
2 Как варить профильную трубу ручной дуговой сваркой?
Профильную трубу разрешено сваривать под любым нужным углом, тавровым соединением, стыком, внахлест. Специалисты советуют формировать шов в нижнем положении (так в большинстве своем и поступают сварщики). Но при необходимости создания шва в труднодоступных, очень неудобных и узких местах, можно использовать и другие положения – горизонтальное, вертикальное, потолочное.
Выбор режима сварки осуществляется с учетом следующих показателей:
- величина напряжения на дуге;
- скорость, с которой движется сварочный электрод;
- при постоянном токе – полярность;
- сила тока.
Последний из показателей зависит от сечения электрода. Для максимальной эффективности сварочных работ всегда рекомендуется стремиться к достижению наибольшей разрешенной величины силы тока. Но при этом не стоит забывать, что качество шва ухудшится, если вы превысите допустимое ее значение. Если сварка делается встык, вести дугу следует таким образом, чтобы металл не проседал, а кромки успевали оплавляться.
Еще один совет от профессионалов касается сварки труб с небольшой толщиной стенок. Соединять такие изделия необходимо на обратной полярности. Данное требование вызвано тем, что анод нагревается сильнее, нежели катод, а значит, при несоблюдении рекомендованной полярности есть вероятность (и очень высокая) прожога трубы. А вот перед сваркой металла с относительно большой толщиной (от 4 мм и выше) обязательно следует заняться подготовкой кромок изделия.
Чтобы сталь качественно сплавилась, потребуется их разделать. Обработка кромок также не позволяет увеличиваться напряжению в металле, зато дает возможность накладывать более двух слоев швов на высоком уровне качества. Величина угла разделки кромок варьируется в пределах 25–50 градусов. Выбирать конкретную величину необходимо с учетом методики сварки, вида соединения и толщины трубы.
Многие задаются вопросом о том, какими электродами варить профильную трубу. Все электроды делятся на плавящиеся и неплавящиеся. Вторые используются с присадочной проволокой, они обеспечивают идеальный контакт соединяемых изделий, как следствие, создается безупречно прочное соединение. Но применять их можно только в том случае, когда производится сварка труб и фитингов к ним с аналогичными диаметрами.
В остальных ситуациях используются плавящиеся электроды. Причем их диаметр определяется, исходя из показателя толщины металла. Например, электроды с диаметром до 2 мм оптимально подходят для соединения 1,5-миллиметрового материала
Важно, кроме этого, правильно устанавливать на сварочной установке силу тока, чтобы тонкий металл при сильном воздействии не прожегся. А сварка нержавеющей стали, из которой также делаются профилированные трубы, требует применения электродов особого вида
Сварка профильных труб своими руками

Профильные детали дают возможность производить надежные конструкции разного назначения. Методом сварки профильных труб своими руками создаются лестницы, ворота. Все, что понадобится это сварочный аппарат, а также минимальные навыки строителя. Толщина стенок варьируется в разных пределах: особых навыков требует сварка тонкостенных изделий здесь следует в точности разобраться с методиками и особенностями.
При сварке тонкостенных элементов учитывайте следующие факторы: сваривание осуществляется током от 10 до 60 А; диаметр электродов составляет 0,5-2 мм; соединение исполняется в один проход; качество шва напрямую зависит от скорости сваривания не допускать остывания рабочих кромок.
Изделия любой толщины подвержены деформации при сваривании в большей мере, чем круглые помните об этом при работах. В раскаленном состоянии металл способен заполнять пустые пространства: если важна пустотелость элементов, следите, чтобы внутри не оставалось капель металла.
Инструкции по свариванию
Существует несколько сварочных технологий. Выбор обосновывается обстоятельствами и особенностями изготавливаемого сооружения:ручная, газовая, автоматическая или полуавтоматическая, электродуговая, контактная/стыковая, порошковая. Рассмотрим 3 наиболее популярных способа.
Ручной дуговой способ
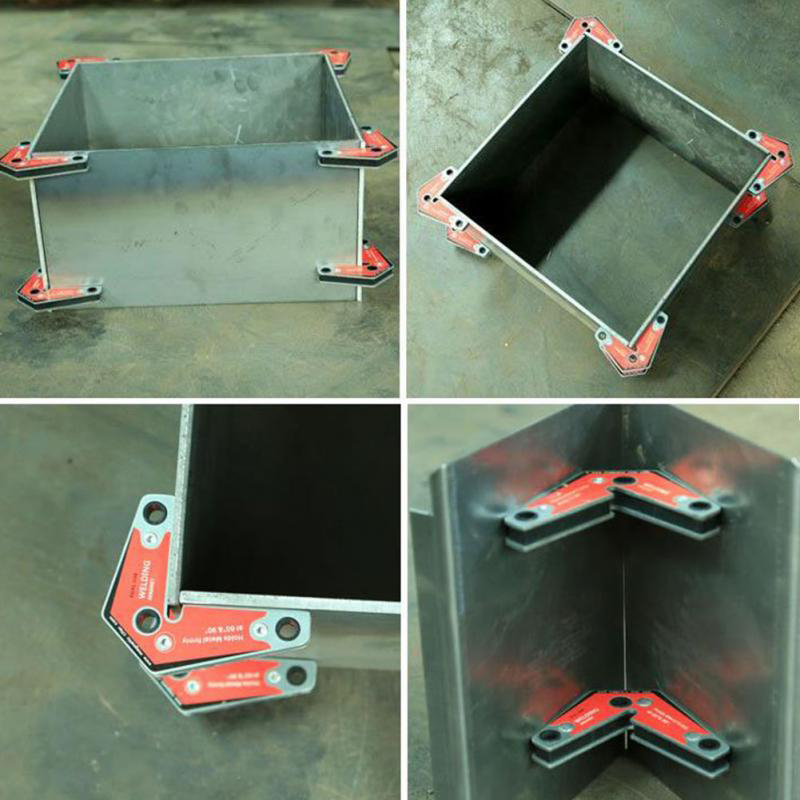
 Здесь понадобится сварочный аппарата инвертер, трансформатор, электроды, приспособления для сварки профильных труб, центраторы-струбцины (оптимальное решение для домашних мастеров), магнитные угольники для соединения под нужным углом. Для работ понадобится наждачная бумага для зачистки изделий, защитные средства маски, перчатки.
Здесь понадобится сварочный аппарата инвертер, трансформатор, электроды, приспособления для сварки профильных труб, центраторы-струбцины (оптимальное решение для домашних мастеров), магнитные угольники для соединения под нужным углом. Для работ понадобится наждачная бумага для зачистки изделий, защитные средства маски, перчатки.
Метод хорош для сортамента разного сечения. Предварительной подготовки требуют изделия со стенками более 4 мм толщиной. Зачистите и обезжирьте торцы перед свариванием
Перед работами обратите внимание на выбор электрода: элементы с сечением меньше 4 мм варят стержнями с диаметром 2-3 мм, и силой тока 50-60 А. Тонкостенные элементы свариваются с минимальными зазорами и без кромок.
