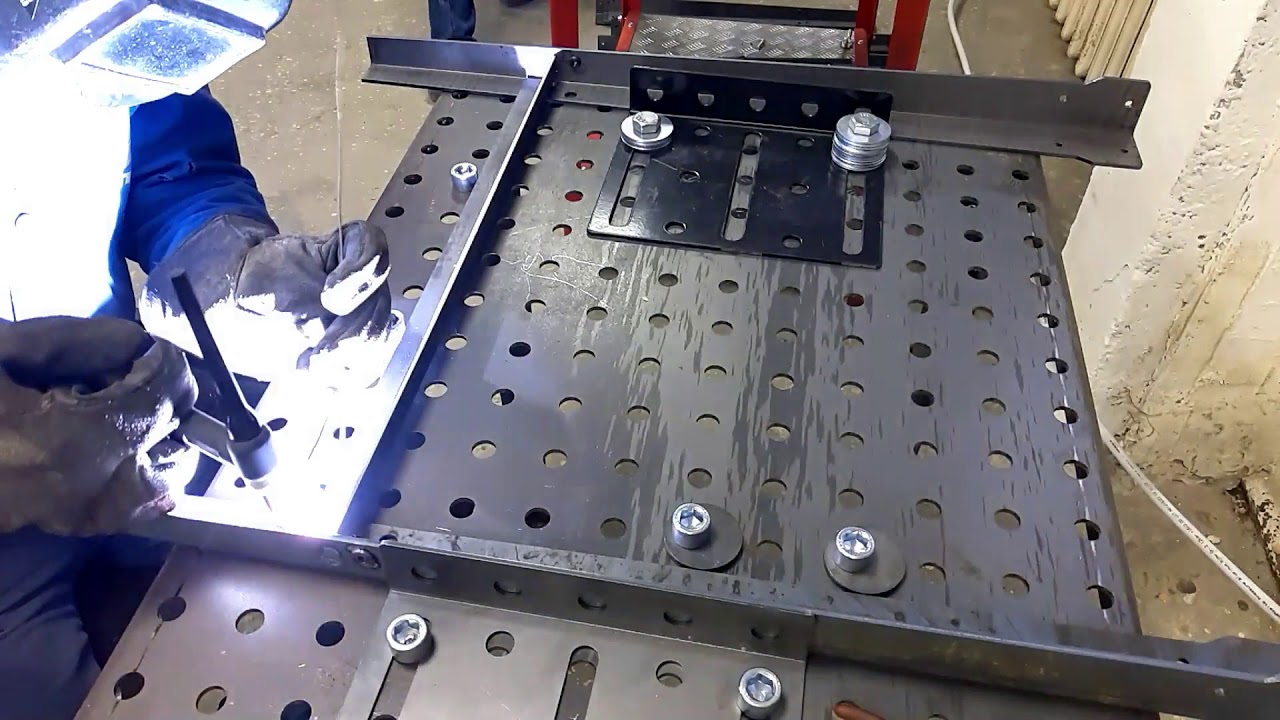
Сборочные и сварочные стенды
Стенды, стеллажи и плиты — простейшие устройства для укладки и фиксации в удобном для сварки положении собранных под сварку изделий.
Стеллаж для сборки и сварки
Сборочные стенды представляют собой конструкции с базовой поверхностью, на которой производится сборка и сварка изделий. При ручной сварке часто применяют универсальные сборочно-сварочные плиты с пазами для различных крепежных устройств или стеллажи.
Стенды и приспособления, в которых совмещены операции сборки и сварки, бывают стационарными, передвижными и накладными.
Различные балки собирают и сваривают на козлах такого стеллажа, установленных на небольшом расстоянии друг от друга по всей длине, или на универсальном стенде, состоящем из ряда неподвижных стоек 2, к которым крепятся, в зависимости от конфигурации балки, сменные опоры 1.
Схема универсального стенда для сварки балок: 1 — опора; 2 — стойка; 3 — сварочный трактор.
Перечисленные стенды относятся к беззажимным приспособлениям. К ним относятся столы для сварки сравнительно мелких деталей и плиты. Стенд или стол подключаются, как правило, к источнику питания дуги и обеспечивают подвод тока к свариваемому изделию.