Газовый метод
Суть заключается в разогреве кромок газокислородным пламенем, что приводит к зазору между частями конструкции. В качестве газа здесь применяется ацетилен, кислород. Способ уступает по функционалу и качеству классическому ручному методу, но для тонкостенных элементов подходит хорошо. Помимо газа здесь потребуется специальная проволока, близкая по составу к основному стройматериалу. Последовательность действий будет такой: 
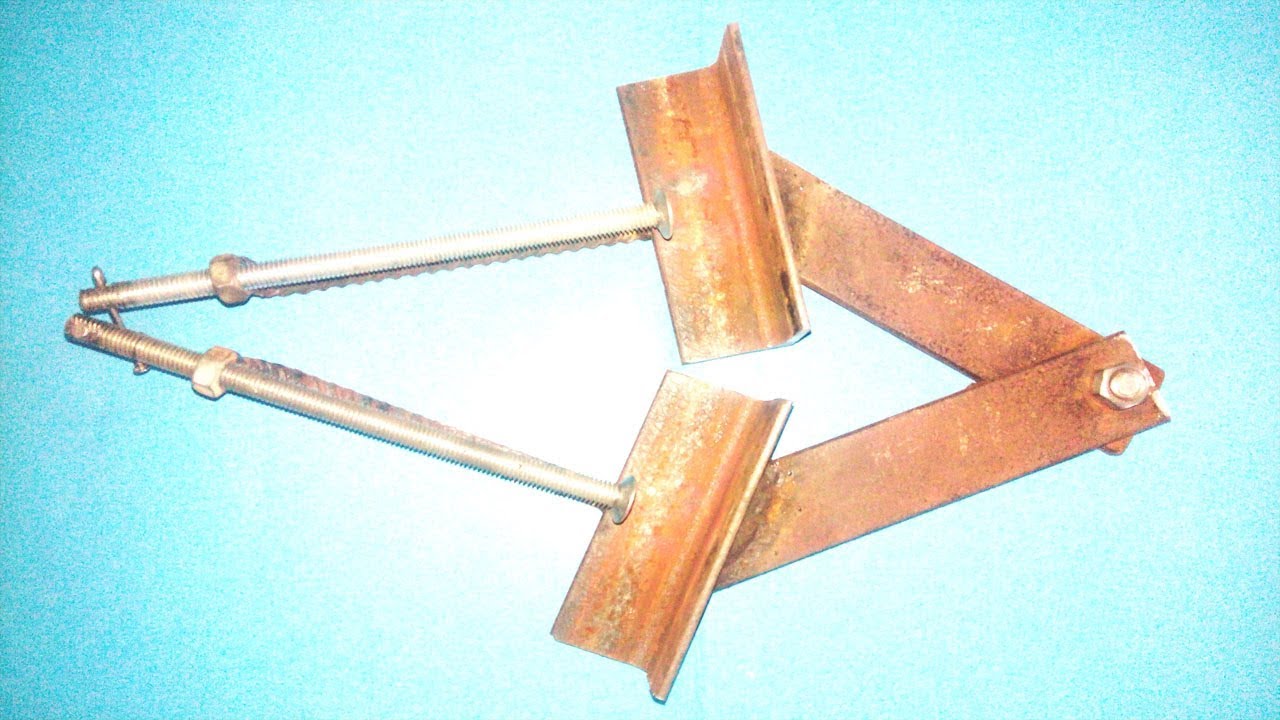
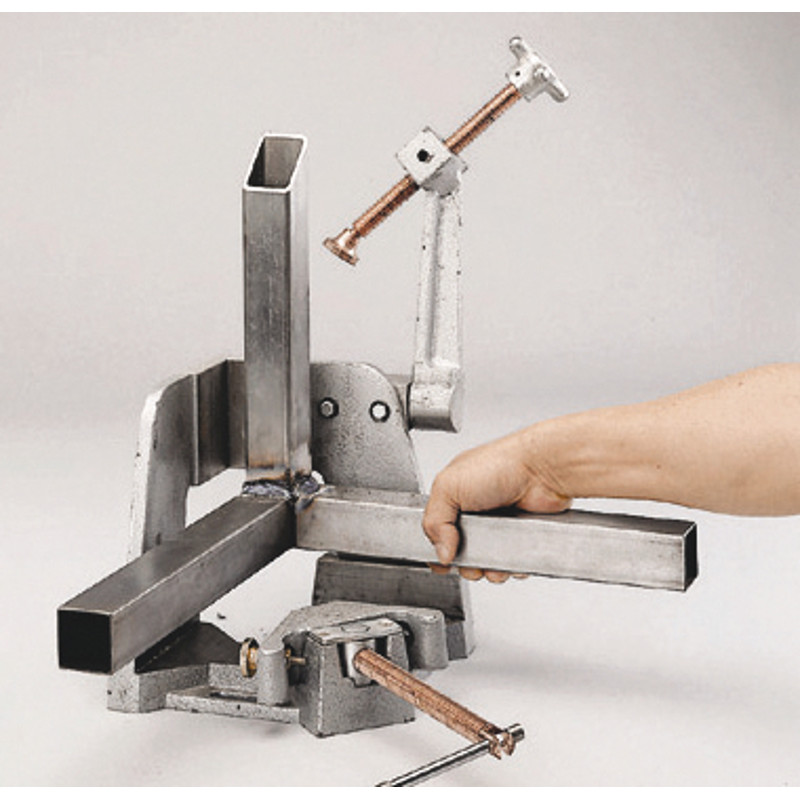
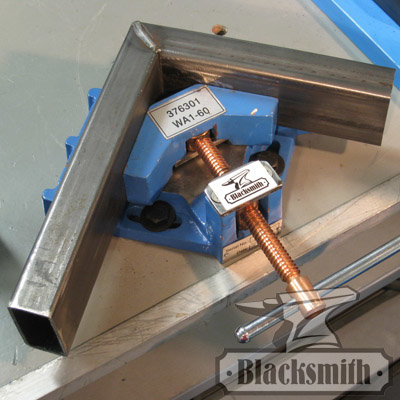
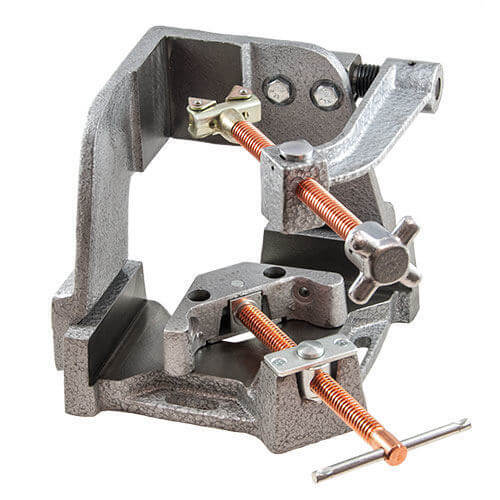
Конструкция угловой струбцины для сварки
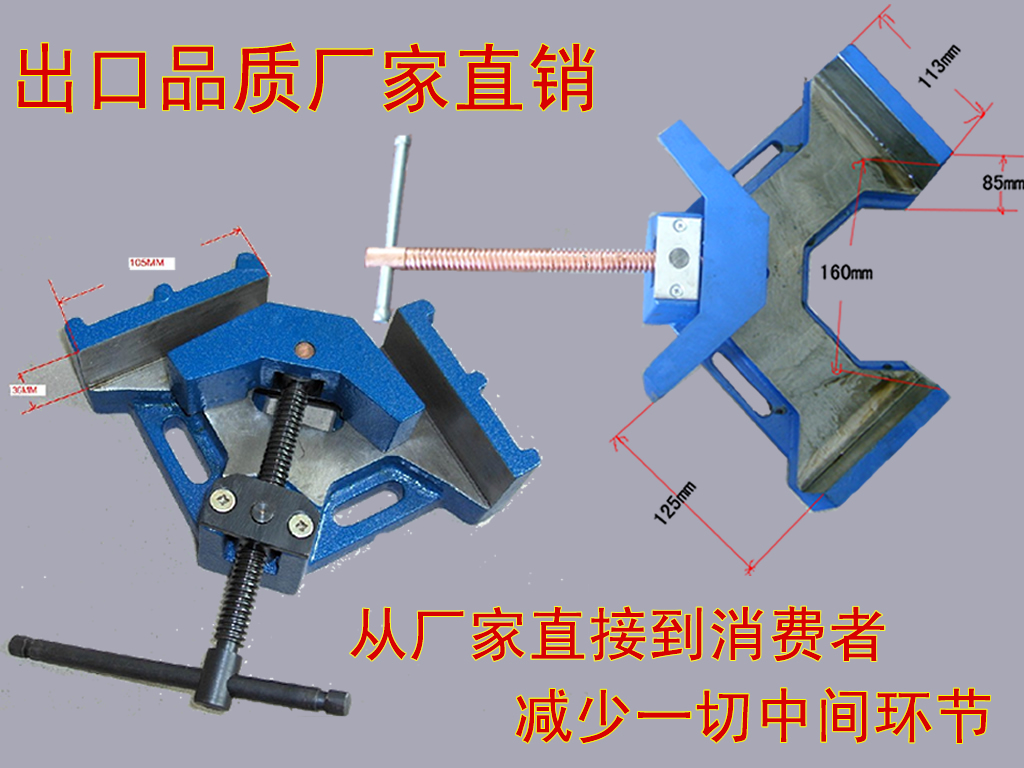
Зачастую струбцины выпускаются в нескольких модификациях и предназначены для сварки металлических труб под определённым углом (от 30 до 90 градусов). Могут изготавливаться в разных видах в зависимости от ширины труб, их количества и угла сварки.
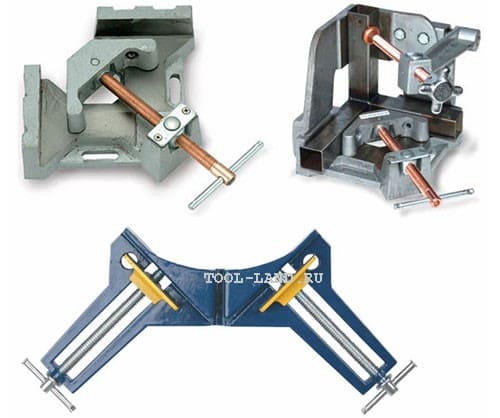
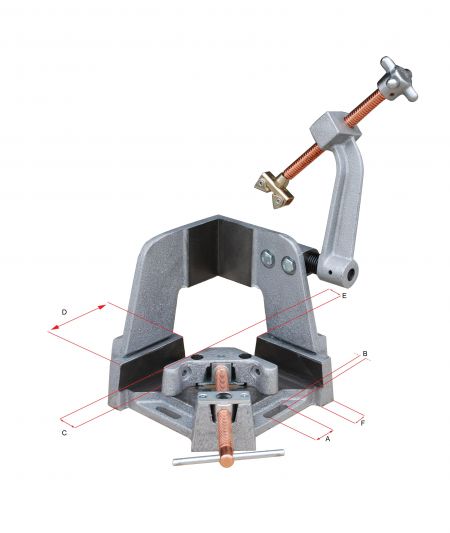
Отличительными особенностями любой угловой струбцины являются:
- толщина губки – прижимные губки имеют большую толщину для повышения степени жёсткости соединений. Как результат: сварочный шов не выгибается во время проведения сварки;
- материал изготовления прижимных винтов – в процессе сварки часто происходит разбрызгивание расплавленных частиц металла, которые оседают на близлежащих поверхностях. При попадании на резьбовые части может происходить их спайка и как следствие выход со строя струбцины. Во избежание этого на них устанавливаются медные либо омедненные прижимные винты. Медь, в свою очередь, не даёт прилипать брызгам и увеличивает период эксплуатации сварочного оборудования;
- рабочая поверхность – для работы электродами под необходимыми углами в местах стыковки деталей струбцина увеличивает рабочую зону.

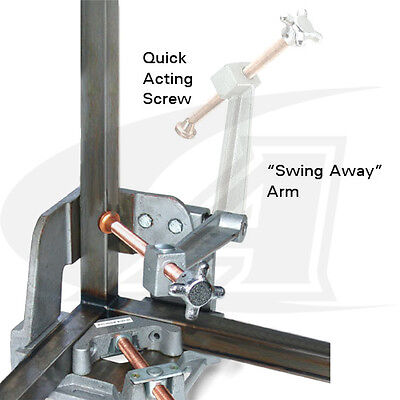
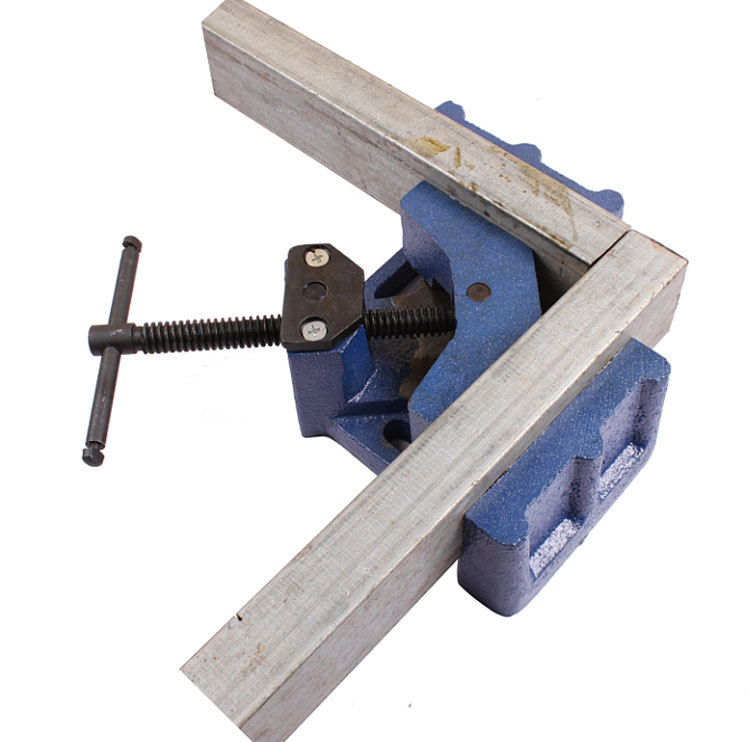
Сама струбцина состоит из подвижного элемента и основной рамы. Подвижная часть обычно оснащается дополнительными специальными зажимами – винтом или рычагом, регулирующими степень сжатия деталей. С помощью подвижного элемента контролируется расстояние между инструментом и губками.
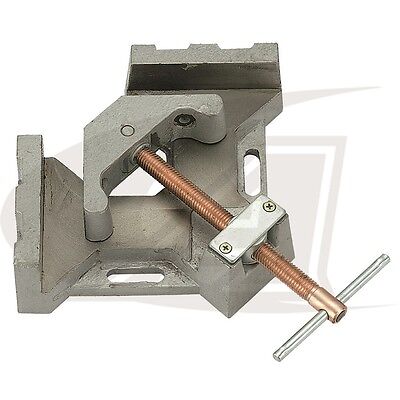
Благодаря максимальной подвижности конструкции устройства струбцина может удерживать материалы разного размера и сечения. А при использовании нескольких угловых устройств можно сформировать любые расположения конструкций для более комфортной и оперативной сварки. В большинстве своём зажимные элементы рассчитаны для сварки материала с максимальным диаметром 390 мм. Угловая струбцина для сварки имеет Т-образную форму ручки, которая позволяет передавать образующееся при работе зажимное усилие на обрабатываемые детали. А чугунные скобы при проведении сварочных работ способны выдерживать даже самый высокий нагрев.
Выбирая струбцину углового типа необходимо учитывать вид планируемых работ. Так, к примеру, G-струбцины обычно применяются для фиксации заготовок небольшой толщины. При необходимости осуществления монтажа металлических изделий, имеющих большую толщину, стоит воспользоваться угловой струбциной F-формы, оснащённой регулируемым зажимным элементом.
Струбцина может устанавливаться в любых типах помещений в мастерских или гаражах на рабочем столе с ровной поверхностью.
https://youtube.com/watch?v=videoseries
Как сделать профилегиб своими руками
Конструкция зависит от диаметра профиля. Если диаметр не больше 20 мм, то трубу можно выгнуть, с помощью бетонной плиты с отверстиями, куда нужно поместить металлические штыри. То есть, труба проводится между штырями и выгибается на необходимый угол. Если сечение трубы больше 25 мм, то нужно продумать чертеж профилегиба более сложней.
Для этого нужно на основание зафиксировать два ролика, при этом радиус боковой грани обязан иметь равный диаметр с трубой. Трубку нужно установить между роликов и закрепить один ее конец. Затем свободный конец закрепляется к лебедке, и она приводится в действие. Когда деталь достигнет необходимого изгиба, можно остановить лебедку.