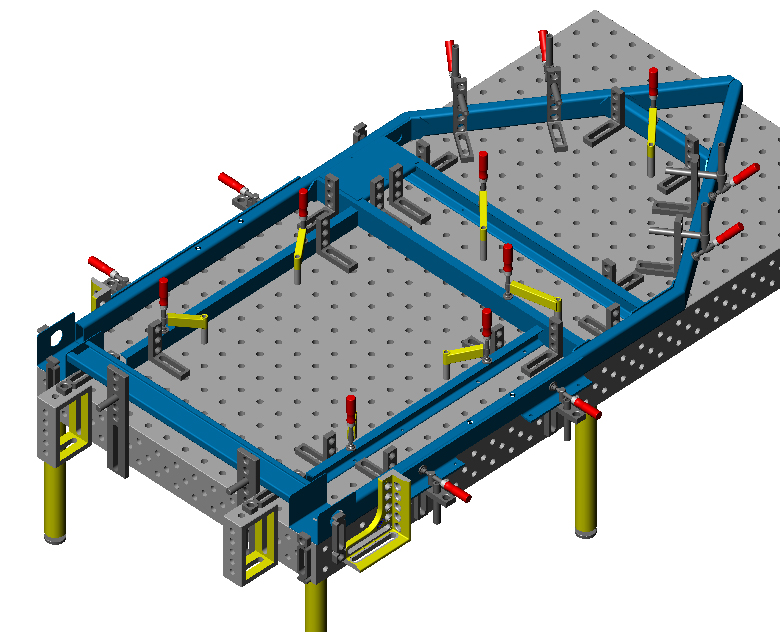
Если изделие подается на сварочную установку в собранном виде, то эта установка должна иметь устройства для укладки и фиксации изделий в удобном для сварки положении. В таких случаях могут быть применены универсальные или специализированные стенды. Универсальное приспособление для сварки рамных конструкций содержит ряд плит с пазами, в которые в зависимости от конфигурации свариваемого изделия крепятся различные упоры, фиксаторы и зажимы. Такие стенды снабжают набором универсально-наладочных приспособлений, которые могут фиксироваться в различных сочетаниях в пазах базовых плит. Для сборки и сварки аналогичных конструкций могут также применяться специализированные стенды для определенных изделий. Они снабжены плитой, на которой укреплен ряд постоянных фиксаторов, определяющих взаимное положение собираемых под сварку деталей. Примером универсальных стендов для сборки и сварки плоских листовых конструкций могут служить электромагнитные стенды. На электромагнитных стендах может производиться сборка и сварка листов толщиной до 15 мм. Недостаток подобного рода приспособлений — отрицательное влияние магнитного поля на сварочную дугу в процессе сварки.
Кондуктор — сборочно-сварочное приспособление, снабженное упорами, гнездами, крепежными приспособлениями, дающее возможность вести сборку и сварку изделий в наиболее удобном положении. Кроме того, в состав стендов и приспособлений входят устройства для удерживания ванны расплавленного металла и флюса в зоне сварки, для формирования ша и т.д. Механизированная сварка чаще всего выполняется в сборочно-сварочных или сварочных кондукторах. В этих приспособлениях элементы кондуктора не мешают движению сварочного автомата; сам кондуктор может наклоняться, придавая шву положение удобное для автоматической сварки.