Затем понадобится цементный раствор, а также толстые куски труб диаметром около 60-110 мм. Можно использовать швеллеры, они отлично для этого подходят. На земле устраивается цементная площадка, куда устанавливают обрезки труб. Вначале они четко вертикально устанавливаются в щебень. Дистанция между этими элементами равняется около полуметра. Затем участок заливается цементом, но трубы обязаны сохранить вертикальный уровень. На высыхание раствора уйдет несколько дней.
Чтобы не допустить выпучивания, смятия или трещин, перед нагреванием трубу нужно наполнить кварцевым песком. Перед тем как заполнить трубу песком, заткните конец трубе деревянной пробкой, ее длина обязана равняться двум диаметрам трубы. При этом конусность составляет 1:10 или 1:25. Затем нужно насыпать немного песка в отрезок трубы и нагреть его до темно-красного цвета. После охлаждения можно засыпать полностью песок и внимательно посмотреть на стенки трубы.
Установите трубу в вертикальное положение и насыпьте не спеша песок. Тут нужно соблюдать одно правило: после каждой порции надо приподнимать трубу и обстукивать ее молотком. Выполняйте это до тех пор, пока пустоты не заполнятся. Про это должен оповестить пустой звук отстукивания молотка. Не забывайте, песок не должен доходить до верха трубы приблизительно на длину диаметра.
Сверху нужно забить пробку, где предварительно делаются несколько отверстий для выхода газов. С помощью мела наносят отметку на трубе в месте самого большого изгибания, ее радиус обязан быть меньше 3-4 диметров трубы.




Когда труба изгибается под 90 градусов, то интервал нагрева обязан равняться 6 ее диаметрам. Если труба изгибается под 60 градусов, то интервал можно уменьшить до 4 диаметров. Нагрев нужно завершить, когда с трубы слетит вся окалина. Это признак полного прогревания, если на поверхности образуются искры, то это обозначает, что труба пережжена. Ее нужно выгнуть в один прогрев. Если этих прогревов будет несколько, то они ухудшат структуру материала.
После прочтения статьи может показаться, что намного целесообразней купить профилегиб заводского производства, нежели тратить время на обработку металла, поиск материалов и сборку конструкции. Но на практике, изготовить профилегиб своими руками гораздо выгодней, при этом экономия может быть очень значительной. Согласитесь, это очень веский аргумент в пользу «домашней» сборки.
Прижимные и раздвижные приспособления
Среди приспособлений для сварки существует много мелких помощников, обеспечивающих фиксацию, сведение, или развод частей для сварки. Вот основные из них.
Струбцина
Это С-образная рама, на одном конце которой расположена «губа» для захвата изделия, а на другом двигающийся упор. Этой приспособой осуществляется прижим листов к основанию, с соблюдением общей плоскости изделия. Упор двигается на винте либо на кулачковом механизме по зубчатой рейке. Последний вариант более практичный, поскольку экономит время на раздвижку под разную толщину конструкции. Зев (величина С-образной рамы) может быть маленьким и большим, в зависимости от габаритов свариваемых материалов.
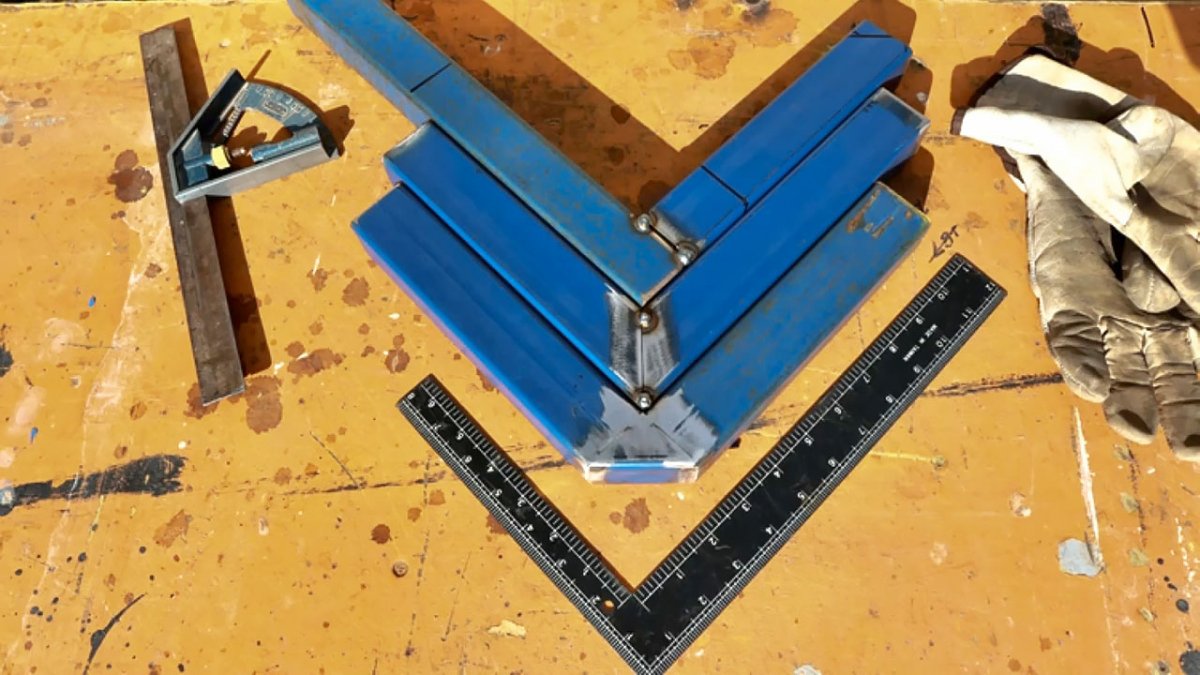
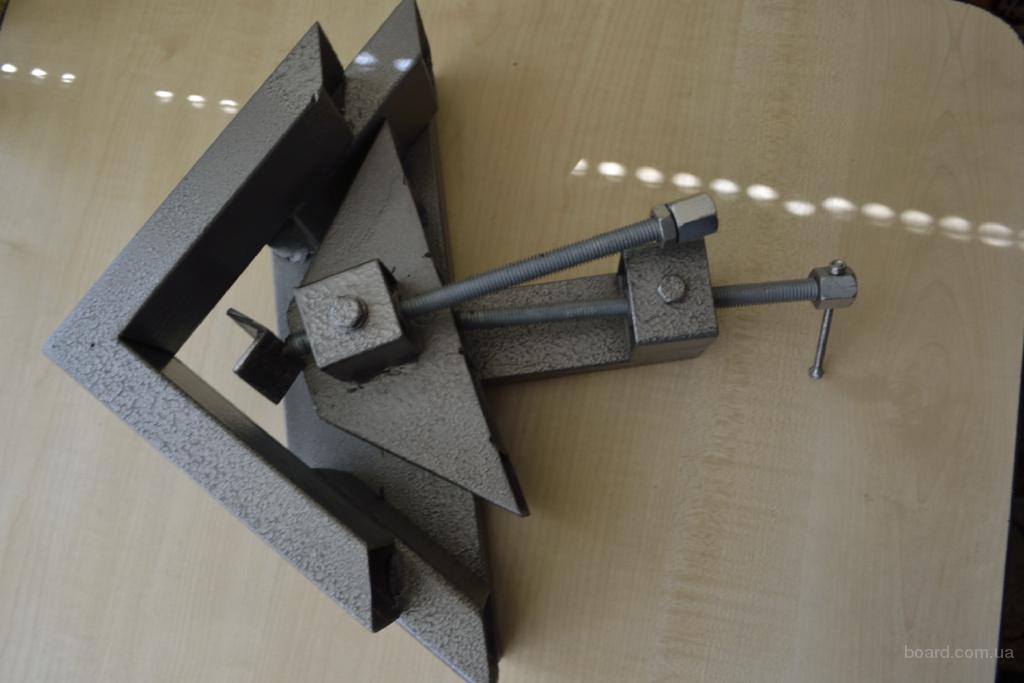
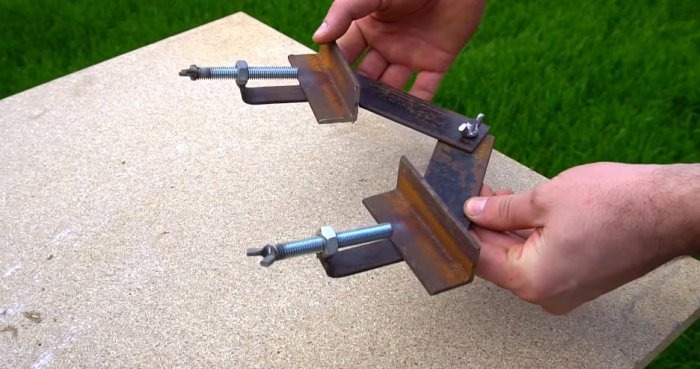
Угольник
Самый простой элемент, помогающий выставить 90 градусов между профильными трубами — это угольник. Если регулярно производятся манипуляции, требующие быстрой установки 90 градусов и фиксации положения, то можно смастерить простую конструкцию для сварки своими руками. Понадобятся две струбцины, неподвижные «губы» которых привариваются снизу к полоске металла. Сверху на полосу крепятся два небольших уголка. При помощи угольника выставляется нужный градус и их обваривают. Это упоры. Сводить уголки вплотную к друг другу не требуется, чтобы оставался доступ к угловому шву на будущих изделиях.
Распорки
Чтобы выдавить просевшие стороны конструкции применяются распирающие приспособления. Это могут быть кромки боковых листов, расходящиеся в плоскости, или впавшая сторона стыка большой емкости. Чтобы вывести края на одну плоскость, применяют цилиндр, внутри которого нарезана крупная резьба. В его края ввинчивают большие болты, а на их шляпках крепят упоры, подходящие по форме к внутренней части изделия (если бак имеет ровные стенки, то упоры плоские, если стенки бака круглые, то упоры закругленные). В цилиндре имеется несколько отверстий для установки рычага и вращения. При этом болты выкручиваются и общая длина приспособления увеличивается. Это выдавливает просевшую сторону наружу до требуемого уровня. Если длины распорки не хватает, под один из упоров подкладывают деревянную вставку.
Зажимы
Порой, работать приходится очень быстро, и времени на прижимание изделия струбцинами нет. Если при этом толщина свариваемых частей небольшая, можно использовать зажимы. Это небольшие клешни с пружиной, притягивающей обе половинки. «Губы» у таких приспособлений могут быть широкими или загнутыми, для конкретных изделий. Они имеют небольшой диапазон по регулировке ширины захвата, но в отличии от струбцин, ставятся за одну секунду.
Стяжки
Когда требуется свести стороны вдоль линии стыка, чтобы варить без большого зазора, то используют стяжки. В случае плоских изделий, это могут быть два уголка с отверстиями, которые прихватывают напротив друг друга и сводят стороны длинным болтом, закручивая гайку. Свой стягивающий эффект приспособление будет реализовывать полностью, если у болта будет длинная резьба (под шляпку). Если у конструкции имеются бортики, за которые можно зацепиться, то вместо приварки уголков применяют крюки с отверстиями вверху.
Различные вспомогательные приспособления значительно облегчают и ускоряют сварочный процесс. Изготовив эти элементы самостоятельно, можно сэкономить некоторую сумму.
Похожие материалы:
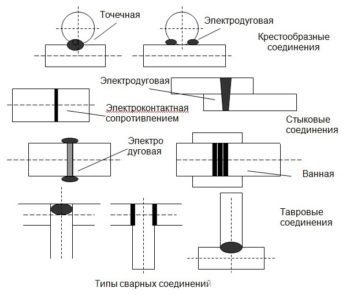
Способы и методы соединения
Сварка профтрубы осуществляется несколькими способами, которые имеют особенности, поэтому поговорим подробно о каждом.
Электродуговой вариант
Большая популярность метода объясняется такими причинами: простое использование, качество шовного соединения, возможность сварки в труднодоступных местах, легко найти оборудование и сопутствующие материалы в торговой сети. Для успешной работы понадобится:
- Трансформаторное или инверторное оборудование.
- Электроды разного сечения.
- Средства защиты.
- Приспособления для проведения сварочных работ, к которым относятся — механизм центровки; магнитные угольники, чтобы установить нужный угол соединения; металлическая щётка для зачистки торцов.
Электроды подбираются соотносительно толщине стенки профильной трубы, например, если она не более 4 мм, то применяются стержни с диаметром 2—3 мм.
Инверторный
Оборудование обладает компактными габаритами и малой массой, стоимость намного выше обыкновенного оборудования, но инвертор быстро окупается и позволяет работать в домашних условиях, а исполнителю необязательно иметь навыки профессионального сварщика, т. к. в изделии присутствует импульсный режим.Сварку профильной трубы с толщиной стенки в 2 мм проще осуществлять при помощи инвертора, сила тока при этом варьируется в диапазоне 50—60 А. Напряжение надо повышать при соединении изделий с более толстыми стенками. Горение дуги стабильное, не стоит опасаться залипания электрода, т. к. в оборудовании встроена система, исключающая такие негативные проявления.
При помощи газа
Процесс проводится с участием такого оборудования:
- баллоны, заполненные ацетиленом и кислородом;
- редукторы с манометрами, позволяющими контролировать расход газа;
- установленного образца газовая горелка;
- шланги для подачи газа;
- проволока с припоем.
Соединение производится путём расплавления кромок и заполнения промежутка между деталями расплавленным металлом с припоем.
Контактная
Сварка квадратных труб по контактной методике применяется на производстве, т. к. высокая цена на оборудование и сложности проведения процесса не позволяют использовать этот метод дома или в небольших мастерских. Прочность и большая надёжность соединения достигается сильным сдавливанием электродами с одновременным пропусканием разряда, при этом присадки не используются.
Сварка трубы газовым оборудованием
Газовая сварка
Но если отсутствует возможность подключить сварное оборудование к электричеству, для сварки тонкостенных труб приходится применять газовый агрегат.
Подготовка и сварка труб по шаблону.
Существуют две технологии применения газосварочного оборудования:
-
Мастер должен двигать присадкой по направлению за горелкой слева на право, поэтому такую технологию называют правой.
Достоинства такого метода заключается в хорошем прогревании зоны сваривания и прекрасной видимости рабочей зоны, что позволяет добиться высокой производительности и снизить расход газа. Но применяют правую технологию только для профильных труб с толщиной стенок не менее 5 мм. -
Левый способ предусматривает движение горелки справа налево и актуален для тонкостенного металлопрофиля.
При этом проволоку перемещают впереди горелки.
Газовая сварка выполняется поэтапно.
На начальном этапе работы требуется подготовить следующие материалы:
- баллоны с ацетиленом и кислородом;
- редуктор;
- присадку;
- газовую горелку и наконечники для нее;
- шланги, обеспечивающие подачу газа к месту сваривания металла;
- флюс.
Важно! Газосварка не рекомендуется к применению, если объектом сварных работ выступает профильная труба с тоненькими стенками. При таких условиях герметичность сварного шва слишком часто вызывает сомнения, так как чрезмерно высок риск быстрого расплавления металла
Использование газовой сварки для соединения профильных труб.
На следующем этапе работы нужно обезжирить подготовленные металлические детали и зафиксировать их на специальном столе. Кромку изделия обрабатывают флюсом в виде пасты, чтобы предотвратить образование окиси в процессе сварки.
Специалисты настаивают, что угол скоса кромки непременно должен равняться 30 градусам, чтобы появилась возможность организовать несколько высококачественных рядов сварного шва.