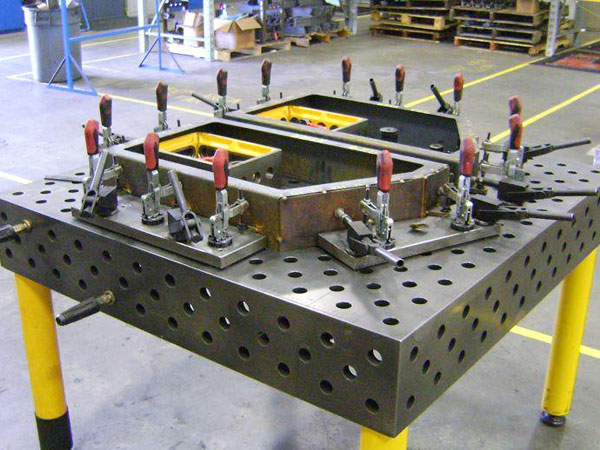
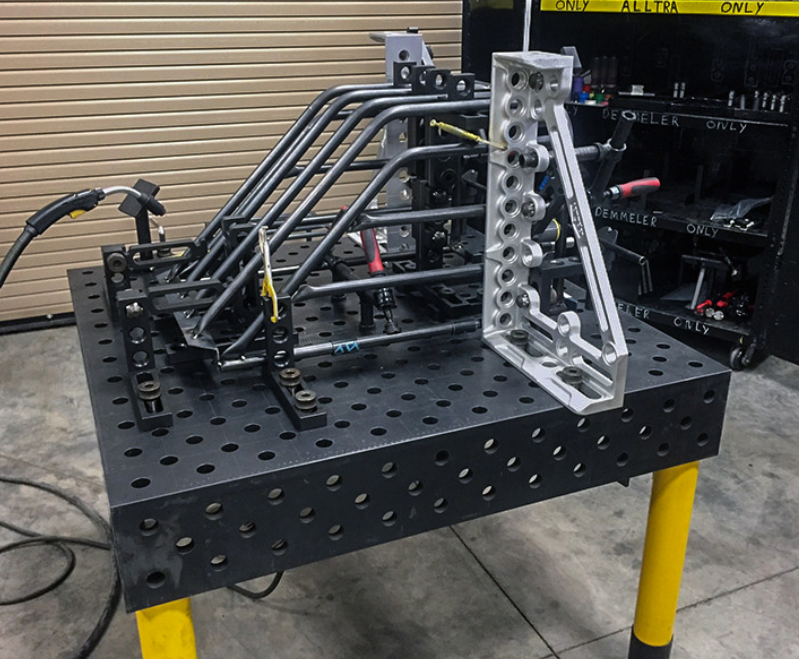
Примеры сборочно-сварочных кондукторов
Фиксаторы — элементы, определяющие положение свариваемых деталей относительно всего приспособления (стенда, стеллажа, кондуктора и т.п.). К фиксаторам относятся: упоры (постоянные, съемные, откидные), установочные пальцы и штыри (постоянные, съемные), призмы (жесткие и регулируемые) и шаблоны.
Съемные упоры применяются в настраиваемых по типу деталей приспособлениях или при сварке деталей, съем которых невозможен из-за упоров. В последнем случае предпочтение заслуживают откидные быстродействующие упоры. Как правило, упоры служат и опорными базами, а в некоторых случаях могут служить одновременно шаблонами для приварки сопряженных деталей. Они могут быть силовыми (ограничивающими) и направляющими (ненагруженными).
Фиксаторы в виде пальцев или штырей обеспечивают точную установку деталей и применяются в деталях с обработанными поверхностями. Призмы, регулируемые и нерегулируемые, применяют для сварки труб, профилей и т.п.
Шаблоны предназначены для; фиксирования устанавливаемых при сборке деталей по сопрягаемым деталям узла или по каким-либо опорным контурам изделий. В этом случае само изделие является несущим элементом приспособления.
Прижимы — элементы приспособлений, обеспечивающие прижим деталей друг к другу, к фиксаторам или несущим поверхностям приспособлений. Прижимы бывают механические пневматические, гидравлические и магнитные.
Механические прижимы конструктивно просты и поэтому наиболее распространены.
Наряду с механическими прижимами применяют также пневматические, гидравлические и магнитные прижимы.
Основные разновидности оборудования
Все кондукторы, используемые в различных отраслях, делятся на несколько групп.
- Накладная разновидность получила такое название из-за особенностей применения. Так, кондуктор аккуратно накладывают на определенную заготовку. Его фиксируют или оставляют без зажима. Благодаря подобному оборудованию удастся выполнить отверстия в ДСП.
- Поворотные модели предназначены для сверления цилиндрических поверхностей. Соответственно, оси поворота могут быть не только горизонтальными и вертикальными, но также и наклонными. В данном случае на корпусе предусмотрены направляющие втулки.
- Опрокидываемая разновидность незаменима при необходимости создания отверстий сразу в нескольких плоскостях.
- Скользящее приспособление приводят в рабочее положение перед выполнением всех отдельных отверстий. Соответственно, такой кондуктор не удастся закрепить на поверхности, из-за чего его использование окажется не очень удобным.