Подача пламени обеспечивается смесью из ацетилена и кислорода. Между свариваемых металлических труб подают присадочный материал перед пламенем горелки. От высокой температуры пламени металл профильной трубы и присадки начнет плавиться, вследствие чего образуется качественный сварной шов.
Горелку при этом нужно двигать справа налево. При сварке трубопроводов встык с толстыми стенками пруток нужно подавать за пламенем горелки, а саму горелку двигают слева направо.
Важно подобрать нужные по размеру электроды для сваривания профильной трубы, чтобы выполнить сварные операции максимально качественно. На заметку! Обязательно следите за геометрией свариваемых изделий при изготовлении калитки сварочным агрегатом или других конструкций из профильных труб во избежание перекоса изделия
На заметку! Обязательно следите за геометрией свариваемых изделий при изготовлении калитки сварочным агрегатом или других конструкций из профильных труб во избежание перекоса изделия.




Правила использования
Правила использования зависят от модели кондуктора. Для начала это простые правила работы с любым оборудованием. Работать с обыкновенным столом с манипулятором несложно. Конечно, для работы со сложными и автоматизированными кондукторами лучше всего просмотреть прилагаемую инструкцию. Ну а если у вас обычный кондуктор, то нужно работать следующим образом.
- В первую очередь стоит разместить части будущей конструкции в нужной вам форме.
- Затем нужно укрепить все части прочно с помощью тисков. Если кондуктор автоматизирован – вам будет легче, ну а если он механический, то вам придется приложить чуть больше усилий. В нынешнее время большинство цехов оснащены всевозможным оборудованием, которое используется на автоматизированной основе. Но нельзя исключить и работу мастеров, которые взаимодействуют с металлом вручную. Для них самый лучший способ облегчить ручную работу – это оборудовать свой кондуктор гидравлическими, электромагнитными, пневматическими или вакуумными зажимами. Тогда будет легче фиксировать металл.
- Теперь уже можно варить материал как удобно.
- После сварки металла его нужно охладить. Ну а если у вас сварка с азотным приводом охлаждения, вам будет значительно проще, и охлаждение пройдет быстрее. Если у вас обычный сварочный аппарат, то лучше всего подождать, чтобы металл сам остыл, так изделие остается более прочным. В некоторых случаях металл можно охладить водой, однако, это может привести к его непрочности и недолговечности.
- Последнее, что нужно сделать после охлаждения – ослабить фиксаторы, и работа готова.
Далеко не все горят желанием приобрести сварочно-сборочный кондуктор себе в гараж или для использования в бытовых условиях. Все-таки это производственный уровень работы.
В следующем видео представлен обзор сварочного кондуктора.
Порядок гибки профильной трубы на самодельных станках
За один раз получить требуемый радиус изгиба у вас вряд ли получится — слишком большое усилие требуется для этого. Вручную его создать нереально. Получают требуемый изгиб за несколько проходов:
- Сначала выставляют ролики так, чтобы получить небольшой изгиб, прокатывают трубу в одну сторону, затем вынимают из валков, разворачивают и вставляют другой стороной. Разворачивать необходимо, чтобы получить ровно изогнутую трубу.
- С тем же положении роликов протягивают ее несколько раз, до тех пор, пока кривизна уже не добавляется.
- Если требуемый радиус изгиба не достигнут, изменяют положение ролика и снова повторяют действия.
 Прокатный трубогиб с электроприводом
Прокатный трубогиб с электроприводом
Изменение радиуса изгиба получается постепенно, иначе на самодельном трубогибе дугу из профильной трубы не сделаешь. Что делать, если надо повторить один и тот же изгиб? Сделать градуировку — отметить на какую высоту перемещался ролик, сколько раз прокатывали в каждом положении. При повторении отличия если и будут, то незначительные.
Сложность гибки заключается в том, что нет никакой шкалы и трудно без опыта получить задуманный радиус изгиба. Рано или поздно вы его получите, но испортить при этом можно много материала.
Обобщенно о сварке профильной трубы
Приведем общие сведения, которые должен уяснить мастер при работе с трубным прокатом:
под воздействием высокой температуры трубы с профильным сечением в большей мере деформируются, чем круглые изделия;
при расплавлении металла внутреннее пространство трубного проката может заполниться и перекрыться, если же пустотелость изделия крайне необходима, важно контролировать отсутствие капелек металла внутри трубы;
при торцевом соединении металлопроката с профильным сечением из-за неравномерного нагрева или неправильного формирования валиков может появиться высокое напряжение на углах изделия.
Толщина стеночек металлопроката меняется в довольно широком диапазоне значений, но именно сварка тонкостенных труб требует от мастера наличия определенных знаний и навыков.
 Способы сварки профильных труб.
Способы сварки профильных труб.
Работа с тонким металлом не так проста в сравнении со сваркой инвертором толстостенных труб, так как при работе нужно учитывать ряд важных моментов:
- для создания сварных соединений на металлопрокате требуется ток от 10 до 60 А;
- электроды для сварки тонкостенного профиля должны иметь диаметр 0,5-2 мм, но никак не более;
- шов выполняется в один проход;
- качество соединения во многом определяется скорость сваривания;
- мастер должен успеть осуществить сварку профиля до того момента, пока рабочие кромки не остынут.
При внимательном изучении описанных рекомендаций, сварка ворот своими руками из профильной трубы не составит труда даже для малоопытного мастера. Если же выполнять такую работу без знания специфики металлопроката, конструкции не получатся надежными, прочными и долговечными.
Не менее важно при работе с профильными трубами не ошибиться с выбором электрода, так как от этого зависят эксплуатационные параметры сварного шва
Сварщик должен обратить особое внимание на сечение сварной проволоки: чрезмерно тонкий электрод станет причиной нестабильности горения дуги, а электрод с большим сечением может прожигать тонкостенное изделие. Подбор диаметра сварной проволоки нужно осуществлять с учетом толщины стеночек металлопроката:
Подбор диаметра сварной проволоки нужно осуществлять с учетом толщины стеночек металлопроката:
- если сечение трубы металлопроката не превышает 2-х мм, актуален электрод с диаметром 1,5 мм;
- профильная труба с сечением 2-3 мм варится электродом с диаметром 2 мм;
- металлопрокат с сечением 4-6 мм требует применения сварной проволоки с диаметром 4 мм.
Важно! Электроды бывают двух видов: плавящиеся и неплавящиеся. Последние используются при сварке металлопроката исключительно в тандеме со специальными присадками из сплавов олова, латуни и других металлов высокой мягкости с примесями фосфатов
Сварка фермы или иного рода конструкций из металлического профиля может осуществляться разными способами, но наиболее популярны из них следующие варианты:
- электродуговая;
- газовая.
Расскажем об этом более подробно далее.
Какими электродами варить профильную трубу 2 мм.
При выборе электродов для электросварки руководствуются толщиной заготовок, напрямую связанной с их диаметром.
Необходимые данные можно получить из таблиц на упаковке или определить размеры самостоятельно, учитывая, что диаметр электрода примерно соответствует толщине стенки при значениях не более 4 мм.
Выбор режима сваривания и вида электродов
Ток, пропускаемый через электроды, напрямую связан с их диаметром, его номинал обычно указывается на упаковке. Дополнительно его значение можно установить из таблиц или приблизительно определить расчетами, исходя из того, что 1 мм. толщины электрода требует ток в 30 ампер.
Существует четыре основных вида электродов в зависимости от материала покрытия:
- Кислые (А). Характеризуются высоким содержанием железа и марганца, металлический электрод переходит в шов в виде мелких капель с образованием жидкой ванны, при отвердевании шлак легко отделяется. При работе слишком высокая температура дуги приводит к подрезам, шов в высокой степени подвержен трещинам — это ограничивает применение данного вида.
- Целлюлозные (Ц). Помимо целлюлозы в состав входят ферромарганцевые руды и тальк, которые полностью выгорают при нагревании, образуя защитный газ, при этом шов не имеет шлакового покрытия. Электрод переходит в шов средними и крупными каплями, образуя грубую неровную структуру с многочисленными брызгами.





Применение термических способов
Кроме механических способов, нередко используются термические способы, где в качестве инструмента работают сварочные или резательные аппараты. Например, автогенный газовый резак или обычный сварочный аппарат (постоянного/переменного тока).
При помощи таких аппаратов резке доступны толстостенные металлические трубы. Однако крайне сложно методом электросварки или газового автогена получить идеально ровный качественный срез.
Технология резки с помощью электросварки и автогена распространена повсеместно. Методика не обеспечивает высокую точность реза, но при монтаже труб этот фактор зачастую не является определяющим
Обычно после резки термическим способом изделия подвергаются дополнительной обработке. Выравнивается линия среза, подгоняются значения требуемого угла. Такой подход экономически невыгоден, так как сопровождается дополнительными расходами на механическую обработку.
Как правило, применяется термическая методика реза в условиях промышленно-производственной сферы. Правда службы ЖКХ тоже часто прибегают к такой методике.
Термический рез используется и для работы с пластиковым материалом. Существуют устройства – термические гильотины. Острое тонкое лезвие таких аппаратов нагревается до высокой температуры, после чего выполняют рез.
Термические гильотины поддерживают резку под углом, и в этом их преимущество. Однако для работы с более жёсткими материалами, чем поливинилхлорид, дерево, древесно-стружечные плиты, эти устройства применять нельзя.
Для резки металлопластиковых труб нужны труборезы, способные равномерно разделить на части изделия с многослойной структурой. Их разновидностям и способам применения посвящена рекомендуемая нами статья.
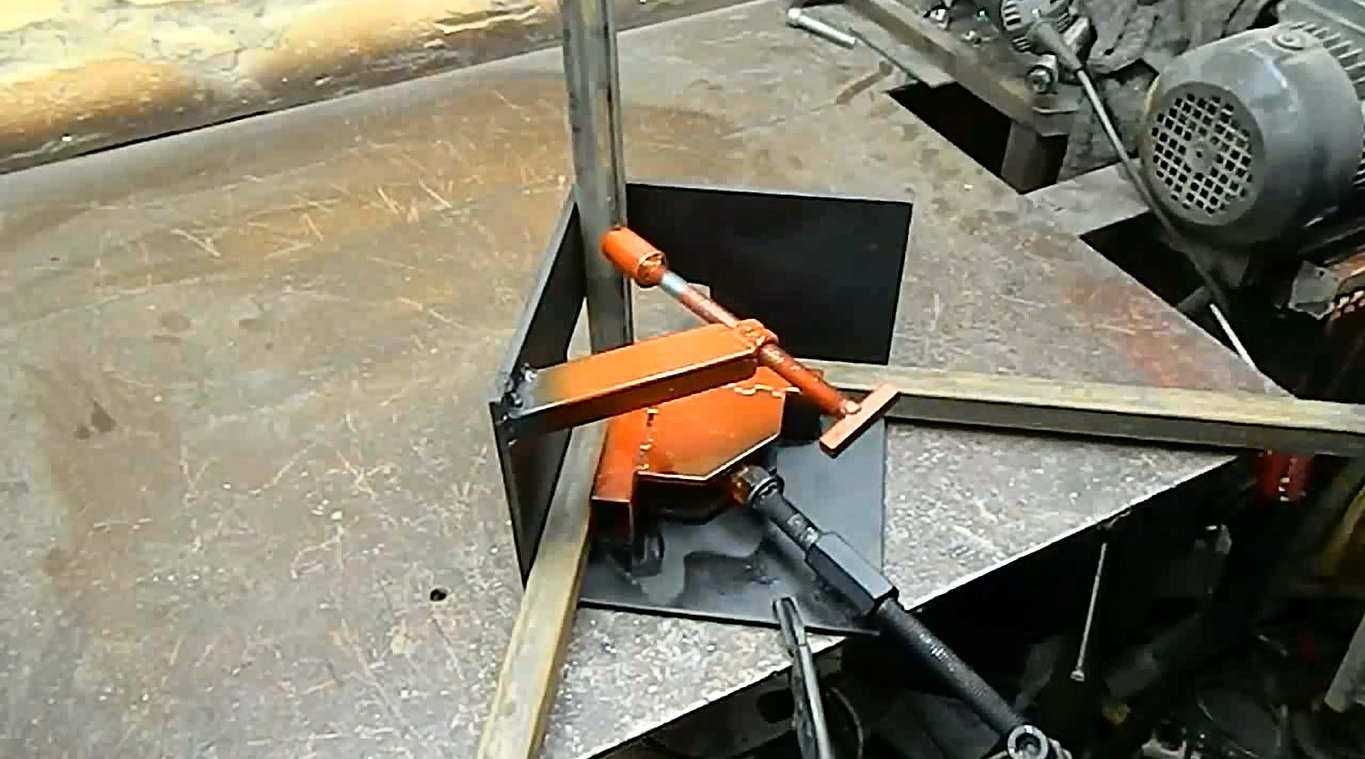
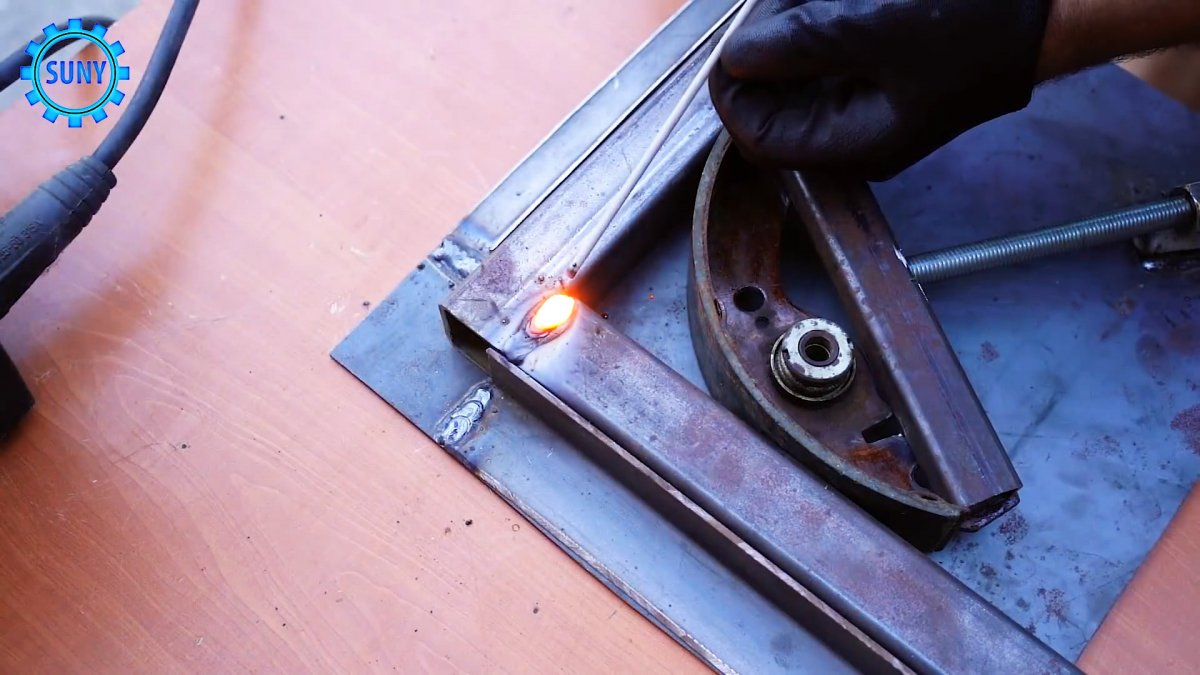
Профилегиб. Простая конструкция
 В некоторые моменты для создания определенных конструкций, могут понадобиться определенные инструменты или станки. Например, придать трубе или профилю определенную форму, т.е. появляется необходимость в изменении формы. Для такого действия и нужен станок, который поможет справиться с этой работой.Так и у автора ютуб-канала Юрия Сербина возникла такая необходимость. Поэтому для своих нужд он собрал станок который гнет профильные трубы. Конструкция данного профилегиба достаточно проста в изготовлении, затруднение может вызвать только необходимость в поиске токаря, чтобы выточить некоторые детали. Если же есть в вашем распоряжении токарный станок или токарь, то проблем при изготовлении возникнуть не должно.
В некоторые моменты для создания определенных конструкций, могут понадобиться определенные инструменты или станки. Например, придать трубе или профилю определенную форму, т.е. появляется необходимость в изменении формы. Для такого действия и нужен станок, который поможет справиться с этой работой.Так и у автора ютуб-канала Юрия Сербина возникла такая необходимость. Поэтому для своих нужд он собрал станок который гнет профильные трубы. Конструкция данного профилегиба достаточно проста в изготовлении, затруднение может вызвать только необходимость в поиске токаря, чтобы выточить некоторые детали. Если же есть в вашем распоряжении токарный станок или токарь, то проблем при изготовлении возникнуть не должно.
Инструмент который использовал мастер при работе: -Сварочный аппарат, -УШМ (болгарка), -дрель, -магнитные держатели. Большую часть материала обходимого для изготовления станка автор взял у себя в гараже. В ход пошли старые уголки и другие железки. Для начала автор изготавливает основание будущего профилегиба. Для этого он берет два уголка 60х40 мм и сваривает их между собой. Далее от уголка размером 35х35 отпиливаются заготовки под стойку для среднего ролика, которым будет прижиматься сгибаемая деталь. На одной из сторон каждого уголка спиливается одна стенка, чтобы он плотно прилегал к основанию при проведении сварочных работ. Данные детали выставляются на основание, проверяются на ровность уголком и привариваются.


 Следующий шаг — изготовление платформы для крутящего валика. На нее пошли два уголка размерами 60х60, в стенках которых были сделаны прорези, которые совпадают с расстояниями между стойками среднего ролика. Данные детали свариваются. Затем так же из уголков, подгоняя их под внутренний размер опорных стоек, создается крышка, в середине которой сверлится отверстие под резьбовую шпильку. На него приваривается высокая гайка. Затем деталь вставляется внутрь стоек таким образом, чтобы ее края были на одном уровне с краями опорных уголков. Высверливаются отверстия, в которых нарезается резьба. С помощью болтового соединения детали соединяются.
Следующий шаг — изготовление платформы для крутящего валика. На нее пошли два уголка размерами 60х60, в стенках которых были сделаны прорези, которые совпадают с расстояниями между стойками среднего ролика. Данные детали свариваются. Затем так же из уголков, подгоняя их под внутренний размер опорных стоек, создается крышка, в середине которой сверлится отверстие под резьбовую шпильку. На него приваривается высокая гайка. Затем деталь вставляется внутрь стоек таким образом, чтобы ее края были на одном уровне с краями опорных уголков. Высверливаются отверстия, в которых нарезается резьба. С помощью болтового соединения детали соединяются.









 На нижнем конце прижимной шпильки стачивается резьба. На данный конец надевается гайка и приваривается. Во второй гайке и конце шпильки делается сквозное отверстие. В детали, на которой будет установлен ролик, делается отверстие под шпильку. Она в него вставляется, и на тот конец где есть отверстие, вставляется гайка. Через отверстия пропускают фиксатор, чтобы она не слетела. С помощью такого соединения шпилька будет крутиться и поднимать-опускать прижимной механизм станка.
На нижнем конце прижимной шпильки стачивается резьба. На данный конец надевается гайка и приваривается. Во второй гайке и конце шпильки делается сквозное отверстие. В детали, на которой будет установлен ролик, делается отверстие под шпильку. Она в него вставляется, и на тот конец где есть отверстие, вставляется гайка. Через отверстия пропускают фиксатор, чтобы она не слетела. С помощью такого соединения шпилька будет крутиться и поднимать-опускать прижимной механизм станка.




 Берется металлический прут и отрезаются заготовки, на которые будут устанавливаться подшипники.
Берется металлический прут и отрезаются заготовки, на которые будут устанавливаться подшипники.
Далее, с помощью токарного станка автор обтачивает концы роликов, чтобы на них одевались подшипники. Тот ролик, который будет устанавливаться в среднюю часть станка, имеет более удлиненную сточенную часть. Это необходимо для того, чтобы на нее можно было одеть ручку, которая будет приводить станок в действие. Для подшипников, установленных в этой же части станка, автор вытачивает защитные кожухи, которые привариваются к прижимной части детали.







 Из профильной трубы 20х40 вырезаются опоры, но которые будут устанавливаться валики с подшипниками. В профилях делаются разрезы похожие на строение ласточкина хвоста. Таких деталей нужно 8 штук. Они привариваются к основанию, по 4 штуки с каждой стороны. На них будут устанавливаться валики, по которым сгибаемая заготовка будет ездить. Между этими опорами устанавливаются направляющие, сделанные из уголка. Они не будут привариваться к основанию, а установятся к нему на болтах, чтобы иметь возможность регулировки ширины в зависимости от сгибаемого профиля. Следующий шаг это установка ручки и крепежных пластин. Пластины необходимы для жесткого крепления станка к поверхности, чтобы при работе он был устойчив.
Из профильной трубы 20х40 вырезаются опоры, но которые будут устанавливаться валики с подшипниками. В профилях делаются разрезы похожие на строение ласточкина хвоста. Таких деталей нужно 8 штук. Они привариваются к основанию, по 4 штуки с каждой стороны. На них будут устанавливаться валики, по которым сгибаемая заготовка будет ездить. Между этими опорами устанавливаются направляющие, сделанные из уголка. Они не будут привариваться к основанию, а установятся к нему на болтах, чтобы иметь возможность регулировки ширины в зависимости от сгибаемого профиля. Следующий шаг это установка ручки и крепежных пластин. Пластины необходимы для жесткого крепления станка к поверхности, чтобы при работе он был устойчив.








 Последний этап — покраска и проверка работоспособности.
Последний этап — покраска и проверка работоспособности.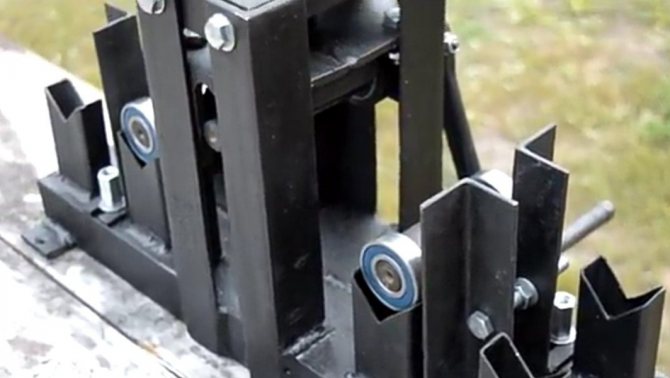







 Как видно, станок уверенно справляется с поставленной перед ним задачей. Источник
Как видно, станок уверенно справляется с поставленной перед ним задачей. Источник
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
Выводы и полезное видео по теме
В видеоролике представлены расчеты и показан практикум по выполнению реза трубы под углами 45º и 90º:
Для каждого отдельного случая монтажа можно подобрать наиболее удобный и менее затратный способ резки. Конкретный выбор зависит от материала трубы, её диаметра, толщины стенки.
Применяя простые способы разметки, можно получить достаточно точный угол, под которым требуется обрезать заготовку. Вместе с тем, обращаясь к сложной методике вычисления, есть возможность резать под нестандартными углами с высокой точностью.
У вас есть полезная информация по теме статьи? Возникли вопросы в процессе ознакомления с материалом или обнаружили спорные моменты? Пишите, пожалуйста, комментарии в расположенном ниже блоке.



